
Как сделать поворотный механизм труба в трубе
Обновлено: 07.07.2024
Как сделать трубогиб для профильной трубы: просто, быстро и не дорого!
При изготовлении металлоконструкций используют трубы, как круглого сечения, так и профильные. Иногда их приходится изгибать. Изготовив трубогиб своими руками, вы сэкономите деньги на приобретении специализированного оборудования. Тогда можно отказаться от изнурительной и затратной сварки. При этом изогнутая труба имеет достаточную прочность, чтобы использоваться в качестве несущих конструкций. Правильная геометрическая форма особенно важна при изготовлении декоративных элементов.
Лучшие варианты самодельных трубогибов для профиля
Преимущество трубогиба – расширенный диапазон действия. Да, целевое назначение – согнуть трубу. Но радиус может быть любым, но главное, он будет плавным. Гнуть можно профиль любого типоразмера, если чертежи трубогиба позволяет «пропускать» его через рабочий сдавливающий механизм. При этом следует различать, что есть ручные приспособления, станки, оснащенные механическим или электрическим приводом. Каждый тип имеет ряд особенностей. Отличается стоимость, затраты на сборку, что также имеет значение.
Ручной трубогиб
Смонтировать такой трубогиб своими руками проще всего. Количество механических узлов минимально. Чтобы разработать чертеж не нужно производить сложные расчеты. Единственный минус – такая установка подойдет для профильной трубы малого сечения. Зато для людей, у которых металлообработка – хобби, это устройство подойдет, как нельзя больше. А состоит оно из следующих узлов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.
Принцип действия аналогичен тому, по которому работают прокатные станы. Все комплектующие изготавливают из стали высокой марки. Если использовать, скажем, деревянные, полимерные или пластиковые ролики, такой трубогиб профильных труб подойдет только для самого малого сечения. Чем надежней и прочнее устройство, тем толще может быть прокат.
Механизированное мощное устройство
Чтобы работа шла быстрее, и можно было гнуть толстостенный профиль, придется сделать трубогиб с механическим приводом, который бы работал по принципу понижающего редуктора. Тогда при небольшом усилии на рычаг, можно добиться большого давления валиков. Это значительно ускорит и облегчит процесс.
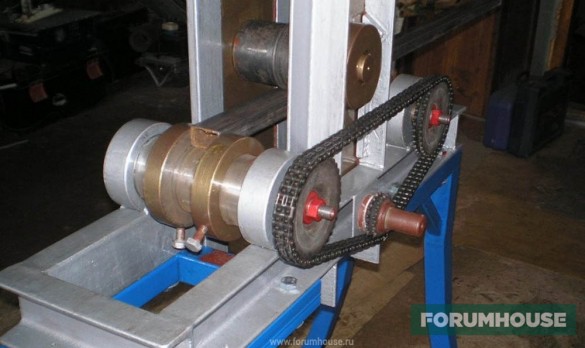
Еще один вариант – оснащение устройства электродвигателем в шестернями. Цепная передача неприхотлива, проста в обслуживании, надежна и долговечна. Комплектующими такого станка является:
- рама, сваренная из швеллеров или двутавров;
- два металлических прокатных ролика;
- три передаточных шестеренки;
- цепь металлическую;
- редуктор и электродвигатель 960 – 1500 об./мин.
Цепь – единственный элемент, который нуждается в периодическом обслуживании. ТО заключается в смазывании. Некоторые схемы и чертежи предусматривают натяжной механизм, которые не позволит звеньям спасть с шестеренок в результате растягивания и провисания.
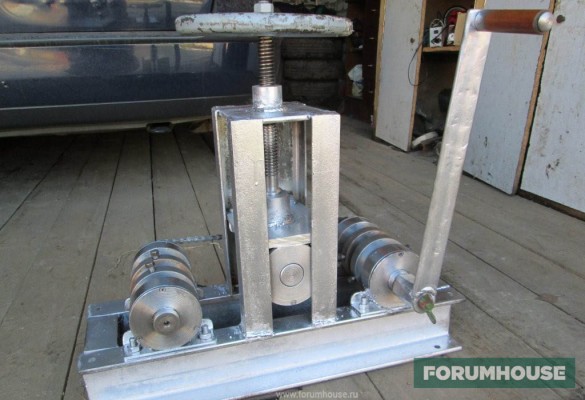
Гидравлический вариант трубогиба
Такой самодельный изгибочный станок отличается повышенной мощностью, что увеличивает диапазон возможностей. В качестве гидроцилиндра можно использовать обычный автомобильный домкрат, подобрав его по грузоподъемности и размерам. Причем при такой комплектации сгибают даже те трубы, которые не поддаются станку с электрическим приводом.
Перечень деталей и узлов, необходимых для сборки, включает:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
автомобильный домкрат.сли в конструкциях, описанных ранее, регулировка производится при помощи ходового винта, то здесь есть плавающий швелерс роликом, который меняет положение за счет гидростойки. Собрать такое приспособление проще, чем те, о которых шла речь раньше. Собрав трубогиб для профильной трубы своими руками по чертежам, вы сможете прямо на даче изготовить, скажем, арки для парника или теплицы.
Инструктаж по использованию трубогибов
Технологически процесс может незначительно отличаться в зависимости от типа гибочного устройства. Так, пошаговая инструкция для станка с винтом выглядит следующим образом:
- Обрежьте профильную трубу по размерам, указанным в чертежах.
- Установите ролики в начальное положение для загрузки профиля.
- Загрузите трубку между катками: два внизу, один сверху.
- Затяните гибочный ролик, закрутив винт с некоторым усилием.
- Проворачивайте ручку, чтобы протянуть профиль в одну и другую сторону.
Для малых радиусов придется затягивать винт и повторять процедуру несколько раз. Периодически проверяйте правильность геометрии шаблоном или по результатам контрольных замеров.
Полезные советы «первопроходцам»
Главная рекомендация, которую дают специалисты – работы нельзя форсировать. Качество превыше всего, и жертвовать им во имя экономии времени ни в коем случае нельзя. Есть еще целый ряд особенностей, которые необходимо учитывать при обработке профильных труб. Не нужно стараться сделать все за один «проход» профиля. Лучше пропустить его несколько раз, потихоньку прижимая гибочный ролик после каждого цикла. Это не только исключит опасность деформации трубки, но и увеличит срок службы станка.
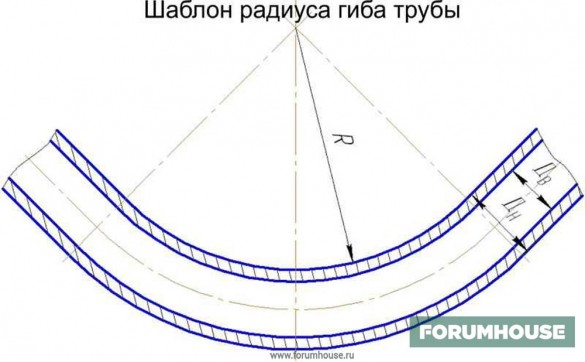
В поперечном разрезе профиль валика должен совпадать с формой металлопроката. При полном совпадении изгиб будет идеальным. Поэтому имеет смысл сделать конструкцию со сменными роликами и запастись комплектом из различных типоразмеров. Заранее изготовьте шаблон в полную величину. Прикладывайте изделие после каждого прогиба. Это и будет контролем качества, и позволит вовремя завершить процедуру. А наличие отметок позволит приноровиться, и отказаться от постоянного шаблонного контролирования.
Выводы и полезные видео по теме
Итак, трубогиб самостоятельно сделать можно. Сложность конструкции – не определяющий фактор при выборе типа станка. Все решает мощность и производительность. Чтобы понять принцип действия, правильно сконструировать трубогибочную машину и научиться на ней работать, просмотрите видео. На нем вы увидите, как работают профессионалы, и не допустите ошибок. Практика доказала, что каждый желающий может пополнить комплектацию мастерской гибочным аппаратом, и для этого не нужно тратить деньги на покупку. Достаточно воспользоваться рекомендациями и собрать его самостоятельно.
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.


По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).

Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.

Привод опорных валов может быть как ручным, так и электрическим.


Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.


Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.


Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Каждая металлическая труба имеет свой предел упругости, следовательно, радиус гиба нельзя уменьшать ниже определенных значений. Допустимые минимальные радиусы можно взять из соответствующих таблиц.Представляем пример таблицы допустимых радиусов для труб круглого сечения.
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
|---|---|---|---|---|
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
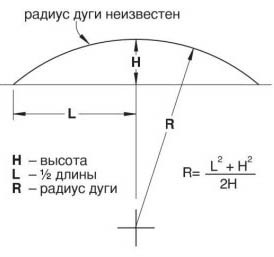
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
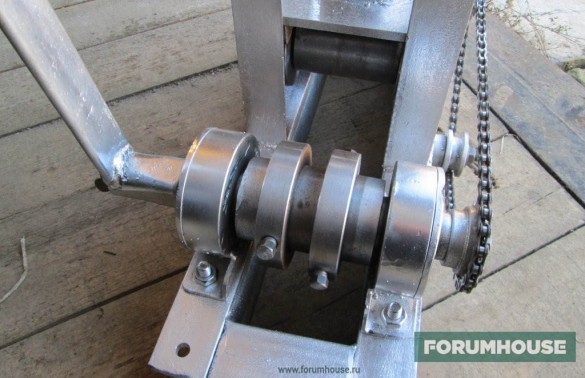
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.

Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.

Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.

Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.

В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Внутренний радиус ролика или насадки под круглую трубу следует делать с запасом: радиус трубы плюс 1-2 мм. Например, если диаметр трубы – 24 мм, то внутренний радиус ролика будет – 13-14 мм. Только в этом случае трубу не будет заклинивать во время прокатки.Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.

На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
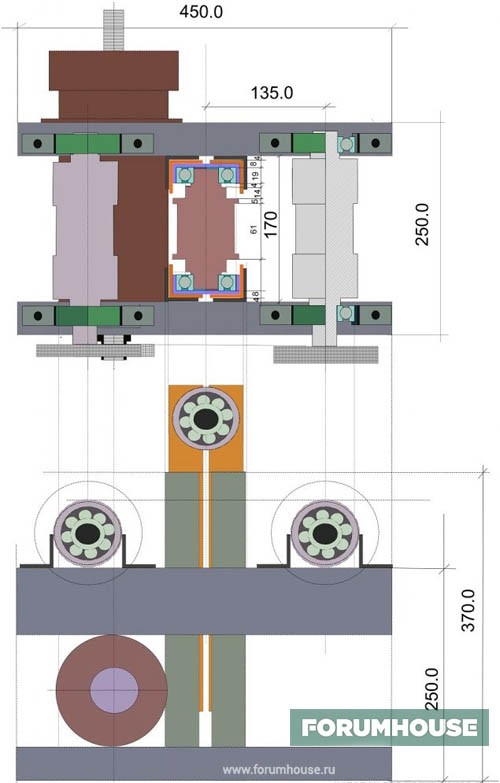

При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.

В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.

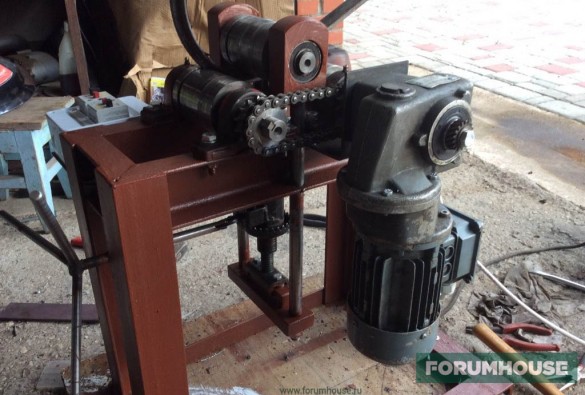
Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.

Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Квадратная труба в квадратной трубе, телескопическое соединение.
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Посоветуйте, как сделать крепеж к вращающей трубе?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Врезка трубы в трубу: как правильно разметить и вырезать зону стыковки без спец. инструмента
Нередко приходиться соединять две круглые трубы одного и того же диаметра под 90 градусов. Выполнение такого соединения «на глазок» не гарантирует качественности и прочности стыковки. Но при использовании довольно простой разметки с этим делом справится любой человек.
Понадобится
- два круглые трубы одинакового диаметра;
- маркер, мерная рулетка и циркуль;
- керн и молоток;
- тиски слесарные;
- болгарка;
- ручной напильник;
- кусок картона;
- ножницы и др.
Процесс разметки и выреза зоны поперечной стыковки двух одинаковых круглых труб
На образующей одной трубы керним центр места стыковки с другой трубой. Будем работать с трубами наружным диаметром 60 мм. Ровным счетом ничего не изменится, если они будут другого размера.
Разводим ножки циркуля на половину диаметра трубы, т. е. на 30 мм, что является также ее радиусом. Ставим ножку циркуля в ранее намеченную точку на поверхности трубы и наносим на нее окружность.
Через намеченную точку (центр окружности) проводим воображаемое сечение, перпендикулярное оси трубы. От точек его пересечения с проведенной циркулем окружности откладываем в стороны по 5 мм.
Проводим линии, проходящие через намеченные точки, и плавно спрягающиеся с линией окружности.
Материал внутри внешней замкнутой линии, нанесенной на поверхность трубы, вырезаем с помощью болгарки. Удаляем заусенцы и слаживаем оставшиеся неровности ручным напильником.
Вокруг отрезка второй трубы, установленного вертикально на лист плотной бумаги или картона, проводим маркером окружность и вырезаем ножницами круг, ограниченный ею.
Складываем вырезанный картонный круг пополам по диаметру, отмечаем линию сгиба, вновь распрямляем его и ровно укладываем на торец трубы отметкой линии сгиба наружу.
Точки пересечения линии сгиба (диаметра) круга с цилиндрической поверхностью трубы отмечаем маркером.
Делим линию сгиба картонного круга на три равные части по 20 мм и сгибаем одну из внешних частей круга по линии (хорде), перпендикулярной диаметру, и проходящей через отметку крайней точки 20 мм.
Отрезаем ножницами полученный сегмент по хорде, прикладываем его к внешней поверхности трубы так, чтобы хорда была на уровне торца трубы, а ее центр совпадал с ранее нанесенной на трубу отметкой.
Удерживая картонный сегмент в таком положении, обводим маркером дугу сегмента по поверхности трубы. Повторяем эту процедуру и со второй точкой на трубе с противоположной стороны.
Удаляем с двух сторон металл трубы, ограниченный нанесенными линиями, и сглаживая острые кромки и углы.
Стыкуем трубы в единственно возможном положении и завариваем линии контакта.
Смотрите видео
Трубогиб своими руками – просто и почти даром
Необходимость согнуть стальную трубу под определенным углом с нужным радиусом возникает не так уж часто. Но, если такая задача появляется, то при отсутствии специального оборудования неизбежно превращается в сложно разрешимую проблему.
В случае с трубами круглого сечения иногда помогают фитинги. Для прямоугольных и квадратных труб таких решений не существует. Предлагается только крепеж на болтах.
Задавать трубе изгиб путем ее сварки из отдельных сегментов – не лучший выход из положения. Это сложно, и как правило, ненадежно.
Самым технологичным десятилетиями проверенным вариантом был и остается трубогиб, позволяющий согнуть трубу любого сечения, не нарушая ее качественных и эксплуатационных характеристик.
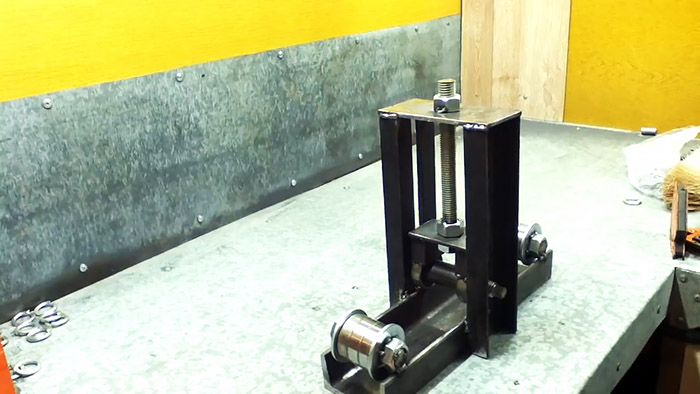
Сделать такой компактный станок с механическим приводом можно своими руками. Поработать придется, но он того стоит. Купить трубогиб дешево не получится. Минимальная цена в магазинах более-менее стоящего на вид приспособления стартует от нескольких тысяч рублей. При этом о его качестве и эксплуатационном ресурсе можно только догадываться.

Что нужно для самодельного трубогиба
Самодельный станок как минимум на 50% будет состоять из подручных материалов. Что-то обязательно найдется в личном хозяйстве, что-то в гаражах у соседей. Купить скорее всего потребуется только 8 подшипников 303 серии. Они призваны выполнять функцию валов, что исключает необходимость в токарных работах. Стоят такие подшипники недорого, а если поискать, то можно найти вообще за копейки. Если и придется докупать какое-то железо, то по сравнению с магазинной ценой трубогиба, это почти ничего.
Точно понадобятся отрезок швеллера 80х40 мм, стальной уголок 25х25 мм, профильная труба 20х20 мм, строительная шпилька диаметром 18 мм, 6 шайб М18 с увеличенным внешним диаметром – 56 мм, 9 гаек на 18 и еще кое-какая мелочевка, но о ней в процессе.
Основной инструмент – болгарка, сварочный аппарат, дрель.
Порядок выполнения операций
1. За основу конструкции берем швеллер 80х40 мм, размечаем и отрезаем заготовку примерно 40 см длиной.

2. Зачищаем металлической щеткой-насадкой.

3. Болгаркой частично снимаем резьбу со шпильки – так чтобы на нее свободно, но плотно садились подшипники, внутренний диаметр которых составляет 17 мм.

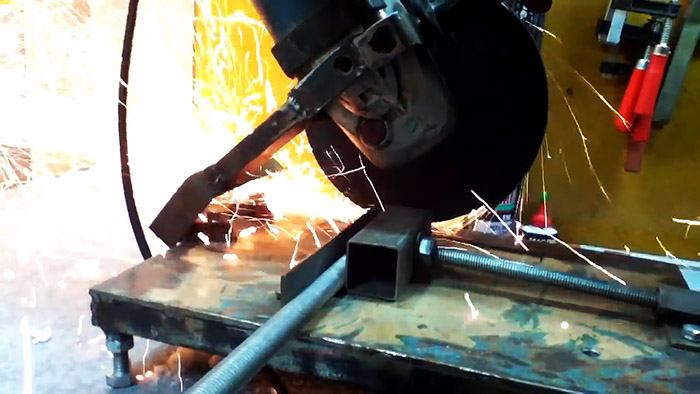
4. Дисковой пилой или болгаркой отрезаем от шпильки три отрезка – они будут использованы для изготовления роликов. Длину отрезков берем с запасом (примерно 100-120 мм), учитывая ширину шайб, подшипников, гаек. Лишнее потом удалим.
5. С помощью оправки и молотка задаем небольшую конусность шайбам – в пределах 1 мм, что обеспечит свободное вращение роликов.

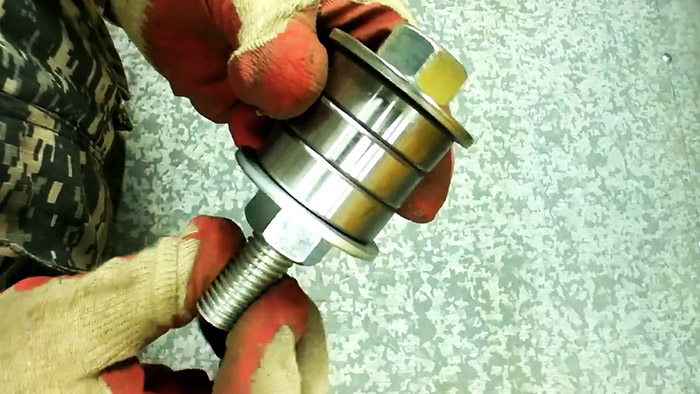
6. Собираем ролик и зажимаем гайки.
7. Удаляем выступающую за гайку часть шпильки.

8. С помощью электросварки точечно фиксируем элементы ролика.
9. Проверяем ролик на предмет свободного вращения.

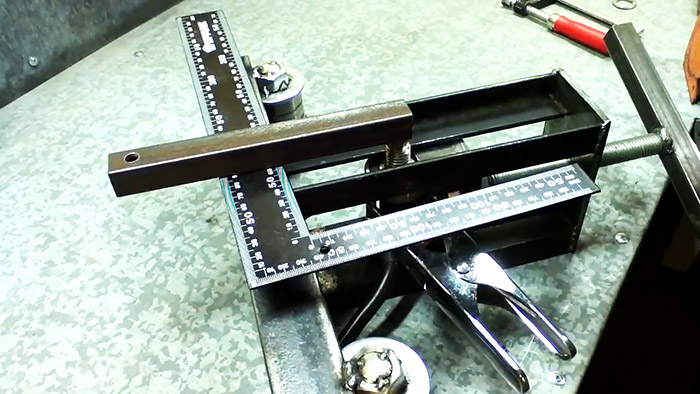
10. Размечаем и нарезаем из уголка 25х25 мм четыре отрезка длиной 25 см для изготовления направляющих ведущего и прижимного роликов.

11. Привариваем отрезки уголков к основанию из швеллера, сохраняя зазор для оси ведущего ролика (вала).

12. На одну из уже подготовленных частей шпильки надеваем отрезок трубы диаметром 27 мм длиной 40 мм. Внутренний зазор заполняем гвоздями на 40 без шляпок.

13. Обвариваем все элементы по окружности электросваркой и получаем готовый вал.
14. На края вала надеваем подшипники.

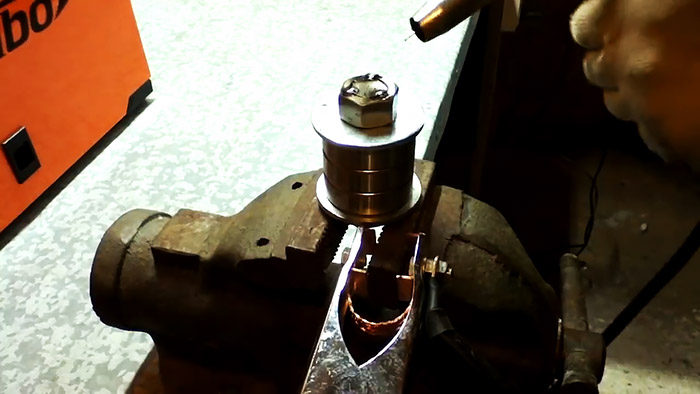
15. Изготавливаем подвижную каретку путем сваривания в единую конструкцию двух отрезков профильной трубы 20х40х30 мм, прямоугольной стальной пластины 80х50 мм и вала с подшипниками.

16. На пересечении диагоналей отмечаем керном центр и просверливаем в верхней части каретки отверстие диаметром 18 мм под шпильку с помощью сверла и развертки.

17. Собираем подъемный механизм, состоящий из шпильки и трех гаек М18, две из которых точечно привариваются к шпильке, продетой в отверстие площадки каретки.

18. Вырезаем из стального листа толщиной 5 мм прямоугольник примерно 70х130 мм, который будет использован в качестве упора для подъемного механизма. Отмечаем середину и просверливаем отверстие 18 мм по аналогии с основанием каретки.

19. Собираем изготовленные элементы в единую конструкцию. Для этого устанавливаем каретку с ведущим валом в направляющие.

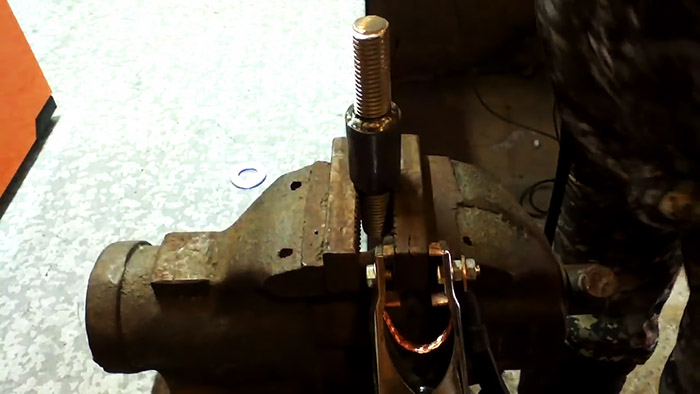
20. Надеваем на шпильку и устанавливаем опорную пластину.
21. На шпильку накручиваем гайку до упора и точечно прихватываем места соединений электросваркой.
22. По краям основания-швеллера привариваем изготовленные ранее ролики.
23. Привариваем ручку 25-30 см из профильной трубы 20х20 мм к подъемно-прижимному механизму.

24. Из 20-25-сантиметрового отрезка профильной трубы 20х20 мм изготавливаем рычаг механического привода и привариваем его к ведущему ролику (шпильке). Ручку для привода можно позаимствовать от любого старого электроинструмента, предварительно просверлив под нее отверстие. Если таковой в наличии нет, можно вместо нее приварить к рычагу 12-14-сантиметровый отрезок трубы круглого сечения.
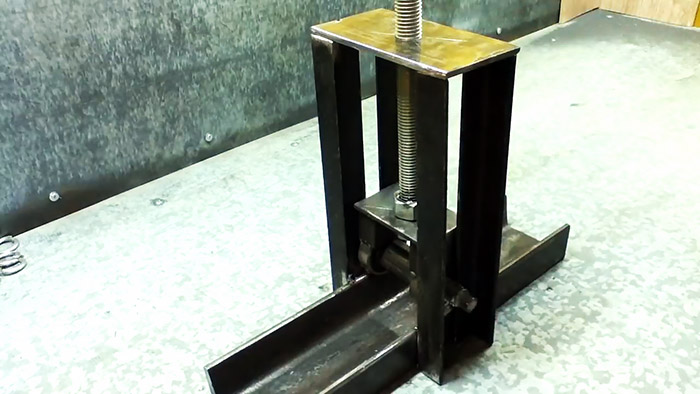
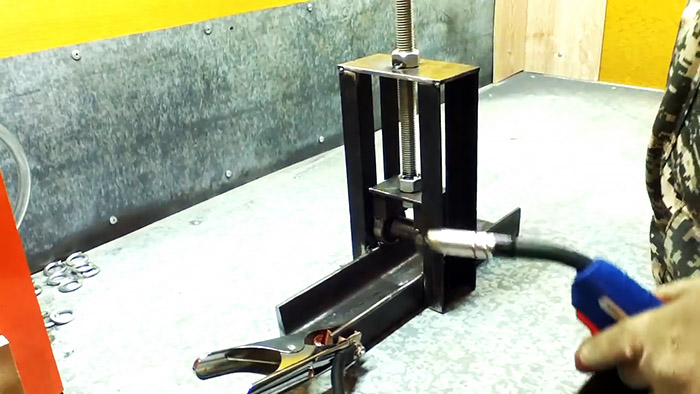
25. Трубогиб готов, проводим испытание.

26. И наконец, финальный этап – покраска нашего трубогиба. Как же такому техническому шедевру ручной сборки не придать респектабельный вид.
Впрочем, это вопрос сугубо индивидуальный и подробно останавливаться на нем не будем. Отметим только, что предварительно нужно убрать напильником или болгаркой все шероховатости, хорошо обезжирить растворителем, покрыть грунтом. Но в любом случае, хоть душу и радует, на результат это никак не влияет.
Смотрите видео
Воротниковый способ заварки врезки труб разных диаметров
Проще всего врезать трубу небольшого диаметра в трубу заведомо большую. Для этого приставляем первую перпендикулярно ко второй и наносим контур меньшей трубы на поверхность большой. Вырезаем круг, вставляем в него малую трубу и обвариваем место врезки.
Если предстоит врезка двух одинаковых по диаметру труб, то на врезаемой выполняем т. н. «штаны» – сегменты, которые в наибольшей своей части должны иметь размер в три раза меньше диаметра.
Ниже рассмотрим самый сложный случай в части раскроя, когда врезаемая труба по диаметру немного меньше основной, например, соответственно 89 мм или 76 мм и 100 мм.

Понадобится
- заготовки труб двух разных диаметров;
- болгарку с отрезным и шлифовальным кругом;
- маркер;
- линейку, угольник;
- сварочный аппарат;
- молоток.
Алгоритм процесса врезки круглых труб
Мы воспользуемся широко применяемой технологией воротниковой врезки, когда формируется кромка врезаемой перпендикулярно круглой трубы по отношению к основной трубе. Мы будем придерживаться следующей порядка, реализуя этот способ.
Обрезаем кромку привариваемой трубы под прямым углом.

На ней маркером наносим четыре точки, являющиеся местом пересечения двух взаимно перпендикулярных диаметров и торца трубы. Если все сделано правильно, то эти точки располагаются равномерно по кругу через 90 градусов.


Приставляем трубу размеченным концом к боковой поверхности основной и замеряем с помощью металлической линейки или рулетки наибольший зазор между торцом первой и образующей второй. Он в нашем случае оказался равным 30 мм.
От двух противоположных точек на торцах откладываем вниз по образующей 30 мм. Наносим маркером на боковую поверхность трубы две плавные линии, исходящие из одной смежной точки на торце, в противоположные стороны, чтобы они проходили через нижние метки, и сходились во второй точке на торце.
По выполненной разметке, используя болгарку с отрезным диском, вырезаем фрагменты в виде двух одинаковых округленных сегментов. Фигурные вырезы на торце трубы зачищаем, чтобы не осталось заусенцев и неровностей.

Примеряем трубу по месту и, если обнаружится недостаточное прилегание, подправляем эти места болгаркой и добиваемся более точного совпадения поверхностей труб.

Переносим маркером наружный контур привариваемой трубы на боковую поверхность основной. Внутри полученной замкнутой линии строим конгруэнтную линию, отступив от внешней на толщину стенки трубы. Именно по новой линии будем производить рез.

Вырезаем с помощью болгарки круг в трубе по разметке и обрабатываем края, чтобы удалить заусенцы и скруглить кромки под сварку.

До начала сварочных работ угольником проверяем перпендикулярность труб. Угол между образующими должен составлять 90 градусов. Делаем прихватки в двух-трех местах.

Сварку начинаем с нижней точки контакта и осуществляем в два прохода ниточным швом: корневым и облицовочным. Этим мы обеспечим лучшее качество сварного соединения.
При сварке важно правильно выбрать силу тока, которая зависит от качества подаваемой электроэнергии и, в частности, напряжения. Обычно речь идет о 70-80 А. Варим трехмиллиметровым электродом УОНИ-13-55, стараясь, чтобы шлак не попадал в металл.
Пройдя от нижней точки до верхней, останавливаемся и отбиваем шлак молотком. Обнаруженные недостатки некритичны, т. к. их можно будет устранить при втором проходе – облицовочном.
Точно также завариваем другую половину стыка поверхностей труб. После чего слегка обрабатываем первый шов, удаляя большие наплывы и шлак.

Начинаем накладывать лицевой шов с нижней части, держа электрод под углом 45 градусов по ходу, и перемещая его поперечно первому шву, или «елочкой». Далее шов варим, держа электрод почти вертикально к поверхности, и заканчиваем первую половину, располагая электрод снова под 45 градусов по ходу, и совершая круговые движения.
Начинаем накладывать лицевой шов также с нижней точки и доводим его до верхней, после чего отбиваем молотком со шва шлак.
Точно также варим лицевой шов на второй половине соприкосновения труб. По мере продвижения наверх замедляем скорость сварки, чтобы шов был везде одинаковым.
Также отбиваем шлак и производим зачистку шва с помощью болгарки. В результате получился аккуратный и надежный сварочный шов.
Смотрите видео
Два вида поворотных отвода в сантехнике, которыми делаю за пару секунд любой угол. Без инструмента
Довольно надежный, но и при этом очень редкий вариант – шаровый поворотный отвод.
Это поворотный отвод с шаром. Диаметр 110 мм. Фото автора Это поворотный отвод с шаром. Диаметр 110 мм. Фото автораВстретить его в обычном сантехническом магазине – из области фантастики. Вращение происходит за счет шарового соединения. Очень удобно и при этом надежно. Встречаются диаметром 50 мм и 110 мм. Размер 40 мм не видел ни разу, хотя такой тоже иногда нужен в работе.
Это другой тип поворотного отвода – с накидной гайкой. Задачи такой отвод выполняет схожие, но устройство у него другое. В его конструкции главный элемент – пластиковая накидная гайка, чтобы изменить угол, ее нужно ослабить, произвести корректировку и снова затянуть.же хороший вариант для своих задач. Таким отводом на 50 мм можно, например, подключить душевой лоток. оже хороший вариант для своих задач. Таким отводом на 50 мм можно, например, подключить душевой лоток.
Фото автора Фото автораТоже хороший вариант для своих задач. Таким отводом на 50 мм можно, например, подключить душевой лоток.
Фото автора Фото автора Фото автора Фото автораА отводом на 110 мм подсоединяется унитаз.
Очень брутально выглядят))) Фото автора Очень брутально выглядят))) Фото автораУстроен поворотный отвод просто. Как и «американка» (так называют в сантехнике разъемное соединение, по месту, где его изобрели). В разобранном виде выглядит так.
Фото автора Фото автора Фото автора Фото автораКак делать нельзя. Вернее – не рекомендуется. Но, разумеется, делают и будут делать.
Если под рукой нет такого универсального решения, то монтажники обычно выходят из положения, соединяя друг с другом два обычных угла на 90 градусов, получая нужный нестандартный угол. Но это плохое решение, ведь чем больше углов, тем хуже, тем выше риск засоров в трубах. Чем больше соединений – тем выше риск протечки. И так далее. Я уже не говорю про эстетическую составляющую, когда унитаз подключают с помощью двух углов диаметром 110 мм – это выглядит реально страшно))) И ведь это часто бывает видно, это все не зашивается, а остается открытым.
Некоторые монтажники, не мудрствуя лукаво, чтобы облегчить себе труд, используют пластиковые гофрированные трубы, они гнутся как угодно, с ними не бывает проблем при монтаже, даже если нужен необычный угол. Но у гофры есть один большой минус – она отлично забивается, на канализацию ее ставить не рекомендую, разве что злейшему врагу, но уж точно не себе любимому и не дорогим клиентам. Уж лучше двумя углами обойтись, чем гофрой.
Видео о том, как устроены поворотные отводы с шаром и накидной гайкой смотрите здесь:
Если понравилась статья, ставьте лайк и подписывайтесь – чтобы не пропустить новые публикации.
Как без зазора врезать трубу в трубу разных диаметров под 90 градусов.
Сегодня разберём элементарный способ как врезать трубу в трубу под 90 градусов, если у них разные диаметры.
Совсем недавно на канале была статья, как делать врезку трубы в трубу под 90 градусов одного диаметра.
Вот фото с этой статьи, почитайте её, кликнув сюда
Вот какой получился результат по врезке труб разного диаметра. Посмотрите эти 11 фотографий в галерее ниже, и начнём разбирать сам процесс.
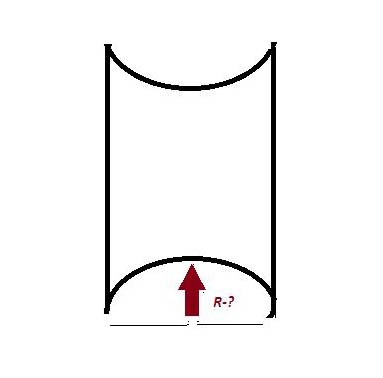
Чтобы труба плотно села под прямым углом на другую трубу нам нужно рассчитать и сделать вот такой вырез на торце врезаемой трубы.
Нам требуется трубу диаметром 76 мм врезать в трубу диаметром 89 мм.
Беру электрод, не удивляйтесь, и размечаю на нём от края 76 мм, и половину этого числа- 38 мм.
Теперь этот электрод ставим разметкой 38 мм на самую верхнюю часть трубы-ну конечно на глаз это делаем, там пара миллиметров туда сюда погоды не сделают.
И угольником измерим расстояние от начала электрода и разметки 76 мм до поверхности трубы, получаются числа примерно 21, 22 мм.
Сделаем для верности ещё одно измерение, положим электрод на трубу отметкой 76 мм и измерим расстояние от начала электрода до трубы, этот размер поделим на 2, получили также эти 22 мм.
Читайте также: