
Как следует соединять стыки свариваемых стальных труб и секций трубопроводов при наличии
Обновлено: 07.07.2024
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s, s1 - толщины стенок свариваемых деталей;
b - зазор между кромками свариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладного кольца;
а - толщина шва;
с - притупление кромки;
В - ширина нахлестки;
l - длина муфты;
K - катет углового шва;
K1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.



Примечание. В графе «Толщина стенки и минимальный наружный диаметр трубы для способов сварки» в числителе приведены предельные толщины стенок, а в знаменателе – минимальные наружные диаметры труб за исключением угловых соединений, для которых приведены предельные толщины стенок и минимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров и приварышей); для соединений, выполненных газовой сваркой, в знаменателе приведены предельные значения наружных диаметров.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 - 33.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | b | e | g | ||||
| подготовленных кромок свариваемых деталей | Сварного шва | Номин. | Пред. откл. | Номин. | Прел. откл. | Номин. | Пред. откл. | |||
| C2 |  |  | ЗП; Р | 2,0 | 0,5 | +0,5 | 4 | +2 | - | - |
| 3,0 | 1,0 | |||||||||
| 4,0 - 5,0 | 1,5 | |||||||||
| Ф | 4,0 | 8 | ||||||||
| 6,0 | 10 | |||||||||
 | ЗH | 2,0 - 3,0 | 0 | +0,3 | - | - | ||||
 | Г | 1,0 - 1,6 | 0,5 | ±0,3 | 3 | +1 | 0,5 | +0,5 | ||
| 2,0 - 3,0 | 1,0 | ±0,5 | 4 | +2 | 1,0 | ±0,5 | ||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | |
| подготовленных кромок свариваемых деталей | сварного шва | |||
| С5 |  |  | ЗП; ЗН; Р | 2 - 3 |
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | b | с | e | g | |||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С17 |  |  | ЗП; ЗН; Р; Г | 3 | 1,0 | +0,5 | 0,5 | +0,5 | 7 | +2 | 1,5 | +1,5 - 1,0 |
| 4 | 8 | |||||||||||
| 5 | 1,5 | 1,0 | ±0,5 | 9 | ||||||||
| 6 | 11 | |||||||||||
| 7 | 12 | +3 | ||||||||||
| ЗП; ЗН; Р | 8 | 2,0 | +1,0 | 13 | ||||||||
| 10 | 16 | +4 | 2,0 | +2,0 - 1,5 | ||||||||
| 12 | 18 | |||||||||||
| 14 | 21 | |||||||||||
| 16 | +1,5 | 1,5 | 23 | +6 | ||||||||
| 18 | 26 | |||||||||||
| 20 | 28 | |||||||||||
Примечание. При способе сварки 3Н зазор b = 0+0,5.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | |
| подготовленных кромок свариваемых деталей | сварного шва | |||
| С47 |  | 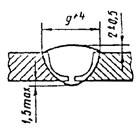 | 3Н | 5 - 6 |
 | ||||
____________
* Допускается увеличение до 2 мм.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | е | g | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С48 |  |  | 3Н | 6 | 16 | +3 | 2,0 | ±0,5 |
| 7 | 17 | |||||||
| 8 | ||||||||
| 9 | 18 | 3,0 | ±1,0 | |||||
 | 10 | |||||||
| 12 | 20 | +4 | ||||||
| 14 | 23 | 4,0 | ||||||
| 16 | ||||||||
| 18 | 27 | |||||||
| 20 | ||||||||
| 25 | 30 | |||||||
__________
* Допускается увеличение до 2 мм.
Примечание. При способе сварки 3Н зазор b = 2,5+1,0.
| Условное обозначение сварного соединения | Конструкционные элементы и размеры | Способ сварки | s = s1 | e +2 | |
| подготовленных кромок свариваемых деталей | cварного шва | ||||
| С51 |  |  | ЗН; ЗН | 2 | 11 |
| 3 | 12 | ||||
| 4 | 13 | ||||
| 5 | 14 | ||||
| 6 | |||||
| Условное обозначение сварного соединения | Конструкционные элементы и размеры | Способ сварки | s = s1 | R | e +6 | g | a ±l° | ||
| подготовленных кромок свариваемых деталей | cварного шва | Номин. | Пред. откл. | ||||||
| C52 |  |  | Р; ЗП; Ф; ЗН | 7 | 4 | 18 | 2 | ±2 | 22° |
| 11 | 21 | ||||||||
| 16 | 6 | 27 | 15° | ||||||
| 20 | 29 | ||||||||
| 22 | 30 | ||||||||
| 30 | 31 | ||||||||
| 32 | 35 | 3 | +2 - 3 | ||||||
| 36 | 38 | ||||||||
| 40 | 36 | ||||||||
| 45 | 38 | 12° | |||||||
| 60 | 48 | ||||||||
| Условное обозначение сварного соединения | Конструкционные элементы и размеры | Способ сварки | s = s1 | e +6 | g | ||
| подготовленных кромок свариваемых деталей | cварного шва | Номин. | Пред. откл. | ||||
| С53 |  |  | P; ЗП; Ф | 16 | 26 | 2 | ±2 |
| 20 | 30 | ||||||
| 22 | |||||||
| 30 | 33 | ||||||
| 32 | 3 | +2 - 3 | |||||
| 36 | 35 | ||||||
| 40 | 36 | ||||||
| 45 | 37 | ||||||
| 60 | 46 | ||||||
| Условное обозначение сварного соединения | Конструкционные элементы и размеры | Способ сварки | s = s1 | c | e | g | ||||
| подготовленных кромок свариваемых деталей | cварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
| С56 |  | 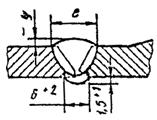 | ЗП; P | 3 | 1,5 | +1,0 - 0,5 | 5 | +2 | 1,5 | +1,5 - 1,0 |
| 4 | 7 | |||||||||
| 5 | 8 | |||||||||
| 6 | 9 | |||||||||
| 7 | 2,0 | +2,0 - 0,5 | 10 | +3 | ||||||
| 8 | 12 | |||||||||
| 10 | 14 | +4 | 2,0 | +2,0 - 1,5 | ||||||
| 12 | 16 | |||||||||
| 14 | 20 | +6 | ||||||||
| 16 | 22 | |||||||||
| 18 | 24 | +8 | ||||||||
| 20 | 26 | |||||||||
| 25 - 30 | 35 | 3,0 | ||||||||
| 35 - 40 | 48 | |||||||||
Примечание. Допускается применение штуцеров и ниппелей с фаской.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s | К | В, не более | |
| подготовленных кромок свариваемых деталей | сварного шва | |||||
| Н3 |  |  | ЗП; Р | 2 - 20 | s+1 | 30 (при Dн до 32 включ.) 40 (при Dн св. 32 до 108 включ.) 50 (при Dн свыше 108) |
| Г | 1,6 - 7,0 | |||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s | К | 1 ±5 | |
| подготовленных кромок свариваемых деталей | сварного шва | |||||
| Н4 |  |  | ЗП; Р | 2 - 20 | 1,3s+1 | 40 (при Dн менее 32) 50 (при Dн св. 32 до 108 включ.) 60 (при Dн более 108) |
| Г | 1,6 - 7,0 | |||||
Примечание. Значение «К» определяется при проектировании.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s | b,не более | К | К1 | |
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| У5 |  |  | ЗП; Р | 2 - 15 | 0,5 (при Dн до 45 включ.) | s+1 | s (при s до 3 включ.) |
| 1,0 (при Dн св. 45 до 194 включ.) | 3 (при s св. 3) | ||||||
| 1,5 (при Dн св. 194) | |||||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | Dн | b,не более | f | K, не менее | K1 | |
| подготовленных кромок свариваемых деталей | сварного шва | |||||||
| У7 |  |  | ЗП; Р | 14 - 25 | 0,5 | K - 1 | 3 | s (при s до 3 включ.) |
| 32 - 57 | 4 | |||||||
| 76 - 159 | 1,0 | 5 | 3 (при s св. 3) | |||||
| 194 | 6 | |||||||
| 219 | 1,5 | 7 | ||||||
| 245 | 8 | |||||||
| 273 - 325 | 9 | |||||||
| 377 - 530 | 10 | |||||||
Примечание. Значение «К» определяется при проектировании.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | Dн | b,не более | f | К,не менее | |
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| У8 |  |  | ЗП | 14 - 25 | 0,5 | K1 | 3 |
| 32 - 57 | 4 | ||||||
| 76 - 159 | 1,0 | 5 | |||||
| 194 | 6 | ||||||
| 219 | 1,5 | 7 | |||||
| 245 | 8 | ||||||
| 273 - 325 | 9 | ||||||
| 377 - 530 | 10 | ||||||
Примечание. Значение «К» определяется при проектировании.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s = s1 | K | g | e | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. Откл. | Номин. | Пред. Откл. | Номин. | Пред. Откл. | |||
| У16 |  |  | ЗП; Р | 2 | 3 | +1 | 1,5 | +1,0 - 0,5 | 4 | +2 |
 |  | 3 | ||||||||
| 4 | 4 | 6 | ||||||||
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s1 | b,не более | К | |
| подготовленных кромок свариваемых деталей | сварного шва | |||||
| У17 |  |  | Г | 1 - 7 | 1 | 1,3 толщины более тонкой детали |
 |  | ЗП; ЗН; Р | 2 - 20 | 2 | ||
Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
| Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | s1 | e | g +2 | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||||
| У19 |  |  | ЗП; ЗН; Р | 4 | 8 | +2 | 3 |
| 5 | 10 | ||||||
| 6 | 11 | ||||||
| 8 | 14 | +3 | |||||
 |  | 10 | 16 | +4 | |||
| 12 | 19 | 5 | |||||
| 14 | 22 | +5 | |||||
| 16 | 24 | +6 | |||||
| 18 | 26 | ||||||
| 20 | 28 | ||||||
| 22 | 30 | ||||||
| 25 | 33 | ||||||
Примечания:
1. При способе сварки 3Н зазор b = 2,0+0,5.
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
Примечание. При способе сварки НЗ зазор b = 2+0,5
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
| Толщина тонкой детали | Разность толщин деталей |
| До 3 | 1 |
| Св. 3 до 7 | 2 |
| Св. 7 до 10 | 3 |
| Св. 10 | 4 |

Черт. 1
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s1, должен быть сделан скос до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.

Черт. 2

Черт. 3
7. Шероховатость обрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789 - 73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050 - 88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
12. В соединениях У18 и У19 размеры е и g в сечении А - А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+ 2 мм - при К ≤ 5 мм;
+ 3 мм - при 5 мм < К ≤ 12 мм;
+ 5 мм - при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
СП 40-102-2000 : Монтаж трубопроводов
7.1.1 При строительстве трубопроводов с применением труб из полимерных материалов для обеспечения требуемого качества строительства необходимо производить:
- проверку квалификации монтажников и сварщиков;
- входной контроль качества применяемых труб, соединительных деталей и арматуры;
- технический осмотр сварочных устройств и применяемого инструмента;
- систематический операционный контроль качества сборки и режимов сварки;
- визуальный контроль качества сварных соединений и контроль их геометрических параметров;
- механические испытания сварных и других соединений.
7.1.2 Контроль качества сварных и соединительных деталей, входной контроль труб и т.д. следует производить в соответствии с требованиями, указанными в разделе 7.2.
- проверка целостности упаковки;
- проверка маркировки труб и соединительных деталей на соответствие технической документации;
- внешний осмотр наружной поверхности труб и соединительных деталей, а также внутренней поверхности соединительных деталей;
- измерение и сопоставление наружных и внутренних диаметров и толщины стенок труб с требуемыми. Измерения следует производить не менее чем по двум взаимно перпендикулярным диаметрам. Результаты измерений должны соответствовать величинам, указанным в технической документации на трубы и соединительные детали. Овальность концов труб и соединительных деталей, выходящая за пределы допускаемых отклонений, не разрешается.
7.2.3 Все трубы и соединительные детали зарубежной поставки должны иметь техническое свидетельство.
7.2.4 Не допускается использовать для строительства трубы и соединительные детали с технологическими дефектами, царапинами и отклонениями от допусков больше, чем предусмотрено стандартом или техническими условиями.
Результаты входного контроля оформляются актом по форме, приведенной в приложении Е.
7.3.1 Соединения труб и деталей из свариваемых полимерных материалов должны выполняться при помощи сварки контактным нагревом (стыковой, раструбной) либо соединительными деталями с закладным нагревательным элементом.
7.3.2 Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм (рисунок 5).
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб;
б - механическая обработка торцов труб с помощью торцовки (1); в - проверка точности совпадения торцов по величине зазора (с); г - нагрев и оплавление свариваемых поверхностей нагретым инструментом (2); д - осадка стыка
Рисунок 5 - Последовательность процесса сборки и стыковой сварки труб контактным нагревом
Раструбная сварка рекомендуется для труб наружным диаметром до 110 мм и стенками любой толщины.
При сварке необходимо подбирать трубы и соединительные детали по партиям поставки. Не допускается сварка труб и деталей из различных полимерных материалов.
При стыковой сварке максимальная величина несовпадения кромок не должна превышать 10% номинальной толщины стенки трубы.
Внутренний диаметр раструба соединительных деталей должен быть меньше номинального наружного диаметра свариваемой трубы в пределах допуска.
7.3.3 При стыковой сварке непосредственно перед нагревом свариваемые поверхности должны подвергаться механической обработке для снятия возможных загрязнений и окисной пленки. После механической обработки между торцами труб, приведенными в соприкосновение с помощью центрирующего приспособления, не должно быть зазоров, превышающих 0,5 мм для труб диаметром до 110 мм и 0,7 мм - для больших диаметров.
Концы труб при раструбной сварке должны иметь наружную фаску под углом 45° на 1/3 толщины стенки трубы.
7.3.4 Сварку труб встык в монтажных условиях следует производить на сварочных установках, обеспечивающих автоматизацию основных процессов сварки и компьютерный контроль с регистрацией технологического процесса (см. рисунок 5).
Для предотвращения налипания расплавленного материала при сварке труб нагреватель следует покрыть теплостойким антиадгезионным покрытием.
7.3.5 При контактной стыковой сварке с применением сварочных машин и монтажных приспособлений следует выполнять следующие операции:
- установка и центровка труб в зажимном центрирующем приспособлении;
- механическая торцовка труб и обезжиривание торцов;
- нагрев и оплавление свариваемых поверхностей под давлением;
- удаление сварочного нагревателя;
- сопряжение разогретых свариваемых поверхностей (осадка) под давлением;
- охлаждение сварного шва под давлением.
7.3.6 Основными контролируемыми параметрами процесса стыковой сварки являются: температура рабочих поверхностей нагревателя, продолжительность нагрева, глубина оплавления, величина контактных давлений при оплавлении и осадке. Высота h внутреннего и наружного грата (валиков) после сварки должна быть не более 2-2,5 мм при толщине стенки трубы s до 5 мм и не более 3-5 мм при толщине стенок 6-20 мм.
7.3.7 Контактная раструбная сварка включает в себя следующие операции:
- нанесение метки на расстоянии от торца трубы, равном глубине раструба соединительной детали плюс 2 мм;
- установку раструба на дорне;
- установку гладкого конца трубы в гильзе нагревательного элемента;
- нагрев в течение заданного времени свариваемых деталей;
- одновременное снятие деталей с дорна и гильзы;
- соединение деталей между собой до метки с выдержкой до отвердения оплавленного материала.
При сварке поворот деталей относительно друг друга после сопряжения деталей не допускается. После каждой сварки необходима очистка рабочих поверхностей от налипшего материала. Время выдержки свариваемых изделий до частичного отвердения зависит от применяемого материала.
7.3.8 Маркировку сварных стыков производят сразу после окончания операции на горячем расплаве наружного грата в двух диаметрально противоположных точках в процессе охлаждения стыка в зажимах центратора сварочной установки или монтажного приспособления.
Для маркировки стыков рекомендуется использовать клейма типа ПУ-6 или ПУ-8 по ГОСТ 2930.
7.3.9 Сварку при помощи соединительных деталей с закладными электронагревательными элементами применяют для соединения пластмассовых труб диаметром от 20 до 500 мм с любой толщиной стенки, а также для приварки к трубопроводу седловых отводов.
Сварку муфтами с закладными нагревателями рекомендуется производить для:
- соединения длинномерных труб;
- соединения труб с толщиной стенки менее 5 мм;
- ремонта трубопровода в стесненных условиях.
Сварку трубопроводов с применением соединительных деталей с закладными нагревателями производят при температуре окружающего воздуха не ниже минус 5°С и не выше +35°С.
В случаях необходимости проведения сварки при других температурах воздуха работы выполняют в укрытиях (палатки, шатры и т.п.) с обеспечением подогрева зоны сварки. Место сварки защищают от воздействия влаги, песка, пыли и т.п.
7.3.10 Технологический процесс соединения труб с помощью муфт с закладными нагревателями включает:
- подготовку концов труб - очистка от загрязнения, разметка, механическая обработка (циклевка) свариваемых поверхностей и обезжиривание их. Общая длина очищаемых концов труб должна быть не меньше 1,5 длины применяемых для сварки муфт;
- сборку стыка (установка и закрепление концов свариваемых труб в зажимах центрирующего приспособления с одновременной посадкой муфты);
- подключение к сварочному аппарату;
- сварку (задание программы процесса сварки, нагрев, охлаждение соединения) по рисунку 6
Рисунок 6 - Сварка труб муфтой с закладным нагревателем 1 - труба; 2 - метка посадки муфты и механической обработки поверхности трубы; 3 - муфта; 4 - закладной нагреватель; 5 - токоподводящие (сварочные) провода
Перед механической обработкой на концы свариваемых труб на длину 1/2 длины муфты наносят метки глубины посадки муфты для обозначения зоны обработки.
Механическая обработка концов труб заключается в снятии с поверхности размеченного конца трубы слоя материала толщиной 0,1-0,2 мм, а также удалении заусенцев. Зазор между свариваемыми поверхностями трубы и раструбной детали не должен превышать 0,3 мм.
Свариваемые поверхности труб после механической обработки и муфты тщательно обезжиривают путем протирки специально рекомендованными для этих целей составами.
Муфты с закладными нагревателями, поставляемые изготовителем в индивидуальной герметичной упаковке, вскрываемой непосредственно перед сборкой, обезжириванию не подвергают.
7.3.11 Допуск перпендикулярности торцов труб и максимальный зазор между ними приведены в таблицах 3 и 4 (рисунок 7).
Рисунок 7 - Установка зазора при стыковке труб
Таблица 3 - Допуск перпендикулярности торцов труб
Таблица 4 - Максимальный допустимый зазор между двумя трубами
7.3.12 Процесс сборки включает:
- надевание муфты на конец первой трубы до совмещения торцов муфты и трубы, закрепление конца трубы в зажиме монтажного приспособления;
- установку в упор в торец первой трубы конца второй трубы и закрепление в зажиме монтажного приспособления;
- надвижение муфты на конец второй трубы на 1/2 длины муфты до упора в зажиме приспособления или до метки, нанесенной на трубу;
- подключение к клеммам муфты токоподводящих проводов от сварочного аппарата.
Во избежание повреждения закладных нагревателей (проволочных электроспиралей) надевание муфты на конец трубы или введение конца трубы в муфту производят с осторожностью без больших усилий, перекосов и прокручивания.
Собранные трубы укладывают прямолинейно без изгиба и провисания, клеммы токоподвода муфты располагают с возможностью свободного обслуживания. Параметры режимов сварки устанавливают на сварочном аппарате в зависимости от сортамента муфты или считывают со штрихового кода с муфты или магнитной карточки при помощи датчика в зависимости от вида используемых муфт и сварочных аппаратов. После включения аппарата процесс сварки проходит в автоматическом режиме.
После завершения нагрева сварное соединение можно перемещать не ранее, чем через 20 мин охлаждения.
7.3.13 Приварку к трубам седловых отводов (рисунок 8) производят в следующей последовательности:
- размечают место приварки отвода на трубе;
- поверхность трубы в месте приварки отвода зачищают, а затем обезжиривают;
- привариваемую поверхность отвода, если он поставляется изготовителем в герметичной индивидуальной упаковке, вскрываемой непосредственно перед сборкой, обезжириванию не подвергают;
- отвод устанавливают на трубу и прикрепляют к ней с помощью механического зажима;
- подключают к контактным клеммам токопровода сварочные провода и производят сварку.
Рисунок 8 - Сварка седловых отводов с закладными нагревателями с трубой а - отвод с седловым нагревателем; б - отвод с кольцевым нагревателем; 1 - труба; 2 - метки посадки отводов и механической обработки поверхности трубы; 3 - отвод; 4 - закладной нагреватель; 5 - полухомут; 6 - винты крепления; F - направление усилия сжатия отвода при сборке и сварке
После охлаждения через патрубок приваренного отвода производят сверловку (фрезерование) стенки трубы для соединения внутренних полостей отвода и трубы.
7.3.14 Контроль качества сварных соединений выполняется в соответствии с нормативной документацией. Для оценки качества сварных соединений, выполненных при помощи муфт и отводов с закладными нагревателями, муфтовые соединения испытываются на сплющивание, а седловые отводы - на разрыв.
7.3.15 Трубы из несварных полимерных материалов, в том числе стекло- и базальтопластиковые, склеиваются между собой и с фасонными частями внахлест.
7.3.16 Склеиваемые поверхности должны проходить специальную механическую обработку, обезжириваться, покрываться клеем.
7.3.17 Состав клея или его марка должны соответствовать материалу трубопровода.
7.3.18 Конфигурация и размеры клеевых соединений должны выполняться по специальным регламентам с учетом используемых труб, срока службы и технологии выполнения монтажных работ.
7.3.19 В регламенте должна указываться технология склеивания, включающая технологические процессы подготовки поверхности, а при необходимости приготовление самого клея, собственно самого процесса склеивания, время до испытания соединения с указанием необходимых параметров.
Трубы из полимерных материалов, не соединяющиеся с помощью сварки или склеивания, следует соединять между собой и с соединительными деталями с помощью металлических резьбовых соединений с обжимными кольцами, муфтами или на накидных гайках.
7.5.1 Монтаж внутренних систем водоснабжения следует производить в соответствии с проектом производства работ и технологических карт, при положительной температуре с соблюдением требований СНиП 3.05.01.
7.5.2 Монтаж трубопроводов следует выполнять после окончания газо- и электросварочных работ.
7.5.3 При монтаже следует применять, как правило, укрупненные узлы трубопроводов.
7.5.4 Резьбовые соединения труб и соединительных деталей следует выполнять вручную или с использованием ключей с регулируемым моментом.
7.6.1 Монтаж внутренних сетей канализации и водостоков может выполняться как с использованием отдельных труб и соединительных деталей с креплением их по месту, так и с использованием укрупненных узлов, в том числе и смонтированных в санитарно-технических кабинах, с сопряжением стояков кабин межэтажными вставками. Монтаж трубопроводов следует вести по схеме "снизу вверх".
7.6.2 При сборке раструбных соединений с уплотнительными кольцами выполняются следующие операции:
- очистка от загрязнения наружной поверхности гладкого конца детали или трубы и внутренней поверхности раструба;
- очистка уплотнительного кольца от грязи и масел;
- укладка уплотнительного кольца в желобок раструба;
- смазка гладкого конца трубы или соединительной детали и уплотнительного кольца мыльным раствором, глицерином или их смесью (применять для смазки солидол или другие аналогичные смазки запрещается);
- введение гладкого конца в раструб до метки с обязательной проверкой качества сборки путем собранных деталей относительно друг друга на угол до 45° с возвращением в монтажное положение вручную.
7.6.3 Закрепление хомутов опор на стояках и отводящих трубопроводах следует производить после соединения их с санитарными приборами в проектном положении.
7.7.1 Прокладку сетей водоснабжения и канализации следует выполнять в соответствии с требованиями СНиП 3.01.01.
7.7.2 Ширина траншеи по дну должна быть не менее чем на 40 см больше наружного диаметра трубопровода. При плотных и твердых грунтах на дне траншеи перед укладкой труб следует предусматривать постель из песка толщиной не менее 10 см.
При укладке длинномерных труб и рытье траншей узкозахватным цепным экскаватором ширина траншеи может быть уменьшена.
7.7.3 Монтаж трубопроводов следует выполнять: с раструбными соединениями на дне траншеи; с неразъемными соединениями, как правило, на бровке траншеи.
7.7.4 При засыпке трубопроводов над верхом трубы обязательно устройство защитного слоя из песчаного или мягкого местного грунта толщиной не менее 30 см, не содержащего твердых включений (щебня, камней, кирпичей и т.д.). Подбивка грунтом трубопровода производится ручным немеханизированным инструментом. Уплотнение грунта в пазухах между стенкой траншеи и трубой, а также всего защитного слоя следует проводить ручной механической трамбовкой до достижения коэффициента уплотнения, установленного проектом. Уплотнение первого защитного слоя толщиной 10 см непосредственно над трубопроводом производят ручным инструментом.
7.7.5 Раструбные соединения напорных труб выполняют по следующей технологии: очистка от грязи и масел гладкого конца трубы; нанесение на гладком конце трубы метки, обозначающей глубину надвигания конца трубы в раструб; помещение уплотнительного кольца в паз раструба; смазка гладкого конца трубы и уплотнительного кольца (глицериновый или мыльный раствор); надвигание гладкого конца трубы в раструб до метки. На концах труб должна быть фаска под углом 15°, выполненная в заводских условиях или на месте монтажа. Сборку раструбных соединений диаметром до 110 мм осуществляют вручную, для труб большего диаметра используют натяжные монтажные приспособления. Правильность сборки соединения и установки уплотнительного кольца проверяется щупом толщиной 0,5 мм.
7.7.6 Сборку раструбных соединений следует производить при температуре наружного воздуха не ниже нуля. Уплотнительные кольца до начала монтажа должны находиться в теплом помещении.
7.7.7 При засыпке пазух и устройстве защитного слоя грунта соединения трубопроводов оставляют незасыпанными до проведения предварительных испытаний на герметичность. Засыпку пазух и уплотнение грунта в приямках производят с использованием механических трамбовок.
7.7.8 Монтаж узлов в колодцах производят одновременно с прокладкой трубопровода. При соединение трубопроводов к фланцам, запорной и регулирующей арматуре производят перед засыпкой трубопровода защитным слоем грунта, без затяжки болтов. Окончательная затяжка болтовых соединений выполняется непосредственно перед гидравлическим испытанием системы.
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
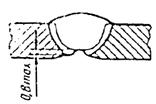
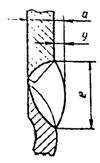
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а - в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а - трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Сборка стыков труб
При сборке стыков с односторонней разделкой кромок и свариваемых без подкладных колец и подварки корня шва смешение внутренних кромок не должно быть выше, чем установлено технической документацией на трубопровод.
Подготовленные кромки и прилегающие к ним участки должны был, зачищены механическим способом до металлического блеска и обезжирены на ширину не менее 20 мм с наружной и не менее 10 мм с внутренней стороны.
При сборке стыков труб под сварку следует пользоваться центровочными приспособлениями, предпочтительно инвентарными, непривариваемыми к трубам.

Прямолинейность труб в стыке (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладывая ее в трехчетырех местах но окружности стыка.
В правильно собранном стыке просвет между концом линейки и поверхностью трубы должен быть не более 1,5 мм, а в сваренном стыке - не более 3 мм.

При сборке труб и других элементов, имеющих продольные и спиральные швы. последние должны быть смещены один относительно другого. Смещение - не менее трехкратной толщины стенки свариваемых труб, но не менее 100 мм.

Последовательность сборки стыка с подкладным кольцом:
- устанавливают кольцо в одну из труб с зазором между ним и внутренней поверхностью трубы не более 1 мм;
- делают прихватку кольца с наружной стороны трубы в двух местах, а затем приваривают его к трубе ни точным швом с катетом не более 4 мм;
- зачищают ниточный шов от шлака и брызг;
- надвигают на выступающую часть подкладного кольца стыкуемую трубу;
- устанаваливают зазор 4-5 мм между ниточным швом и стыкуемой трубой;
- проверяют правильность сборки;
- приваривают подкладное кольцо ниточным швом к стыкуемой трубе.
Приварка подкладного кольца

Корневой шов сваривают электродами диаметром 2,5-3,0 мм. Размеры подкладного кольца: ширина 20-25 мм, толщина 3-4 мм.
Перед прихваткой и началом сварки качество сборки должен проверять сварщик. Качество сборки стыков трубопроводов под давление выше 2,2 MПа или диаметром более 600 мм независимо от рабочего давления проверяет мастер или контролер. При контроле качества сборки стыков паропроводов с рабочей температурой 450°С и выше необходимо убедиться в наличии заводского номера плавки, номера трубы.
Как следует соединять стыки свариваемых стальных труб и секций трубопроводов при наличии
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines.
Main types, design elements and dimensions
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. N 1876 дата введения установлена 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ИЗДАНИЕ (июль 2005 г.) с Изменением N 1, утвержденным в декабре 1990 г. (ИУС 3-91).
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
; - толщины стенок свариваемых деталей;
- зазор между кромками свариваемых деталей после прихватки;
- ширина сварного шва;
- выпуклость сварного шва;
- толщина подкладного кольца;
- катет углового шва;
- катет углового шва со стороны разъема фланца;
- наружный диаметр трубы;
1, 2. (Измененная редакция, Изм. N 1)
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Форма подготов-
ленных кромок
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Подготовка стыков труб под сварку
Выполняется механической обработкой либо путем термической резки или строжки (кислородной, воздушно-дуговой, плазменно-дуговой) с последующей механической обработкой резцом, фрезой, абразивным инструментом. Глубина механической обработки после термической резки должна быть указана в технической документации на трубопровод в зависимости от восприимчивости конкретной марки стали к термическому циклу резки.
Фаски на трубах из углеродистых и низколегированных сталей под ручную аргонодуговую сварку без подкладных колец, а также на трубах из сталей легированных и высоколегированных, независимо от способа сварки, необходимо снимать только механическим способом. Подготовленные кромки не должны иметь вырывов. заусенцев, резких переходов и острых углов. Все местные уступы и неровности следует удалить абразивным кругом или напильником.
Подготовленный торец трубы проверяют на перпендикулярность

Номинальный внутренний диаметр трубы, мм
Допустимый перекос плоскости e, мм
Если разность внутренних диаметров стыкуемых труб превышает допустимую (30% толщины стенки), то для достижения плавности перехода в месте стыка применяют один из следующих способов:
- раздача без нагрева или с нагревом конца трубы с меньшим внутренним диаметром;
- расточка но внутренней поверхности конца трубы с меньшим диаметром;
- наплавка на внутреннюю поверхность трубы с большим внутренним диаметром слоя металла и последующая его обработка резцом и абразивным камнем.
Устройства для калибровки концов труб

Рекомендуемая обработка внутреннего диаметра концов труб согласно РД 153-34.1-003-01
ТЕХНОЛОГИЧЕСКАЯ ОПЕРАЦИЯ И ЭСКИЗ ОБРАБОТКИ КОНЦА ТРУБЫ
Требования к технологической операции
Раздача вхолодную и с нагревом Dp- диаметр в месте раздачи или расточки β≤ 15°

Только для углеродистых и низколегированных, конструкционных и теплоустойчивых сталей. Остальные операции - независимо от легирования
Dн- наружный диаметр

Технологические параметры способа раздачи концов труб согласно РД 153-34.1-003-01
Читайте также: