
Как сварить шестиугольник соту из квадратной трубы
Обновлено: 07.07.2024
Сварка профильной трубы 1.5 мм инвертором для начинающих
В настоящее время для производства легких каркасов, металлоконструкций, конструкций заборов, ферм, ворот, каркасов различного назначения и прочих изделий зачастую используют профильную трубу.
Сварные конструкции, изготавливаемые из данного материала, получаются легкими, а также имеют достаточно высокие прочностные показатели. Получают ее из обыкновенной трубы путем ее пластической деформации, в горячем или холодном состоянии. Профиль, который наиболее часто используется, имеет в сечении квадрат или прямоугольник. Изготавливают в подавляющем большинстве ее из низкоуглеродистой стали.
В значительно меньших масштабах применяются низколегированные и нержавеющие стали, обусловлено это высокой ценой получающейся конструкции. Для начинающих сварка инвертором профильной трубы часто бывает проблемой, особенно если толщина стенки 1.5-2 мм.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы:
Виды сварки, применяемые для профильной трубы.
Чем лучше варит профильную трубу? Чтобы ответить на данный вопрос, необходимо разобраться, а как вообще варят такие изделия. Для сварки их применяют следующие способы:
- Ручная сварка плавящимся электродом;
- Полуавтоматическая в CO2;
- В среде аргона неплавящимся электродом.

Сварку профильной трубы полуавтоматом (механизированную) применяют при производстве габаритных сварных конструкций на производстве. Несомненным плюсом данного способа это возможность проведения процесса на малых толщинах и минимальное тепловложение, что на порядок снижает возникающие деформации. Особенно это актуально для протяженных швов. Проводить процесс полуавтоматом получиться практически у любого, так как процесс автоматизирован. О том что для этого необходимо читайте в нашей статье.
Конечно, есть и недостаток в виде сложности применения данного метода в монтажных условиях, ввиду сдувания порывами ветра газовой защиты. Приводит это к возникновению дефектов и нестабильному протеканию процесса.

Сварку в аргоне применяют для данного типа конструкций редко, ввиду высокой стоимости. Инертный газ дорог, а способ имеет невысокую производительность. Применяют его в случаях, когда необходимо сваривать изделия из нержавеющей стали или профилей очень маленькой толщины, тогда применение данного метода оправданно и незаменимо.
Как сварить профильную трубу инвертором.
На этот вопрос мы ответим в рамках стати. Информация в статье будет ориентирована на начинающих сварщиков и новичков. Варить профильную трубу инвертором достаточно просто, ввиду этого сварка данным способом применяется практически повсеместно. Первое что нужно сделать, это подготовить кромки.
Первое, что необходимо сделать это зачистить металл. Зачищать можно шлифмашинкой, металлической щеткой или напильником. Такая обработка поверхности значительно уличшит результат. Ржавчина, окалина, масло, пыль и прочие загрязнения должны быть полностью удалены. Желательно обезжирить поверхность.
Затем необходимо замерить толщину основного металла. От этого будет зависеть дальнейшая подготовка и обработка изделия, техника и режимы, на которых будет выполняться сварка. При толщине 1.5 мм до 3.5-4.0 мм процесс можно вести без разделки кромок. При толщине около 3 мм лучше использовать разделку кромок, для обеспечения полного провара.
Полярность – обратная («+» — на электроде; «-» — к изделию). Подробно о полярности можно прочитать тут.
Какими электродами лучше варить профильную трубу 1.5 — 3 мм.
Сварочные электроды лучше использовать с рутиловым или основным покрытием. Для начинающих, по нашему мнению, лучшими являются электроды ОК-46, ОЗС-12, МР-3, имеющие в составе обмазки рутил. Он обеспечивает легкий поджег и устойчивое горение дуги. Для того чтобы правильно сварить конструкцию необходимо уделить особое внимание сборке.
Сборку конструкций в большинстве случаев производят на прихватках. Прихватки ставим по краям соединяемых деталей. После выполнения прихваток настраиваем сварочный ток на пробной детали. Для различных марок электродов эти параметры разнятся. На упаковке с электродами заводом изготовителем даются общие рекомендации их и применяем, выставляем значения силы тока.
Профильную трубу можно сваривать между собой как встык, в нахлест, так и под углом 90 градусов. Выполняя процесс на пробной детали, меняем параметр силы тока добиваясь оптимальной геометрии шва. Металл не должен прожигается, а сварочная дуга должна устойчиво гореть и легко возбуждаться. К примеру, для электродов МР-3 диаметром 2,5 – 3 мм. Можно использовать сварочный ток в районе 75-80 А.
Режимы сварки, силу сварочного тока и размеры соединений нужно брать из техкарты. Если Вам необходимы техкарты, то можете написать нам, в форме обратной связи которая находится в самом низу страницы. Мы отправим Вам на вашу почту техкарты конкретно для вашего случая.
Чем меньше диаметр электрода, тем меньше сила тока, а следовательно изделие будет меньше греться. Рекомендуется при сварке тонких изделий использовать электроды как можно тоньше, для того чтобы не прожигать металл.
Как нужно варить профильную трубу чтобы не прожечь.
После окончания подготовки, начинаем варить наше изделие. При толщине детали 1,5 мм необходимо начинать именно на прихватке, чтобы не прожечь тонкий металл.
Рассмотрим правильную последовательность как сварить тонкостенные детали из профильной трубы встык:
- Зажигаем дугу на прихватке;
- Ведем вдоль стыка на расстояние около 10 – 15 мм углом назад без колебательных движений и возвращаемся;
- Дугу делаем как можно короче, чтобы конец электрода отступал от расплава сварочной ванны не более чем на 1,5 мм. Это обеспечит лучшую защиту сварочной ванны. При прохождении процесса на короткой дуге снижается напряжение, следствием является уменьшенная температура расплавленного метала. Именно так нужно варить профильную трубу чтобы ее не повело.
- Подходя к концу стыка, нельзя просто оборвать дугу. Необходимо вернуться на металл шва миллиметров на 20 и там уже оборвать дугу. Если этого не сделать, то в конце шва будет кратер.
- Отбиваем шлак, удаляем брызги металла.
Использование прихваток.
Если вы начинающий сварщик, то сварку профильной трубы инвертором для вас лучше вести с использованием дополнительных прихваток. Их необходимо сделать не только по краям, но и по одной прихватке в середине.
Как уже говорилось лучше применять электроды как можно тоньше: 2,0 — 2,5 мм. Если в процессе у вас дрожит рука и высота дуги колеблется, придерживайте электрод указательным пальцем левой руки. Так постепенно и можно научиться варить.
Для начинающих сварщиков в конце статьи очень полезные видео, посмотрите их. Еще один способ как Вам не прожечь профиль. Если металл все равно прожигается, для вас есть способ-лайфхак. Необходимо в трубу установить прямоугольник или квадрат из металла, подходящий по сечению. К примеру, для профиля 20х40 можно взять металл прямоугольного сечения 15х35.
После этого необходимо состыковать изделия между собой и начинать варить. Квадрат будет отводить тепло и деталь не будет прожигаться. Полезная хитрость для начинающего сваривать.
Как сварить профильную трубу толщиной 1.5 мм и более?
Точно также, единственное отличие, что при толщине 3 мм и более, диаметр электродов будет больше. Также вам может помочь еще один способ –вополнения процесса с отрывом. При этом способе дуга также зажигается на прихватке, делается небольшая задержка и обрывается. Далее дуга зажигается на заваренном участке, опять производится сваривание «точки» и снова обрывается. При этом способе сварочный ток может быть выше порядка 95 -115 А. Дуга лучше будет зажигаться, а электрод не будет прилипать.
Особенности сварки каркаса из профильной трубы.
Каркасы из профильной трубы очень популярны. Они легкие, прочные, дешевые, просты и быстры в изготовлении.
Отличиями при сварке каркасов является пространственные положения сварных швов. Еще одна особенность — это деформации, которым подвержены все сварочные изделия. Сварные соединения применяемые для данного типа изделия регламентирует ГОСТ 5264. Наиболее часто используемые — стыковые С17, а также тавровые Т1.
Теперь про деформации и как с ними бороться. Очень часто бывает, что при сборке выявляется такой момент, что труба недостаточно качественно изготовлена, имеет не ровные боковые грани.

Это увеличивает зазоры при стыковке, а в процессе сваривания придется наплавить больше металла и сильнее нагреть изделие. Вот тут возникают сварочные деформации, профильную трубу «ведет». Чтобы конструкцию не повело и для снижения этих воздействий используют специальные приспособления кондукторы. Они фиксируют элементы конструкции не давая возможности отклонений от заданных размеров.
Использование кондукторов значительно увеличивает скорость и точность сборки изделий, что несомненно требуется при серийном изготовлении конструкций. Крупногабаритные конструкции необходимо жестко фиксировать к стапелю при помощи струбцин. Производится прихватка деталей по углам. Выполнение производится с противоположной стороны от установленных прихваток.
Начинаем варить с середины, постепенно продвигаясь к краям. При сваривании разнотолщинных профилей, зажигать дугу необходимо на более толстой трубе и переходить на более тонкую. Колебания можно совершать как круговые, так и зигзагообразные.
Вертикальный шов при сварке профильной трубы.
Если необходимо красиво и качественно сварить профильную трубу в вертикальном положении – электрод держим углом вперед. Тем самым не давая вытекать расплавленному металлу за счет давления дуги. Если при этом свариваются детали с разной толщиной, то зажигание дуги производится на более толстой. Самая простая схема выглядит так:
- Зажигаем дугу на более толстой детали, процесс ведем снизу вверх;
- Ведем электрод углом вперед тем самым не давая вытекать металлу сварочной ванны;
- Перемещаем электрод на тонкую деталь (с минимальной задержкой на поверхности);
- Обрываем дугу (применимо на начинающих);
- Для более опытных перемещаемся на более толстую деталь только чуть выше совершая колебания электрода как бы зигзаг.

Сварка профильной трубы – Потолочное положение
При сваривании в самом не удобном положении, которое называется потолочное, методика всё та же что при вертикальном положении.
Начинающим сварщикам лучше использовать способ выполнения с отрывом. При этом способе выполняется как бы точками. Зажгли дугу, наплавили точку, обрываем. Если получается варить без отрыва, то лучше всего совершать кольцевые движения, не большого размера.
Угол электрода направляем на более толстую деталь. Сила тока в данном положении для способа с отрывом 75-95А, а в случае выполнения процесса без отрыва поменьше порядка 65-75.
Сварка профильной трубы под углом. Сварка горизонтальных швов.
В случае когда изделия расположенные под углом 90 градусов, друг к другу необходимо учесть несколько особенностей. Варить необходимо на вертикально расположенной трубе, так как теплоотвод у нее будет больше (в обе стороны от сварного шва). Это снизит возможность ее прожигания и уменьшит деформацию конструкции. Наклон электрода к вертикальной стойке.

Процесс с отрывом все как в предыдущем случае. Варим каждую точку с зажиганием дуги на предыдущей точке. При способе без отрыва, перемещать электрод необходимо вдоль стыка без колебаний (вперед-назад). Получаться поступательные движение к себе от себя и снова к себе. Данный метод подходит также для выполнения процесса под различными углами 45, 60, 90 градусов.
Сварочное оборудование для сварки профильной трубы
В большинстве случаев, когда конструкции варится с применением ручной дуговой сварки, сварочным аппаратом является инвертор. Инвертор это современный источник питания, имеющий малую массу и весьма широкий спектр возможностей.
Также используются сварочные генераторы, а также выпрямители, обеспечивающие проведение сварочного процесса на постоянном токе.
Для сварки полуавтоматом применяют аппараты состоящие из: инвертора, механизма подачи проволоки, сварочной горелки и газового оборудования.
Газовое оборудование в виде баллона с газом, редуктора, шланга и подогревателя не используется, если применяется порошковая проволока.
Для выполнения процесса в аргоне используются инверторы, а также выпрямители, применяется тоже газовое оборудование, что и для полуавтоматической. Процесс выполняют неплавящимся электродом из вольфрама. Электрод устанавливается в сварочную горелку, ей и выполняют сам процесс сваривания.
Заключение
Для выполнения сварки профильной трубы своими руками требуется не так уж много знаний. Главное это желание решить поставленную задачу, а средств для этого много. В нашей статье мы рассказали о возможных способах, методах сварки профилей.
Как сварить красивую сотовую перегородку из квадратной профильной трубы
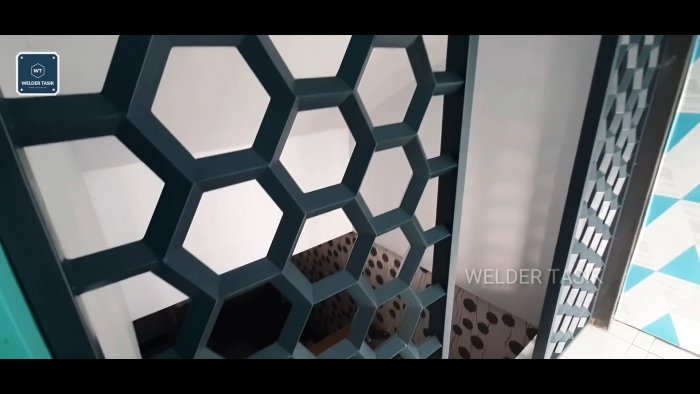
Чтобы облагородить проем перед ступеньками, перекрыть вход на лестничную площадку или для решения других задач можно установить перегородку с сотовой решеткой. Она смотрится очень достойно и аккуратно, от чего трудно поверить, что ее можно сварить своими руками из профильной трубы с помощью обычного сварочного аппарата.

Инструменты и материалы:
- профильная труба 40х60 мм;
- профильная труба 40х40 мм;
- шпаклевка по металлу;
- грунтовка;
- краска;
- болгарка;
- сварочный аппарат;
- угольник;
- маркер;
- рулетка.
Процесс изготовления перегородки
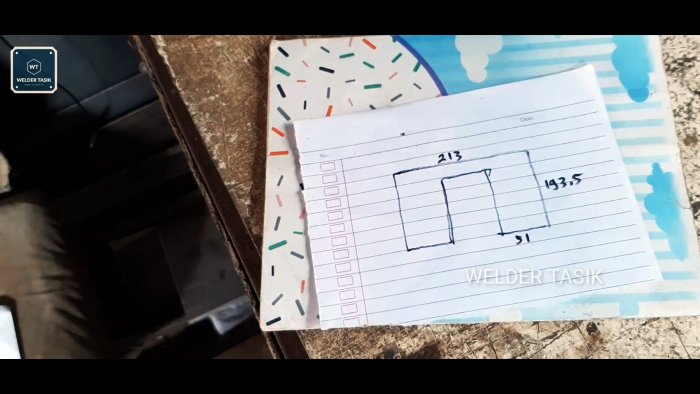
Так как перегородка состоит из сложных геометрических фигур, то перед ее изготовлением нужно сделать точное планирование. Для этого нужно рассчитать высоту и ширина проходящего в ней проема, а также место его расположения на перегородке.
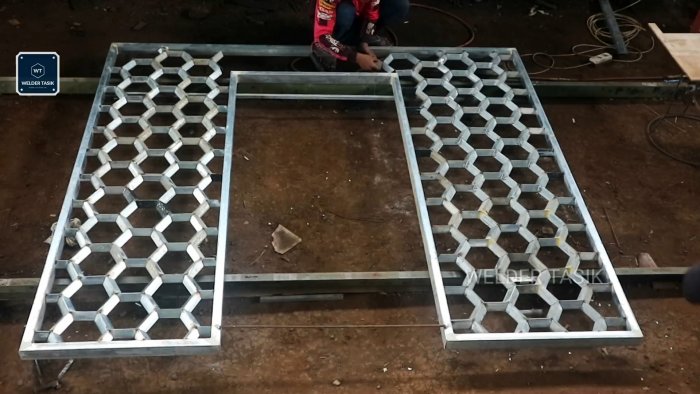
По результатам расчетов сваривается рамка перегородки. Для этого используется профильная труба 40х60 мм.

Из нее нарезаются заготовки и торцуются под 45 градусов.

Это позволит сделать аккуратный закрытый внешний угол при сварке под прямым углом. Нижняя сторона рамки должна прерываться проемом, поэтому она будет состоять из двух отрезков трубы, в противном случае получится порог. Чтобы рамку сварить ровно, заготовки нужно укладывать на 2 длинные трубы выставленные в одну плоскость, и конечно же пользоваться угольником.

Полученные швы следует тщательно прошлифовать, рытвины заделать быстросохнущей шпаклевкой, а после ее высыхания еще раз отшлифовать.

Далее самое ответственное и сложное. Нужно рассчитать размер шестигранных сот для заполнения перегородки. Для их изготовления используется труба 40х40 мм. Рассчитанные заготовки нужно нарезать особым образом. Для этого срез по одной стенке делается под 45 градусов, затем от крайней точки по другой стенке снова под 45 градусов, но с противоположным уклоном, и так далее. Такие скошенные торцы должны получиться со всех сторон каждой заготовки. Причем важно, чтобы углы на одном краю заготовки имели зеркальное отражение и на втором конце.

Затем стыкуя заготовки, необходимо их сваривать между собой.
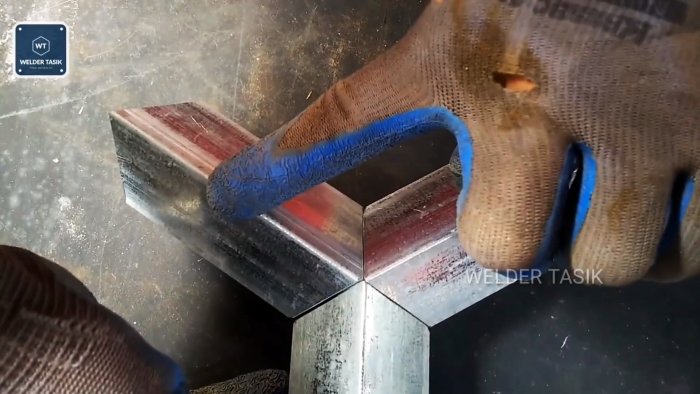
Такая форма торцов позволит получить в результате решетку с сотами. Сварка выполняется на ровном основании. Нужно просто ставить электродом точки на пересечении трех заготовок.


Сплошной шов не требуется. Сделав решетку ее нужно вварить в раму перегородки. В зазорах между сотами и рамой ввариваются срезанные отрезки труб, чтобы образовать «полусоты» и полностью перекрыть пустоты.


Далее нужно промазать шпаклевкой стыки сот. Для этого она втирается пальцем. Шпаклевка закроет незаваренные зазоры. Затем она шлифуется, перегородка грунтуется и окрашивается.

Готовый результат превосходит все ожидания:



Смотрите видео
3 способа сваривать профильную трубу под прямым углом без лишних хлопот
Профильная труба является самым ходовым материалом для изготовления каркасов различных станков, приспособлений и металлоконструкций. При работе с ней практически всегда требуется выполнение сварки под прямым углом. Это можно сделать по-разному, в зависимости от того что важнее эстетика или скорость работы. Рассмотрим 3 варианта сварки угла из профильной трубы.

Что потребуется:
- электросварка;
- угольник;
- чертилка или маркер;
- болгарка;
- штангенциркуль.
Способ 1: Быстрая грубая сварка
Этим способом можно пользоваться при необходимости сварки черновых невидимых со стороны конструкций. Два куска трубы просто прикладываются друг к другу под прямым углом и обвариваются.



Как следствие получается надежное соединение, на которое уходят считанные минуты.


Однако торец одной из трубок остается открытым, что делает такой вариант неподходящим для конструкций, где такой стык будет просматриваться.
Способ 2: Запил под 45 градусов со сгибанием
Этот метод в разы аккуратней. Он позволяет избежать открытого торца трубы. Его можно использовать, когда есть возможность сделать угловую детали из одной длинной трубы. Для этого на заготовке отмечается поперечная линия.

Затем от нее влево и вправо проводятся лучи под 45 градусов. Это делается и на противоположной стенки трубы точно напротив. При использовании угольника на разметку уходят секунды.

После этого нужно вырезать болгаркой размеченную часть трубы, чтобы осталась только стенка начала лучей. Затем труба сгибается и подравнивается под прямой угол.


Как следствие между стенками останется небольшой зазор в пару миллиметров. При наличии достаточного опыта владения сваркой его можно будет заварить идеально.
Способ 3: Запил под 45 градусов с учетом толщины стенки

Третий способ очень похож на второй, но позволяет сделать изгиб не получив тот самый зазор, который сложно аккуратно заварить. Чтобы им воспользоваться, нужно замерить толщину стенки профильной трубы. После этого на заготовке рисуется поперечная линия, но лучи под 45 градусов делаются с отступом от края на толщину стенки.



После этого отмеченная область вырезается, и труба сгибается. Благодаря сделанному отступу при сгибе зазор не получается.


Как следствие заварить аккуратно сможет даже человек, который впервые взял сварку в руки. Этот способ немного более кропотливый на этапе подготовки, но результат в разы качественней в эстетическом плане.
Смотрите видео
Варю рамку из профильной трубы. Вначале правильно прихватим диагонали
Друзья, приветствую всех на нашем канале, посвящённому всем начинающим самоучкам в ручной дуговой сварке и слесарке.
Давайте разберём важную тему для новичков-как правильно делать прихватки при выставлении диагоналей, если мы свариваем рамку из профильных труб.
Сегодня на работе я сваривал рамку из профильной трубы 40 на 40 мм. Её толщина 1.5 мм, это будет заготовка для заднего борта Камазовского прицепа.
Первым делом режем заготовки в нужный размер и делаем запилы под 45 градусов. Чем точнее мы сделаем эти запилы, тем проще будет собирать саму рамку и тем точнее будет изначальные диагонали даже без подгонки.
Выложили заготовки в рамку и теперь мерим длину, ширину, и диагонали. Тут два варианта развития событий, диагональ сразу хорошая-в пределах 2 мм. И второй вариант, расхождение 2-5 мм. Прихватки ставим во внутренних углах рамки. Так конструкция будет как на шарнирах, будет легко подогнать нужные ровные диагонали.
Перед прихватками измеряем диагонали по внешним углам. А теперь сама суть.
Если диагонали разные, в пределах 2-5 мм, то ставим прихватки во внутренних углах по меньшей диагонали, сейчас буду обьяснять почему именно так.
Для примера взял у сына конструктор. Такой конструктор был у всех нас-Советских детей! Просто увидел в магазине игрушек такой и не удержался-купил.
Сначала чуть теории. Вот у нас две детали под прямым углом друг к другу. Ставим прихватку во внутренним углу этих деталей. Прихватка начинает остывать и начинает стягивать к себе эти детали. И у нас получится угол не прямой , а несколько меньше-меньше 90 градусов. Отталкиваясь от этого, идём дальше.
Вот рамка у которой диагонали немного не ровные, для примера я сделал конструкцию прям так с большой разницей, чтобы было нагляднее для вас. Ставим прихватки где диагонали меньше и смотрите что происходит.
Эти прихватки начинают стягивать на себя заготовки и происходит выравнивание общей конструкции. Рамка выпрямляется-диагонали стремятся к одинаковому значению. Зачастую не нужно больше подбивать ничего молотком.
Рассмотрим второй вариант, когда после сборки перед прихваткой диагонали отличные-разница в пределах 1-2 мм.
Если в рамке с ровными изначально диагоналями мы поставим прихватки также по диагонали. Смотрите что тогда получится.
Диагональные прихватки начинают тянуть на себя по две детали и получаем рамку с разными диагоналями. Просто прихватки второй диагонали не смогут компенсировать стягивающее усилие первых прихваток, это замечено давно в сварочной работе. А как правильно? Смотрите.
Делаем прихватки по часовой или против часовой стрелки. Но и тут есть небольшая хитрость. Как говорилось ранее вторая прихватка не компенсирует полностью первую. Значит первую прихватку делаем чуть поменьше, вторую чуть пожирней. Третью поменьше, четвёртую пожирней. В такой последовательности всё получится отлично.
Теперь сделаем по паре прихваток на внешних углах. Очередность также-по часовой или против часовой.
Вот теперь наша рамка готова к сварке, её диагонали правильно и ровно выставлены.
Почти каждую статью на канале я дублирую подробным видео. Видео также есть на канале.
Кто ставит лайк статье, тому чаще показывают наши материалы в Дзене. И наоборот, дизлайк-наши материалы не покажут больше. Прочитавший также напрямую своей оценкой влияет на развитие канала. Не оставляй статью без оценки.
Полезная рама из профильных труб: советы сварщика
На днях, ко мне обратился знакомый, который занимается изготовлением мебели и попросил изготовить основание под столешницу. Металл на пару с деревом сейчас довольно распространённый вариант среди частных заказов, а называется этот стиль - "Loft" .
Фото автора. Техническое задание от товарища. Фото автора. Техническое задание от товарища.На фото выше - техническое задание, которое я получил. Как видно, заказчик захотел сделать скрытые кольцевые соединения труб с резом торцов под 45° , а также пожелал зачистить все сварные швы, за исключением внутренних.
Кроме столешниц и прочих атрибутов мебели, таким же образом изготавливаются рамы под различные входные и технические двери .
Работа несложная, однако имеет множество подводных камней и уверен начинающим будет что почерпнуть полезного и научиться качественно изготавливать подобные рамы - самую настоящую нестареющую классику. Предлагаю детально разобраться на примере данной работы!
Разметка профильной трубы и рез под 45°:
Первое, что необходимо сделать - это ровно нарезать наш профиль. Режем строго по заданным размерам и укладываем прямоугольником (или квадратом в другом варианте) на ровной поверхности вот таким образом :
Фото автора. Подготовка к резке. Если у Вас нет стола, то разложите рамку на ровном участке пола. Фото автора. Подготовка к резке. Если у Вас нет стола, то разложите рамку на ровном участке пола.На этом этапе у новичков, конечно, сложится закономерный вопрос: как ровно и быстро отрезать торцы труб, чтобы соединить их ровно под 90°❓
Фото автора. Соединение профильных труб "кольцом". Фото автора. Соединение профильных труб "кольцом".На самом деле тут всё очень очень просто и не требует каки-то долгих замеров, специальных станин для болгарки и прочего лишнего арсенала. Всё что Вам нужно - это линейка с маркером и "болгарка" с отрезным кругом:
Фото автора. Разметка будущего реза. Фото автора. Разметка будущего реза.Как видно на предыдущих фотографиях, я состыковал трубы таким образом, чтобы они образовали прямые углы (90 градусов), а торцы внутренних труб стали вровень с окончанием внешних. Таким образом, соединяя линейкой противоположные уголки обеих труб, мы получаем идеальную гипотенузу - это и будет линия нашего реза и будущего соединения .
Далее, убрав трубу в сторону, делаем глубокий рез болгаркой прямо по этой самой линии - сверху вниз под прямым углом:
Фото автора. Выполненный рез болгаркой по заранее отмеченной линии на полный вылет отрезного круга. *Советую использовать ТОНКИЕ отрезные круги (0.8 мм) - с ними погрешность реза не будет критически превышена, а скорость работы будет существенно выше. Фото автора. Выполненный рез болгаркой по заранее отмеченной линии на полный вылет отрезного круга. *Советую использовать ТОНКИЕ отрезные круги (0.8 мм) - с ними погрешность реза не будет критически превышена, а скорость работы будет существенно выше. Фото автора. Срезаем получившийся уголок. Трубу оставляем пока недорезанной. Фото автора. Срезаем получившийся уголок. Трубу оставляем пока недорезанной.На фото Выше показано, что нам необходимо срезать уголочек от нашего незаконченного реза, который будет служить в качестве лекала к разметке всех остальных торцов труб. Такая небольшая хитрость сэкономит Вам кучу времени и позволит сделать точную разметку!
Фото автора. Просто прикладываем наше получившиеся лекало из уголочка вровень с гранями трубы и быстро размечаем линии реза! Фото автора. Просто прикладываем наше получившиеся лекало из уголочка вровень с гранями трубы и быстро размечаем линии реза!Советую сделать разметку с помощью этого уголка полностью на одной стороне по периметру рамы, затем всё отпилить по разметке и уже приниматься за вторую сторону. Это нужно для того, чтобы Вы случайно не запутались и не отрезали не так как нужно, по собственной рассеянности (со сной бывает частенько:)).
Фото автора. Выполняйте рез с обоих сторон по разметкам, а середину между ними выпиливайте отдельно ровной линией "на глаз", поскольку они ровно друг с другом не "встретятся". Минутное дело! Фото автора. Выполняйте рез с обоих сторон по разметкам, а середину между ними выпиливайте отдельно ровной линией "на глаз", поскольку они ровно друг с другом не "встретятся". Минутное дело!Если Вы подумали, что на этом дело сделано, то я могу сказать, что мы проделали лишь 50% работы и важные нюансы всё ещё впереди. Продолжим!
Подготовка к сварке:
После удачного и быстрого нарезания торцов труб - самое время их собрать во едино для сварки. Для этого нам также понадобится всё та же ровная поверхность и рулетка:
Фото автора. Подготовка к сварке. Выставление равных диагоналей. Фото автора. Подготовка к сварке. Выставление равных диагоналей.Как видно на фото выше, все срезанные углы отлично соединились вместе и я подкрепил их прямоугольными монтажными магнитами, однако их наличие у Вас под ругой совсем необязательно - плоские стенки трубы и так отлично становятся на ровной поверхности.
Что действительно обязательно и хорошо знает любой опытный сварщик или слесарь - так это ПРОВЕРКА ДИАГОНАЛЕЙ и я не даром выделил это словосочетание заглавными буквами.
Чтобы прямоугольная (или квадратная) рама не получилась кривой, стремясь выполнить фигуру ромба, Вам необходимо выставить одинаковую длину диагоналей . По простому: измерить рулеткой крест-накрест, от кончика до кончика раму и добиться одинаковой длинны обоих диагоналей. Выставляя "на глаз" и даже используя подобные магниты, Вы с огромной долей вероятности можете досадно ошибиться.
Сварка
Теперь можно доставать "держак" с электродами или брать в руки горелку "полуавтомата" и начинать делать прихватки:
Фото автора. Прихватки лучше делать на углах или больших зазорах. Для того, чтобы будущий шов не лёг буграми, в случае если вы поленитесь зашлифовывать свои "точки". Фото автора. Прихватки лучше делать на углах или больших зазорах. Для того, чтобы будущий шов не лёг буграми, в случае если вы поленитесь зашлифовывать свои "точки".После прихваток на одной стороне, нужно аккуратно перевернуть рамку и проверить все контрольные размеры на другой, потому-что обратная сторона может "сидеть" не совсем ровно.
После довариваем необходимые прихватки и снова сверяем диагонали, ведь после прихваток конструкцию могло повести.
Поверьте - глупее всего экономить время на проверке контрольных размеров, поэтому не поленитесь! "Сто раз отмерь, 50 раз прихвати и один раз завари!" :)
Фото автора. Стартовый шов на внешнем торце рамки. Фото автора. Стартовый шов на внешнем торце рамки.Как правильно сваривать? Тут есть определённый классические нюансы, которые может не учесть новичок и пренебрегать которыми НИ В КОЕМ СЛУЧАЕ НЕЛЬЗЯ!
Профильная труба для таких работ, как правило, выбирается с тонкой стенкой, да и в моём примере стенка также не толстая - всего полтора миллиметра.
Сварочные швы при застывании, могут существенно "повести" в сторону основной металл и поэтому, если Вы не хотите по итогу получить из ровной рамки пропеллер Карлсона - сварку нужно производить ПО ДИАГОНАЛИ (крест - накрест).
Начинать лучше всего с внешних угловых швов, один из которых я показал на фото выше, а затем перевернуть рамку и сварить противоположный по диагонали угол и так далее. Да! Ворочать и кантовать рамку туда сюда придётся много раз, но это важный момент, который отразится на результате .
Фото автора. Внутренний шов полуавтоматом с отрывом дуги. Фото автора. Внутренний шов полуавтоматом с отрывом дуги.К сварке внутренних угловых соединений (выше на фото) следует приступать после сварки внешних, а затем сваривать все остальные швы (в стык) - также "крест-накрест" (по диагонали).
Соединения скорее всего будут иметь небольшие зазоры в отдельных местах, что хорошо и плохо одновременно. Хорошо то, что шов с зазором получит обратный валик и будет крайне крепким, а плохо то, что если Вы забыли сваривать по правилу диагоналей - изделие значительно погнётся при остывании. Поэтому ещё раз заостряю на этом ваше внимание!
Фото автора. Заваренный зазор между кромками, выполненный с отрывом дуги. Фото автора. Заваренный зазор между кромками, выполненный с отрывом дуги.Советую сваривать все швы на таком тонком металле - с отрывом дуги . Об этом, а также о лучшем и простом способе зачистки сварных швов - Вы можете прочесть и даже посмотреть видео в статье по этой ссылке . <-<-
* Правильный метод сварки с отрывом дуги, который я описал в этой статье, также подойдёт и для обычной ручной дуговой сварки электродом - принцип один и тот же.
Простой способ красиво согнуть профильную трубу под 90 градусов

Это соединение весьма надежно, и имеет эстетичный внешний вид. На нем также отсутствуют острые внешние углы, которые нежелательны для различных мебельных конструкций и спортивных снарядов.
Материалы.
— Профильная стальная труба 40Х40 мм.

Инструменты, использованные автором.
— Сварочный аппарат
— Болгарка
— Отрезной и зачистной диски
— Рулетка, угольник, маркер.
Процесс изготовления.
Первым делом мастер отмеряет точку сгиба профильной трубы размерами 40Х40 мм. После этого он размечает поперечные линии со всех сторон заготовки.


Теперь один из важных моментов. Автор отмечает половину ширины трубы, и откладывает ее от первой линии. Также наносит разметку поперечных линий вокруг трубы.



Для радиусной разметки подойдет либо циркуль, или любой круглый предмет подходящего диаметра.


Эта радиусная линия наносится с двух противоположных сторон, и отмечаются места, подлежащие удалению.



С одной стороны делаются прорези между первыми двумя линиями.




Далее удаляются две боковые стороны.


Полученная заготовка слегка разгибается в обратную сторону, а затем и в обратную. Так получается прямой угол со внешним скруглением.





Заготовка прихватывается с двух сторон.

Затем все швы тщательно провариваются.

После удаления шлака, поверхности сварных швов обрабатываются лепестковым зачистным диском.


Вот такое красивое и надежное соединение получилось у автора. Такой способ разметки подойдет для профильных труб и других размеров.





Благодарю автора за простой, но весьма полезный и красивый способ углового изгиба профильной трубы!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Читайте также: