
Как проверить шов полиэтиленовой трубы
Обновлено: 07.07.2024
Технические требования к контролю качества сварных соединений полиэтиленовых труб
Контролю качества подвергаются сварные соединения полиэтиленовых (в том числе профилированных) труб, соответствующих требованиям СНиП 42-01 и положениям СП 42-103—2003.
Методы контроля качества сварных соединений подразделяются на обязательные (экспресс) методы, проводимые лабораториями строительно-монтажных организаций, и специальные, которые рекомендуются к использованию отраслевыми испытательными центрами в случае необходимости подтверждения результатов экспресс- методов, проведения углубленных исследований и других целей.
Вырезку контрольных соединений из газопровода осуществляют, как правило, в период производства сварочных работ для исключения вварки «катушек». Контрольные соединения выполняют по требованию органов надзора в случаях обнаружения нарушений технологии сварки. Проверке подвергаются допускные и контрольные соединения, выполненные сварщиком в соответствии с нормами СНиП 42-01 и положениями СП 42-103—2003.
Сварные соединения, забракованные при внешнем осмотре и измерениях, исправлению не подлежат и должны быть из газопровода удалены.
При неудовлетворительных результатах испытаний сварных соединений экспресс-методами необходимо произвести проверку удвоенного числа соединений тем же методом контроля, по которому были получены неудовлетворительные результаты. Если при повторной проверке хотя бы одно из проверяемых соединений окажется неудовлетворительного качества, то сварщик отстраняется от работы, направляется для переаттестации и проверяется сварочная техника, которая использовалась для сварки этих стыков. Порядок проведения дальнейших работ на газопроводе определяется требованиями СНиП 42-01—2002.
Перечень методов испытаний, обязательных при проведении контроля качества сварных соединений, приведен в таблице ниже.
Как проверить шов полиэтиленовой трубы
ГОСТ P 55142-2012
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИСПЫТАНИЯ СВАРНЫХ СОЕДИНЕНИЙ ЛИСТОВ И ТРУБ ИЗ ТЕРМОПЛАСТОВ
Testing of welded joints of thermoplastic sheets and pipes. Test methods
Дата введения 2014-01-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГАУ НУЦСК при МГТУ им.Н.Э.Баумана), Национальным агентством контроля сварки (НАКС), ООО "Группа ПОЛИПЛАСТИК"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Июнь 2020 г.
6 В настоящем стандарте реализованы основные положения стандартов Немецкого союза по сварке и смежным технологиям* (ДВС 2203-1, 2, 3, 4, 5, 6 "Испытания сварных соединений листов и труб из термопластов. Методы испытаний - Требования" (DVS 2203-1,2,3,4,5,6 " von an Tafeln und Rohren aus thermoplastischen Kunststoffen - Anforderungen")
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2021 год
Поправка внесена изготовителем базы данных
Введение
Разработка национального стандарта была осуществлена в целях создания современной отечественной нормативной базы в области сварки полимерных материалов. Его введение позволит повысить конкурентоспособность отечественного оборудования, совместимость и взаимозаменяемость продукции, процессов и услуг, повысить уровень гармонизации отечественной нормативной базы с международными и региональными стандартами.
1 Область применения
Настоящий стандарт устанавливает общие принципы оценки качества сварки соединений пластмассовых листов и труб.
Указания по испытаниям сварных соединений необходимы переработчику полуфабрикатов и заготовок из термопластов и потребителю изделий. Процедуры сварки должны соответствовать международным, национальным правилам или отраслевым руководящим документам.
Стандарт учитывает используемые материалы и компоненты, процедуры сварки, оборудование и оценки качества сварного соединения. Его можно применять в сочетании с соответствующими национальными нормами и стандартами.
Размеры свариваемых заготовок и испытуемых образцов приведены в соответствующих частях. Если размеры свариваемых заготовок и испытуемых образцов выходят за рамки настоящего стандарта, то требования к сварным соединениям следует определять путем специальных исследований.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 4648 (ISO 178:2010) Пластмассы. Метод испытания на статистический изгиб
ГОСТ 11262 (ISO 527-2:2012) Пластмассы. Метод испытания на растяжение
ГОСТ 12423 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 14782 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 18197 (ISO 899-1:2003) Пластмассы. Метод определения ползучести при растяжении
ГОСТ 18599 Трубы напорные из полиэтилена. Технические условия
ГОСТ 24157 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении
Действует ГОСТ ISO 1167-1-2013 "Трубы, соединительные детали и узлы соединений из термопластов для транспортирования жидких и газообразных сред. Определение стойкости к внутреннему давлению. Часть 1. Общий метод".
ГОСТ 26277 Пластмассы. Общие требования к изготовлению образцов способом механической обработки
ГОСТ Р 50838 (ИСО 4437:2007) Трубы из полиэтилена для газопроводов. Технические условия
Действует ГОСТ Р 58121.2-2018 (ИСО 4437-2:2014) "Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 2. Трубы".
ГОСТ Р 51613 Трубы напорные из непластифицированного поливинилхлорида. Технические условия
ГОСТ Р 52134 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 52779-2007 (ИСО 8085-2:2001, ИСО 8085-3:2001) Детали соединительные из полиэтилена для газопроводов. Общие технические условия
Действует ГОСТ Р 58121.3-2018 (ИСО 4437-3:2014) "Пластмассовые трубопроводы для транспортирования газообразного топлива. Полиэтилен (ПЭ). Часть 3. Фитинги".
ГОСТ Р 54792 Дефекты в сварных соединениях термопластов. Описание и оценка
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Общие требования
3.1 Область применения
Выбор методов испытаний принимается в зависимости от технологии производства и условий эксплуатации. При этом необходимо обратить внимание на то, что результаты испытаний зависят от условий изготовления испытуемых образцов и от самих условий испытания. Результаты испытаний должны подтверждать соответствие расчетных свойств сварных соединений реальным нагрузкам, возникающим в процессе эксплуатации.
3.2 Материалы и свойства
Настоящим стандартом охватываются материалы, приведенные в таблице 1, применяемые при изготовлении труб, соединительных деталей и листов.
СП 62.13330.2011* Газораспределительные системы. Актуализированная редакция СНиП 42-01-2002 (с Изменениями N 1, 2, 3)
10.4.1* Контролю физическими методами подлежат стыки законченных строительством участков газопроводов, выполненных электродуговой и газовой сваркой (газопроводы из стальных труб), а также сваркой нагретым инструментом встык (газопроводы из полиэтиленовых труб, выполненные на сварочной технике с ручным управлением и средней степени автоматизации), в соответствии с таблицей 14*. Допускается уменьшать на 60% количество контролируемых стыков полиэтиленовых газопроводов, сваренных с использованием сварочной техники средней степени автоматизации, аттестованной и допущенной к применению в установленном порядке.
Обязательному контролю физическими методами не подлежат стыки полиэтиленовых газопроводов, выполненные на сварочной технике высокой степени автоматизации, аттестованной и допущенной к применению в установленном порядке.
Сварка полиэтиленовых газопроводов соединительными деталями с ЗН должна выполняться аппаратами, осуществляющими регистрацию результатов сварки с их последующей выдачей в виде распечатанного протокола.
Контроль стыков стальных газопроводов проводят радиографическим - по ГОСТ 7512 и ультразвуковым - по ГОСТ Р 55724 методами. Стыки полиэтиленовых газопроводов проверяют ультразвуковым методом.
Контроль соединений многослойных полимерных и медных газопроводов проводят внешним осмотром и обмыливанием при испытании газопровода.
Число стыков, подлежащих контролю, % общего числа стыков, сваренных каждым сварщиком на объекте
1 Наружные и внутренние газопроводы природного газа и СУГ всех давлений с условным проходом менее 50, надземные и внутренние газопроводы природного газа и СУГ условным проходом 50 и более давлением до 0,005 МПа
Не подлежат контролю
2 Газопроводы ГРП и ГРУ
3 Наружные и внутренние газопроводы СУГ всех давлений (за исключением указанных в строке 1)
4 Надземные и внутренние газопроводы природного газа давлением св. 0,005 МПа
5, но не менее одного стыка
5 Подземные газопроводы природного газа давлением:
до 0,005 МПа включ.
10, но не менее одного стыка
св. 0,005 до 0,3 МПа включ.
50, но не менее одного стыка
6 Подземные газопроводы всех давлений, прокладываемые под магистральными дорогами и улицами с капитальными типами дорожных одежд, а также на переходах через водные преграды, во всех случаях прокладки газопроводов в футляре (в пределах перехода и по одному стыку в обе стороны от пересекаемого сооружения)
7 Подземные газопроводы всех давлений при пересечении с коммуникационными коллекторами, каналами, тоннелями (в пределах пересечений и по одному стыку в обе стороны от наружных стенок пересекаемых сооружений)
8 Надземные газопроводы всех давлений на участках переходов через автомобильные категорий I-III, магистральные дороги и улицы и железные дороги и естественные преграды, а также по мостам и путепроводам
9 Подземные газопроводы всех давлений (кроме газопроводов давлением до 0,005 МПа), прокладываемые в районах с сейсмичностью свыше 7 баллов, на карстовых и подрабатываемых территориях и в других районах с особыми природными условиями
10 Подземные газопроводы всех давлений, прокладываемые на расстоянии по горизонтали в свету менее 3 м от коммуникационных коллекторов и каналов (в том числе каналов тепловой сети)
11 Участки подземных газопроводов-вводов на расстоянии от фундаментов зданий менее, м:
до 0,005 МПа включ.;
св. 0,005 до 0,3 МПа ";
12 Подземные газопроводы природного газа давлением до 0,005 МПа включ., прокладываемые в особых природных условиях
25, но не менее одного стыка
13 Подземные газопроводы природного газа давлением св. 0,005 МПа прокладываемые вне поселений за пределами черты их перспективной застройки
20, но не менее одного стыка
1 Для проверки следует отбирать сварные стыки, имеющие худший внешний вид.
2 Процент контроля сварных соединений газопроводов следует устанавливать с учетом реальных условий прокладки.
3 Угловые соединения на газопроводах условным диаметром до 500 мм, стыки приварки фланцев и плоских заглушек контролю физическими методами не подлежат. Сварные стыки соединительных деталей стальных газопроводов, изготовленные в условиях ЦЗЗ, ЦЗМ, а также сваренные после производства испытаний монтажные стыки стальных газопроводов подлежат 100%-ному контролю физическими методами.
4 Процент контроля сварных соединений труб, прокладываемых в стесненных условиях, должен устанавливаться с учетом требований 5.1.1*.
Таблица 14 (Измененная редакция, Изм. N 3).
10.4.2 Ультразвуковой метод контроля сварных стыков стальных газопроводов применяется при условии проведения выборочной проверки не менее 10% стыков радиографическим методом. При получении неудовлетворительных результатов радиографического контроля хотя бы на одном стыке объем контроля следует увеличить до 50% общего числа стыков. В случае повторного выявления дефектных стыков все стыки, сваренные конкретным сварщиком на объекте в течение календарного месяца и проверенные ультразвуковым методом, должны быть подвергнуты радиографическому контролю.
10.4.3 При неудовлетворительных результатах контроля ультразвуковым методом стыковых соединений стальных и полиэтиленовых газопроводов проводят проверку удвоенного числа стыков на участках, которые к моменту обнаружения брака не были приняты по результатам этого вида контроля. Если при повторной проверке качество хотя бы одного из проверяемых стыков окажется неудовлетворительным, то все стыки, сваренные данным сварщиком на объекте, должны быть проверены ультразвуковым методом.
10.4.4 Исправление дефектов шва стыков стальных газопроводов, выполненных газовой сваркой, не допускается. Исправление дефектов шва, выполненного дуговой сваркой, допускается проводить удалением дефектной части и заварки ее заново с последующей проверкой всего сварного стыка радиографическим методом. Превышение высоты усиления сварного шва относительно размеров, установленных ГОСТ 16037, разрешается устранять механической обработкой. Подрезы следует исправлять наплавкой ниточных валиков высотой не более 2-3 мм, при этом высота ниточного валика не должна превышать высоту шва. Исправление дефектов подчеканкой и повторный ремонт стыков не допускается.
Дефектные стыковые соединения полиэтиленовых газопроводов исправлению не подлежат и должны быть удалены.
10.4.5 Сварка полиэтиленовых труб с помощью деталей с ЗН проводится в автоматическом режиме, сварочными аппаратами, соответствующими ГОСТ Р ИСО 12176-2, ввод параметров сварки осуществляется в соответствии с ГОСТ Р ИСО 13950.
По степени автоматизации сварочные машины для соединения встык полиэтиленовых труб и деталей подразделяют следующим образом:
а) машины с высокой степенью автоматизации - машины для сварки встык, соответствующие ГОСТ Р ИСО 12176-1-2011 (приложение А), в том числе имеющие компьютерную программу управления основными параметрами сварки, согласно выбранной процедуре сварки по ГОСТ Р 55276, компьютерный контроль процесса сварки, включая контроль проскальзывания труб в зажимах центратора, перемещения его каретки и автоматического удаления нагретого инструмента; автоматическую регистрацию результатов сварки и последующую выдачу информации в виде распечатанного протокола на каждый стык по окончании процесса сварки.
Дополнительными функциями могут быть контроль трассируемости и регистрация данных по ГОСТ Р ИСО 12176-4;
б) машины со средней степенью автоматизации - машины для сварки встык, имеющие частично компьютеризированную программу основных параметров сварки, включая длительность и давление при оплавлении торцов, давление смыкания торцов (пиковое и (или) динамическое), технологическую паузу времени подъема давления и охлаждения в машине под давлением согласно выбранной процедуре сварки по ГОСТ Р 55276, полный компьютеризированный контроль соблюдения режима сварки в течение всего цикла, а также осуществляющие регистрацию результатов сварки и последующую выдачу информации в виде распечатанного протокола на каждый стык по окончании процесса сварки.
Дополнительными функциями могут быть контроль трассируемости и регистрация данных по ГОСТ Р ИСО 12176-4;
в) машины с ручным управлением - машины для сварки встык с ручным управлением процессом сварки, согласно выбранной процедуре сварки по ГОСТ Р 55276, при визуальном или автоматическом контроле соблюдения режима сварки в течение всего цикла. Режимы сварки регистрируются в журнале производства работ или выдаются в виде распечатанного протокола с регистрирующего устройства на каждый стык по окончании процесса сварки.
Температура нагретого инструмента должна контролироваться автоматически независимо от степени автоматизации сварочной машины.
Как проверить правильность шва ПЭ-труб
Стыковой шов не должен быть ниже уровня поверхности трубы (рис 8.9).
Взаимное смещение сваренных Wavin труб не должно быть более 10 % толщины стенки трубы (рис 8.10).
Смещение можно измерять относительно поверхностей двух труб, трубы и фасонной части, либо двух фасонных частей.
Ширина сварочных валиков (рис 8.11) должна соответствовать нижеуказанным размерам (таблица 8.1). Эти размеры распространяются на швы, полученные при стыковой сварке. В случае сваривания трубы с фасонной деталью или двух фасонных деталей отклонения ширины сварочного валика могут быть на 1 мм больше в любую сторону.
Ширина валиков сварочного шва может изменяться в пределах ±10 % от среднего значения ширины валиков (рис 8.12). Среднее значение ширины валиков сварочного шва (Вм) вычисляется по формуле: Вм = (Вмин + Вмакс) / 2, соответственно: Вмин > 0,9 х Вм , а Вмакс < 1,1 х Вм
Относительная разность ширин двух отдельных валиков одного и того же шва (рис 8.13):
Х= (AS / В ) х 100%, где: S - ширина одниго валика, AS - разность значений ширины (Sмах- Sмин), В - ширина обеих валиков.
¦ При сваривании трубы с трубой (Х< 10%): AS < 0,1 х В.
При сваривании трубы с фасонной частью или фасонной части с фасонной частью (Х< 20%): AS < 0,2 х В
Пример использования таблицы 8.1:
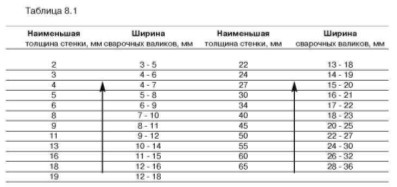
ширина валиков сварочного шва при стыковой сварке двух Wavin труб, у которых толщина стенки равна 8,2 мм:
Как проверить шов полиэтиленовой трубы
СВОД ПРАВИЛ ПО ПРОЕКТИРОВАНИЮ И СТРОИТЕЛЬСТВУ
ПРОЕКТИРОВАНИЕ И СТРОИТЕЛЬСТВО ГАЗОПРОВОДОВ ИЗ ПОЛИЭТИЛЕНОВЫХ ТРУБ И РЕКОНСТРУКЦИЯ ИЗНОШЕННЫХ ГАЗОПРОВОДОВ
Design and construction of polyethilene gas pipelines and renovation of underground gas pipelines
Дата введения 2003-11-27
1 РАЗРАБОТАН ЗАО "Полимергаз" и коллективом ведущих специалистов ОАО "ГипроНИИгаз", АО "Запсибгазпром", АО "ВНИИСТ", АОЗТ "СП МосПартеплогаз", ЗАО "Руспройсгаз", МИИП-НПО "Пластик", Госгортехнадзора России, Госстроя России и ряда газораспределительных хозяйств России при координации ЗАО "Полимергаз"
Госгортехнадзором России, письмо от 16.06.2000 г. N 03-35/240
ГУГПС МЧС России, письмо от 24.05.2000 г. N 20/2.2/1907
3 ОДОБРЕН постановлением Госстроя России от 26 ноября 2003 г. N 195
4 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ решением Межведомственного координационного совета по вопросам технического совершенствования газораспределительных систем и других инженерных коммуникаций, протокол от 27 ноября 2003 г. N 33
ВЗАМЕН СП 42-101-96, СП 42-103-97, СП 42-105-99
ВВЕДЕНИЕ
СП 42-103-2003 "Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов" разработан в развитие основополагающего СНиП 42-01-2002 "Газораспределительные системы" взамен СП 42-101-96 "Проектирование и строительство газопроводов из полиэтиленовых труб диаметром до 300 мм", СП 42-103-97 "Восстановление стальных подземных газопроводов с использованием синтетических тканевых шлангов и специального двухкомпонентного клея", СП 42-105-99 "Контроль качества сварных соединений полиэтиленовых газопроводов".
СП 42-103-2003 содержит подтвержденные научными исследованиями, опробованные на практике и рекомендуемые в качестве официально признанных технические решения, средства и способы реализации обязательных требований, установленных СНиП 42-01, по проектированию и строительству полиэтиленовых газопроводов, а также реконструкции изношенных газопроводов с применением полиэтиленовых (в том числе профилированных) труб, синтетических тканевых шлангов и специального двухкомпонентного клея.
В разработке настоящего Свода правил приняли участие:
Габелая Р.Д., Гвоздев И.В., Гиллер Г.А, Голик В.Г., Дерюгин М.Н., Зайцев К.И., Кайгородов Г.К., Карвецкий А.Г., Каргин В.Ю., Нечаев А.С., Рождественский В.В., Сафронова И.П., Синев В.М., Токер А.П., Удовенко В.Е., Чирчинская Г.П., Шинкарев А.М., Шишов Н.А., Шурайц А.Л.
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1 Настоящий Свод правил распространяется на проектирование и строительство новых газопроводов из полиэтиленовых труб, а также на реконструкцию стальных изношенных газопроводов.
1.2 При проектировании, строительстве и реконструкции газопроводов следует руководствоваться требованиями СНиП 42-01, СП 42-101 и других нормативных документов, утвержденных в установленном порядке.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем Своде правил использованы ссылки на следующие документы:
СНиП 2.02.01-83* Основания зданий и сооружений;
СНиП 2.02.04-88 Основания и фундаменты на вечномерзлых грунтах;
СНиП 3.01.01-85* Организация строительного производства;
СНиП 3.03.01-87 Несущие и ограждающие конструкции;
СНиП 11-01-2003 Инструкция о порядке разработки, согласования, утверждения и составе проектной документации на строительство предприятий, зданий и сооружений;
Документ отменен постановлением Госстроя России от 17.11.2003 г. N 190, здесь и далее по тексту. - Примечание изготовителя базы данных.
СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие требования;
СНиП 12-04-2002 Безопасность труда в строительстве. Часть 2. Строительное производство;
СНиП II-7-81* Строительство в сейсмических районах;
СНиП 42-01-2002 Газораспределительные системы;
СП 42-101-2003 Общие положения по проектированию и строительству газораспределительных систем из металлических и полиэтиленовых труб;
СП 42-102-2004 Проектирование и строительство газопроводов из металлических труб;
ГОСТ 9.402-80 ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием;
ГОСТ 9.602-89 ЕСЗКС. Сооружения подземные. Общие требования к защите от коррозии;
ГОСТ 166-89 Штангенциркули. Технические условия;
ГОСТ 2226-88 Мешки бумажные. Технические условия;
ГОСТ 2930-62 Приборы измерительные. Шрифты и знаки;
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия;
ГОСТ 4045-75 Тиски слесарные с ручным приводом. Технические условия;
ГОСТ 5686-94 Грунты. Методы полевых испытаний сваями;
ГОСТ 6507-90 Микрометры. Технические условия;
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия;
ГОСТ 8433-81 Вещества вспомогательные ОП-7 и ОП-10. Технические условия;
ГОСТ 9142-90 Ящики из гофрированного картона. Общие технические условия;
ГОСТ 9396-88 Ящики деревянные многооборотные. Общие технические условия;
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия;
ГОСТ 10705-80 Трубы стальные электросварные. Технические условия;
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение;
ГОСТ 12423-66 Пластмассы. Условия кондиционирования и испытаний образцов (проб);
ГОСТ 12820-80 Фланцы стальные плоские приварные на от 0,1 до 2,5 МПа (от 1 до 25 кгс/см). Конструкция и размеры;
ГОСТ 12822-80 Фланцы стальные свободные на приварном кольце на от 0,1 до 2,5 МПа (от 1 до 25 кгс/см). Конструкция и размеры;
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые;
ГОСТ 15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение;
ГОСТ 17375-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 3D (R1,5DN ). Конструкция;
ГОСТ 17376-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники. Конструкция;
ГОСТ 17811-78 Мешки полиэтиленовые для химической продукции. Технические условия;
ГОСТ 18573-86 Ящики деревянные для продукции химической промышленности. Технические условия;
ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия;
ГОСТ 19667-74 Контейнер специализированный групповой массой 5,0 т для штучных грузов;
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования;
ГОСТ 22852-77 Ящики из гофрированного картона для продукции приборостроительной промышленности. Технические условия;
ГОСТ 24157-80 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении;
ТУ 6-19-231-87 Трубы напорные из непластифицированного поливинилхлорида;
ТУ 6-19-359-97 Детали соединительные из полиэтилена для газопроводов;
ТУ, упомянутые здесь и далее по тексту не приводятся. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - Примечание изготовителя базы данных.
ТУ 2291-032-00203536-96** Муфты полиэтиленовые с закладными электронагревателями для газопроводов;
ПБ 12-529-03 Правила безопасности систем газораспределения и газопотребления;
На территории Российской Федерации документ не действует. Действуют Федеральные нормы и правила в области промышленной безопасности "Правила безопасности сетей газораспределения и газопотребления", здесь и далее по тексту. - Примечание изготовителя базы данных.
Как проверить шов полиэтиленовой трубы
Профессия «дефектоскопист» как она есть | Дефектоскопист.ру - Ультразвуковой контроль - Ультразвуковой контроль полиэтиленовых труб
| Файловый архив |
| Файловый архив |
| Файлы пользователей |
| К странице. |
Благодарил(а): 0 раз(а)
Ультразвуковой контроль полиэтиленовых труб
Благодарил(а): 0 раз(а)
Благодарил(а): 0 раз(а)
Можно ли посмотреть сам документ?
Дефектоскопист всея Руси
Благодарил(а): 512 раз(а)
Можно ли посмотреть сам документ?
Указанный Вами документ мне не знаком, а УК полиэтиленовых газовых труб прописано в (см. вложение).
NDT2000 (02.07.2021), Максим К (03.03.2017), Эльдар Махаев (17.04.2020)
Благодарил(а): 0 раз(а)
К сожилению самого дакумента у меня нет (основная часть этого документа косается УЗК метала) но есть приложение по УЗК ПЭ-труб. Вот меня и настораживает что есть такая методика и про неё так мало наслышаны специалисты.
Специалист
Благодарил(а): 1 раз(а)
К сожилению самого дакумента у меня нет (основная часть этого документа косается УЗК метала) но есть приложение по УЗК ПЭ-труб. Вот меня и настораживает что есть такая методика и про неё так мало наслышаны специалисты.
Да ну таких методик вагон понаписано. Вам вон Михаил57 вполне нормальный документ скинул. Берите любой УЗ дефектоскоп, хордовый датчик и СОП в соответствии с диаметром и SDR и контролируйте на здоровье.
Благодарил(а): 0 раз(а)
К сожилению самого дакумента у меня нет (основная часть этого документа косается УЗК метала) но есть приложение по УЗК ПЭ-труб. Вот меня и настораживает что есть такая методика и про неё так мало наслышаны специалисты.
Да ну таких методик вагон понаписано. Вам вон Михаил57 вполне нормальный документ скинул. Берите любой УЗ дефектоскоп, хордовый датчик и СОП в соответствии с диаметром и SDR и контролируйте на здоровье.

Дефектоскопист всея Руси
Благодарил(а): 512 раз(а)
[quote=Ivan Bauer]
К сожилению самого дакумента у меня нет (основная часть этого документа косается УЗК метала) но есть приложение по УЗК ПЭ-труб. Вот меня и настораживает что есть такая методика и про неё так мало наслышаны специалисты.
Да ну таких методик вагон понаписано. Вам вон Михаил57 вполне нормальный документ скинул. Берите любой УЗ дефектоскоп, хордовый датчик и СОП в соответствии с диаметром и SDR и контролируйте на здоровье.
Иш чего, качества захотел. За качеством - к сварщикам, а мы только контролируем. :-D3
Как проверить шов полиэтиленовой трубы
Профессия «дефектоскопист» как она есть | Дефектоскопист.ру - Ультразвуковой контроль - Ультразвуковой контроль полиэтиленовых труб
| Файловый архив |
| Файловый архив |
| Файлы пользователей |
| К странице. |
Благодарил(а): 0 раз(а)
Ультразвуковой контроль полиэтиленовых труб
Благодарил(а): 0 раз(а)
Благодарил(а): 0 раз(а)
Можно ли посмотреть сам документ?
Дефектоскопист всея Руси
Благодарил(а): 512 раз(а)
Можно ли посмотреть сам документ?
Указанный Вами документ мне не знаком, а УК полиэтиленовых газовых труб прописано в (см. вложение).
NDT2000 (02.07.2021), Максим К (03.03.2017), Эльдар Махаев (17.04.2020)
Благодарил(а): 0 раз(а)
К сожилению самого дакумента у меня нет (основная часть этого документа косается УЗК метала) но есть приложение по УЗК ПЭ-труб. Вот меня и настораживает что есть такая методика и про неё так мало наслышаны специалисты.
Специалист
Благодарил(а): 1 раз(а)
К сожилению самого дакумента у меня нет (основная часть этого документа косается УЗК метала) но есть приложение по УЗК ПЭ-труб. Вот меня и настораживает что есть такая методика и про неё так мало наслышаны специалисты.
Да ну таких методик вагон понаписано. Вам вон Михаил57 вполне нормальный документ скинул. Берите любой УЗ дефектоскоп, хордовый датчик и СОП в соответствии с диаметром и SDR и контролируйте на здоровье.
Благодарил(а): 0 раз(а)
К сожилению самого дакумента у меня нет (основная часть этого документа косается УЗК метала) но есть приложение по УЗК ПЭ-труб. Вот меня и настораживает что есть такая методика и про неё так мало наслышаны специалисты.
Да ну таких методик вагон понаписано. Вам вон Михаил57 вполне нормальный документ скинул. Берите любой УЗ дефектоскоп, хордовый датчик и СОП в соответствии с диаметром и SDR и контролируйте на здоровье.
Дефектоскопист всея Руси
Благодарил(а): 512 раз(а)
[quote=Ivan Bauer]
К сожилению самого дакумента у меня нет (основная часть этого документа косается УЗК метала) но есть приложение по УЗК ПЭ-труб. Вот меня и настораживает что есть такая методика и про неё так мало наслышаны специалисты.
Да ну таких методик вагон понаписано. Вам вон Михаил57 вполне нормальный документ скинул. Берите любой УЗ дефектоскоп, хордовый датчик и СОП в соответствии с диаметром и SDR и контролируйте на здоровье.
Иш чего, качества захотел. За качеством - к сварщикам, а мы только контролируем. :-D3
Как проверить шов полиэтиленовой трубы
Профессия «дефектоскопист» как она есть | Дефектоскопист.ру - Ультразвуковой контроль - Контроль полиэтиленовых труб
| Файловый архив |
| Файловый архив |
| Файлы пользователей |
| К странице. |
Благодарил(а): 9 раз(а)
Контроль полиэтиленовых труб
Доброго времени суток!
Кто сталкивался с ультразвуковым контролем соединений полиэтиленовых труб, подскажите как записывается найденный дефект в соединении.
Благодарил(а): 0 раз(а)
Если посмотреть google ссылку ультразвуковым контролем соединений полиэтиленовых труб и найти СП 42-105-99 приложение Г и СП 42-103-2003 Приложение Р то вероятно по ГОСТ 14782
Благодарил(а): 0 раз(а)
Прием. Как понял.
Благодарил(а): 9 раз(а)
ГОСТ 14782 распространяется на сварку из металлов и сплавов
Благодарил(а): 0 раз(а)
но указан в СП 42-105-99 и СП 42-103-2003
Благодарил(а): 9 раз(а)
Может я чего то недопонимаю или недосматриваю, как записать несплошность на 2 дБ ниже браковочного уровня, непротяженная, расположение любое.?
Благодарил(а): 0 раз(а)
надо достать из нета СП 42-105-99 и СП 42-103-2003 и внимательно прочитать. сам этого не делал но бегло по этим документам получается ГОСТ 14782
Благодарил(а): 0 раз(а)
см. п 4.2 ГОСТ 14782
Благодарил(а): 9 раз(а)
Могу тебе сказать что там написано, там сказано про оценку, но сокращенной формы записи там нет. А то что указан ГОСТ 14782, так это нормальное явление в нашей нормативной базе, очень много встречается расхождений, один документ бывает говорит одно а другой иное и оба действующие.
Благодарил(а): 9 раз(а)
см. п 4.2 ГОСТ 14782
еще раз повторюсь, это для металлов
| Опции просмотра |
| Линейный вид |
| Комбинированный вид |
| Древовидный вид |
Текущее время: 01:28 . Часовой пояс GMT +3. Copyright ©2000 - 2021. Перевод: zCarot.
Читайте также: