
Как сделать в профильной трубе паз
Обновлено: 07.07.2024
Вырубка паза в профильной трубе
Секрет точного реза профильной трубы под 45 градусов. Вручную болгаркой
Всех приветствую на канале для начинающих самоучек в сварке и слесарке.
Если режем профильную трубу трубу болгаркой под угол 45 градусов для стыковки этих труб под 90, то частенько получаем огромные зазоры на стыке. Как резать правильно, чтобы такого не было.
Взял 2 куска профильной трубы 40 на 40 мм. Точно по угольнику сделал разметку для резки под 45 градусов. Отрезал по разметки болгаркой. Сейчас сделаем из этих кусков стык под 90 градусов и посмотрим что получилось.
Если выложить трубы под 90 градусов, то получим большой зазор. Он увеличивается по направлению к внутреннему углу стыка. У внутреннего угла этот зазор будет составлять примерно 4 мм. Такое соединение будет проблематично заваривать.
Это частая проблема, получается практически у всех кто делает разметку по угольнику под 45 градусов. Просто длина реза всегда получается больше чем нужно, отсюда и большой зазор. А как сделать нормально? Смотрите.
Из школьной программы геометрии мы знаем как построить этот угол в 45 градусов. Труба у нас 40 на 40 мм. Значит нужно от торца отложить 40 мм, начертить линию, и концы линий соединить с противоположными торцами трубы. Всё так, да не так!
На профтрубе это тоже не работает, дальше покажу почему. А отмеряем мы 38 мм, на 2 мм меньше. И также чертим поперечную линию на этой отметке. Дальше ещё интересней!
Берём болгарку и делаем лёгкое надсечение по этой линии, не прорезаем металл, а именно надсекаем. От линии надсечения теперь проводим линии к торцам трубы.
Диск болгарки будет идти по разметке и когда он попадёт на линию, которую мы предварительно надсекли, то он пойдёт строго по ней. Здесь металл потоньше, диску проще будет углубляться именно в этом месте, то что нам и нужно.
Плюс он немного заедет на дальнюю кромку надсечёной бороздки. Этим мы как раз доберём эти 2 мм которые отняли от 40, ведь вы ждали объяснения почему разметили так-неправильно!
Если бы сразу отложили нужные 40 мм, то диск при резе всё равно заезжает дальше разметки как раз на пару миллиметров. И получим более длинный рез чем нужно. Получим такой же результат, что и с угольником. Вот и вся хитрость. Давайте теперь отпилим и глянем что получилось.
Режу маленькой болгаркой на 125 диск. Диск у меня толщиной 1.6 мм. Запиливаю с обеих сторон трубы. Большой болгаркой можно отпилить одним резом, ну это только если есть опыт.
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
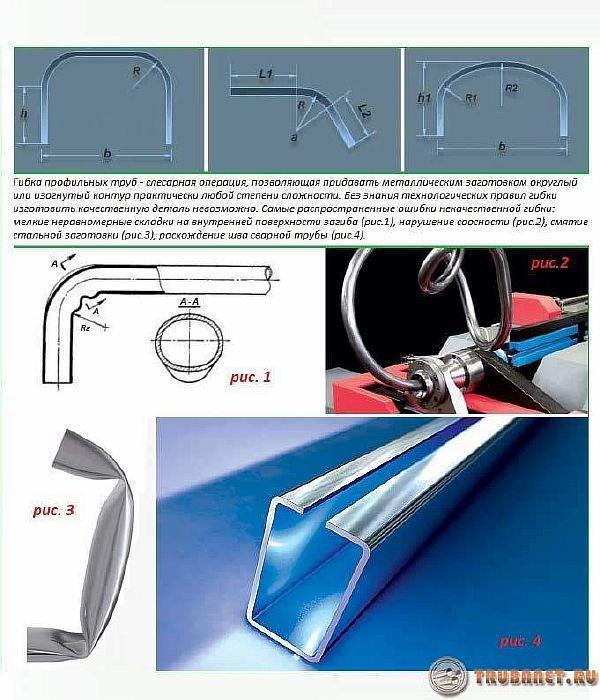
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Как загнуть с предварительным подогревом (с наполнителем – песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.
Пресс-ножницы для рубки профильной трубы

Технические характеристики
∗ В комплект входит блок либо для резки квадратной трубы, либо
блок для резки прямоугольной трубы
Резка мебельной или профильной трубы в процессе производства создаёт определённые
трудности. Тонкая стенка при механическом воздействии деформируется. Из известных способов на сегодняшний день распространены методы резки таких труб фрезами, ленточными пилами или абразивными материалы. Каждый из названых методов имеет свои существенные недостатки. Фрезы дороги и не надёжны, кроме того требуют постоянной своевременной дорогостоящей заточки. Резка квадратной или прямоугольной трубы ленточными пилами малоэффективна из-за низкой производительности процесса, а так же большого расхода ленточных полотен. Абразивный способ резки мебельной трубы самый «грязный» технологический процесс, кроме того при резке круглой или квадратной трубы таким способом необходима последующая операция зачистки заусенцев.
Всех этих недостатков лишена технология резки профильной тонкостенной трубы ( круглой, квадратной, прямоугольной) на пресс ножницах, разработанных и взятых в производство нашей компанией. Для каждого конкретного случая мы разработаем режущую пару – пуансон, матрица.
Данный способ позволяет получать чистовой рез квадратной (прямоугольной или круглой) трубы со скоростью до 1 реза в секунду. Возможно изготовление полностью автоматизированных линий, а так же не сложных станков с ручным управлением.
как ровно разрезать в длину профильную трубу
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Чем сделать паз в торце трубы.
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Подкиньте идею как сделать паз в алюминиевом профиле.
Есть алюминиевые профиль (АД31) 25x12x2mm, требуется сделать паз по середине шириной 8mm практически по всей длине.
Заготовки 930мм.
Цены на фрезеровку мне тут объявили за 4 шт. космический, жаба душит.
Чем посоветуете сделать такой паз?
Буду рад всем советам.
p.s. Может кто сможет сделать за разумное вознаграждение, буд Вам очень благодарен.
22.12.2013 в 23:29А насколько точно нужно сделать?
22.12.2013 в 23:38Pln написал :
Есть алюминиевые профиль (АД31) 25x12x2mm, требуется сделать паз по середине шириной 8mm практически по всей длине.
Заготовки 930мм.
Так если "практически по всей длине" то ваша заготовка превратится в 2 детали!
Резать можно:
фрезером
циркулярной пилой с диском по алюминию
вручную болгаркой (если руки не сильно дрожат)
электролобзиком по направляющей (с предварительный засверливанием в начале и конце реза)
А вообще то я занимаюсь строительством сайтов и интернет-магазинов
22.12.2013 в 23:43Pekkonen написал :
Так если "практически по всей длине" то ваша заготовка превратится в 2 детали!
Скорее всего изогнет по сторонам.Может есть смысл сделать строго наоборот? Из нескольких узких полосок собрать тебуемое?
22.12.2013 в 23:51А насколько точно нужно сделать?
Желательно в +- 1мм уложиться.
Так если "практически по всей длине" то ваша заготовка превратится в 2 детали!
Резать можно:
фрезером
циркулярной пилой с диском по алюминию
вручную болгаркой (если руки не сильно дрожат)
электролобзиком по направляющей (с предварительный засверливанием в начале и конце реза)
В две детали не превратиться, паз нужно сделать не сквозной.
Лобзиком пока мне больше нравится, рез во всяком случае будет более или менее прямой.
Скорее всего изогнет по сторонам.Может есть смысл сделать строго наоборот? Из нескольких узких полосок собрать тебуемое?
Тут дело в том, что паз не сквозной, не должно изогнуть.
23.12.2013 в 00:05лазерная резка для этого существует, паз сквозной?
23.12.2013 в 00:20varera написал :
лазерная резка для этого существует, паз сквозной?
Лазерная резка стоит в 5 раз дороже чем фрезеровка от того, что заказ не большой, вообщене не варик.

Pln написал :
Лобзиком пока мне больше нравится
Можете еще дрелью попробовать приноровиться сделать.
Если жестко закрепить её на столе и использовать в качестве фрезера.
А вообще то я занимаюсь строительством сайтов и интернет-магазинов
23.12.2013 в 10:36Решал подобные проблемы болгаркой, почти потоковое производство получилось. Только у вас деталь может повести, ибо вы контур разомкне:те.
23.12.2013 в 10:48AndyMirror написал :
Решал подобные проблемы болгаркой, почти потоковое производство получилось. Только у вас деталь может повести, ибо вы контур разомкне:те.
Контур не размыкается, с каждого края отступ по 40мм.
Про болгарку подумывал, а какой диск использовали?
Можно сделать ручным фрезером. Концевой фрезой d=8 мм Р6М5. Алюминиевый профиль обжать со стороны 12мм деревянными планками (12 мм фанерой), сверху и снизу - фанера потоньше. Боковая часть планки используется как направляющая для упора. Делаете в 2 захода. 1 заход снимаете слой фанеры до металла, формируете паз нужной длины в фанере. Сверлите отверстие d=7 мм в профиле для захода фрезы. Устанавливаете фрезер. опускаете фрезу и проходите паз в металле. Разбираете конструкцию, вытаскиваете готовый профиль. Все будет очень даже ничего.
23.12.2013 в 13:17 23.12.2013 в 13:19Baho написал :
Можно сделать ручным фрезером. Концевой фрезой d=8 мм Р6М5. Алюминиевый профиль обжать со стороны 12мм деревянными планками (12 мм фанерой), сверху и снизу - фанера потоньше. Боковая часть планки используется как направляющая для упора. Делаете в 2 захода. 1 заход снимаете слой фанеры до металла, формируете паз нужной длины в фанере. Сверлите отверстие d=7 мм в профиле для захода фрезы. Устанавливаете фрезер. опускаете фрезу и проходите паз в металле. Разбираете конструкцию, вытаскиваете готовый профиль. Все будет очень даже ничего.
Лучшее. что можно придумать и доступно.
Буду на выходных пробавать таким способом.
Спасибо. Жму руку!
Pln написал :
Лучшее. что можно придумать и доступно.
Буду на выходных пробавать таким способом.
Спасибо. Жму руку!
не-е-е-е, лучше пилой с диском по алюминию.
я такой паз делал, когда для фрезерного стола направляйки понадобились.
фрезером попробовал, но долго и нужна допоснастка.
а для пилы (циркулярку можно вверх ногами) делаются "ворота", и потом гони хоть километрами.
смотрите картинки в середине страницы, вся статья здесь
Как сделать паз в проеме сруба
Доброго времени. Задача такая: на даче бревенчатый дом, сейчас вырезаны проемы под окна, нужно делать паз в торцах проема 50х50 мм для последующего крепления рамы. Под дверь делал так - прорезал циркуляркой по вертикали две линии нужной глубины, затем стамеской выбивал между линиями. Очень муторно. Вопрос: как это можно сделать быстрее и легче (каким инструментом или способом?)
01.08.2007 в 12:152Artem-U У нас обычно в проеме делают шип, а паз в коробке. Я прорезал цепной электропилой на нужную глубину и скалывал топором с киянкой.
01.08.2007 в 13:04У нас тоже делают шип, пропил дисковой пилой, углы стамеской. Выкалывал топором и молотком. (технология дедовская, но извините срубы как раз наши деды и прадеды строили) Особое внимание обратите на то, что сруб со временем садится. Если вогнать гвозди сквозь косяк в бревно проема, с течением времени придется перепиливать гвозди ножовочным полотном, так как возникнут щели между бревнами около коробки. Для компенсации осадки сруба делается гарантированный зазор между верхней панелью коробки и перекрывающим бревном.
01.08.2007 в 13:32Оконную раму непосредственно в в сруб не ставят!
По уму - для рамы делают оклад с четвертью для рамы и на обратной стороне с пазом для шипа бревен сруба. Оклад состоит из подоконника, боковых откосов и верхней перемычки. Ставится подоконник, в него вставляютмя откосы, и сверху расклинивается перемычнкой, все крепления деталей между собой паз-шип, без гвоздей. Вертикаль и горзонталь выставляется с помощью клиньев. Оклад полностью изолирует раму от механических воздействий сруба, а также дополнительно укрепляет простенки. Отец мой делал оклады из сосновых плах толщиной 150мм.
Как делают сейчас - не знаю, может более технологичные способы есть. Но конструкция оклада проверена веками.
Как просто запилить болгаркой профтрубу для ее стыковки под любым углом
Друзья всех приветствую. Продолжим сегодня многогранную тему сварки и резки профильных труб. Как уже неоднократно говорилось в наших прошлых статьях-профильные трубы это самый массовый материал для сварки конструкций для наших бытовых нужд на участке, гараже, на даче и тд.
Вот посмотрите на фото качелей-их я сварил детям несколько лет назад. Конструкция больших боковых треугольников из профильной трубы имеет острый угол у вершины. Профильные трубы для такой стыковки пришлось запиливать определенным образом, и как это делать просто и без сложных вычислений я расскажу дальше.
Для примера возьму два куска профтрубы размером 40 на 20 и белым маркером произвольно начерчу угол, форму которого должны повторить эти 2 трубы после запила и стыковки. Пусть линии начерченного угла будут внешними границами состыкованных труб.
Как стыковать круглые трубы ровно. 3 гаражных способа для новичков
Вы на канале для начинающих гаражных самоучек в сварке и слесарке. Иногда нужно ровно стыковать профильные или круглые трубы перед сваркой. Давайте покажу несколько примеров с реальными фото из гаража, как делать такую стыковку с круглыми трубами.
Есть у нас несколько кусков трубы одного диаметра. Нужно эти куски сварить в один ровный хлыст. То есть после сварки эти куски должны быть в одной оси. Тут всё просто и есть несколько вариантов на выбор.
Если есть кусок ровного уголка, то стыкуем по этому уголку. Вкладываем куски круглой трубы в этот уголок и прихватываем трубу. В уголке куски труб сами собой будут расположены в одной оси. Это нам и было нужно. Есть еще вариант, смотрите.
Можно взять пару кусков профильной трубы и прихватить их между собой так, чтобы получилась форма напоминающая уголок. Вот как вверху на картинке.
Куски круглых труб помещаем в этот импровизированный уголок из профильных труб. В таком положении наши круглые трубы будут расположены в одной оси. Делаем прихватки, немного шлифуем их болгаркой и обвариваем наш стык. Ещё покажу способ.
Вот смотрите эту весёлую картинку. За спиной сварщика фигура из 3 труб. Можно сделать также. Нижние 2 трубы будут выполнять роль паза, в который нужно сверху вложить куски стыкуемых труб.
Тут будет тот же принцип как и в двух примерах ранее-пример с уголком или с двумя профильными трубами. Стыкуемые трубы лягут перед прихватками в одну ось.
Как пилить трубу чтобы сделать стыковку под любой угол
Вы на канале для гаражно-дачных самоучек в сварке и слесарке!
Сегодня поговорим про слесарные работы с круглой трубой, а конкретно как сделать врезку трубы в трубу под любым углом.В основном это делают двумя способами-либо на глаз, подгоняя трубы по несколько раз, или нужны расчёты, чертежи, программы из интернета.
Первый вариант очень приблизительный и неудобный, второй для большинства сложный. Не все владеют начертательной геометрией, которую изучают в вузе.
Так что пойдём третьим путём и придумаем простую дешёвую самоделку из подручных железок. И с помощью такой самоделки будем делать врезки труб под любыми углами. Друзья, статья большая чтобы показать вам максимум информации, так что если железки вас не интересуют, читать не стоит. Поехали!
Чтобы сделать врезку трубы в трубу под углом, нужно на врезаемой трубе разметить такую фигуру, чтобы после удаления этой фигуры сопряжение с основной трубой было максимально плотным. Такое соединение будет легко заваривать электросваркой.
Взял профильную трубу, кусок профильной трубы. Распилил его по граням, можно сказать распустил этот кусок на 2 уголка. Уголок будет заготовкой для нашей самоделки. Смотрите как выглядит самоделка из уголка.
Вот такая конструкция получилась, листайте эту галерею чтобы посмотреть больше фоток. Одну из полок мы заостряем с обоих сторон, смотрим дальше.
На полке с заострением мы с помощью линейки делаем разметку. Каждое деление у нас будет примерно 2 мм.
Почему именно форма уголка. Уголок когда ложится на круглую трубу, то его полки, а в данном случае заострённый конец полки, будут точно вдоль оси трубы. С уголком по другому не получится!
Прихватим трубу к трубе под произвольным углом. Будем считать что именно этот угол нам нужен для наших целей. А вот теперь нанесём разметку фигуры, которую нужно вырезать на трубе.
Делаем отметку в середине, так сказать в высшей точке торца врезаемой трубы. Потом через эту точку разметочным уголком опускаем остриё до касания с основной трубой. В момент касания ставим дополнительные отметки на уголке и делаем так с обеих сторон.
Вот как это выглядит. Дополнительная метка ставится на уровне торца трубы, когда остриё коснётся поверхности.
Читайте также: