
Как увеличить внутренний диаметр трубы без токарного станка
Обновлено: 07.07.2024
Как увеличить внутренний диаметр трубы без токарного станка
Все проекты
Для бизнеса
Другие проекты
Топ недели
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
2 039 291 просмотр
Мы больше не будем рекомендовать вам подобный контент.
206 022 просмотра
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
227 293 просмотра
Мы больше не будем рекомендовать вам подобный контент.
769 043 просмотра
Мы больше не будем рекомендовать вам подобный контент.
46 731 просмотр
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
53 132 просмотра
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
91 402 просмотра
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
Мы больше не будем рекомендовать вам подобный контент.
41 464 просмотра
Мы больше не будем рекомендовать вам подобный контент.
48 533 просмотра
Мы больше не будем рекомендовать вам подобный контент.
Топ недели
Прямой эфир
Образование
Вы отметили максимальное количество друзей (64) на этой фотографии.
В данный момент вы не можете отметить человека на фотографии. Пожалуйста, попробуйте позже.
Фотография недоступна этому человеку
Чтобы отметить человека, наведите на него курсор и нажмите левую кнопку мыши. Чтобы отметиться на фото, наведите на себя курсор и нажмите левую кнопку мыши.
Как увеличить центральное отверстие на литых дисках без токарного станка?

Как увеличить центральное отверстие на литых дисках не разбортируя и без токарного станка? Нужно увеличить на 1,5 мм.по радиусу.Как сделать это аккуратно? Кто как делал?Или какие мысли есть как это сделать?

Напильник, шарошка, какие проблемы?

Напильником думаю жуть получится. И проточить нужно на глубину посадки ЦО ступицы,
В твоем случае либо жуть, либо токарь.Сам на свой вопрос ответил

Вручную аккуратно не получится. Бормашинкой с шарошкой если постараться, можно нормально сделать. Но это очень долго.
Единственный вариант сделать качественно и без токарного станка — взять фрезер по дереву с вот такой фрезой: frezi.su/data/images/o-2.jpg, но заменить на ней подшипник на такой же, только диаметром на 3мм меньше, если такой вообще существует. Но такой фрезы надолго не хватит, она всё-таки для дерева рассчитана.
А лучше найти фрезу по металлу, подобрать к ней подшипник, и конец фрезы обточить, чтобы этот подшипник туда одеть. И зафиксировать его как-нибудь, можно даже каплей сварки.
При таком раскладе ему реально проще на токаря потратиться:-)

если токаря нет руками нельзя получишь биение не исправишь да и токарь не вариант тк у диска нагрузка в этом месте. выход проставка с одного цо на другое. все остальное опасно для жизни
Когда нет трубы нужного диаметра
Сегодня ставил интеркулер на Renault CLIO R.S. и в процессе установки возникла небольшая проблемка. Не нашлось алюминиевой трубы подходящего диаметра. Нужно было сделать патрубок для блоуоффа. Диаметр 32 мм. В наличии только 63 и 76 труба.
Берем первую попавшуюся трубу и продольно распускаем её. Аккуратненько молоточком подбиваем и подрезаем до получения нужного диаметра.




У меня всё. Всем спасибо.
Метки: antonl31
Комментарии 50

Как в тему! И юристы

Укатать диаметр можно было на токарном станке.
можно если, есть токарный станок

главное желание, нет ничего невозможного )) молодец

на сервисе поди работаешь …там ребята любят такой кустрщиной заниматься в тихоря, без палева для клиента чтоб .)
И в мастерской (сервисе) тоже работаю. А что в твоем понимании не кустарщина? Ты не поверишь, но трубы бывают шовными.
да я просто тему вспомнил была у меня история. Вообщем делал в сервисе се капиталку на Ваз 2109, там при сервисе магазин большой с запчастями. из сервиса ходят в него за запчастями. так вот я заодно купил все патрубки новые чтоб тосол не тёк, а то задолбал он постоянно где то подтекает… ну сделали мне капиталку норм всё. а потом уж прошло наверное пол года я чёто делал под капотом и заметил такую странную вещь. мне мужик который капиталку делал, он патрубки все мои поставил новые кроме одного. есть там такой патрубок небольшой сантиметров 5 всего в длину он. термос к башке им подсоеденён.
так мне этот мужик с сервиса этот патрубок не то что не поменял, старый оставил…он мне этот патрубок зачемто кусачками вырезал из патрубка длинного … и у меня из патрубка этого им собственноручно вырезанного тосол подтекал.
я когда тему то эту заметил у меня сразу вопросов дофига появилось. Почему он мой новый не поставил ? Оставил бы хотя бы старый если новый потерял… или дошёл бы в магазин, рядом он взялбы другой новый он стоит то копейки, включил бы в цену лишние 50р. пофиг. Так он и новый ставить не стал и старый не оставил и в магазин не пошол, он зачем то из задубевшего старого патрубка сидел и кусачками выкусывал его!))) Это "хорошо" ещё что термостаты нынешние долго не живут, при замене его и кустарный патрубок заменил заоодно ))
Вот просто наткнулся на тему нет трубы нужного диаметра, не пробленма… влепим какая есть в ниличие )))) …вспомнил мужика того с сервиса, подумал тоже наверное на сервисе работаешь ) не в обиду )
будет работать или нет, та или иная переделка, зависит только от качества исполнения
как расточить трубу изнутри без токарного станка
Обзор самодельного устройства для расточки толстостенных труб. Делаю вальцы, поэтому нужно точно сделать посадку, .
Шлифовка отверстия в металле 🛠 (metal resurfacing). Лайфхак.
มุมมอง 16K 4 ปีที่แล้ว
Простое приспособление из ПЭТ бутылки для быстрой шлифовки внутренних цилиндрических отверстий. Диаметр .
Зачистка и шлифовка внутри труб. Чем и как.
มุมมอง 6K ปีที่แล้ว
Абразивные шлифовальные звезды - идеальный инструмент для шлифовки внутри труб. С их помощью можно: .
Увеличение внутреннего диаметра 15 мм отверстия в металле на несколько сотых мм в домашних условиях.
มุมมอง 1.9K ปีที่แล้ว
Токарные работы без токарного станка РЕАЛЬНО.
มุมมอง 51K ปีที่แล้ว
Многие задавались вопросом как проточить вал на нужный диаметр в домашних условиях. У меня тоже возникла такая .
Реально простейшая , самодельная насадка на дрель , для шлифовки труб изнутри , своими руками.
มุมมอง 8K 3 ปีที่แล้ว
Really the simplest, self-made nozzle on a drill, for polishing of pipes from within, with own hands. В этом видео показано , как .
как уменьшить диаметр трубы
это видео может быть полезна тем кто занимается металлом и дуговой сваркой.
Переход с большого диаметра трубы на меньший диаметр трубы, своими руками.
มุมมอง 24K ปีที่แล้ว
В этом видео я делаю. Переход с большого диаметра трубы на меньший диаметр трубы, своими руками.
Как сделать нужный диаметр трубы
มุมมอง 113K 5 ปีที่แล้ว
Принимаю заказы на изготовление ЛЮБЫХ печек, булерьянов, электрических котлов и бойлеров.
Как уменьшить диаметр трубы трением. Нарезание резьбы
มุมมอง 286K 3 ปีที่แล้ว
Ещё один мой опыт-уменьшение диаметра трубы трением и нарезание резьбы на этой поверности.
Как сделать конусный край на готовой трубе из жести
มุมมอง 7K ปีที่แล้ว
Ролик о том как сделать конус (заузить край) на готовой цилиндрической трубе из жести с помощью молотка и оправки.
Интересный способ расточить отверстие на не стандартной детальке.
И еще вопрос спецам,как называется такой универсальный диск,хочу купить себе на циркулярную ручную пилу.
Дубликаты не найдены
4 года назад Полезное видео.Жаль нет станка. раскрыть ветку 2 4 года назад раскрыть ветку 1 4 года назад
Хоть и не нужна была циркулярка, но ради такого случая придётся купить. И переделать.
4 года назад это универсальный диск, для демонтажей скорее подходит, тк не боится гвоздей в дереве (полы например), кстати нет у нас такого, чтоб, все было заточено под 32, весь ручной инст под такой диаметр.опасно таким диском работать после расточки:) раскрыть ветку 3 4 года назад А с какого перепуга опасно,если дырдочка точно отцентрована?
Он ведь не шлямбуром вырубали:)) раскрыть ветку 2 4 года назад
Потому что токарный станок не обладает абсолютно точным выставлением шпинделя по центру. Плюс к этому, такие тонкие диски, да ещё и так убого закреплённые - выгибает. Как его выгнет, предсказать практически невозможно. Соответственно, отверстие будет не соосно внешнему краю, а так же, не перпендикулярно торцу. Точнее, оно будет иметь волнообразный вид. И не будет круглым, когда диск вернётся в нормальное, "плоское" положение. Соответственно, будет сбита балансировка. Диск будет бить. Посмотрите, что происходит с разбалансированными компакт-дисками при быстром вращении. А теперь представьте, что это не пластик, а хорошее железо. Может показаться, что "хули он тут пиздит, там же толщина миллиметр-два, чё будет-то". Но дело в том, что этот разбаланс будет при пяти-шести тысячах об\мин. Если на таких оборотах я зажимаю в патроне деталь с эксцентриком, у меня по станку идут вполне чувствительные вибрации. На моём малыше-Шаублине заготовки больше пятидесяти-ста грамм не бывают.
Сам наладчик станка с ЧПУ, поэтому знаю, о чём пишу.
раскрыть ветку 1 4 года назад Информацию усвоил.Спасибо! 4 года назад
Как то не продуманно, работы много, а результат маловат.
Он обточил фанерку до круглого формата, затем выточил в ней место под диск, вставил диск, крутил саморезы, затем сделал заготовку с посадочным местом под диск. Для того что бы надеть деревяшку с диском и обточить фанерку. Обточил фанерку, перевернул зажал, расточил.
Видно что всего ничего дырочку больше сделал, а сколько трудов.
Он уже выточил на металлической заготовке площадку под диск и примерил на нее диск.
Её осталось чуток обточить, засверлить отверстие под ось, отрезать, на обратной стороне сделать выступ, в нем фрезернуть паз которым она цепляется.
Офигеть молодец, сделал шайбу под диск и теперь можно будет покупать диски 24.5.
По работе столько же сколько на изврат с диском, если не меньше, но шайбу один раз делать.

Диски садятся не на вал, он меньшего диаметра, а на посадочное место на шайбе.
Сама заготовка большего диаметра чем стандартные шайбы, ее надо сделать меньше до размера шайбы, можно и так оставить, но не красиво.
Две шайбы, вот та слева имеет посадочное место для диска(на картинке с обратной стороны), выступающий кружок диаметра чуть меньше отверстия диска, а на видимой нам стороне кружок с прорезью, этой прорезью он цепляется за посадочное место на валу самой "болгарки".
Вторая шайба с дырками и резьбой используется что бы притянуть диск к первой. Ключ формы буквы U цепляется за дырки.
Загуглил картинки на одно видно размер оси ушм и отверстия диска(диск 22.2 черная полоска в несколько мм это шайба, сам вал где то 20мм). На второй видно посадочное место на шайбе на которое насаживается диск.

Теперь понятно, спасибо.
-_- болгарку хоть раз в руках держал?
4 года назадну вообще человеку, который придумал такие вещи растачивать с одного диаметра на другой - надо голову оторвать. Чтобы народ не смущал, да правила охраны труда соблюдал.
цена диска - пусть 2к рублей. Да даже хоть 3-5. На другой чаше весов - отпиленные выступающие части тела (тел) самого пильщика и его окружающих. Что вам важнее? мне вот лучше заказать нормальный диск на электроинструмент, чем колхозить такую опасную штуку. И тем более выкладывать это в виде инструкции. Автор видео готов взять на себя ответственность за того, кто пострадает сделав по инструкции, но кривыми руками?
Объясняю почему лучше так не делать (с точки зрения инженера):
1. диск вращается на 5-6 тыс. оборотов в минуту. Соответственно - малейший дисбаланс будет значительно влиять на работу. В лучшем случае - у вас будет прыгать станок/циркулярка и разбиваться подшипники. В худшем - вы не удержите ее в руках из-за вибрации. Последствия легко представить. Заводские диски проходят балансировку
2. При точении можно нарушить геометрию диска - он станет не плоским, а пропеллерообразным. Качество реза это естественно не улучшит, возможно начнет уводить с прямой линии.
3. Найти токаря, который сумеет более-менее аккуратно выставиться, и нормально расточить - та еще задачка. Еще не факт что такой токарь согласится это делать. Зато найти ебанутого дядю Васю, у которого опыт и алкоголь - который нахерачит непонятно что - этого добра полно. К тому же токарю тоже надо приплатить сколько то.
4. диск притягивать к фанерной "оправке", да еще и саморезами. автор видео очень одаренный. альтернативно.
НЕ ДЕЛАЙТЕ ТАК. НЕ НАДО.
п.с. в конце концов - раз уж так хочется сажать такие диски на вал - переточите вал. Или втулки, которыми диск закрепляется на валу.
раскрыть ветку 3 4 года назад1. диск вращается на 5-6 тыс. оборотов в минуту.
На диске из поста написано "MAX 2750 RPM"
раскрыть ветку 2 4 года назад Вот именно. В обычную пилу его вставлять нельзя. Нужна низкооборотистая. 4 года назадАга. На заборе тоже написано слово из 3х букв, но там только доски. Если человек догадался растачивать отверстие - ему ничего не стоит воткнуть такой диск на оборотистый инструмент.
Да и 2000 оборотов тоже вполне хватит для запиливания культяпок.
Смысл моего ответа не в точнейшем угадывании условий работы этого конкретного диска, а в том что такие вещи делать категорически нельзя. Хотя это как есть яд - можно, но с последствиями для организма
4 года назадсцука а не проще стандартный купить ?
раскрыть ветку 1 4 года назад Суть не в стандартном диске,а в нестандартной ситуации(если я всё правильно понял) 4 года назад Лох какой то, можно же просто в болгарку зажать и пилить на здоровье :) раскрыть ветку 1 4 года назадИли прижать к какой-нибудь деревяшке двумя струбцинами и просверлить под нужный диаметр.
4 года назад Сама работа сомнительна, но очень понравилось, как озвучено. Многие опытные мастера бубнят себе под нос под шум станка и-смотреть видео не хочется. Но, повторюсь, идея растачивания посадочного отверстия такого инструмента мне не нравится. Соглашусь с комментаторами, это может быть опасно. Добавлю, что дерево в качестве базирующего элемента - не лучшая идея 4 года назад
Бесполезное видео. Для работы с потенциально опасными станками нужно иметь мозги, а если вам не хватает смекалки чтобы придумать как расточить отверстие и вам приходится смотреть такие видео, то лучше продайте инструмент и займитесь лепкой из пластилина.
раскрыть ветку 1 4 года назад А вдруг в нос засунут или вдохнут? Отсутствие мозгов штука опасная ) 4 года назад 4 года назадпохожа на алмазку по камню, только уж больно здоровая)
показать ещё 0 комментариев Лучшие посты за сегодня 23 часа назад
И так всегда!
Чуть меньше года назад я делаю картинку и выкладываю ее в коменты на Pikabu. И набираю 5 плюсов.
Затем кто то выкладывает картинку сделанную мной в ленту и набирает кучу плюсов.
Ладно, у меня впервые. :)
Показать полностью 2 5 часов назадСуд в Твери оправдал убившего троих при самообороне

Конфликт произошел в селе Михайловское в Калининском районе 2 мая 2020 года. В тот день у Зобенковых произошла ссора с соседкой из-за коз, на которых лаяла собака. Женщина позвонила своему сыну, и тот приехал из Московской области вместе с друзьями. Четверо пьяных людей зашли на участок Зобенковых, где еще находились маленькие дети. Защищаясь, Александр смертельно ранил ножом троих налетчиков. В итоге ему грозил срок в 18 лет.
Правосудие признало, что Александр Зобенков действовал в рамках самообороны, его освободили в зале суда.
Показать полностью 20 часов назадПро женский оргазм
Над ним даже постебались неплохо, вот пару примеров:
А теперь к сути , миф о том, что существует много видов оргазмов, придуман для того, чтобы искусственно создать проблему, на которой можно хорошо зарабатывать. Итак, женский оргазм бывает только одного вида – клиторальный. Именно и только клитор отвечает за сексуальное удовольствие женщины и за её сексуальную разрядку. Клитор — это вовсе не маленькая горошина у поверхности кожи. МРТ-исследования показывают, что это большой, объёмный, разветвляющийся орган около десяти сантиметров в длину
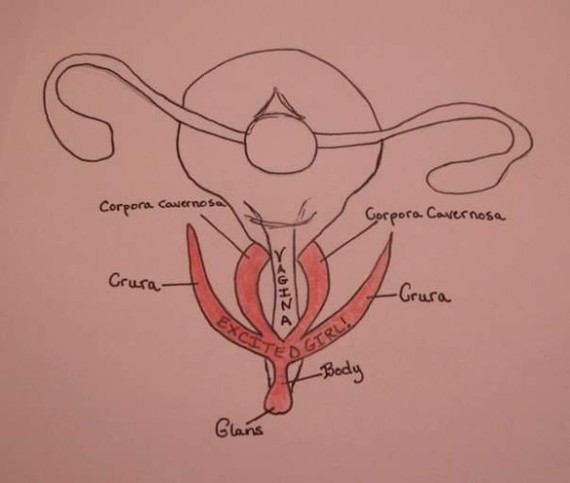
Внешняя (видимая) часть клитора состоит из головки, капюшона (аналог крайней плоти у мужчин) и уздечки (это небольшой центральный участок перехода малых губ в головку клитора). Внутренняя часть клитора имеет сложное устройство. Пещеристое тело клитора разделяется над уретрой на две ножки клитора, которые огибают с двух сторон уретру и вагину и оканчиваются двумя луковицами, образуя клитороуретровагинальный комплекс.Во время вагинального полового акта происходит стимуляция внешней и внутренней частей клитора. Стимуляция головки клитора во время полового акта происходит через натяжение и подёргивание прилегающих к нему малых половых губ. А т.к. ножки клитора охватывают вход во влагалище, фрикции стимулируют также и внутреннюю часть клитора. В то же время движения члена воздействуют на внутреннюю часть клитора и через так называемое G-пятно, которое находится на передней стенке влагалища.Эммануэль Джаннини из Римского университета Тор Вергата совместно с гинекологом Одиль Бюссон в УЗИ-центре во французском городе Сен-Жермен-ан-Ле с помощью ультразвукового исследования обнаружили, что при вагинальном проникновении и стимуляции G-пятна у испытуемых женщин начинали набухать внутренние части клитора, что привело к оргазму. Это подтвердило теорию о том, что не существует вагинального оргазма как такового – стимуляция тех или иных участков влагалища и входа в него задействуют внутренние части клитора, и переживаемый женщиной оргазм является в любом случае клиторальным.
Как увеличить диаметр трубы в домашних условиях

И в мастерской (сервисе) тоже работаю. А что в твоем понимании не кустарщина? Ты не поверишь, но трубы бывают шовными.
да я просто тему вспомнил была у меня история. Вообщем делал в сервисе се капиталку на Ваз 2109, там при сервисе магазин большой с запчастями. из сервиса ходят в него за запчастями. так вот я заодно купил все патрубки новые чтоб тосол не тёк, а то задолбал он постоянно где то подтекает… ну сделали мне капиталку норм всё. а потом уж прошло наверное пол года я чёто делал под капотом и заметил такую странную вещь. мне мужик который капиталку делал, он патрубки все мои поставил новые кроме одного. есть там такой патрубок небольшой сантиметров 5 всего в длину он. термос к башке им подсоеденён. так мне этот мужик с сервиса этот патрубок не то что не поменял, старый оставил…он мне этот патрубок зачемто кусачками вырезал из патрубка длинного … и у меня из патрубка этого им собственноручно вырезанного тосол подтекал. я когда тему то эту заметил у меня сразу вопросов дофига появилось. Почему он мой новый не поставил ? Оставил бы хотя бы старый если новый потерял… или дошёл бы в магазин, рядом он взялбы другой новый он стоит то копейки, включил бы в цену лишние 50р. пофиг. Так он и новый ставить не стал и старый не оставил и в магазин не пошол, он зачем то из задубевшего старого патрубка сидел и кусачками выкусывал его!))) Это “хорошо” ещё что термостаты нынешние долго не живут, при замене его и кустарный патрубок заменил заоодно )) Вот просто наткнулся на тему нет трубы нужного диаметра, не пробленма… влепим какая есть в ниличие )))) …вспомнил мужика того с сервиса, подумал тоже наверное на сервисе работаешь ) не в обиду )
будет работать или нет, та или иная переделка, зависит только от качества исполнения
И синей изолентой замотать
Так и делается. Думаешь это силиконовый шланг? Нееееет… )))))
можно взять лист алюминия и быстро сделать любую трубу. длинна окружности 2пр. и все!не нужно портить трубы
для того чтобы сделать из листа, нужно чтобы этот лист был))) да и зачем портить лист?)))
вот блин. элементарная вещь, которой обучали учеников жестянщика в ФЗУ(Фабрично-заводское училище) 50-х годов. Я извиняюсь, но ничего революционного тут нет. Просто мало кто понимает, как слесарное искусство деградировало за последние 20-30 лет. То что было раньше обычным делом, теперь превращается в “очевидное-невероятное”.
заводы стоят, одни менеджеры в стране)))
и мне как производственнику и инженеру, это очень обидно.
Ой. Как я Вас понимаю (с) ЗЫ тоже инженер и тоже производственник )
заводы стоят, одни менеджеры в стране)))
а скоро у людей вместо 10 пальцев будет по 2 щупальца, чтоб только в экран гаджета тыкать и в носу ковырять.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.
Важно. Экспандер хорош, когда нужно провести работу быстро, но результаты такой развальцовки также не гарантируют стопроцентного успеха. Если стенки трубки не были идеальными изначально (имели различия в толщине на разных участках поверхности), более тонкие зоны растянутся сильнее, толстые участки при этом форму не изменят. А если попробовать «дожать», так же, как и в предыдущем случае, возможны разрывы и поломка детали.
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Технология и этапы развальцовки
Медные трубки соединяют между собой или с другими элементами трубной конструкции при помощи сварки или муфты.
В зависимости от способа соединения (фитингового или сварного) различается технология предварительной подготовки края трубы.
- Для выполнения сварного узла выполняют раздачу торца трубы – расширяют отверстие до тех пор, пока его внутренний диаметр не станет больше внешнего диаметра присоединяемой детали на 0,1-0,2 мм. Зазор между соединяемыми элементами в процессе спаивания будет заполнен припоем, который обеспечит прочность и герметичность узла.
- Для фитингового соединения деталей отверстие медной трубки не просто расширяют до нужного размера, а подготавливают на конце фаску нужной формы, обычно под углом 45⁰. Таким образом увеличивают площадь контакта, благодаря чему обеспечивается надежность узла. Помогает в этом и природная пластичность меди – при обжатии места соединения фитингом размягченный металл плотно обхватывает присоединенную к трубе деталь и заполняет все зазоры.
Развальцовка в домашних условиях
Как изготовить инструмент
Идеальное решение – покупка готового станка. Но если этот вариант не подходит, и голыми руками придать нужный диаметр заготовке не получилось, изготовим инструмент для работы самостоятельно, так как в домашних условиях развальцевать медную трубку качественно без приспособления невозможно.
Металл мягкий, но нам нужно достичь точного соответствия торца трубок посадочному конусу, в противном случае герметичности соединения добиться не получится.
Изготовив свою вальцовку для медных труб однажды, вы сможете использовать ее долгие годы, проект стоит затраченных усилий. Конструкция устройства проста – это станина, сделанная из двух одинаковых уголков.
Какие инструменты понадобятся для работы:
- заточный станок;
- сверлильный станок;
- болгарка.
- два уголка длиной 100 мм (полочка – 32 мм, толщина – от 5 мм);
- два болта М8;
- оправки (можно заказать у токаря или выточить самостоятельно).
- Скрепляем уголки болтами.
- Просверливаем в основе фаски и отверстия.
Такой вальцовочный набор позволит самостоятельно из любого отреза медной трубы сделать идеальное крепление. Работать на нем нужно так же, как на готовом, покупном станке для развальцовки.
Как развальцевать медную трубку
- Заготовку необходимо зажать в держателе в положении, в котором она будет выступать за его края на 5-6 мм.
- Вместо конуса устанавливаем штампик подходящего для заготовки диаметра.
- Надеваем штуцеры. Обратите внимание на направление резьбы (она должна быть обращена в разные стороны, по направлению к концам заготовки – друг от друга).
- С усилием вкручиваем штамп, край торца при этом расплющивается.
- Извлекаем штамп, на его место ставим конус.
- Вкручиваем конус. Работать нужно постепенно, аккуратно продвигая конус вглубь до требуемой отметки.
- Достаем из держателя деталь, внимательно осматриваем. В случае необходимости – зачищаем.
Наш результат – аккуратная развальцованная деталь, готовая к использованию.
Применяя советы, приведенные в статье, вы сможете самостоятельно сделать необходимый набор для развальцовки трубок разного диаметра. Такой подход позволит сэкономить средства на покупке готовых станков. А эффективность работ на самодельном агрегате ничуть не хуже, и для его изготовления особых талантов не нужно. Успехов в работе!
Как увеличить диаметр трубы в домашних условиях
Повідомлення Aleksi » Сер липня 02, 2008 5:35 am
Повідомлення makros » Сер липня 02, 2008 6:18 am
Повідомлення root » Сер липня 02, 2008 7:27 am
Еще можно щелочи /кислоты/ внуть налить, обождать, вылить, замерить. повторять пока не налезет или до растворения трубы или пальцев.
Как увеличить внутренний диаметр металлической трубы в домашних условиях
И в мастерской (сервисе) тоже работаю. А что в твоем понимании не кустарщина? Ты не поверишь, но трубы бывают шовными.
да я просто тему вспомнил была у меня история. Вообщем делал в сервисе се капиталку на Ваз 2109, там при сервисе магазин большой с запчастями. из сервиса ходят в него за запчастями. так вот я заодно купил все патрубки новые чтоб тосол не тёк, а то задолбал он постоянно где то подтекает… ну сделали мне капиталку норм всё. а потом уж прошло наверное пол года я чёто делал под капотом и заметил такую странную вещь. мне мужик который капиталку делал, он патрубки все мои поставил новые кроме одного. есть там такой патрубок небольшой сантиметров 5 всего в длину он. термос к башке им подсоеденён. так мне этот мужик с сервиса этот патрубок не то что не поменял, старый оставил…он мне этот патрубок зачемто кусачками вырезал из патрубка длинного … и у меня из патрубка этого им собственноручно вырезанного тосол подтекал. я когда тему то эту заметил у меня сразу вопросов дофига появилось. Почему он мой новый не поставил ? Оставил бы хотя бы старый если новый потерял… или дошёл бы в магазин, рядом он взялбы другой новый он стоит то копейки, включил бы в цену лишние 50р. пофиг. Так он и новый ставить не стал и старый не оставил и в магазин не пошол, он зачем то из задубевшего старого патрубка сидел и кусачками выкусывал его!))) Это “хорошо” ещё что термостаты нынешние долго не живут, при замене его и кустарный патрубок заменил заоодно )) Вот просто наткнулся на тему нет трубы нужного диаметра, не пробленма… влепим какая есть в ниличие )))) …вспомнил мужика того с сервиса, подумал тоже наверное на сервисе работаешь ) не в обиду )
будет работать или нет, та или иная переделка, зависит только от качества исполнения
И синей изолентой замотать
Так и делается. Думаешь это силиконовый шланг? Нееееет… )))))
можно взять лист алюминия и быстро сделать любую трубу. длинна окружности 2пр. и все!не нужно портить трубы
для того чтобы сделать из листа, нужно чтобы этот лист был))) да и зачем портить лист?)))
вот блин. элементарная вещь, которой обучали учеников жестянщика в ФЗУ(Фабрично-заводское училище) 50-х годов. Я извиняюсь, но ничего революционного тут нет. Просто мало кто понимает, как слесарное искусство деградировало за последние 20-30 лет. То что было раньше обычным делом, теперь превращается в “очевидное-невероятное”.
заводы стоят, одни менеджеры в стране)))
и мне как производственнику и инженеру, это очень обидно.
Ой. Как я Вас понимаю (с) ЗЫ тоже инженер и тоже производственник )
заводы стоят, одни менеджеры в стране)))
а скоро у людей вместо 10 пальцев будет по 2 щупальца, чтоб только в экран гаджета тыкать и в носу ковырять.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.
Важно. Экспандер хорош, когда нужно провести работу быстро, но результаты такой развальцовки также не гарантируют стопроцентного успеха. Если стенки трубки не были идеальными изначально (имели различия в толщине на разных участках поверхности), более тонкие зоны растянутся сильнее, толстые участки при этом форму не изменят. А если попробовать «дожать», так же, как и в предыдущем случае, возможны разрывы и поломка детали.
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Технология и этапы развальцовки
Медные трубки соединяют между собой или с другими элементами трубной конструкции при помощи сварки или муфты.
В зависимости от способа соединения (фитингового или сварного) различается технология предварительной подготовки края трубы.
- Для выполнения сварного узла выполняют раздачу торца трубы – расширяют отверстие до тех пор, пока его внутренний диаметр не станет больше внешнего диаметра присоединяемой детали на 0,1-0,2 мм. Зазор между соединяемыми элементами в процессе спаивания будет заполнен припоем, который обеспечит прочность и герметичность узла.
- Для фитингового соединения деталей отверстие медной трубки не просто расширяют до нужного размера, а подготавливают на конце фаску нужной формы, обычно под углом 45⁰. Таким образом увеличивают площадь контакта, благодаря чему обеспечивается надежность узла. Помогает в этом и природная пластичность меди – при обжатии места соединения фитингом размягченный металл плотно обхватывает присоединенную к трубе деталь и заполняет все зазоры.
Развальцовка в домашних условиях
Как изготовить инструмент
Идеальное решение – покупка готового станка. Но если этот вариант не подходит, и голыми руками придать нужный диаметр заготовке не получилось, изготовим инструмент для работы самостоятельно, так как в домашних условиях развальцевать медную трубку качественно без приспособления невозможно.
Металл мягкий, но нам нужно достичь точного соответствия торца трубок посадочному конусу, в противном случае герметичности соединения добиться не получится.
Изготовив свою вальцовку для медных труб однажды, вы сможете использовать ее долгие годы, проект стоит затраченных усилий. Конструкция устройства проста – это станина, сделанная из двух одинаковых уголков.
Какие инструменты понадобятся для работы:
- заточный станок;
- сверлильный станок;
- болгарка.
- два уголка длиной 100 мм (полочка – 32 мм, толщина – от 5 мм);
- два болта М8;
- оправки (можно заказать у токаря или выточить самостоятельно).
- Скрепляем уголки болтами.
- Просверливаем в основе фаски и отверстия.
Такой вальцовочный набор позволит самостоятельно из любого отреза медной трубы сделать идеальное крепление. Работать на нем нужно так же, как на готовом, покупном станке для развальцовки.
Как развальцевать медную трубку
- Заготовку необходимо зажать в держателе в положении, в котором она будет выступать за его края на 5-6 мм.
- Вместо конуса устанавливаем штампик подходящего для заготовки диаметра.
- Надеваем штуцеры. Обратите внимание на направление резьбы (она должна быть обращена в разные стороны, по направлению к концам заготовки – друг от друга).
- С усилием вкручиваем штамп, край торца при этом расплющивается.
- Извлекаем штамп, на его место ставим конус.
- Вкручиваем конус. Работать нужно постепенно, аккуратно продвигая конус вглубь до требуемой отметки.
- Достаем из держателя деталь, внимательно осматриваем. В случае необходимости – зачищаем.
Наш результат – аккуратная развальцованная деталь, готовая к использованию.
Применяя советы, приведенные в статье, вы сможете самостоятельно сделать необходимый набор для развальцовки трубок разного диаметра. Такой подход позволит сэкономить средства на покупке готовых станков. А эффективность работ на самодельном агрегате ничуть не хуже, и для его изготовления особых талантов не нужно. Успехов в работе!
Как увеличить диаметр трубы в домашних условиях
Повідомлення Aleksi » Сер липня 02, 2008 5:35 am
Повідомлення makros » Сер липня 02, 2008 6:18 am
Повідомлення root » Сер липня 02, 2008 7:27 am
Еще можно щелочи /кислоты/ внуть налить, обождать, вылить, замерить. повторять пока не налезет или до растворения трубы или пальцев.
Тема: Как без токарного станка подогнать трубы
Обратные ссылки
Опции темы
Да, красиво всё это. когда развёртки есть )) Типа, на девятке направляющие под клапана расшарошить )))) А когда возникла необходимость подогнать два совершенно левых диаметра друг к другу, то за развёртками не набегаешься ))) Разве не так? Цель данного видео, помочь братьям по несчастью преодолеть проблему за несколько минут подручными средствами! Разве не для того мы тут на форуме сидим? Что бы помогать друг другу.
Последний раз редактировалось RA6L; 08.03.2016 в 22:05 .
А Вы для чего зашли в тему? Если бы по каждой интересной тонкости нашего хобби создавалась отдельная тема, я лично, был бы только рад!
Никогда не пользовался таким инструментом, можно поподробнее?
Последний раз редактировалось ES4RZ ex UL7WI; 08.03.2016 в 23:08 .
Трубки не стыковались буквально на сотки, а повозиться пришлось. Трубы Д16т 18х1 16х1 14х1 должны и так подходить, но не все стыкуются.
А вот за это спасибо ! Хороший совет ! Только без токарного станка сделать не просто будет. Приходится за счет подгонки и солидола обеспечивать плотность соединения и разъемность в дальнейшем ( но трудоемко !).
Для папы ( уменьшение наружнего диаметра) я поступил след. образом:-
Я взял бутылку из-под Pepsi 0.33 , срезал дно . Далее , вдоль образующих полученного цилиндра я сделал продольные пропилы нужной мне глубины ( по моему 6- 8 см) и заправил туда прямоугольники из наждачки , выпустив их внутрь цилиндра с расчетом на то, что рабочая поверхность наждачки должна доставать до обрабатываемой трубы с запасом. Края цилиндра , по внешнему диаметру , я скрепил скотчем , а листы наждачки закрепил к внешней стороне цилиндра винтами М3. В горло бутылки я забил цилиндр , конец которого вставил в дрель. Полученная конструкция одевается на All трубу , а затем включается дрель и происходит проскальзывание края шкурки по телу трубы.
Последний раз редактировалось RJ4P; 09.03.2016 в 10:18 .
Как увеличить внутренний диаметр трубы без токарного станка
Да, красиво всё это. когда развёртки есть )) Типа, на девятке направляющие под клапана расшарошить )))) А когда возникла необходимость подогнать два совершенно левых диаметра друг к другу, то за развёртками не набегаешься ))) Разве не так? Цель данного видео, помочь братьям по несчастью преодолеть проблему за несколько минут подручными средствами! Разве не для того мы тут на форуме сидим? Что бы помогать друг другу.
Последний раз редактировалось RA6L; 08.03.2016 в 22:05 .
А Вы для чего зашли в тему? Если бы по каждой интересной тонкости нашего хобби создавалась отдельная тема, я лично, был бы только рад!
Никогда не пользовался таким инструментом, можно поподробнее?
Последний раз редактировалось ES4RZ ex UL7WI; 08.03.2016 в 23:08 .
Трубки не стыковались буквально на сотки, а повозиться пришлось. Трубы Д16т 18х1 16х1 14х1 должны и так подходить, но не все стыкуются.
А вот за это спасибо ! Хороший совет ! Только без токарного станка сделать не просто будет. Приходится за счет подгонки и солидола обеспечивать плотность соединения и разъемность в дальнейшем ( но трудоемко !).
Для папы ( уменьшение наружнего диаметра) я поступил след. образом:-
Я взял бутылку из-под Pepsi 0.33 , срезал дно . Далее , вдоль образующих полученного цилиндра я сделал продольные пропилы нужной мне глубины ( по моему 6- 8 см) и заправил туда прямоугольники из наждачки , выпустив их внутрь цилиндра с расчетом на то, что рабочая поверхность наждачки должна доставать до обрабатываемой трубы с запасом. Края цилиндра , по внешнему диаметру , я скрепил скотчем , а листы наждачки закрепил к внешней стороне цилиндра винтами М3. В горло бутылки я забил цилиндр , конец которого вставил в дрель. Полученная конструкция одевается на All трубу , а затем включается дрель и происходит проскальзывание края шкурки по телу трубы.
Последний раз редактировалось RJ4P; 09.03.2016 в 10:18 .
Читайте также: