
Как сплющить профильную трубу для холодной ковки своими руками
Обновлено: 07.07.2024
Замятие концов профильной трубы своими руками

После прокатки (усиления) профильной трубы часто требуется сплющить концы заготовки.

Конечно, это можно сделать и при помощи обычного молотка, но добиться идеального результата у вас не получится. Да и времени это занимает больше.
Чтобы сплющить концы профильной трубы после прокатки, можно воспользоваться самодельным приспособлением.
Сделать его очень просто. Потребуется стальная пластина, кругляк и пара болтов.
Основные этапы работ
От кругляка диаметром 50 мм необходимо отрезать 2 шайбы толщиной по 20 мм.
На следующем этапе делаем разметку и сверлим в заготовках отверстия диаметром 12 мм: в одной шайбе — по центру, в другой — сбоку (со смещением от центра).


Далее отрезаем две пластины прямоугольной формы из куска металла толщиной 8 мм.

В них также надо просверлить отверстия, чтобы при помощи отрезков штока или болта диаметром 12 мм закрепить ранее изготовленные шайбы.

К шайбе-эксцентрику необходимо будет приварить ручку. В данном случае — это отрезок металлической круглой трубы.

После этого собираем приспособление и обвариваем концы крепежных болтов. Самоделка готова!
Подробно о том, как сплющить концы профильной трубы после прокатки, можно посмотреть в данном видеоролике.
Секрет холодной ковки: тугой торсион из профильной трубы


Темой сегодняшнего разговора станет холодная ковка, или придание металлу определённых форм без нагрева. Возможно, это не слишком полезное знание для большинства домашних мастеров, однако пригодиться может. К тому же такую работу можно сравнить с искусством. Своё видение способов холодной ковки представляет автор YouTube-канала Максим. И сегодня речь пойдёт о том, как закрутить профильную трубу в спираль, согнуть обычную трубу под 90° и при этом не замять металл.
Скручивание профильной трубы в тугую спираль
Для скручивания различных стальных элементов в спираль существует специальный станок, называемый торсионом. Он может быть электрическим или механическим. При этом умельцы своими руками собирают подобные приспособления. По аналогии с ним и готовые изделия скрученной формы начали называть так же. Но скрутить прут в спираль – это одно, он не заминается. А как быть, если необходимо скрутить в тугой торсион профильную трубу, внутри которой пустота?
Для того чтобы спираль получилась ровной, понадобится отрезок тонкой трубки или прутка, который свободно будет помещаться внутри профильной трубы.

Подготовка профильной трубы к скручиванию
Для того чтобы «зарядить» профильную трубу в торсион, понадобится сделать две заглушки на неё из стального прутка квадратного сечения со сторонами 16 мм. Подобные элементы являются заглушками, которые будут удерживать стальную трубку внутри. В то же время именно они позволят зажать профильную трубу в станке. Сначала ставится первая заглушка.

Далее в профильную трубу опускается вставыш, после чего устанавливается вторая заглушка. Теперь заготовка может устанавливаться в станок.

Остаётся закрепить заготовку на станке и включить его, если он оборудован силовым агрегатом. Если же нет, то придётся поработать вручную.

Скручивание профильной трубы в торсион
После включения станка сначала труба немного скручивается по всей длине, после чего спираль начинает уплотняться. Однако уплотнение происходит не одновременно по всей длине, а начиная со стороны, на которую передаётся крутящий момент. Здесь усилие значительно больше. На фотопримере уплотнение продвигается снизу-вверх.

Здесь стоит отметить, что чем тоньше будет внутренний вставыш, тем большее усилие придётся приложить для скручивания. Но при этом и спираль получится плотнее.
Обрезка лишних частей профильной трубы
После того как торсион равномерно скручен по всей длине, его края обрезаются, чтобы изделие можно было использовать, например, в декоративных целях. В этой работе поможет угловая шлифовальная машина (болгарка) с отрезным диском.

Не стоит даже пытаться извлечь вставленную внутрь трубку. При скручивании она настолько сильно зажимается со всех сторон гранями профильной трубы, что бесполезно предпринимать какие-то действия по её извлечению.

Ещё один из секретов холодной ковки
Наверняка все знают, что такое трубогиб. Многие домашние мастера устанавливают в гараже или мастерской подобное оборудование.

Проблема его в том, что при обработке труб он может их немного заминать. И всё бы ничего, но если, к примеру, изготавливается полотенцесушитель, то по этим изгибам должна легко проходить вода. Одна подобная точка не испортит общей картины. А какое сопротивление напору будет, если на каждом этаже стояка вода встретит подобное препятствие?

В этом случае поможет обычный песок, который необходимо засыпать внутрь сгибаемой трубы, а её концы заглушить. В этом случае даже труба толщиной ¾ дюйма легко сгибается без каких-либо складываний и переломов. На примере это можно заметить, сравнив результаты.

Комментарии излишни, результат говорит сам за себя.
Подводя итоги
Вообще ‒ холодная ковка довольно увлекательное занятие. Обычно если человек попробовал создать шедевр из металла, и у него получилось, он влюбляется в подобную работу. И это не пустые слова. Ведь это настоящая магия ‒ оживлять холодный кусок металла, превращая арматуру в произведение искусства. К тому же ‒ если заняться холодной ковкой профессионально, отбоя от желающих сделать красивые решётки, заборы или ограду точно не будет. К тому же сегодня подобные изделия ручной работы имеют очень высокую стоимость. А значит, стоит задуматься, не поменять ли сидячую работу на более прибыльную и интересную. Ведь во время пандемии подобный вопрос очень актуален. Решать вам.

Обычная профильная труба превращается в элемент декора для красивого забора
Очень надеемся, что сегодняшняя статья не оставила нашего уважаемого читателя равнодушным. Возможно, у вас возникли вопросы по теме, или какие-либо моменты остались не до конца разъяснены. В таком случае вам просто нужно изложить проблему в комментариях ниже. Редакция HouseChief с огромным удовольствием осветит все неясности в максимально сжатые сроки. Там же вы можете обсудить сегодняшнюю тему, выразить личное мнение по поводу изготовления деталей для декоративных заборов и решёток своими руками. Будем благодарны, если вы поставите оценку статье ‒ независимо от её «полярности». А напоследок хочется сказать следующее – берегите себя, своих близких и будьте здоровы!
3 sposoba zamyatie okonchaniya na profilnoy trube svoimi rukami dlya holodnoy kovki
Холодная Ковка Эксперименты/ БАЛЯСИНА из ПРОФИЛЬНОЙ ТРУБЫ Своим Руками на прессе для холодной ковкиПодробнее
Ручной станок холодной ковки своими руками!Подробнее
Лучший станок для холодной ковки ПРОФИ-3 ! Холодная ковка!Подробнее
КОНДУКТОР для холодной ковки. 3 в 1. Из профильной трубы!Подробнее
ЕСТЬ ЖЕЛАНИЕ ЗАНИМАТЬСЯ ХОЛОДНОЙ КОВКОЙ? 3 ИДЕИ ШИКАРНЫХ ИЗДЕЛИЙ ИЗ ПРОФИЛЬНОЙ ТРУБЫ.Подробнее
СТАНКИ ДЛЯ ХОЛОДНОЙ КОВКИ СВОИМИ РУКАМИ.Подробнее
Профильная труба в деле. Холодная ковка своими руками!Подробнее
КОНДУКТОРА ДЛЯ ХОЛОДНОЙ КОВКИ СДЕЛАННЫЕ СВОИМИ РУКАМИ.Подробнее
Как сделать станок для холодной ковкиПодробнее
Новый станок для холодной ковки своими рукамиПодробнее
Станок ДЛЯ ХОЛОДНОЙ КОВКИ СВОИМИ РУКАМИ! Завитки,балясины,торсион.Подробнее
СТАНОК холодной ковки своими руками. Cold forging machine.Подробнее
Супер-станок для ручной ковки | Super cold forging machineПодробнее
Станок для холодной ковки. Внедряю новую идеюПодробнее
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
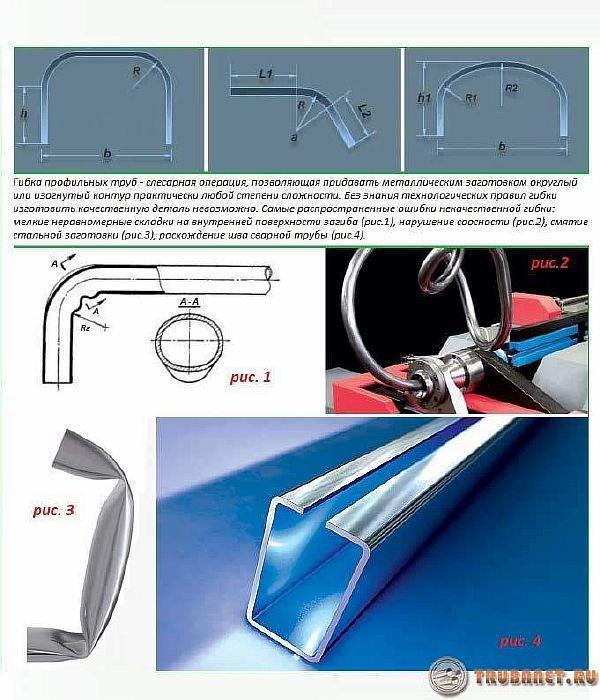
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Как загнуть с предварительным подогревом (с наполнителем – песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.
Секрет холодной ковки: тугой торсион из профильной трубы
Темой сегодняшнего разговора станет холодная ковка, или придание металлу определённых форм без нагрева. Возможно, это не слишком полезное знание для большинства домашних мастеров, однако пригодиться может. К тому же такую работу можно сравнить с искусством. Своё видение способов холодной ковки представляет автор YouTube-канала Максим. И сегодня речь пойдёт о том, как закрутить профильную трубу в спираль, согнуть обычную трубу под 90° и при этом не замять металл.
Читайте в статье
Скручивание профильной трубы в тугую спираль
Для скручивания различных стальных элементов в спираль существует специальный станок, называемый торсионом. Он может быть электрическим или механическим. При этом умельцы своими руками собирают подобные приспособления. По аналогии с ним и готовые изделия скрученной формы начали называть так же. Но скрутить прут в спираль – это одно, он не заминается. А как быть, если необходимо скрутить в тугой торсион профильную трубу, внутри которой пустота?
Для того чтобы спираль получилась ровной, понадобится отрезок тонкой трубки или прутка, который свободно будет помещаться внутри профильной трубы.
Подготовка профильной трубы к скручиванию
Для того чтобы «зарядить» профильную трубу в торсион, понадобится сделать две заглушки на неё из стального прутка квадратного сечения со сторонами 16 мм. Подобные элементы являются заглушками, которые будут удерживать стальную трубку внутри. В то же время именно они позволят зажать профильную трубу в станке. Сначала ставится первая заглушка.
Далее в профильную трубу опускается вставыш, после чего устанавливается вторая заглушка. Теперь заготовка может устанавливаться в станок.
Остаётся закрепить заготовку на станке и включить его, если он оборудован силовым агрегатом. Если же нет, то придётся поработать вручную.
Скручивание профильной трубы в торсион
После включения станка сначала труба немного скручивается по всей длине, после чего спираль начинает уплотняться. Однако уплотнение происходит не одновременно по всей длине, а начиная со стороны, на которую передаётся крутящий момент. Здесь усилие значительно больше. На фотопримере уплотнение продвигается снизу-вверх.
Здесь стоит отметить, что чем тоньше будет внутренний вставыш, тем большее усилие придётся приложить для скручивания. Но при этом и спираль получится плотнее.
Обрезка лишних частей профильной трубы
После того как торсион равномерно скручен по всей длине, его края обрезаются, чтобы изделие можно было использовать, например, в декоративных целях. В этой работе поможет угловая шлифовальная машина (болгарка) с отрезным диском.
Не стоит даже пытаться извлечь вставленную внутрь трубку. При скручивании она настолько сильно зажимается со всех сторон гранями профильной трубы, что бесполезно предпринимать какие-то действия по её извлечению.
Ещё один из секретов холодной ковки
Наверняка все знают, что такое трубогиб. Многие домашние мастера устанавливают в гараже или мастерской подобное оборудование.
Проблема его в том, что при обработке труб он может их немного заминать. И всё бы ничего, но если, к примеру, изготавливается полотенцесушитель, то по этим изгибам должна легко проходить вода. Одна подобная точка не испортит общей картины. А какое сопротивление напору будет, если на каждом этаже стояка вода встретит подобное препятствие?
В этом случае поможет обычный песок, который необходимо засыпать внутрь сгибаемой трубы, а её концы заглушить. В этом случае даже труба толщиной ¾ дюйма легко сгибается без каких-либо складываний и переломов. На примере это можно заметить, сравнив результаты.
Комментарии излишни, результат говорит сам за себя.
Подводя итоги
Вообще ‒ холодная ковка довольно увлекательное занятие. Обычно если человек попробовал создать шедевр из металла, и у него получилось, он влюбляется в подобную работу. И это не пустые слова. Ведь это настоящая магия ‒ оживлять холодный кусок металла, превращая арматуру в произведение искусства. К тому же ‒ если заняться холодной ковкой профессионально, отбоя от желающих сделать красивые решётки, заборы или ограду точно не будет. К тому же сегодня подобные изделия ручной работы имеют очень высокую стоимость. А значит, стоит задуматься, не поменять ли сидячую работу на более прибыльную и интересную. Ведь во время пандемии подобный вопрос очень актуален. Решать вам.
Обычная профильная труба превращается в элемент декора для красивого забора
Очень надеемся, что сегодняшняя статья не оставила нашего уважаемого читателя равнодушным. Возможно, у вас возникли вопросы по теме, или какие-либо моменты остались не до конца разъяснены. В таком случае вам просто нужно изложить проблему в комментариях ниже. Редакция HouseChief с огромным удовольствием осветит все неясности в максимально сжатые сроки. Там же вы можете обсудить сегодняшнюю тему, выразить личное мнение по поводу изготовления деталей для декоративных заборов и решёток своими руками. Будем благодарны, если вы поставите оценку статье ‒ независимо от её «полярности». А напоследок хочется сказать следующее – берегите себя, своих близких и будьте здоровы!
Замятие окончания профтрубы
Немного не так. Так как при покупке 1,5мм - в реальности получиш 1,2 мм. У меня минимальное схождение примерно 4,5мм. 1,5 мм ( она 1,2) закрывает идеально, даже в ведро с водой опускал на несколько дней - вода внутрь не попадает. А если 1,2 мм ( в реальности 1мм) - полность не закрывается.
Я не пойму зачем такая длина лапки - визуально в волютке не очень хорошо будет выглядеть. Вот к примеру с первого раза откатал у себя - начинается сужение с 11 см, больше не могу упор отодвинуть. Ролики диаметром 111мм, меж центральное расстояние 127,5 мм.
Я в своих элементах наоборот поменьше длину смятия делаю, как на втором фото.
Вложения


krupa13
Стремящийся к свету
Получается не половина длины окружности , а четверть учавствует в процессе замятия. Вторая четверть уже разширяется. Это я может не совсем художник , вернее совсем не художник, передал только принцып. Место прохождения трубы может быть бльше , или меньше по желанию или размеру требуемой длины замятия. Так же плавность перехода можно любую даже как у четверти элипса сделать.По нагрузке должно быть не больше чем у элипса.-------------------В основном как я понимаю во многих блоках используют подшипники 30*72*19. Вопоос в том что у них динамическая нагрузка до 2тонн если не ошибаюсь. Хватает ли этого , или ломаются?
Просто под эти размеры идеально подходят шестерни от класики заднего хода.Стоят 170р. У них меж осевой размер получается 85мм. Изходя из этого можно вычеслить валы для так называемого усиления и замятия окончаний.
Постучав молотком по профильной трубе 15*15*1.5 получил 6мм в месте замятия. Это правильный размер зазора между вальцами замятия? Минимальный естественно, или есть подводные камни?
Либо Вы не так нарисовали, либо Вы не точно понимаете принцип.
В круглом эксцентрике при совпадения размера прокатываемой детали максимальному зазору используется половина длины окружности - от максимального выступа до минимального. Если засунуть заготовку дальше, то после максимального сжатия заготовку прокатает чуть меньше (она после сужения ещё немного расширится), то есть даже больше половины.
Каплевидные вальцы при том же подходе позволят эффективно использовать до 85 процентов длины поверхности (больше не выйдет из-за того, что надо как-то умудриться вставить заготовку).
Вот, я на Вашем рисунке подправил, как мог))).
ЗЫ: Я не работаю с профтрубой, поэтому выкладки имею только по прокатке полнотелого прутка на горячую. ПО трубе, насколько опыт позволяет судить, достаточно совсем чуть-чуть замять кончик, остальное на кондукторе само дожмётся - просто потому, что квадратный профиль технически не может гнуться без сминания до определённого радиуса.
Читайте также: