
Как сделать уголок из квадратной трубы
Обновлено: 19.05.2024
Как согнуть профильную трубу своими руками без специальных приспособлений
Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Галерея изображений Умение гнуть профильную трубу поможет собственноручно соорудить массу полезных в хозяйстве и ландшафтном обустройстве объектов для размещения на частном участке Применение профильной трубы позволяет по-настоящему "разгуляться" творческой фантазии мастера. Гнутый профиль послужит отличной основой для садовой мебели В сооружении предметов домашнего и садового обихода важно, чтобы парные детали были согнуты с одинаковым радиусом Освоив простейшие конструкции, самостоятельный мастер сможет смело приступить к изготовлению более сложных моделей Из согнутого по равной траектории профиля можно соорудить превосходную входную группу, себестоимость которой значительно ниже приобретенного варианта Умение гнуть профильную трубу найдет применение в сборке стропильной системы самодельной беседки Кроме удовольствия, полученного в ходе изготовления садовой мебели, вы получите еще и моральное удовлетворение от того, что смогли сделать уникальную садовую мебель Очень полезным и востребованным на загородном участке станет навес, который защитит любимую машину от солнечных лучей и дождей Профильная труба в основе самодельных качелей Оригинальная скамейка с металличесими опорами Кресло-качалка с загнутыми полозьями Простая скамейка с гнутыми перилами Сооружение козырька входной группы Гнутые фермы для крыши беседки Набор садовой мебели для дачного участка Летний навес для установки автомобиляВозможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
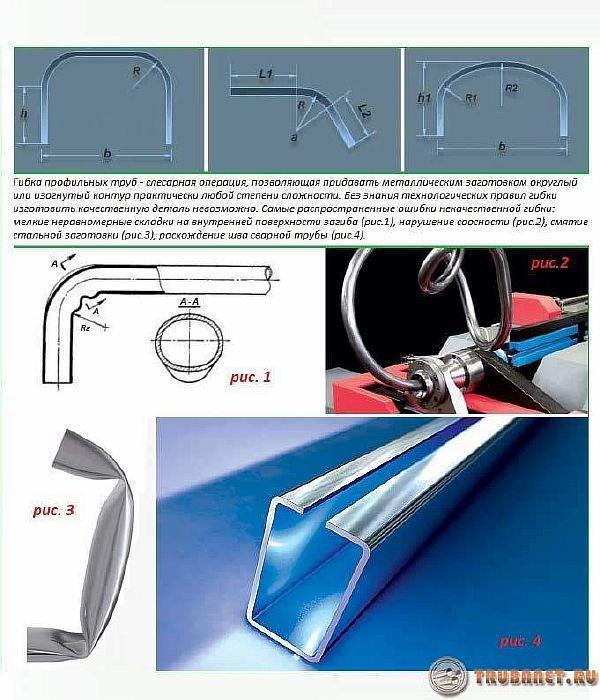
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.

Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
Секрет точного реза профильной трубы под 45 градусов. Вручную болгаркой
Всех приветствую на канале для начинающих самоучек в сварке и слесарке.
Если режем профильную трубу трубу болгаркой под угол 45 градусов для стыковки этих труб под 90, то частенько получаем огромные зазоры на стыке. Как резать правильно, чтобы такого не было.
Взял 2 куска профильной трубы 40 на 40 мм. Точно по угольнику сделал разметку для резки под 45 градусов. Отрезал по разметки болгаркой. Сейчас сделаем из этих кусков стык под 90 градусов и посмотрим что получилось.
Если выложить трубы под 90 градусов, то получим большой зазор. Он увеличивается по направлению к внутреннему углу стыка. У внутреннего угла этот зазор будет составлять примерно 4 мм. Такое соединение будет проблематично заваривать.
Это частая проблема, получается практически у всех кто делает разметку по угольнику под 45 градусов. Просто длина реза всегда получается больше чем нужно, отсюда и большой зазор. А как сделать нормально? Смотрите.
Из школьной программы геометрии мы знаем как построить этот угол в 45 градусов. Труба у нас 40 на 40 мм. Значит нужно от торца отложить 40 мм, начертить линию, и концы линий соединить с противоположными торцами трубы. Всё так, да не так!
На профтрубе это тоже не работает, дальше покажу почему. А отмеряем мы 38 мм, на 2 мм меньше. И также чертим поперечную линию на этой отметке. Дальше ещё интересней!
Берём болгарку и делаем лёгкое надсечение по этой линии, не прорезаем металл, а именно надсекаем. От линии надсечения теперь проводим линии к торцам трубы.
Диск болгарки будет идти по разметке и когда он попадёт на линию, которую мы предварительно надсекли, то он пойдёт строго по ней. Здесь металл потоньше, диску проще будет углубляться именно в этом месте, то что нам и нужно.
Плюс он немного заедет на дальнюю кромку надсечёной бороздки. Этим мы как раз доберём эти 2 мм которые отняли от 40, ведь вы ждали объяснения почему разметили так-неправильно!
Если бы сразу отложили нужные 40 мм, то диск при резе всё равно заезжает дальше разметки как раз на пару миллиметров. И получим более длинный рез чем нужно. Получим такой же результат, что и с угольником. Вот и вся хитрость. Давайте теперь отпилим и глянем что получилось.
Режу маленькой болгаркой на 125 диск. Диск у меня толщиной 1.6 мм. Запиливаю с обеих сторон трубы. Большой болгаркой можно отпилить одним резом, ну это только если есть опыт.
Секрет сварщиков: 2 способа соединения профильных труб под углом 90 градусов
Иногда возникает желание или необходимость смастерить беседку, гараж, лестницу, табуретки, скамейки, навес и пр. Это можно сделать, используя металл, точнее профильную трубу.
Кстати, некоторые делают каркас дома из такой трубы. Применяя этот материал можно сэкономить на строительстве, ускорить процесс постройки. Еще один плюс – в таких домах нет усадки.
В этой статье поговорим про то, как сделать красивый прямой угол (90 гр.) из профильной трубы. Это просто и не сложно сделать. Однако нужно запастись инструментами (болгаркой, линейкой). Понадобится маркер, шлифовальный круг для болгарки и сварка.
1 способ
Не каждый может точно отрезать трубу под 45 градусов, чтобы потом при соединении получился прямой угол.
Можно сделать проще. Берем два отрезка трубы (один ставим вертикально, другой горизонтально друг к другу) и соединяем.
Получается, что нужно заварить отверстие и приварить две трубы вместе. Вырезаем из металла отрезок нужного размера. С помощью сварки привариваем.
2 способ. Секрет работы с профильной трубой (красивый угол 90 градусов)
Берем любую трубу квадратного либо прямоугольного сечения. Проводим линию по всей трубе. От этой отметки отмечаем 2 см.
Берем круг от болгарки и чертим по нему с 2 сторон трубы. Можно использовать циркуль или другой округлый предмет подходящего диаметра. Получившийся сегмент нужно вырезать болгаркой. Получается отверстие в трубе.
Теперь берем и складываем так, чтобы вырез трубы закрылся в сложении. В итоге получается идеально ровный угол 90 градусов. Можно приложить угольник и удостовериться.
Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку.
Стыковка профильных труб под любые углы- это простая операция для опытных слесарей. А вот новички самоучки тратят уйму времени и портят материал на подгонку, чтобы у них получился точный стык. Покажу 3 способа как просто это сделать.
Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку. Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку.Для примера точной разметки стыка я взял 2 куска профтрубы 60 на 30, и уложил их на плоской поверхности под произвольным углом. Границы этого угла я отметил мелом, чтобы потом, уже отпиленные трубы уложить и стыковать в этих границах отметки.
Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку. Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку.Способ первый.
Торцы труб должны быть отторцованы под 90 градусов. Совмещаем трубы , чтобы они коснулись внутренними углами. Для разметки нам понадобится инструмент-угольник.
Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку. Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку. Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку.Приставляем основание угольника к внешним углам труб. Совмещаем внутренний угол на угольнике и внешний угол трубы. В этом положении делаем отметку. Тоже самое и с другой трубой. По первой разметки мы отчертим по кругу, всё готово.
Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку. Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку. Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку.Способ второй.
Возьмём любой прямой материал, пусть также профтрубу, прикладываем её к внешней полке и выдвигаем вперёд. От другой полки второй трубы угольником двигаем до пересечения с выдвинутым материалом, смотрим какое расстояние, запоминаем эту цифру.
Этот размер отложим от одного торца трубы, а от второго соединим линией. Получим треугольник, который нужно будет вырезать.
На канале сотни советов для новичков и самоучек в сварке. После этой посмотри другие статьи, чтобы не терять время методом проб и ошибок!
Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку. Как стыковать профильные трубы под любой угол. Больше не тратим время и материал на подгонку.Способ третий
Ещё вариант, тут ничего измерять не нужно. Просто кладём трубу на трубу, чтобы совместились уголки торцов. Сзади будет место пересечения обоих труб. Ставим на этом пересечении отметку на одной и другой трубе. С этими точками соединим разметкой дальние торцы трубы , получим те же треугольники что и в первых вариантах, которые нужно отрезать.
3 способа сваривать профильную трубу под прямым углом без лишних хлопот
Профильная труба является самым ходовым материалом для изготовления каркасов различных станков, приспособлений и металлоконструкций. При работе с ней практически всегда требуется выполнение сварки под прямым углом. Это можно сделать по-разному, в зависимости от того что важнее эстетика или скорость работы. Рассмотрим 3 варианта сварки угла из профильной трубы.

Что потребуется:
- электросварка;
- угольник;
- чертилка или маркер;
- болгарка;
- штангенциркуль.
Способ 1: Быстрая грубая сварка
Этим способом можно пользоваться при необходимости сварки черновых невидимых со стороны конструкций. Два куска трубы просто прикладываются друг к другу под прямым углом и обвариваются.



Как следствие получается надежное соединение, на которое уходят считанные минуты.


Однако торец одной из трубок остается открытым, что делает такой вариант неподходящим для конструкций, где такой стык будет просматриваться.
Способ 2: Запил под 45 градусов со сгибанием
Этот метод в разы аккуратней. Он позволяет избежать открытого торца трубы. Его можно использовать, когда есть возможность сделать угловую детали из одной длинной трубы. Для этого на заготовке отмечается поперечная линия.

Затем от нее влево и вправо проводятся лучи под 45 градусов. Это делается и на противоположной стенки трубы точно напротив. При использовании угольника на разметку уходят секунды.

После этого нужно вырезать болгаркой размеченную часть трубы, чтобы осталась только стенка начала лучей. Затем труба сгибается и подравнивается под прямой угол.


Как следствие между стенками останется небольшой зазор в пару миллиметров. При наличии достаточного опыта владения сваркой его можно будет заварить идеально.
Способ 3: Запил под 45 градусов с учетом толщины стенки

Третий способ очень похож на второй, но позволяет сделать изгиб не получив тот самый зазор, который сложно аккуратно заварить. Чтобы им воспользоваться, нужно замерить толщину стенки профильной трубы. После этого на заготовке рисуется поперечная линия, но лучи под 45 градусов делаются с отступом от края на толщину стенки.



После этого отмеченная область вырезается, и труба сгибается. Благодаря сделанному отступу при сгибе зазор не получается.


Как следствие заварить аккуратно сможет даже человек, который впервые взял сварку в руки. Этот способ немного более кропотливый на этапе подготовки, но результат в разы качественней в эстетическом плане.
Смотрите видео
Как сделать идеальный изгиб уголка или профильной трубы подрезкой без гибки

Попытка согнуть металл без гибочного станка обычно заканчивается неудачно. При отсутствии такого оборудования необходимо просто подрезать изделие по месту перегиба, а затем сваривать, чтобы избежать сминания или складок. Это дольше чем гнуть, но результат гарантировано получится качественней, особенно если делать все правильно с соблюдением расчетных пропорций.
Что потребуется:
- картон;
- угольник;
- циркуль;
- маркер;
- ножницы;
- болгарка;
- сварка;
- тиски.
Процесс выполнения правильного изгиба
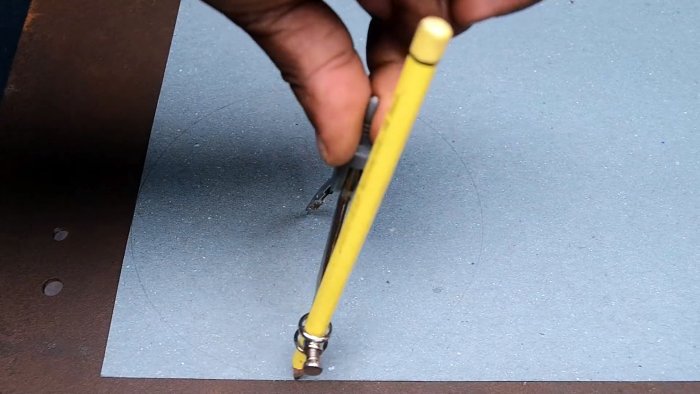
Рассмотрим сначала технологию разметки и подрезки на примере уголка. Из картона необходимо вырезать круг диаметром 150 мм.
Его нужно разделить на 4 равные сектора. Один из них требуется вырезать ножницами.
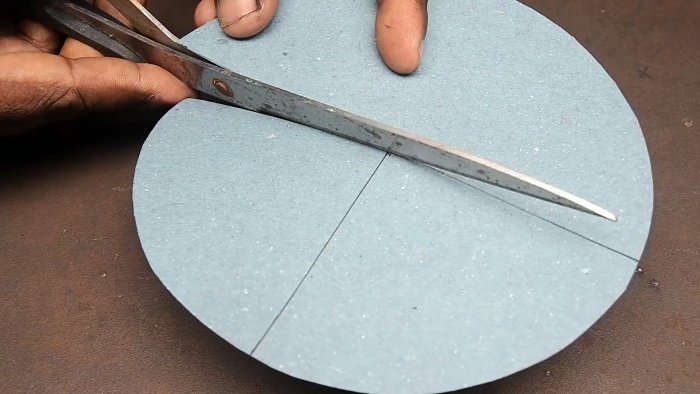
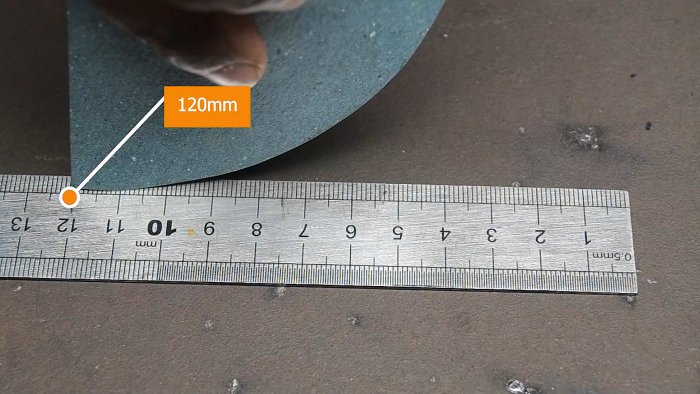
Длина окружности сектора измеряется на линейке, она составляет 120 мм.
Далее нужно замерить ширину уголка. Это расстояние отмечается по ровному краю вырезанного картонного лекала со стороны окружности.

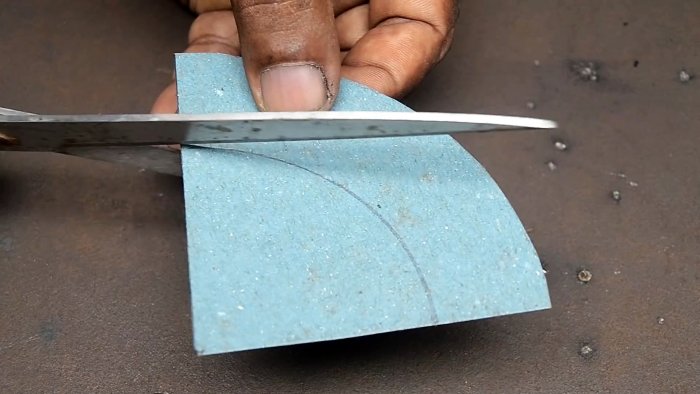
Циркуль разводится так, чтобы иголка стала на угле сектора, а грифель попал на отмеченную точку. В этом положении нужно нарисовать на шаблоне окружность. По полученной линии он обрезается.
Далее требуется замерить окружность шаблона после обрезки. В данном случае она из 120 мм стала уже 80 мм. Чем шире металл для изгиба, тем меньше получится длина второй окружности.
Теперь выполняется расчет меток. Для этого от первоначальной длины окружности 120 мм отнимается полученная после обрезки 80 мм. Итоговая разница разделяется на 5. В конкретном случае 40/5=8 мм. Это и есть шаг установки метки.
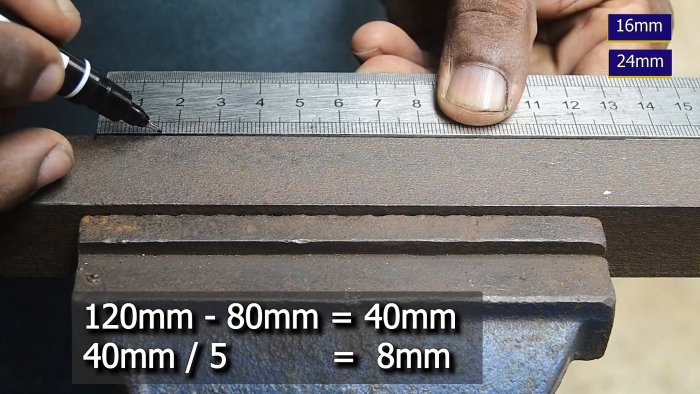
По внутренней стороне будущего изгиба уголка нужно поставить 10 меток, отталкиваясь от высчитанного шага. Нулевая делается в начале. Остальные в данном примере с отступом от нее на расстоянии 16, 24, 36, 44, 56, 64, 76, 84, 96, 104 мм. Все просто. Первая метка после нулевой всегда наносится с отступом в 2 шага. Далее нужно чередовать 1 и 1,5 шага.
По наружной стороне изгиба требуется поставить 5 меток. Они делаются с отступом от начала отсчета равным половине разницы длины высчитанных окружностей. В данном примере та составляла 40 мм, то есть шаг будет 20 мм.

От внутренних 5 меток нужно провести по 2 линии на другую сторону к ближайшим боковым точкам. Затем полученные клинышки вырезаются.

После этого уголок сгибается, пока вырезы не сойдутся. В результате получится угол 90 градусов.

Останется только сварить зазоры, и отшлифовать швы.



Аналогично можно сгибать и профильную трубу. Разница только в том, что клинышки для выреза нужно начертить и на противоположной стенке.

После изгиба зазоры также свариваются и шлифуются. Запомнив эти расчеты, вы сможете идеально гнуть уголки и профильные трубы любой ширины.


Смотрите видео
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Сварка изделий из металлического уголка
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.

Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Сварка профилей под углом 90 °

Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Приварка к трубам и плоскостям

Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение.
Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Если прочность предполагаемого соединения недостаточна, можно сварить усиливающие элементы в виде треугольных косынок из листового металла или отрезков уголка.
Соединение уголка с плоской поверхностью не вызывает затруднений. Если требуется приварить уголок с прилеганием полки к плоскости, швы вдоль полки надежно крепят уголок.
Если угловую заготовку нужно приварить торцом, сварка выполняется как при классическом тавровом соединении, которое подробно описывает ГОСТ.
Дайте совет,как из двух уголков сварить профильную трубу.
Из двух уголков(50*50 примерно,3м длина) планируется сварить профильную трубу.Которая будет использоваться как балка(если я верно прменил термин)
Сварщик самоучка и такого еще не варил,поэтому есть ряд вопросо:
1-Сваривать по всей длине или прихватками?
2-Если прихватками то лучше какой длинны делать прихватку и через какой шаг?
Дополнен 12 лет назад
Сварщик самоучка не я.
Лучший ответ
прерывистым швом 50 через 100в шахматном порядке, варить навстречу сваренной части, чтобы была меньше деформация, вначале лудше собрать на маленькие прихватки
FreemanМастер (1561) 12 лет назад
Нужно начинать с краю или середины?
Мне как то обьсняли что нужно начинать с середины и двигаться одновременно к обоим краям.Это все фигня?
Вот и говорюМыслитель (9371) 12 лет назад
Все правильно написал. Но перед этим нужно точками прихватить по всей длине, либо концы зажать струбцинами - при нагреве они разойдутся.
Freeman Мастер (1561) Все правельно в том смысле что начинать лучше с середины?
Остальные ответы
прихватки по 10-15 см через каждые 10 см мажно чаще, главное хорошо проваривать.
Васин КириллМастер (2187) 12 лет назад
но лучше использовать швеллер
Зачем изобретать велосипед. что профиля такого не нашлось? или уголок халявный.
FreemanМастер (1561) 12 лет назад
Халявный конечно,работ предстоит много а денег мало-вот и приходиться выкручиваться из того что даром достаю.
Это будет не совсем балка,это для фермы крыши.
если бы поступил такой заказ мне . У меня есть станина на которую прихватываю уголок потом кладу второй и прихватываю по обеим торцам (на прихватки ) , потом с помощью "крокодила " или "гитары" (кто как называет) начинаю от центра подгонять и прихватывать уголок друг к другу. после чего отрезаю прихватки от станины и начинаю проваривать по пять - семь см через каждые десять - пятнадцать см. смотрю, что б винт не получился
Источник: сам сварной
не спешите с квадратной трубой для фермы крыши. попробуйте в поисковой системе набрать *фермы металлические стропильные*. они могут быть односкатные или двухскатные. из того же уголка и обрезков арматуры можно сделать ферму экономичнее и одновременно жёстче. сечение у такой фермы - двойное Т. как у рельса!
FreemanМастер (1561) 12 лет назад
Я первый раз буду делать ферму.Может есть какая ссылка где можно посмотреть что то подобное вашему описанию?
хаскиМудрец (15166) 12 лет назад
а вот следующий за мной ответчик *Ленок* даже ссылку на ГОСТ Вам дала. залезайте туда . уверен,что разобраться сможете. тем более там очень много пользительного. а что такое 9ти метровая ферма? фермы бывают и 24метра. и 36 доводилось видеть. но вот сдаётся мне что уголка 50 будет маловато.
Freeman Мастер (1561) А какой уголок будет нормален для 9м?
хаскиМудрец (15166) 12 лет назад
всё же в гост Вам придётся сходить. хотя бы для того чтобы иметь представление о конструкции этих самых ферм. и учесть разные виды нагрузок - вес самой фермы , вес покрытия , снеговую и ветровую нагрузки. просто люди в этом госте уже их учли и посчитали для пролётов разной длины. а от всего этого и зависит,пойдёт ли уголок 50 для 9ти метрового. и для 5.5 метрового тоже. непосредственно фермами не занимаюсь.просто есть общее представление о применении и изготовлении строительных конструкций.
Не стоит тратить свои силы, время, электроды. Откройте ГОСТ23119-78 "Фермы стропильные стальные сварные с элементами из парных уголков". Там есть готовое решение для изготовления ферм из уголков. Сварки намного меньше, готовится сразу конструкция, а не сначала варятся элементы, а потом уже из них собирается вся конструкция ферм!
FreemanМастер (1561) 12 лет назад
Спасибо за ссылку.
У меня правда пролет 9м,может есть что под такой пролет?
Пожалуй действительно баловство если для фермы, лучше сразу ферму из уголка и констролить. Грамотней все части соединятся.
Читайте также: