
Как сварить трубы разного диаметра
Обновлено: 07.07.2024
Врезка трубы в трубу: как правильно разметить и вырезать зону стыковки без спец. инструмента
Нередко приходиться соединять две круглые трубы одного и того же диаметра под 90 градусов. Выполнение такого соединения «на глазок» не гарантирует качественности и прочности стыковки. Но при использовании довольно простой разметки с этим делом справится любой человек.
Понадобится
- два круглые трубы одинакового диаметра;
- маркер, мерная рулетка и циркуль;
- керн и молоток;
- тиски слесарные;
- болгарка;
- ручной напильник;
- кусок картона;
- ножницы и др.
Процесс разметки и выреза зоны поперечной стыковки двух одинаковых круглых труб
На образующей одной трубы керним центр места стыковки с другой трубой. Будем работать с трубами наружным диаметром 60 мм. Ровным счетом ничего не изменится, если они будут другого размера.
Разводим ножки циркуля на половину диаметра трубы, т. е. на 30 мм, что является также ее радиусом. Ставим ножку циркуля в ранее намеченную точку на поверхности трубы и наносим на нее окружность.
Через намеченную точку (центр окружности) проводим воображаемое сечение, перпендикулярное оси трубы. От точек его пересечения с проведенной циркулем окружности откладываем в стороны по 5 мм.
Проводим линии, проходящие через намеченные точки, и плавно спрягающиеся с линией окружности.
Материал внутри внешней замкнутой линии, нанесенной на поверхность трубы, вырезаем с помощью болгарки. Удаляем заусенцы и слаживаем оставшиеся неровности ручным напильником.
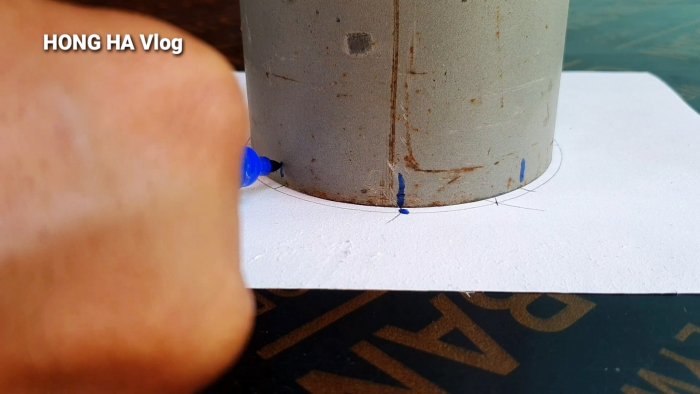
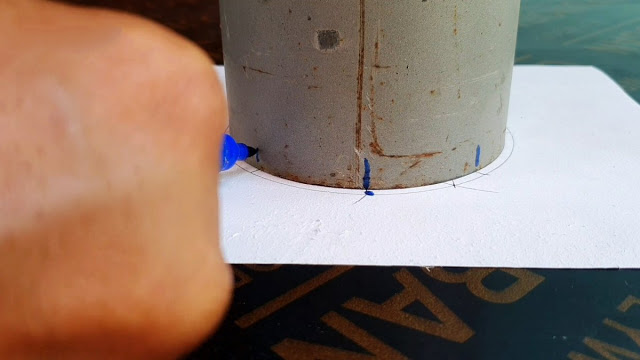
Вокруг отрезка второй трубы, установленного вертикально на лист плотной бумаги или картона, проводим маркером окружность и вырезаем ножницами круг, ограниченный ею.
Складываем вырезанный картонный круг пополам по диаметру, отмечаем линию сгиба, вновь распрямляем его и ровно укладываем на торец трубы отметкой линии сгиба наружу.
Точки пересечения линии сгиба (диаметра) круга с цилиндрической поверхностью трубы отмечаем маркером.
Делим линию сгиба картонного круга на три равные части по 20 мм и сгибаем одну из внешних частей круга по линии (хорде), перпендикулярной диаметру, и проходящей через отметку крайней точки 20 мм.
Отрезаем ножницами полученный сегмент по хорде, прикладываем его к внешней поверхности трубы так, чтобы хорда была на уровне торца трубы, а ее центр совпадал с ранее нанесенной на трубу отметкой.
Удерживая картонный сегмент в таком положении, обводим маркером дугу сегмента по поверхности трубы. Повторяем эту процедуру и со второй точкой на трубе с противоположной стороны.
Удаляем с двух сторон металл трубы, ограниченный нанесенными линиями, и сглаживая острые кромки и углы.
Стыкуем трубы в единственно возможном положении и завариваем линии контакта.
Смотрите видео
Способы сварки стальной трубы
При кажущейся простоте сварка стальных труб требует от электрогазосварщика высокой квалификации. Различные технологии автоматической сварки не могут полностью заменить ручной труд. Выбор способа соединения происходит в зависимости от масштабов работ, диаметра трубы и других условий.
Способы сваривания
При прокладке стальных трубопроводов используется несколько видов сварки. Можно выделить такие:
- газосварка для соединения трубопроводов внутридомовых магистралей из стальных труб небольшого диаметра; (второй по популярности тип сварки стальных трубопроводов и конструкций из них);
- электрическая автоматическая или полуавтоматическая сварка;
- аргоновая сварка неплавящимся электродом для соединения стальных трубопроводов (применяется достаточно редко и только в заводских условиях).
Каждый из способов сварки имеет свои особенности. В некоторых случаях для стальных труб применяют резьбовое соединение. Однако оно менее надежно, особенно если речь идет о технологических магистралях.
Газосварка

Для выполнения газосварки используют баллоны с ацетиленом или газовые генераторы. Использование генераторов, особенно в крупных городах и на предприятиях не актуально.
Такой способ требует больших затрат времени на получение газа и безопасную эксплуатацию сварочного оборудования. Поэтому для сварки металлических труб подключают баллоны с горючим газом.
Применение ацетилена обусловлено его высокой температурой горения. С помощью пропана производят резку стальных труб.
При соединении трубопроводов с толщиной стенки не более 3 мм разделка кромок не нужна. Детали с более толстыми стенками требуют подготовки кромки с одной стороны или двусторонней разделки под острым углом.
При работе с помощью газосварки лучший шов получается в нижнем положении. Возможность выполнить такой шов есть только при поворотном стыке.
Газовая сварка часто используется для сваривания заготовок в неповоротном положении (когда трубу невозможно прокрутить, повернуть). Такая работа доверяется сварщикам с высокой квалификацией, умеющим выполнять швы в потолочном, горизонтальном и вертикальном положении.
Сам процесс представляет собой расплавление огнем горелки кромок деталей, внесение присадочного металла стальной проволоки и формирование катета шва.
Стыки стальных труб, исполненные газосваркой, превосходят стыки, выполненные электросваркой, по наполненности и меньшему разогреву стали.
Ручной электродуговой метод сваривания трубопроводов
Электродуговая сварка – это наиболее востребованный метод соединения стальных труб большого диаметра и заготовок для разводок внутридомовых сантехнических систем.
Ручная электросварка используется и на сборке магистральных трубопроводов. В этом случае с ее помощью осуществляются прихватки и прохождение корня шва.

Недостаток удобства, связанный с неповоротными стыками и отсутствием обзора, заставляют вести сварку операционным способом.
При этом способе вначале осуществляется проварка стыка на видных участках. Затем вырезается окно в одной из стальных труб.
С внутренней стороны обваривается стык по всей доступной длине окружности. После этого остается наложить латку из стали, постепенно сваривая и нагревая металл, и закрыть ею окошко.
Обварка стыка начинается с нижней части, при этом важно знать и уметь выполнять потолочные швы. Следует помнить, что для работы в потолочном положении потребуется увеличить силу сварочного тока на аппарате.
После потолка можно выполнять сварку боковых поверхностей стальной трубы и постепенно переходить к работе в нижнем положении. ГОСТ предписывает для надежности стыка вести работу в 2 прохода. Первый – корень шва, второй – основной шов.
После первого слоя обязательно следует отбить шлак перед вторым проходом. Для этого потребуется специальный молоток, часто на производстве используют простое зубило, прихваченное к ручке.
При соединении круглых и профильных стальных труб это основной способ наряду с электродуговой полуавтоматической и автоматической сваркой. Его преимущество состоит в небольшой деформации при слабом разогреве и лучшем качестве стыка.
Это позволяет использовать операционный способ электродуговой сварки, как основной при прокладке трубопроводов большого сечения.
При укрупнительной сборке участков трубных магистралей применяют сварку труб полуавтоматом. В этом случае скорость работ возрастает, при этом качество шва остается на высоком уровне.
Нюансы подготовки и проведения работ

Сварить трубу из стали, особенно с поворотным стыком, достаточно просто. Но перед выполнением работы необходимо правильно подготовиться.
Поверхность концов стальных труб обрабатывают металлической щеткой, затем растворителем, и при толщине свыше 3 мм выполняют разделку кромок с одной или двух сторон. Соединять и стыковать стальные трубы следует так, чтобы они лежали в одной плоскости, без перекоса.
При соединении и стыковки отдельных деталей для надежной фиксации выполняют прихватки длиной не менее 3 мм. Размер прихваток и их количество зависит от диаметра стальной труб.
Минимальное их количество должно быть не менее 3, через каждые 120°. Следует учитывать расход электродов при сварке. При работе большими токами на трубах большого сечения расход значительно выше.
Монтаж оцинкованной трубы потребует обработки концов заготовок соляной кислотой, что предотвратит выгорание цинка при нагреве.
Защита цинкового слоя на трубах может проводиться при сварке под флюсом HLS-B. Перед работой потребуется нанести на края труб толстый слой вещества. Работа ведется с повышенным уровнем подачи кислорода в пламя горелки.
Проволока должна быть выполнена на основе сплава UTP. При выполнении работы требуется расплавлять присадочный материал на прогретый металл. Флюс препятствует выгоранию цинка, остатки удаляются с трубы после окончания работы.
Выполнив соединение, таким образом, потребитель получает качественный шов, не требующий защиты от коррозии.
Изготовление разъемных соединений
Для изготовления разъемных соединений потребуется приварить заготовку к фланцу. Работа ведется в нижнем положении. Лучшим вариантом является полуавтоматическая электродуговая сварка. Сварка фланцев может выполняться неповоротным швом, при этом может применяться операционный способ.
Стыковка стальной трубы производится под углом 90° к плоскости фланца, таким образом, упрощается работа по сборке разъемных соединений. Операция приваривания детали к фланцу выполняется аналогично операции по соединению труб.
Марки электродов
Электроды для сварки труб из стали подбираются с учетом тока, толщины стенок заготовок и сложности конструкций. Наиболее популярны среди электросварщиков следующие марки электродов:
-
АНО-21 или 24 и МР-3. Работают при переменном токе. Могут качественно варить даже с мокрой обмазкой. Для сварки ворот, тепличных конструкций, оград, небольших ангаров это наилучший вариант с низкой ценой. Но их не применяют для конструкций и трубопроводов с большим давлением и нагрузками; марка УОНИ – это отличные сердечники, но быстро варить ими не получится. Работа ведется с набиранием катета шва, с сохранением постоянно горящей дугой. Такой вариант требует опыта и умения работать с простыми АНО и МР; качественные электроды, работа которыми доставляет удовольствие ровным горением дуги и достойным результатом – это японские электроды марки LB-52U. При ремонтных работах и прокладках магистральных трубопроводов, везде, где требуется качественная дуговая сварка стальных труб, большинство предприятий пользуются именно японской продукцией.
Сварка стальных труб – это наиболее востребованный метод получения неразъемного соединения или фланцевого стыка. Надежный и качественный шов обеспечит безаварийную и долгосрочную эксплуатацию трубопроводов и конструкций.
Для использования в бытовых условиях самый распространенный способ – ручная или полуавтоматическая электродуговая сварка труб.
Как ровно сварить трубы с разным диаметром
При необходимости надежно и герметично сварить трубы разного диаметра можно воспользоваться старым проверенным способом с сужением торца большей из них. Полученное в результате соединение будет не только надежным, но и красивым.

Что потребуется:
Процесс сварки труб
Свариваемые края труб нужно ровно отторцевать.


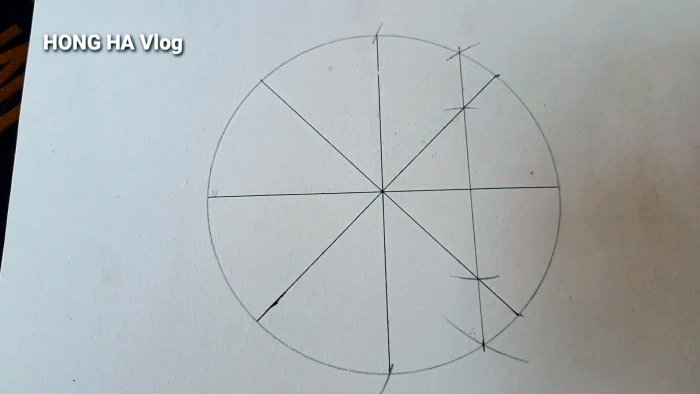
После этого необходимо разделить окружность большей из них на 8 равных частей. Это удобно сделать, расчертив на бумаге круг такого де диаметра, и перенести разметку из него на трубу.
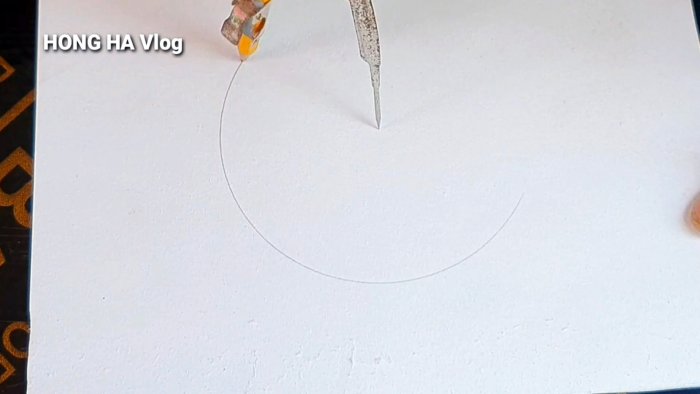
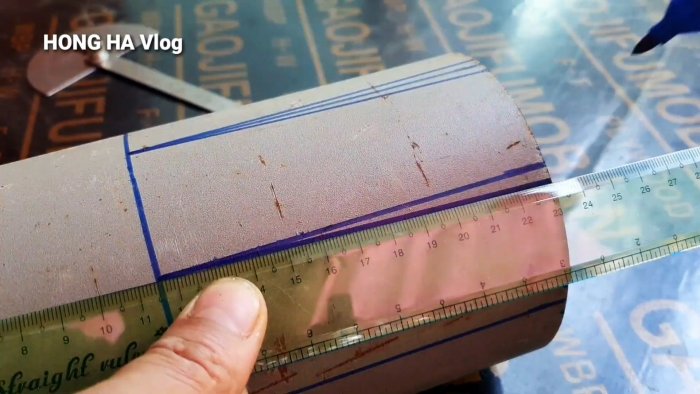
За 10 см от края размеченной трубы рисуется окружность.

После этого по меткам нужно разделить эту часть на 8 полос.
Далее необходимо расчертить клинья, вырезав которые можно сузить край до диаметра меньшей трубы. Для этого нужно сделать расчет по формуле (d1-d2)/8.
Полученное значение делится пополам. От каждой продольной полосы нужно отступить влево и вправо на полученное расстояние и поставить метки.
По ним наводятся косые линия, после чего вырезаются клинья.
Теперь обмотав края урезанной трубы растянутой резиновой лентой, можно ее равномерно ужать до требуемого диаметра.

Затем трубы стыкуются и свариваются.

Также завариваются продольные разрезы. После шлифовки швов соединение будет выглядеть как заводское.


Смотрите видео
Воротниковый способ заварки врезки труб разных диаметров
Проще всего врезать трубу небольшого диаметра в трубу заведомо большую. Для этого приставляем первую перпендикулярно ко второй и наносим контур меньшей трубы на поверхность большой. Вырезаем круг, вставляем в него малую трубу и обвариваем место врезки.
Если предстоит врезка двух одинаковых по диаметру труб, то на врезаемой выполняем т. н. «штаны» – сегменты, которые в наибольшей своей части должны иметь размер в три раза меньше диаметра.
Ниже рассмотрим самый сложный случай в части раскроя, когда врезаемая труба по диаметру немного меньше основной, например, соответственно 89 мм или 76 мм и 100 мм.

Понадобится
- заготовки труб двух разных диаметров;
- болгарку с отрезным и шлифовальным кругом;
- маркер;
- линейку, угольник;
- сварочный аппарат;
- молоток.
Алгоритм процесса врезки круглых труб
Мы воспользуемся широко применяемой технологией воротниковой врезки, когда формируется кромка врезаемой перпендикулярно круглой трубы по отношению к основной трубе. Мы будем придерживаться следующей порядка, реализуя этот способ.
Обрезаем кромку привариваемой трубы под прямым углом.

На ней маркером наносим четыре точки, являющиеся местом пересечения двух взаимно перпендикулярных диаметров и торца трубы. Если все сделано правильно, то эти точки располагаются равномерно по кругу через 90 градусов.


Приставляем трубу размеченным концом к боковой поверхности основной и замеряем с помощью металлической линейки или рулетки наибольший зазор между торцом первой и образующей второй. Он в нашем случае оказался равным 30 мм.
От двух противоположных точек на торцах откладываем вниз по образующей 30 мм. Наносим маркером на боковую поверхность трубы две плавные линии, исходящие из одной смежной точки на торце, в противоположные стороны, чтобы они проходили через нижние метки, и сходились во второй точке на торце.
По выполненной разметке, используя болгарку с отрезным диском, вырезаем фрагменты в виде двух одинаковых округленных сегментов. Фигурные вырезы на торце трубы зачищаем, чтобы не осталось заусенцев и неровностей.

Примеряем трубу по месту и, если обнаружится недостаточное прилегание, подправляем эти места болгаркой и добиваемся более точного совпадения поверхностей труб.

Переносим маркером наружный контур привариваемой трубы на боковую поверхность основной. Внутри полученной замкнутой линии строим конгруэнтную линию, отступив от внешней на толщину стенки трубы. Именно по новой линии будем производить рез.

Вырезаем с помощью болгарки круг в трубе по разметке и обрабатываем края, чтобы удалить заусенцы и скруглить кромки под сварку.

До начала сварочных работ угольником проверяем перпендикулярность труб. Угол между образующими должен составлять 90 градусов. Делаем прихватки в двух-трех местах.

Сварку начинаем с нижней точки контакта и осуществляем в два прохода ниточным швом: корневым и облицовочным. Этим мы обеспечим лучшее качество сварного соединения.
При сварке важно правильно выбрать силу тока, которая зависит от качества подаваемой электроэнергии и, в частности, напряжения. Обычно речь идет о 70-80 А. Варим трехмиллиметровым электродом УОНИ-13-55, стараясь, чтобы шлак не попадал в металл.
Пройдя от нижней точки до верхней, останавливаемся и отбиваем шлак молотком. Обнаруженные недостатки некритичны, т. к. их можно будет устранить при втором проходе – облицовочном.
Точно также завариваем другую половину стыка поверхностей труб. После чего слегка обрабатываем первый шов, удаляя большие наплывы и шлак.

Начинаем накладывать лицевой шов с нижней части, держа электрод под углом 45 градусов по ходу, и перемещая его поперечно первому шву, или «елочкой». Далее шов варим, держа электрод почти вертикально к поверхности, и заканчиваем первую половину, располагая электрод снова под 45 градусов по ходу, и совершая круговые движения.
Начинаем накладывать лицевой шов также с нижней точки и доводим его до верхней, после чего отбиваем молотком со шва шлак.
Точно также варим лицевой шов на второй половине соприкосновения труб. По мере продвижения наверх замедляем скорость сварки, чтобы шов был везде одинаковым.
Также отбиваем шлак и производим зачистку шва с помощью болгарки. В результате получился аккуратный и надежный сварочный шов.
Смотрите видео
Как варить трубы электросваркой правильно – пошаговое руководство
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.

Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.

Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:

Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.

При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.

Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: "Какая сварка водопроводных труб лучше – виды и особенности сварки").
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.

Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.

Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.

Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания (прочитайте также: "Как выполняется сварка неповоротных стыков труб – пошаговое руководство").
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.

В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.

Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Как правильно варить электросваркой трубы – теория и практика от мастера
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.

Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Выбор электродов для электросварных труб
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.

При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Выбор диаметра электрода
Электросварка труб отопления может выполняться разными электродами, выбор которых осуществляется в зависимости от толщины металла в месте соединения:
- Трубы небольшого диаметра (от 2 до 5 мм) можно сваривать 3-мм электродами;
- Для труб диаметром от 2 до 10 мм требуется более толстые электроды;
- Для создания многослойных швов хорошо подходят 4-мм электроды, которые позволяют соединять шов достаточно глубоко.
Как правильно варить трубы электросваркой
При помощи электродуговой сварки можно создать следующие виды соединений металлических элементов:
- Соединение, при котором изделия стыкуются друг с другом по одной оси;
- Перпендикулярное соединение труб;
- Угловое соединение. При этом нужно знать, как выполняется сварка труб под углом 45 градусов;
- Соединение внахлест.

Тяжелее всего работать с потолочным швом, с которым возникает масса неприятных нюансов:
- Соединение крайне неудобно устанавливать – жидкий металл постоянно стремится вниз, а учитывая то, что трубы находятся высоко, то капли могут еще и лететь в сторону человека, работающего со сварочным аппаратом.
- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркальцем – а это крайне неудобно, особенно в одиночку.
- Иногда возникают ситуации, в которых достать электродом до места соединения попросту невозможно, поэтому его приходится изгибать.

Человеку, не имеющему достаточного опыта в проведении сварочных работ, вряд ли удастся сварка круглых труб при помощи потолочного шва. Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае, перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Заключение
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Грамотно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, который сможет проработать много лет без каких-либо нареканий.
Как сварить трубы разного диаметра — лепестковый переход
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В статье мастер сантехник расскажет, как можно сварить между собой две трубы с разным диаметром.
Изготовление сварных переходов для труб
Переходы необходимы для изменения пропускной способности трубы с большего диаметра на малый и наоборот. Переходы изготавливаются при помощи штамповки, а также сварки (лепестковые переходы). Изготовление при помощи штамповки применяется в серийном производстве на заводах, изготовить такой переход в домашних условиях не является возможным.
Переходы с одного диаметра трубы на другой можно изготовлять кузнечным способом (путем осадки труб при красном калении) или путем вырезки клиньев.
Прежде чем браться за работу, следует сначала приготовить все необходимое для предстоящей операции:
-
; ;
- Резиновая лента;
- Линейка;
- Маркер;
- Бумага;
- Циркуль.
Как сделать лепестковый переход на трубе
Первым делом края свариваемых труб нужно отторцевать максимально ровно.


Далее необходимо разделить окружность большей из труб на восемь абсолютно равных частей. Лучше всего сначала произвести все расчёты и разметку на бумаге.
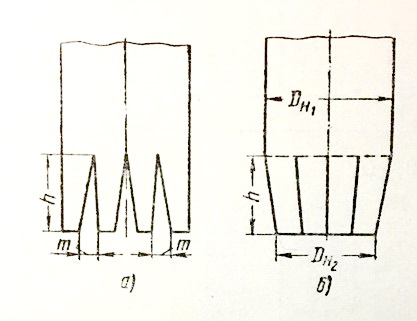
При изготовлении переходов из труб путем вырезки клиньев величина m определяется по формуле:
- m – наибольшая ширина вырезаемого клина в мм;
- DH1 – наибольший наружный диаметр перехода в мм;
- DH2 – наименьший наружный диаметр в мм;
- n – число клиньев;
- с – величина, равная 2 – 2.5 мм при электродуговой сварке и 3 – 4 мм при газовой сварке.
Когда план будет готов, переносим разметку с масштабного чертежа с бумаги на саму трубу.
Размеченные клинья аккуратно вырезаются при помощи болгарки.

Полученные выступы стягиваются тугой резиновой лентой до нужно диаметра.

В таком состоянии трубы с разным диаметром соединяются и свариваются. По мере надобности бандаж отпускается.

Также завариваются продольные разрезы.


В сюжете - Сварка 2х труб разного диаметра
В сюжете - Как очень просто изготовить плавный переход на любую трубу самостоятельн
В продолжение темы посмотрите также наш обзор Как разрезать трубу под углом
Как сварить трубы разного диаметра — лепестковый переход
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В статье мастер сантехник расскажет, как можно сварить между собой две трубы с разным диаметром.
Изготовление сварных переходов для труб
Переходы необходимы для изменения пропускной способности трубы с большего диаметра на малый и наоборот. Переходы изготавливаются при помощи штамповки, а также сварки (лепестковые переходы). Изготовление при помощи штамповки применяется в серийном производстве на заводах, изготовить такой переход в домашних условиях не является возможным.
Переходы с одного диаметра трубы на другой можно изготовлять кузнечным способом (путем осадки труб при красном калении) или путем вырезки клиньев.
Прежде чем браться за работу, следует сначала приготовить все необходимое для предстоящей операции:
-
; ;
- Резиновая лента;
- Линейка;
- Маркер;
- Бумага;
- Циркуль.
Как сделать лепестковый переход на трубе
Первым делом края свариваемых труб нужно отторцевать максимально ровно.
Далее необходимо разделить окружность большей из труб на восемь абсолютно равных частей. Лучше всего сначала произвести все расчёты и разметку на бумаге.
При изготовлении переходов из труб путем вырезки клиньев величина m определяется по формуле:
- m – наибольшая ширина вырезаемого клина в мм;
- DH1 – наибольший наружный диаметр перехода в мм;
- DH2 – наименьший наружный диаметр в мм;
- n – число клиньев;
- с – величина, равная 2 – 2.5 мм при электродуговой сварке и 3 – 4 мм при газовой сварке.
Когда план будет готов, переносим разметку с масштабного чертежа с бумаги на саму трубу.
Размеченные клинья аккуратно вырезаются при помощи болгарки.
Полученные выступы стягиваются тугой резиновой лентой до нужно диаметра.
В таком состоянии трубы с разным диаметром соединяются и свариваются. По мере надобности бандаж отпускается.
Также завариваются продольные разрезы.
В сюжете - Сварка 2х труб разного диаметра
В сюжете - Как очень просто изготовить плавный переход на любую трубу самостоятельн
В продолжение темы посмотрите также наш обзор Как разрезать трубу под углом
Читайте также: