
Как согнуть трубу трубогибом на 90 градусов
Обновлено: 07.07.2024
Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Галерея изображений Гибка труб чаще всего востребована в сфере сооружения каркасов для устройства теплиц, навесов, входных групп, веранд, садовой мебели. В результате получается наиболее износостойкая основа для крепления деревянных, металлических, поликарбонатных деталей Гибка труб для сборки трубопроводов позволяет сократить число фитингов, а значит, и количество угрожающих протечкой точек. Однако без использования специализированного инструмента гнуть трубы нежелательно. В итоге усилий дилетанта уменьшается сечение, следовательно изменяется давление среды и пропускная способность магистрали Для получения идеального радиуса гибки без существенной деформации сечения трубы используют гибочные приспособления и установки Если гибку трубы производят нечасто, достаточно соорудить плиту с дорнами для опоры трубы или сделать ручной инструмент из подручных материалов Для фигурной деформации труб по одному заданному радиусу можно сделать оправку - приспособление с округлым краем, форму которого придают сгибаемой трубе По способу привода в действие все гибочные станки делятся на механические и электрические. По принципу действия они подразделяются на вальцовые (роликовые) и гидравлические Включение в схему станка домкратов, рычагов, гидравлических поршней позволяет существенно облегчить выполнение гибка, сократив прилагаемые физические усилия Ручные гибочные инструменты и стационарные станки с гидравлическим гибочным механизмом можно приводить в действие с помощью электропривода Гибка труб для формирования каркаса Некачественное сгибание сантехнической трубы Гибочный механический станок с тремя валками Простейший ручной трубогиб Оправка для гибки металлического проката Процесс сгибания на гибочном станке Механический станок с гидравлическим поршнем Гидравлический станок с электрическим приводомСпособы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
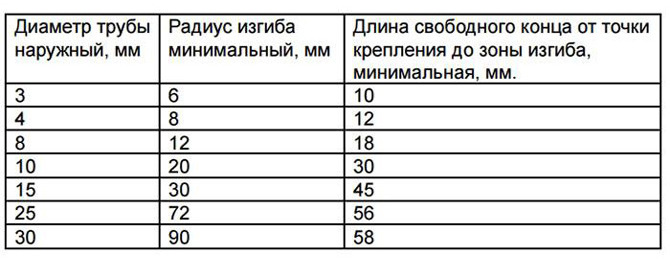
Минимально допустимую величину радиуса изгиба для водогазопроводных труб в соответствии с требованиями ГОСТ 3262-92 можно взять из таблицыЧтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.

Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.

Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Простой способ красиво согнуть профильную трубу под 90 градусов

Это соединение весьма надежно, и имеет эстетичный внешний вид. На нем также отсутствуют острые внешние углы, которые нежелательны для различных мебельных конструкций и спортивных снарядов.
Материалы.
— Профильная стальная труба 40Х40 мм.

Инструменты, использованные автором.
— Сварочный аппарат
— Болгарка
— Отрезной и зачистной диски
— Рулетка, угольник, маркер.
Процесс изготовления.
Первым делом мастер отмеряет точку сгиба профильной трубы размерами 40Х40 мм. После этого он размечает поперечные линии со всех сторон заготовки.


Теперь один из важных моментов. Автор отмечает половину ширины трубы, и откладывает ее от первой линии. Также наносит разметку поперечных линий вокруг трубы.



Для радиусной разметки подойдет либо циркуль, или любой круглый предмет подходящего диаметра.


Эта радиусная линия наносится с двух противоположных сторон, и отмечаются места, подлежащие удалению.



С одной стороны делаются прорези между первыми двумя линиями.




Далее удаляются две боковые стороны.


Полученная заготовка слегка разгибается в обратную сторону, а затем и в обратную. Так получается прямой угол со внешним скруглением.





Заготовка прихватывается с двух сторон.

Затем все швы тщательно провариваются.

После удаления шлака, поверхности сварных швов обрабатываются лепестковым зачистным диском.


Вот такое красивое и надежное соединение получилось у автора. Такой способ разметки подойдет для профильных труб и других размеров.





Благодарю автора за простой, но весьма полезный и красивый способ углового изгиба профильной трубы!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Трубогибы и трубогибочные станки: как согнуть трубу
При работе с каркасными металлоконструкциями, особенно при устройстве арок и сводов, не обойтись без применения деталей радиусной формы. Изготовить их можно на достаточно простом оборудовании — трубогибах. О видах и особенностях трубогибов и трубогибочных станков и их выборе мы расскажем в статье.
Как устроен и работает трубогиб
Для сгибания толстого металла одной только мышечной силой разумно выполнить ряд поэтапных деформаций малой величины соответствующим приложенным усилием. Это и есть главный принцип работы трубогиба, простой аналог которого можно изготовить даже в домашних условиях .
В рабочую часть станка входят три ролика из твердой стали, расположенные в ряд на равном расстоянии друг от друга. Крайние ролики жестко закреплены к основанию станка на одинаковой высоте. Средний ролик немного приподнят над ними, чтобы в просвет помещалась деталь из металлического проката. Технически можно согнуть прокат любого профиля (зависит от формы роликов), но трубы в строительстве приходится гнуть чаще всего. Отсюда происходит и название инструмента, и наиболее распространенная форма катков с полукруглой канавкой, которыми трубогиб обычно комплектуется производителем.
Если приложить усилие к среднему ролику, он передаст его на трубу и та прогнется. Если усилие будет выше порога упругости (10 кH), в металле произойдут структурные смещения, и он прогнется настолько сильно (1:50 мм), что не выпрямится обратно даже после снятия нагрузки. Примечательно, что любые изменения формы происходят только в рабочей зоне, то есть хвосты трубы, начиная от последней точки контакта с роликом, останутся практически без изменений.
Усилие нельзя наращивать беспредельно. На столь малых расстояниях структуру металла нарушить очень легко, поэтому любой прокат имеет безвредный радиус сгибания, кратный диаметру трубы или другому основному размеру. Поэтому точку контакта несколько перемещают вдоль трубы, увеличивая радиус изгиба до допустимых значений. Его можно даже задавать фиксировано, опираясь на значение приложенного усилия и расположение точек, в которых оно приложено — роликов.
В этом заключается основная сложность изгиба проката со сложным профилем: для расчета требуемого усилия (или хотя бы фиксации его текущего значения) станок должен быть укомплектован вспомогательными системами.
Ручные и стационарные — принципиальные отличия
Прямо вытекающее отличие стационарного инструмента от ручного — примитивное устройство последнего и отсутствие каких-либо дополнительных систем. Исключение составляют гидравлические трубогибы, в которых усилие можно достаточно точно определить по манометру, указывающему давление в поршне.
Сфера применения также разнится. В строительстве, к примеру, может быть не важно, чтобы металл изгибался с критическим радиусом, в том числе и под острыми углами. Поэтому для прокладки металлических трубопроводов их элементы гнут на заведомо завышенных радиусах, чтобы гарантированно исключить структурные нарушения.
Размер деталей тоже имеет огромное значение, но не только в разделении классов инструмента. С одной стороны, чтобы обрабатывать более массивные детали, нужны узлы и соединения повышенной надежности, которые делают оборудование в сборе неперемещаемым. С другой стороны, мелкоразмерный прокат нет смысла гнуть на станке для швеллера № 12. Дорогие и современные станки этого недостатка лишены: ролики разных диаметров можно переставлять, к тому же крайние катки двигаются линейно и расстояние между ними можно, например, уменьшить, чтобы точно согнуть тонкий пруток. В этом вся суть работы трубогиба: не прогнуть металл, а согнуть его.
Механизированная и полуавтоматическая обработка
Пользуясь данными из специальных таблиц, можно произвести расчеты для сгибания трубы диаметром D, толщиной стенки N под углом S с радиусом R между прямыми участками. Всего четыре величины для круглой трубы, но для более сложных профилей могут потребоваться дополнительные расчеты, обычно выполняемые технологами промышленных предприятий.
Другой способ — сугубо экспериментальный. Если точность не архиважна, но требуется высокая скорость, станок можно заставить выполнить повтор только что произведенной человеком последовательности действий, но уже с новой заготовкой, а со временем откалибровать программу окончательно.
Для этого нужно, чтобы процесс гибки мог происходить без участия человека. Поэтому для прокатки деталей используется привод на среднем ролике или двух крайних, если они синхронизированы передачей. Мышечную силу может заменить мотор-редуктор или гидравлический двигатель, подключенный к одной с давящим поршнем маслостанции. Механизированные станки не всегда имеют автоматическое поле, ручные инструменты комплектуют приводом просто для экономии сил.
Слабые места трубогибов
Как и любое механическое устройство, трубогибы, а в особенности трубосгибающие станки, не лишены недостатков. Некоторые из них сугубо технические и исправляются только в очередном поколении оборудования.
Очевидно слабое место — подшипники катков, которые под высоким давлением быстро вырабатываются. Все зависит от качества стали — она тем лучше, чем дороже инструмент. По клейму на подшипнике можно определить его тип (оптимально — роликовый) и страну производства.
Большинство остальных поломок случается в приводной части машины. Механические грешат быстрым износом шестерен, винтов и роликовых цепей. Слабые места гидравлических трубогибов — шланги и трубки высокого давления, вальцы и штуцера, прочие фитинги. Со временем даже в хорошей гидравлике могут возникнуть течи, поэтому необходимость замены масла или эмульсии должна быть предусмотрена конструктивно.
Общая рекомендация по надежности конструкции такова: поскольку трубогиб относится к специальному инструменту, все его детали должны иметь узкоцелевое назначение. Например, не допускается использование ширпотребных метизов (в том числе метрических шпилек) на регулировочных винтах. Из видов соединений приемлемы только горячие заклепки, специальные винтовые штифты и роликовые втулки в местах подвижных соединений. Подделку могут также выдать велосипедные или мотоциклетные звездочки цепных передач, отсутствие на приводном винте специальной профильной резьбы и подобные детали. О производителе гидравлического инструмента может многое сказать информация на шильдике поршня. Оптимально, если последний выглядит одним целым с корпусом станка и своего шильдика не имеет.
Специальные трубогибы
Описанная конструкция считается наиболее распространенной, хотя можно встретить оборудование с несколько иным принципом действия. Оправка из валков с канавками остается почти неизменной тенденцией, но трубогиб, например, может не прокатывать металл, а просто продавливать его. Если расстояние между валками тщательно выверено, угол изгиба определяется по сдвигу ролика или углу поворота приводной рукоятки.
Всего же существует четыре способа согнуть трубу: прокаткой, накаткой, обмоткой и горячей формовкой. В строительстве актуальны первые два, остальные наверняка останутся вотчиной точных производств.
Как согнуть полипропиленовую трубу под любым углом без специальных приспособлений
Всем привет! При разводке водопровода часто бывает, что на пути труб встречаются какие-либо препятствия: например, другие трубы или какие-то выступы, которые невозможно убрать.
Обойти их можно при помощи специальных обводных скоб, но есть случаи, когда такой вариант не подходит — не получится даже с уголками.
В такой ситуации у меня есть одна хитрость, которую я с удовольствием вам расскажу! Я просто делаю обводку из обычной полипропиленовой трубы: гну её так, как мне необходимо, абсолютно под любым углом!
И для реализации данной идеи нам понадобятся труба и две заглушки!
А также хорошо просеянный песок — желательно, чтобы он был сухой. Я просеиваю его через обычное кухонное сито.
Первым делом припаиваем заглушку с одного конца трубы.
Из листа бумаги делаем небольшую воронку.
Для удобства края желательно зафиксировать скотчем или изолентой.
Устанавливаем воронку на трубу, засыпаем в неё песок небольшими порциями и в процессе хорошенько утрамбовываем, постукивая о стол!
После чего припаиваем вторую заглушку.
Теперь газовой горелкой аккуратно прогреваем трубу в нужном месте! Греем до тех пор, пока труба не станет слегка эластичной.
Делаем изгиб под нужным углом, фиксируем руками в таком положении и ждём, пока пластик остынет. Чтобы ускорить процесс остывания, заготовку можно опустить в холодную воду!
В итоге у нас получилась практически идеально согнутая труба! Угол можно придать абсолютно любой, можно вообще согнуть трубу в разных местах и сделать нестандартную скобу!
Как согнуть металлическую трубу без трубогиба
В процессе различных строительных работ возникает потребность согнуть металлическую трубу в домашних условиях. Выполнить это можно без трубогиба/профилегиба, для этого имеется несколько способов.
Согнуть такими способами трубы с сечением более 30 мм будет уже проблематично. Поэтому предварительно нужно узнать характеристики трубы: ширина, высота профиля и толщина стенки.
Способы гибки металлических труб своими руками:
- Ручной способ (холодный способ);
- С использованием паяльной лампы или строительного фена.
1. Ручной способ гибки труб
Первый вариант — нужно зафиксировать трубу на двух точечных опорах, чтобы под её центральной частью было пространство. Теперь в центр трубы нанести удары молотком или кувалдой. При этом постепенно получим необходимый угол по мере формирования изгиба трубы.
Второй вариант — нужно зафиксировать металлическую трубу между двумя неподвижными опорами (например в тисках или в трубе большего диаметра), после чего вручную сгибаем её на необходимый угол. Однако у этого способа есть недостаток — это уменьшение поперечного сечения трубы в местах сгиба.
Третий вариант — нужно взять любой круглый цилиндр (бревно или труба), подходящего по диаметру. Устанавливаем цилиндр на пол (землю) и прикладываем место сгиба трубы к этому цилиндру. Надавливаем на концы трубы и загибаем под необходимый угол. Чтобы трубу не приплюснуло в месте сгиба трубы, насыпаем предварительно в нее сухой песок и устанавливаем пробки с двух сторон.
2. Гибка труб при помощи паяльной лампы или строительного фена
Для горячего способа сгибания труб, нужно воспользоваться паяльной лампой или строительным феном (на максимальной температуре нагрева). Чтобы не повредить стенки трубы при гибке, в неё засыпается сухой песок и заглушаются выходы (при помощи заглушек из дерева).
При нагревании трубы в месте сгиба важно следить за температурой, чтобы не перегреть метал, что приведет к ухудшению его свойств. Также не забывайте о мерах собственной безопасности, обязательно надевайте плотные строительные перчатки!
Для сгибания трубы горячим способом труба хорошо прогревается в месте сгиба, потом не дожидаясь пока она остынет, осуществляется её деформация под необходимым углом.
Вот такими способами можно в домашних условиях согнуть трубу. Если у вас имеются свои варианты, поделитесь ими в комментариях. Надеюсь, что данная статья была для вас полезна!
Более того, многие даже не ориентируются в видах таких приспособлений, наивно полагая, что приобретя первый попавшийся инструмент можно выполнить им любую по сложности работу.
Именно поэтому, сегодня мы бы хотели поговорить о трубосгибателях более подробно. Классифицировать их виды и объяснить некоторые эксплуатационные нюансы. Ну а теперь поехали!

Какие бывают трубогибы?
Начнем с самого простого, с классификации. А согласно ней, все существующие трубосгибатели разделяются на две большие группы.
- В первую входит инвентарь, который действует на все изделие. На таковом прокатывают арки для теплиц, навесов, и прочей разности. Работать он может как с профильной, так и с круглой трубой.
- В другом списке числится инструмент, предназначенный для точечного изгиба. Он позволяет менять вектор трубы вплоть до ста восьмидесяти градусов. Чаще всего применяется при обустройстве водопроводных и отопительных систем, а также на производстве. Вот его-то в силу огромного разнообразия предоставленных на рынке моделей мы и рассмотрим в первую очередь.
Угловые трубогибы
К угловым трубогибам мы относим все множество подобных инструментов, в котором зафиксированная труба обтягивается вокруг подобранного для ее сечения башмака. Они могут быть ручными, механическими, гидравлическими, да хоть атомными – суть от этого не поменяется.



Неважно как было создано усилие, важен сам принцип работы. А чтобы лучше его понять советуем посмотреть следующее видео.
Как видите, работать на таком оборудовании действительно несложно, а предусмотренный конструкцией транспортир позволит точно изготовить заданный угол. Единственный минус – это громоздкость. Действительно заслуживающие внимание образцы в большинстве своем или стационарны, или же стоят немалых денег.
Трубогибы арбалетного типа
Совсем другой принцип работы у трубогибов арбалетного типа.

Они действуют по принципу не обтягивания, а выдавливания угла, при этом заготовка имеет целых три точки соприкосновения. Подобная конструкция позволила уменьшить прилагаемые усилия, сделать прибор более компактным, а значит дешевым.
Но при этом пострадало само качество изгиба (в арбалетных трубогибов при работе с толстостенными трубами возникает эффект гофрированности), рабочий угол ограничился до 90°, да и транспортир в конструкции такого инструмента не предусмотрен. Так что работать придется на глазок.
А вот так выглядит арбалетный трубогиб в работе.
Пружинные трубогибы
А еще в продаже вы можете встретить так называемые пружинные трубогибы, которые по своей сути таковыми не являются. Эти изделия представляют собой гибкую ограничивающую оболочку, которая при сгибании трубы уберегает ее от крутого излома и не контролированной деформации. При этом само сгибание предлагается производить вручную, ну или до коленки.
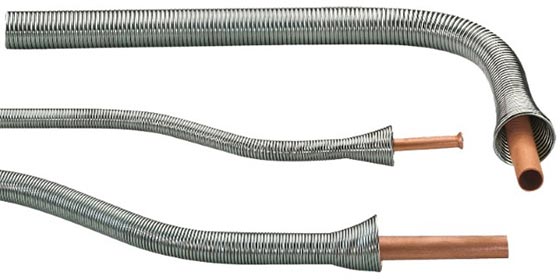
Понятное дело, что при таком подходе со сталью не поработаешь. Чаще всего, «пружины» приобретают только для сгибания мягких пластиковых или медных труб.
Второй минус, это неудобство работы на длинных трассах. Как вы понимаете для того чтобы при помощи пружины что-то согнуть, ее нужно еще на трубу как-то натянуть.
Если изгиб будет ближе к торцу – это еще полбеды, но если приходится тянуть 3-4 метра. Поверьте, удовольствие будет еще то.
Но в целом, если разобраться, эксплуатация всех всех точечных трубогибов довольно проста и не требует детального пояснения. Все что вам будет нужно для работы, так это прочитать инструкцию прилагаемую к изделию инструкцию.
Профилегибы
Совсем другое дело тот инструмент, что работает с большими радиусами, то есть изгибает всю трубу. Их еще принято называть профилегибами, хотя это не совсем верно. После установки специальных насадок станок может работать не только с квадратным, но и с круглым сечением.

Так вот, профилегибы, своей конструкцией напоминают огромные арбалетные трубогибы с той только разницей, что опоры там ведущие. То есть, после того как труба получает изначальный изгиб, ролики приходят в движение и полученный радиус прокатывается по всей длиннее профиля.
Но, что мы объясняем? Лучше один раз увидеть, чем сто раз прочитать.
На первый взгляд, и в работе с таким инструментом сложностей быть не должно. Но это только на первый взгляд. Если же вы присмотритесь к этому, даже профессиональному станку повнимательнее, то не обнаружите даже намека на привычный нам транспортир.
Ее место занимает небольшая линейка, контролирующая глубину нажима. А у самопальных, механизмов, которые наши мастера собирают до коленки в домашних условиях, обычно отсутствует и этот ориентир.
Так как же тогда правильно с ним работать, чтобы получить в итоге нужную вам дугу?
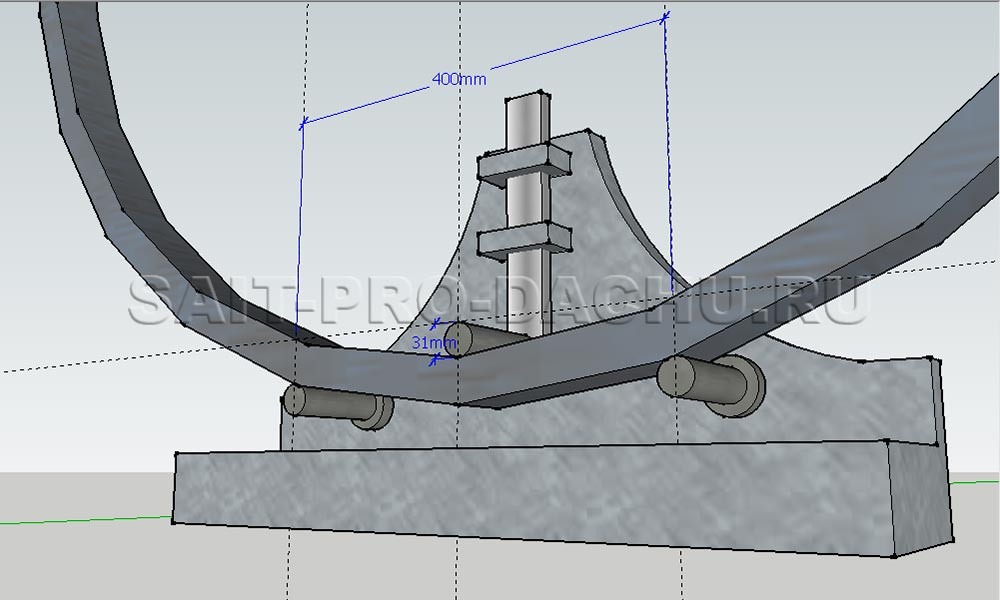
Попробуем объяснить, а чтобы было понятно, как всегда, обратимся за помощью к графике.
Итак, допустим, мы имеем вот такой трубогиб.

Два ведущих опорных вала и центральный прижимной ролик. Все довольно схематично, но надеемся, все-таки понятно.
Так вот, обратите внимание на следующую схему.
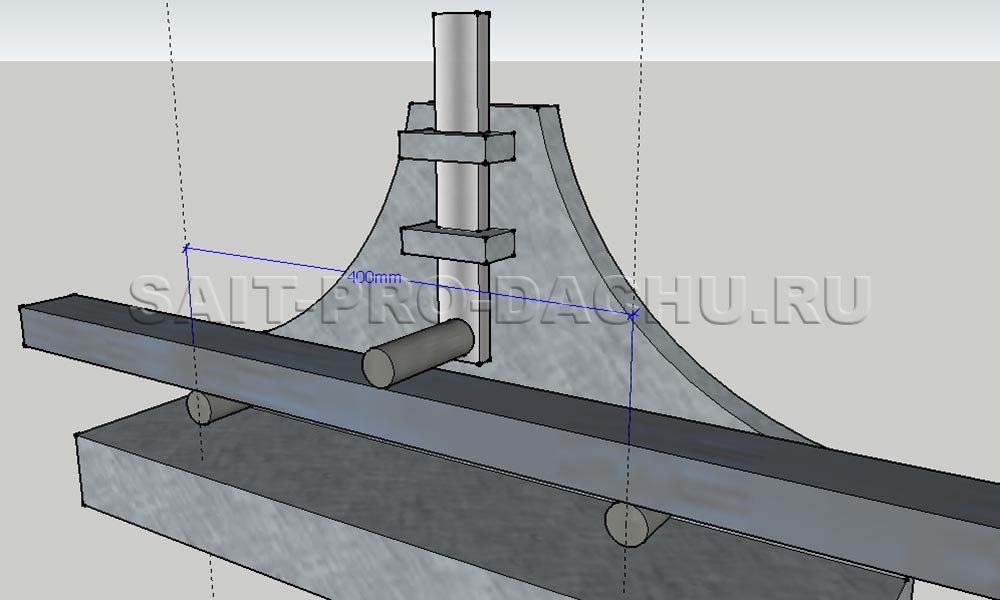
Чтобы самому изогнуть трубу нужного вам радиуса, вы должны точно знать расстояние между центрами опорных валов. Назовем его «L». Но что оно даст?
Не спешите. Просто читайте дальше.
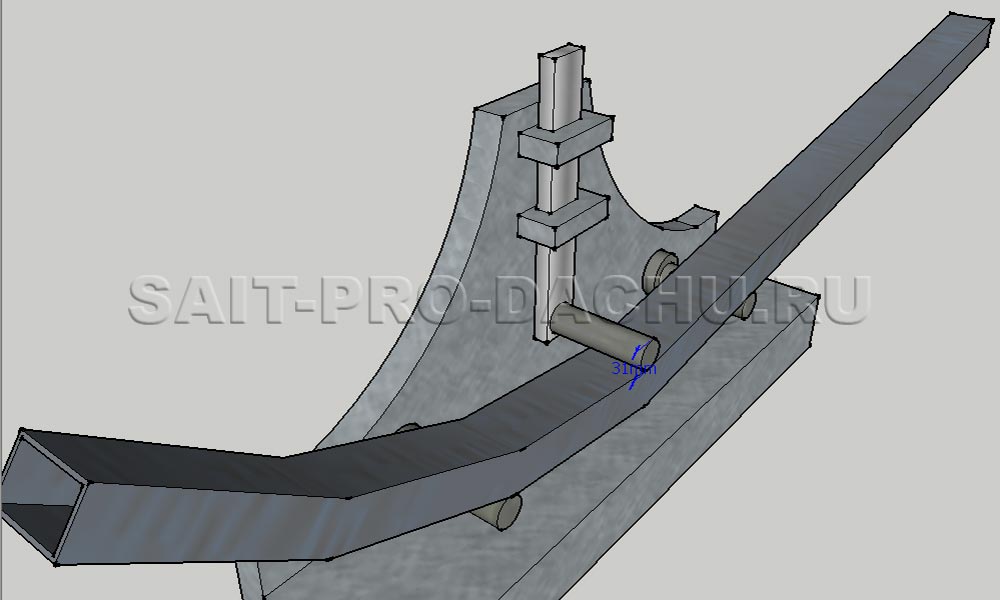
Допустим, вы имеете в наличии вот такую дугу,

но радиус вам ее неизвестен. Единственное что вы без проблем можете измерить рулеткой, так это длину использованного проката. Замерять ее нужно по внутренней окружности, а полученное значение мы для удобства обозначим как «K».
Из этого следует понимать, что для изготовления нужной дуги вам понадобится профиль не короче чем L+K. Ведь с каждого торца трубы расстояние L/2 изгибаться не будет.
Но движемся дальше и вновь вернемся к нашей дуге. А понадобится вам обычный лист бумаги с нарисованными двумя параллельными линиями, расстояние между которыми, вновь-таки равно L. Положив на него дугу, мы можем вымерять еще одну необходимую для работы величину.
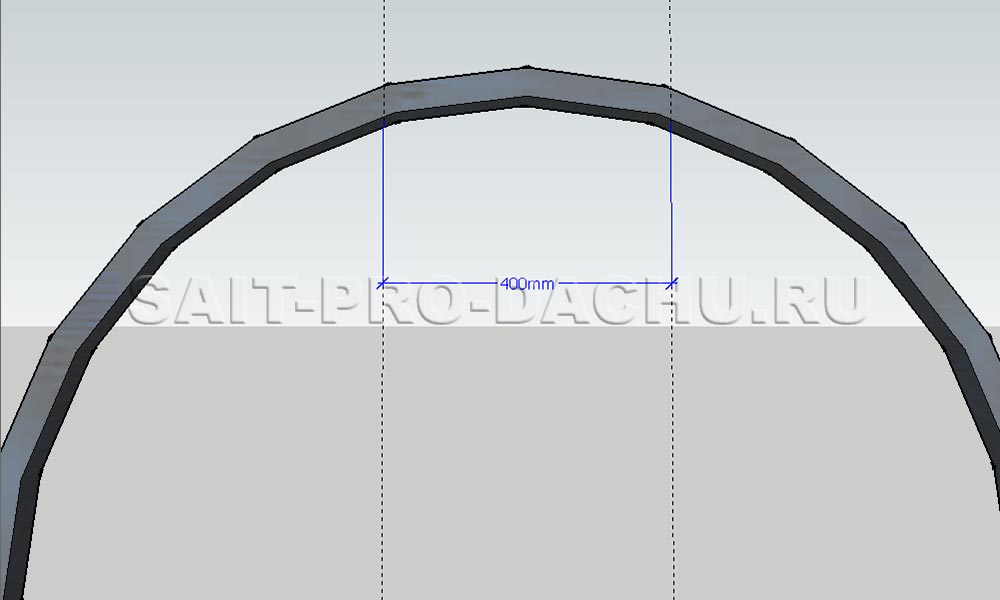
А именно глубину нажима.
Сравните эти две схемы.
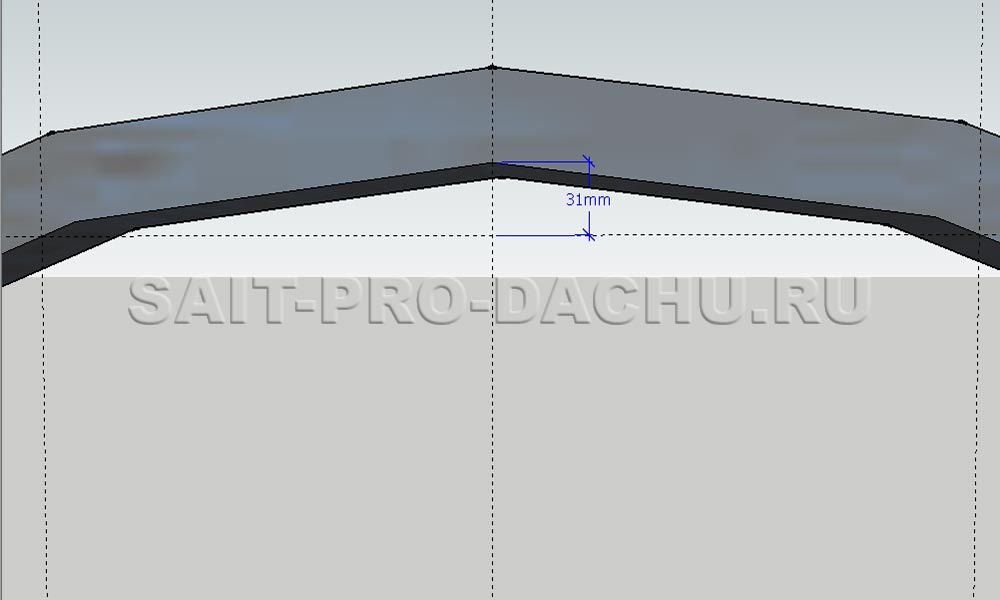
Улавливаете идею? Так вот, зная высоту одного сегмента, можно в точности изготовить и саму дугу.
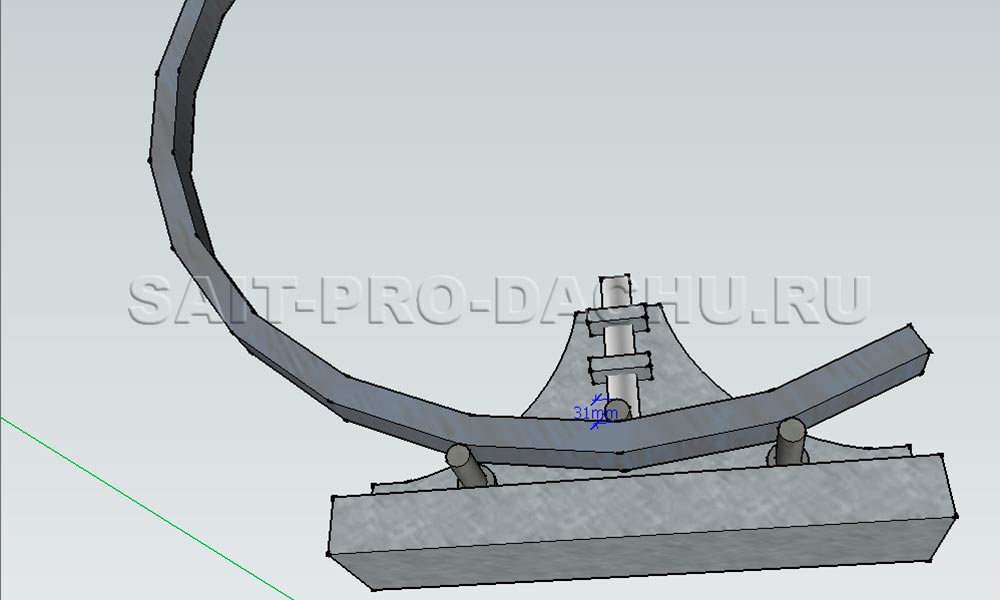
Следует только обратить внимание, что во время нажима, точки соприкосновения трубы и опорных роликов будут смещаться к центру, при этом торцы профиля немного приподнимутся. Мелочь, но ее также нужно учесть.
Ну и последний момент, не пытайтесь выгнуть дугу за один присест. Запустите трубу в прокат несколько раз, за каждым проходом увеличивая нажим, это позволит вам получить изделие без гофрированных поверхностей, разрывов и не контролированных деформаций.
Вот и вся наука. А для тех, кто до сих пор хочет изогнуть красивые арки и во все без трубогиба, советуем посмотреть еще одно видео.
Если это ваш путь? Дерзайте, вот только изготовить, таким образом, две одинаковые дуги можно только случайно.
А на этом все. Мы прощаемся с вами. До свидания и до скорых встреч на страницах сайта про дачу.
Согнуть алюминиевую трубу в домашних условиях можно как с применением трубогиба, так с помощью подручных средств. Для получения оптимального результата нужно заранее узнать о тонкостях процесса.

Особенности производства, свойства алюминиевых труб
Трубные профили из алюминия делятся по способу производства на три группы:
- холоднодеформированные;
- прессованные;
- сварные.
Трубопрокаты из алюминия производят разными способами
Первая позиция – алюминиевые трубы диаметром 6-150 мм. Они носят общепромышленное назначение и выпускаются по ГОСТу под номером 18475-87.
Суть технологии заключается в том, что берется алюминиевая болванка, в которой сверлится сквозной отверстие вдоль оси. Затем заготовку прокатывают между роликами, формируя сечение готового изделия.
Вторая позиция – это алюминиевые трубы диаметром 6-220 мм, изготавливаемые по ГОСТ 18482-79. В основе технологии лежит метод прессования разогретой заготовки на специальном стане. Заготовку укладывают на матрицу и прессуют до образования требуемой формы. Далее полуфабрикат прокатывают на стане через ролики.
Третья позиция – это алюминиевые трубы, изготавливаемые или из листа, или из ленты, она же штрипс, методом скручивания и сварки по шву с внутренней и внешней стороны. Обязательно в качестве конечного этапа проводят горячий отпуск готового изделия. Причина – снятие внутренних напряжений на сварочных участках.
Алюминиевые трубы можно разделить еще на две категории по толщине стенки:
- до 5 мм – тонкостенные;
- более 5 мм – толстостенные.

В процессе производства нередко применяют дополнительные операции, которые улучшают технические и эксплуатационные характеристики. Все дело в самом металле. При температурах ниже +20°С при деформации может произойти излом конструкции. Поэтому применяют или термообработку, например отжиг или закаливание, или механическую обработку – нагартовку, другое название – наклеп.
Оба варианта улучшения дают возможность сделать из пластичного и мягкого металла твердый и прочный. Именно такие профили используются в разных конструкциях.
И все же высокая пластичность – главное достоинство алюминиевых труб. То есть деформировать, согнуть изделие несложно, при этом оно не теряет своих качеств и свойств.
Где применяются алюминиевые изделия
Область использования широка. Причины популярности:
- продукция из алюминия не требует особого технического обслуживания;
- легкость получаемых конструкций;
- простота в транспортировке и монтаже, в т. ч. и если изделие требуется согнуть.
Основные сферы применения:
- Сельское хозяйство. Из алюминиевых труб сооружают дренажные и поливочные системы, собирают ограждения для мелких животных и растений.
- Нефтедобыча. Алюминиевые трубы инертны к нефтепродуктам, не изменяют своих характеристик под их действием.
- Системы вентиляции. Изделия из алюминия легко поддаются деформации, резке и сверлению, их достаточно просто согнуть, что упрощает процесс монтажа вентиляционных воздуховодов и шахт.
- Строительство. Из алюминиевых труб изготавливают каркасы для беседок, ангаров и навесов. Делают перила, козырьки, ограждения. Сегодня все чаще стали использовать в сооружении навесных фасадов.
- Мебель – стулья, кресла, столы и прочее.
- Реклама – щиты, стойки, каркасы под витрины.
Процесс изгибания
Согнуть алюминиевую трубу в домашних условиях можно, но из-за этого нарушается плотность металла. На внешней стороне изгиба она уменьшается, на внутренней повышается. В результате нередко происходит разрыв на внешней стороне и сжатие на внутренней. Такой профиль можно использовать только в не нагружаемых конструкциях.
Сложности
Сгибая трубу в домашних условиях можно столкнуться с несколькими препятствиями, которые снижают качество:
- Практически нельзя сгибать алюминиевые профили анодного типа. Они прочные, твердые, поэтому присутствует вероятность излома изделия (появление трещин).
- В трубах, изготовленных прессовым методом с применением горячей экструзии, возникают большие внутренние напряжения в местах сгиба.
- Дюралюминий, а также сплавы, в которых добавлен марганец, обладают повышенной твердостью. С ними также непросто работать.
Если трубопрокат был приобретен без сертификата, то определить, из какого сплава он сделан, несложно. К примеру, дюралюминий не оставляет на руках краску. Можно постучать по трубе молотком. Звонкий звук говорит, что она изготовлена из твердого сплава. Другой способ проверки – подточить край напильником. Если на нем образовался налет металла, значит, сплав мягкий.
Производители на поверхности трубных профилей обязательно наносят маркировку. Ее можно проверить по справочнику и определить сплав.
Статья по теме: Как производится гибка металлических труб.
Способы сгибания
Перед тем как согнуть алюминиевую трубу своими руками в домашних условиях, необходимо разобраться с методами изгиба. Но в начале надо обозначить, что трубы можно изгибать в холодном или горячем виде. Выбирая вариант, надо учитывать следующие факторы:
- толщину стенок;
- марку сплава;
- длину изделия;
- сложность конфигурации конечного продукта.
Есть основные, они же часто используемые конфигурации:
- отвод – трубу сгибают в одной плоскости под углом 45°-135°;
- утка – два изгиба по 135°;
- калач – это полуокружность;
- скоба – трубу сгибают трижды (два крайних изгиба по 135°, средний 90°).
Чтобы правильно согнуть алюминиевую трубу в домашних условиях, необходимо принять во внимание некоторые рекомендации:
- Если сгибают шовное изделие, то шов не должен располагаться в плоскости внешнего или внутреннего изгибов.
- Если сгибают изделия диаметром не более 20 мм, то радиус не должен превышать двух диаметров трубы.
- Если сгибают прокат диаметром более 25 мм, то радиус изгиба должен быть в три раза больше диаметра.
Необходимое оборудование
Самый простой и надежный способ согнуть трубу в домашних условиях – использовать трубогиб. Это оборудование на рынке представлено двумя модификациями – ручными и механическими.
Так как стоит задача самостоятельного изгибания алюминиевых труб в домашних условиях, то надо рассмотреть ручные варианты. Они представлены тремя моделями:
- Рычажный, он же станок Вольнова. В конструкции станка установлена специальная форма определенного диаметра. В нее и помещается труба. Затем под действием рычага она сгибается. Процесс проводится без нагревания заготовки.
- Арбалетный. Здесь все наоборот, труба не изгибается вокруг формы, а вдавливается в нее.
- Пружинный. Для создания формы в трубу помещают пружину. Затем изделие подвергают нагреву с последующим изгибом. Операцию при небольших диаметрам профиля можно проводить “на холодную”. После окончания пружину вытаскивают.
Трубогибы нередко оснащаются приводами, которые улучшают качество процесса. Приводы могут быть электромеханическими или пневматическими. С помощью такого оборудования можно использовать разную технологию изгибания алюминиевых профилей:
- Проталкивание. Этот способ используется при обработке труб диаметром не более 100 мм. При этом минимальный радиус изгиба равен шести диаметрам. Сам процесс производится методом проталкивания трубы между роликами трубогиба. Один из роликов стоит под углом, он и создает изгиб.
- Прокат. Алюминиевую трубу пропускают через три ролики (валка), расположенных под углом друг к другу. Таким способом можно согнуть профиль кольцом, спиралью или в дугу. Чтобы добиться высокого качества и точной формы, процесс проводят несколько раз. Так сгибают не только круглый прокат, но и профильный.
- Обкатывание. У трубогиба есть так называемая обкатная головка, состоящая из шара и формы. Шар создает давление на участке трубы, а там где давление низкое, происходит выгиб изделия в противоположную сторону. Процесс проводится без нагревания.
- Сгибание под давлением. Первый вариант – внутрь заливается масло или вода под давлением. Предварительно труба устанавливается в форму. Именно созданное внутри полости давление приводит к изгибанию. Второй способ – используется пресс или штамп, которые давят на участок сгиба.

Как согнуть трубу дома
Сразу надо оговориться, что если операция изгиба алюминиевых изделий будет проводиться в домашних условиях постоянно или с завидной периодичностью, то лучше купить трубогиб. Если необходимо согнуть алюминиевую трубу без трубогиба, то есть несколько способов.
Первый вариант связан с песком. Его просушивают, просеивают. Один конец профиля заглушают, можно использовать деревянный колышек (чопик). С противоположной стороны засыпают подготовленный песок. Чтобы он лег внутри изделия плотно, по поверхности постукивают молотком. После чего конец также заглушают.
Далее алюминиевый профиль устанавливают в скобу и сгибают до необходимого угла. Вместо скобы можно использовать два рядом стоящих дерева, столба и прочие торчащие вверх конструкции, например колышки или вбитую в землю арматуру.
Вариант номер два – это тот же предыдущий метод, только профиль сгибают с дополнительным нагревом. Обычно так делают, если сплав придал изделию повышенную прочность и твердость. Здесь самое важное – не допускать многократного нагрева одного и того же участка.
Третий способ согнуть алюминиевую трубу в домашних условиях – изготовление из древесины шаблона. Это круглая плоская болванка и доска. Оба элемента одной толщины, равной диаметру изгибаемого изделия. Их хорошо крепят к столу или верстаку струбцинами или болтами. Прокат вставляют между деревянными элементами и изгибают вокруг болванки. Доска выполняет функции упора.

Четвертый способ – заполнение профиля песком, укладка концами на два упора, формирование прогиба киянкой.
Пятый метод используют, когда необходимо согнуть алюминиевую трубу большого диаметра, изготовленную из прочного сплава. Для этого понадобятся болгарка и сварочный аппарат:
- Определяют место изгиба. Его длина обозначается мелом.
- Болгаркой делают прорези по внешней поверхности.
- Проводят изгиб до нужного угла. Прорези оказываются на внешней стороне.
- Заваривают разрезы электросваркой.
В видео показан один из простых и оригинальных способов сгибания алюминиевой трубы в домашних условиях.
Основные ошибки при работе
Самая главная ошибка, допускаемая при попытке согнуть алюминиевые профили, – это неправильное определение сплава. Если он твердый и прочный, то без нагрева трубу не согнуть. Если получиться сделать изгиб, то качество будет низким. Велика вероятность, что на месте сгиба появятся трещины.
Вторая ошибка – неправильно выбранный радиус сгибания. Как было сказано выше, этот параметр выбирается с учетом диаметра профиля. И чем этот размер больше, тем больше должен быть радиус. К примеру, нельзя согнуть трубопрокат из алюминия диаметром 50 мм в изделие с радиусом изгиба в 100 мм, чтобы поверхность не покрылась сетью трещин. Не поможет даже нагрев.
Нагрев трубы надо проводить правильно. И это третья ошибка. Для этого используют газовую горелку или обычную паяльную лампу. Чтобы проверить, до необходимого состояния нагрет алюминий или нет, необходимо к разогретому участку поднести бумагу. Если она задымилась, значит, температура достаточна, чтобы начать процесс сгибания.
Не все вышеописанные методы позволяют добиться высокой точности конфигурации изгибаемого профиля. К примеру, если требуется согнуть отрезок небольшого диаметра, то лучше это проводить на конце трубы, а не посередине.
Чтобы добиться наименьшего участка с гофрированной частью, лучше сгибать изделие холодным методом с последующим вытягиванием.
Если необходима высокая прочность стенок профиля, лучше использовать метод гидравлического формирования изгиба. Он заключается в том, что внутрь заливают воду или масло под давлением.
Согнуть алюминиевую трубу можно разными методами, даже не имея специализированного оборудования. Главное – выбрать способ с учетом параметров профиля и соблюдать требования к радиусу искривления.
Хотелось бы услышать комментарии по поводу разных способов того, как согнуть алюминиевые трубы своими руками. Поделитесь статьей в социальных сетях, сохраните ее в закладках.
Читайте также: