
Как приварить переход к трубе
Обновлено: 04.07.2024
Как приварить переход к трубе
Минимальная длина катушки должна быть регламентирована НТД.
Вот выдержка из КТН по сварке (это для объектов Транснефти):
3.13 катушка: Отрезок трубы, подготавливаемый для вварки в трубопровод, длинной не менее одного диаметра, изготовленный из трубы того же диаметра, номинальной толщины стенки и аналогичного класса прочности, а также имеющий торцы, обработанные механическим способом или путем газовой резки с последующей обработкой металлорежущим инструментом.
Смотрите в своих НТД на сварку.
Да и к тому же, схема готового технологического трубопровода заранее определена в проекте, там же и необходимые типо размеры всех деталей и конечная длина всего и вся.
Конечно при воплощении проекта в жизнь сварка наткнется на кучу камней, но все же.
Благодарил(а): 2 раз(а) Доброго времени суток. Возник такой не большой вопрос: какая должна быть длинна катушки после отвода или тройника, чтобы можно было варить на нее например фланец? И вообще существует какая нибудь литература по этому поводу. Предположительно технологические трубопроводы, но хотелось бы понимать этот момент в целом. Может кто нибудь сталкивался, а то вразумительного не нашел ничего. От чего оттолкнуться то? Спасибо за внимание.Если технологические трубопроводы, то смотрим пункт 37 Руководства по безопасности «Рекомендации по устройству и безопасной эксплуатации технологических трубопроводов»/
37. Расстоянием между соседними кольцевыми стыковыми сварными соединениями обеспечивается возможность проведения местной термообработки и контроля шва неразрушающими методами, и поэтому он не может быть менее 100 мм.
Сварные соединения трубопроводов рекомендуется располагать на расстоянии не менее 100 мм от края опоры.
Рекомендуемое расстояние от начала гиба трубы до кольцевого сварного шва - не менее 100 мм.
Можно ли проектировать приваренные друг к другу фасонные изделия трубопроводов?
Плоский приварной фланец на переход не приварить, нужен прямой участок порядка 50 мм. Или использовать фланцы приварные встык. К такому можно приварить любые изделия.
Остальное можно варить друг к другу. 100 мм в ПБ про другое.
заводского изготовления фланцевую фасонину Интересная информация. Не знал, что существуют фланцевые фасонные изделия трубопроводов.Значит, фактически, получается что я имею право чертить в проекте фланец и сразу за ним, например, отвод. Не зняю, обязан ли я при этом указать, что это фланцевая фасонина заводского изготовления.
Остальное можно варить друг к другу. В этом-то вся и проблема, мой глав. спец. (под которым работаю), упрямо говорит, что фасонные части сваривать нельзя и поэтому и чертить их вплотную друг к другу нельзя. А мне, например, кажется нелогичным сваривать два перехода (когда для перехода с Большего диаметра на мЕньший нет ГОСТ-овского одного перехода) через трубопровод длиной 100мм, и мне кажется что нет ничего плохого, если сварить (начертить) их вместе, без дополнительного участка трубопровода.
Мне же сейчас необходимо найти нормативный документ, в котором сказанно, можно ли приваривать фасонные изделия друг к другу. А то я лишь молча вынужден выполнять все заявки глав. спеца. А мне нужно самому разобраться в этом, казалось бы, незначительном, но таком часто встречающемся вопросе. Последний раз редактировалось PPeterr, 20.05.2011 в 20:07 .
Вода - моя работа
Санкт-Петербург Да какой документ то? Выходит чугунную фасонину можно фланцевой делать, а стальную нет? Отводы варить друг к другу можно, такие решения встречаются в типовых насосных, насколько я помню. __________________Нерешаемых проблем не бывает. 44d32'44"С, 33d26'51"В
| мой глав. спец. (под которым работаю), упрямо говорит |
Ну, значит это не главный специалист, а "лицо, замещающее должность".
Все, что запрещено делать - написано в нормах. Нельзя делать, но в нормах не написано - вытекает из конструкции изделий. Например, приварка плоского фланца. Все остальное разрешено и разрешенное в нормах не записывается.
Покажите своему "глав.спец", как сделаны трубопроводы в сложных узлах - например в сериях на крупные блоки тепломеханического оборудования котельных.
Начните, например, в этого:
ПБ 03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов
6.2.6. . При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков.
Что до 100 мм в ПБ, так внимательно прочитайте когда именно они требуются.
Как приварить переход к трубе
СП 42-101-2003
10.217 Расстояние между кольцевым швом газопровода и швом приварки патрубка должно быть, как правило, не менее 100 мм.
При врезках ответвлений диаметром до 50 мм на внутренних газопроводах (в том числе импульсных линиях), а также в ГРП и ГРУ расстояние от швов ввариваемых штуцеров до кольцевых швов основного газопровода должно быть не менее 50 мм.
ПУБЭС 03-576-03
2.4.4. Продольные швы смежных обечаек и швы днищ сосудов должны быть смещены относительно друг друга на величину трехкратной толщины наиболее толстого элемента, но не менее чем на 100 мм между осями швов .
Указанные швы допускается не смещать относительно друг друга в сосудах, предназначенных для работы под давлением не более 1,6 МПа (16 кгс/см2) и температуре стенки не выше 400 град. С, с номинальной толщиной стенки не более 30 мм при условии, что эти швы выполняются автоматической или электрошлаковой сваркой и места пересечения швов контролируются методом радиографии или ультразвуковой дефектоскопии в объеме 100%.
СНиП 3.05.02-88* (отменен)
2.11.* Длина ввариваемой в линейную часть подземного газопровода монтажной "катушки" должна быть не менее 200 мм.
2.12. Сборку под сварку труб с односторонним продольным или спиральным швом следует производить со смещением швов в местах стыковки труб не менее чем на, мм:
15 . для труб диаметром до 50 мм
50.. ." " " от 50 до 100 мм
100 . " " " св. 100 мм
При сборке под сварку труб, у которых заводские швы (продольный или спиральный) сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
2.13. Приварка патрубков ответвлений в местах расположения поперечных (кольцевых) сварных швов основного газопровода нс допускается. Расстояние между поперечным швом газопровода и швом приварки к нему патрубка должно быть не менее 100 мм.
На внутренних газопроводах, а также в ГРП и ГРУ при врезках ответвлений диаметром до 50 мм включ, (в том числе импульсных линий) расстояние от швов ввариваемых штуцеров до кольцевых швов основного газопровода должно быть не менее 50 мм.
В то же время - норма - не догма и если ГОСТом такие размеры предусмотрены - значит и на прочность они так же расчитаны, а не взяты с потолка
Приварка фланца непосредственно к отвору
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
сварка трубопроводной арматуры и фасонины
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Приварить полосу к трубе. Как?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Допускается ли сварка перехода к фланцу
Можно ли непосредственно соединять стандартные фасонные изделия трубопроводов, например, фланцы и отводы, два перехода, переход и отвод? — сомнения по этому поводу возникают и у проектировщиков технологических схем, и у инженеров. Есть ли в этом какие-либо технические трудности? Допустимо ли такое решение правилами эксплуатации? Попробуем разобраться.
Нормативные документы
Проектирование и работы должны вестись так, чтобы в дальнейшем располагать возможностью контролировать сварной шов и, при необходимости, выполнять его термическую обработку. Если для проекта используются трубы с толщиной металла менее 8 мм, то от одного сварного шва до другого следует отступать, как минимум, 50 мм, если более 8 мм — 100 мм. Во всех остальных случаях между сварными швами должно быть расстояние, троекратное номинальному значению толщины материала.
Если в проекте есть опоры, то в случае толщины стенок труб до 50 мм от них следует отступить 50 мм, более 50 мм — 200 мм.
Чтобы выполнить сварной шов, от начала гиба отвода следует отступить 50 мм — это для трубопроводов с наружным диаметром труб до 100 мм и, как минимум, 100 мм — для наружных трубных диаметров более 100 мм.
Каждый конкретный случай рассматривается в индивидуальном порядке, если невозможно соблюсти расстояния, указанные в первых двух пунктах. Вопрос решается проектировщиком или специализированной научно-исследовательской организацией с учетом технологических параметров.
А еще есть ПБ 10-573-03 (для трубопроводов пара и горячей воды). Здесь нас интересуют пункты 2.3.8 и 2.3. В них разрешается выполнять сварные соединения крутоизогнутых отводов в начале закругления. Допускается их сварка напрямую, без дополнительных прямолинейных участков.
Подытоживая вышеизложенное, получается, что при выполнении определенных условий, приваривать фланец к отводу без катушки можно. При этом стоит учесть некоторые технические моменты.
Технические рекомендации
Плоский фланец приваривать к отводу без катушки не рекомендуется, потому как соединение выполняется угловым швом — получается жесткая конструкция, испытывающая сложную нагрузку. Герметичность шва при определенных условиях (например, при тепловом расширении в момент подачи горячей среды) может нарушиться.
Воротниковые («с юбкой») и свободные (с отбортовкой) фланцы привариваются более простым и надежным стыковым швом — получается устойчивое к нагрузкам растяжения и сжатия соединение.
Выполняя соединение фланца с отводом или переходом, следует предусмотреть возможность свободной вставки/съема болтов или шпилек при сборке/разборке фланца.
Допускается ли сварка перехода к фланцу
![]()
![]()
Очень помогли. Я изначально полагала, что это разрешено и, когда строители спросили, ответила утвердительно, а потом начали мучать сомнения))
![]()
ПРАВИЛА
УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ
ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
6.2.6. Расстояние от поперечного сварного соединения до края опоры или подвески должно обеспечить (при необходимости) возможность его термообработки и контроля.
Расстояние от штуцера или другого элемента с угловым (тавровым) швом до начала гнутого участка или поперечного сварного шва трубопровода должно быть не менее наружного диаметра трубы, но не менее 50 мм для труб с наружным диаметром до 100 мм. Для труб с наружным диаметром 100 мм и более это расстояние должно быть не менее 100 мм.
Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при условном диаметре менее 150 мм и 200 мм при условном диаметре от 150 мм и выше. При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков.
6.2.7. Расстояние между соседними сварными соединениями и длина кольцевых вставок при вварке их в трубопровод должна быть не менее 100 мм.
![]()
![]()
![]()
![]()
Просто это реально противоречит здравому смыслу.
Вставка нужна, чтобы зона термического влияния не затронула соседний шов.
Но переход-то имеет свою длину, и пофиг с чем его сваривать с трубой, или с другим переходом, швов на этот отрезке (чаще меньше 100 мм) всё равно будет два,
а с целью минимизации швов логичнее фитинги друг с другом сваривать.
![]()
Просто это реально противоречит здравому смыслу.
Вставка нужна, чтобы зона термического влияния не затронула соседний шов.
Но переход-то имеет свою длину, и пофиг с чем его сваривать с трубой, или с другим переходом, швов на этот отрезке (чаще меньше 100 мм) всё равно будет два,
а с целью минимизации швов логичнее фитинги друг с другом сваривать.
А если мерить не длину осевой линии перехода, а длину его образующей. Не прокатит?
![]()
![]()
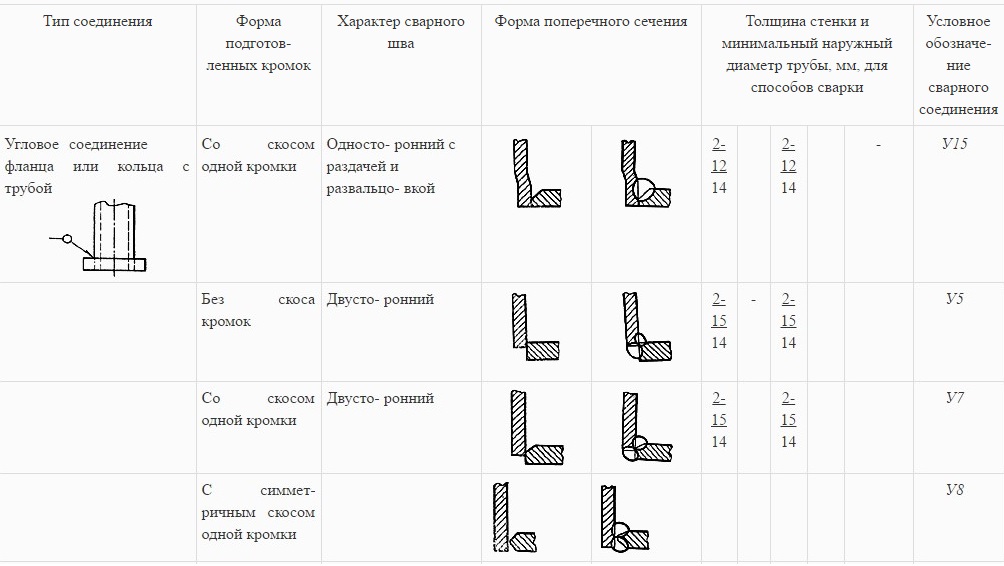
Да нет никаких запретов как на сварку переходов к переходу, так и отводов к переходу, или отвода к отводу. Есть ГОСТ 16037-80* на сварку трубопроводов. Вот на него и ссылайтесь. Толщина стенки, скос кромок ваших изделий подходят под один из типов сварки указанный в этом стандарте (С2 или С17 в вашем случае). А инспектору вашему остается лишь пожелать опыта побыстрее набраться.
![]()
![]()
Сварка фланцев
В современном мире сварка фланцев весьма распространенное явление. Фланец – это деталь круглой или квадратной формы с отверстиями для крепления отдельных частей трубо -, газо-, нефтепроводов, строительных конструкций большой длины.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.
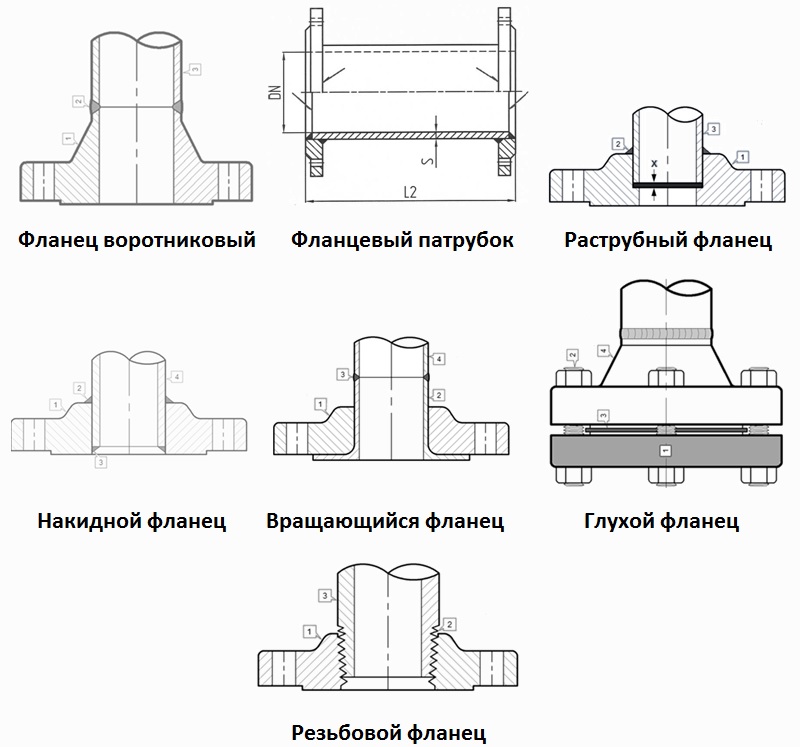
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок
Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Резьбовой фланец
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы. В редких случаях может быть сделан уплотняющий сварной шов.
Сварка фланцев — техника
Величина зазора в стыке или как часто его называют люфт часто определяет технику сварки. В общей сложности 7/10 всех стыков «внутренний диаметр фланца-труба» требуют наличия небольшого люфта. В случае когда зазор не требуется, используется техника в лодочку, так как она минимально подвержена затеканиям расплавленного металла и при этом кромки глубоко провариваются. Если люфт превышает 1.5 мм, для хорошей свариваемости применяется техника поперечных колебательных движений электрода под углом 30° к плоскости оси трубы.
Для зазора в 4-5мм, сварка ведется угловыми швами с большими катетами равными стандартной величине плюс высота зазора.
Ширина и высота шва зависят от размера трубы в поперечнике. Обратимся к примерам. Для внешнего шва необходимо большее количество наплавленного металла со стороны фланца. Таким образом шов немного не симметричен и его катет на трубе будет меньше. Ширина внутреннего шва в идеале должна соответствовать толщине трубы, но не более 0,7 см. Высота — от 0,5 до 1 см в зависимости от сечения трубы в поперечнике.
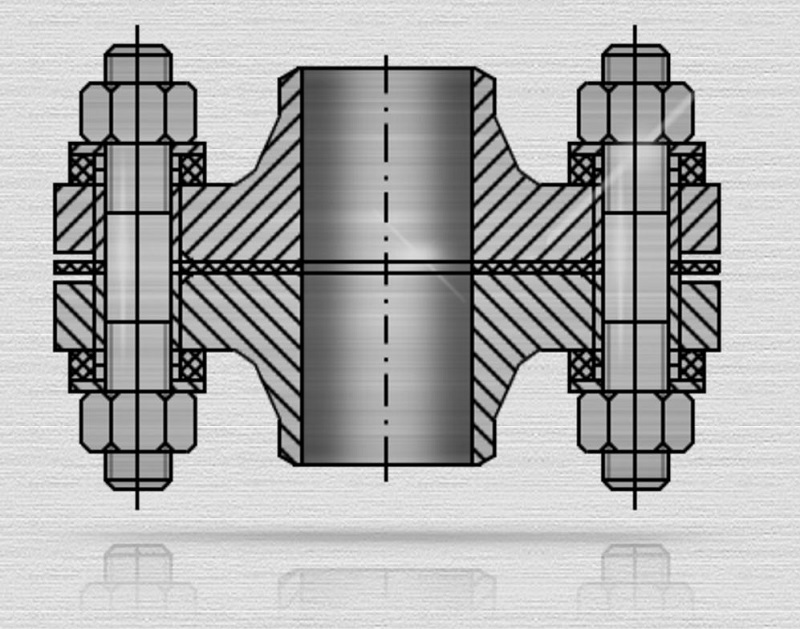
Сварка фланцев должна проводиться с двух сторон. Чтобы получить крепкое соединение необходимо сначала проварить с наружной, а после для уплотнения с внутренней стороны. Таким образом внутренний и наружный сварные швы очень прочно соединят две части сварного узла. Такая практика применима для плоских стальных фланцев. При этом в тех местах, где зазоры более 2,5 мм, для присадки используется электрод или сварочная проволока о 1.6-2.5 мм.
Сварка фланцев с двух сторон начинается сначала с внутренней стороны. После сравниваются неровности прихватки с внешней стороны, проводится зачистка и сварка в направлении слева- направо. Два прохода нужны только в том случае, если получается большой зазор.
Накладка сварного шва только с одной стороны применима для стальных фланцев, привариваемых встык, когда вплотную соединяются «воротник» фланца и торец трубы.

Сварка патрубков
Предварительно патрубок и фланец прихватывают с соблюдением всех углов. После сварной узел устанавливается на вращатель. Обрызгивается спреем против сварочных брызг и начинаем сварку.
Стандартно, согласно ГОСТу 16037-80 для труб с давлением от 10 до 25 кгс/см2 необходимо на фланце делать скосы .
Для приварки фланцев, патрубков рекомендуется использовать вращатели. Они дают возможность легко вращать, наклонять в нужное положение и приподнимать обрабатываемую деталь или кусок трубы. Таком образом можно без лишних усилий сваривать, шлифовать или даже красить объект
Необходимые меры предосторожности
Сварка фланцев требует внимания и соблюдения мер, способных уберечь сварщика от наиболее распространенных ошибок. Предварительно перед сваркой нужно зачистить и подготовить кромки. Соединяя воедино фланцевые соединения следите за тем, чтобы они были строго перпендикулярны к оси трубы. Допустимые отклонения могут быть до 1 % от наружного диаметра фланца, но не превышать 2 мм.
Чтобы проверить ровно ли приварен фланец (перпендикулярность, соосность) можно воспользоваться обычным или специально предназначенным угольником для фланцев.
При самостоятельной сборке узлов требуется учитывать длину болтов, толщину прокладки. Необходимо чтобы все головки болтов располагались с одной стороны, не были утоплены, а их окончания выступали на уровень трех шагов резьбы. Сварной шов и край трубы не должны быть выше уровня зеркала фланца.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр.
Контроль качества сварных швов
Для проверки качества сварного шва чаще всего используют старый добрый внешний осмотр с замерами размеров при надобности. Убедитесь в том, что видимые дефекты отсутствуют:
- трещины,
- непровары,
- кратеры более 0,5 мм,
- прожоги,
- поры,
- шлаковые включения,
- значительные отклонения высоты или ширины шва,
- подрезы и наплывы в переходной зоне от основного металла к наплавленному.
Неразрушающие методы контроля: ультразвуковой, радиографический метод. Последний обязателен для контроля допускных стыков. Иногда металлографические исследования.
Сварка деталей трубопроводов
Собственно, суть проблемы: на участке технологического нефтепродуктопровода в пределах перекачивающей станции имеются участки с ненормативными элементами трубопровода, подлежащие замене. На узком отрезке трубопровода имеется последовательный переход с большего диаметра на меньший два раза подряд. Профиль трубопровода в этом месте исключает возможность вставки катушки из трубы между двумя переходами диаметров. А, насколько мне не изменяет память, сварка деталей трубопровода и запорной арматуры различной толщины и диаметра возможна путем вварки переходного кольца из трубы того же диаметра и свойств.
ПРАВИЛА
УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ
ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
6.2.6. Расстояние от поперечного сварного соединения до края опоры или подвески должно обеспечить (при необходимости) возможность его термообработки и контроля.
Расстояние от штуцера или другого элемента с угловым (тавровым) швом до начала гнутого участка или поперечного сварного шва трубопровода должно быть не менее наружного диаметра трубы, но не менее 50 мм для труб с наружным диаметром до 100 мм. Для труб с наружным диаметром 100 мм и более это расстояние должно быть не менее 100 мм.
Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при условном диаметре менее 150 мм и 200 мм при условном диаметре от 150 мм и выше. При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков.
6.2.7. Расстояние между соседними сварными соединениями и длина кольцевых вставок при вварке их в трубопровод должна быть не менее 100 мм.
Возникает вопрос: Есть ли прямая ссылка на пункт нормативного документа, строго запрещающий варить две детали трубопровода между собой, или наоборот, разрешающий творить такие вещи?
Вопрос из области трубопроводного траснпорта нефти и нефтепродуктов, но приветствуются любые дельные мысли из других отраслей.
Варианты приварки фланца к трубе
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.
Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
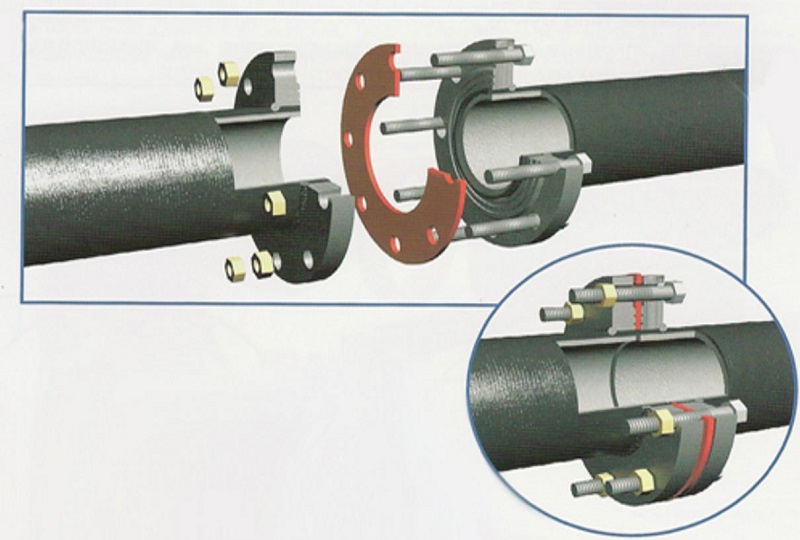
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.

Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
Допускается ли сварка перехода к фланцу
Ну у меня фланцевая арматура и присоединяется к фланцам, те у нее есть ответные фланцы. Это я уже ответный фланец хочу приварить к тройнику.
С двух сторон у меня тройники, поэтому пространство ограничено. Местоположение тройников желательно не двигать, тк я вношу изменения в проект, которую делала другая организация.
45 мм уже с учетом ответных фланцев.
на практике думаю возможно, вот только для трубы 200 расстояние между сварным швами, если мне не изменяет память, должна составлять уже мин. 100мм, но вариант приваривания фланца к тройнику еще хуже
?
Да хоть труба 500, хоть 800 всё одно пункт 10.32.
Приложила план. Прошу не обращать на линии, это перевод чертежа из PDF в Автокад.
Просто на будущее хочу знать, можно ли ответный фланец с задвижкой приварить непосредственно к тройнику?
Проблема, в случае необходимости замены этой задвижки в отопительный сезон, по умолчанию.
Там запорная задвижка на городской обратки в схеме ИТП, для переключения обратных потоков из Т/О или сразу в обратку или через Т/О-ки ГВС. Действительно тесновато.
Чертеж не открываем у меня,но. а там обязательно именно штампованные тройники применить? Если трубопровод и к нему просто подходит другой, то и стыков будет по другому размещаемо на таком узелке. И исчезает промежуточный этот стык с которым и проблема т.е. типа тройник сам длинней и уже и фланец привариваем нормально станет.
Чертеж не открываем у меня,но. а там обязательно именно штампованные тройники применить? Если трубопровод и к нему просто подходит другой, то и стыков будет по другому размещаемо на таком узелке. И исчезает промежуточный этот стык с которым и проблема т.е. типа тройник сам длинней и уже и фланец привариваем нормально станет.
Сварка фланцев
Уважаемый Evgen ,я конечно делетант в сварке,но мягко выражаясь в котельной меня надрюкали )))(после пары случаев когда шов между фланцем и трубой сифонил, был случай когда просто лопнул шов)) ),завтра вечером выложу фото того как теперь свариваю их.
подобрав ток,стараюсь держать угол 45 градусов,если же труба тонкостенная,то основной метал шва забираю с фланца,электрод веду на себя. в общем завтра скину фото,прокритекуете)
Maler, Скидывай конечно С техникой сварки я уж как нибудь справлюсь, мне особо технология интересна
я тут на работе решил изготовить приспособу,для быстрой и удобной сварки фланцев,подскажите стоит или нет?
Сварка фланцев
Уважаемый Evgen ,я конечно делетант в сварке,но мягко выражаясь в котельной меня надрюкали )))(после пары случаев когда шов между фланцем и трубой сифонил, был случай когда просто лопнул шов)) ),завтра вечером выложу фото того как теперь свариваю их.
подобрав ток,стараюсь держать угол 45 градусов,если же труба тонкостенная,то основной метал шва забираю с фланца,электрод веду на себя. в общем завтра скину фото,прокритекуете)
Maler, Скидывай конечно С техникой сварки я уж как нибудь справлюсь, мне особо технология интересна
я тут на работе решил изготовить приспособу,для быстрой и удобной сварки фланцев,подскажите стоит или нет?
Читайте также: