
Как правильно варить горизонтальный шов электросваркой трубу
Обновлено: 07.07.2024
Как научиться варить инвертором самостоятельно: все детали и видео правильной сварки
Сварка – не так сложно, как может показаться на первый взгляд. Если выучить азы сварочного дела, то процесс обучения не займёт много времени, и уже через пару дней начинающий сварщик справится с изготовлением забора из профлиста или сваркой простейших металлоконструкций. Все азы - в нашем свежем материале.
Как правильно варить сваркой: теория, практический опыт, советы и рекомендации профессионалов и опытных любителей.Если забить в поисковике фразу «Как варить сваркой правильно штучными электродами» или «Научиться варить», то появится несколько десятков статей и видео, где рассказывается и показывается, как сваривать металл самостоятельно инвертором. FORUMHOUSE обобщил материал. Выбрал самые полезные советы и расскажет новичкам, как освоить инверторную электросварку за несколько дней.
- Теория для начинающих сварщиков
- Видео, плюсы инвертора
- Что нужно использовать, чтобы начать работать с инвертором
- Видео, о преимуществах сварочной маски «хамелеон»
- Основные виды и типы марок электродов
- Какую выбрать и применить полярность
- Как подобрать диаметр электрода
- Два основных способа розжига электродов
- Как правильно вести электрод и, под каким углом его держать
- Видео, как пользоваться сварочным инвертором
- Практика сварки для начинающих
- Памятка новичка по сварке, какие требуются приспособления
Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.

Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Простота использования для новичков.
- Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.

Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.

После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.

Что нужно купить, чтобы приступить к сварке
На этот вопрос отвечает статья - Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.

О выборе маски для сварки металла специалист рассказывает в этом видео.
Оптимальный выбор начинающего сварщика – маска со светофильтром типа «хамелеон».Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.

При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Какие бывают виды и типы электродов по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?

Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.

Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
Какую выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.

Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.

Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Практика это опровергает.При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.

Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Как подобрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла. Металл с толщиной меньше 1 мм обычно варят полуавтоматом или аргонодуговой сваркой, а не электродами. Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».


Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно примерно 30 А силы тока. Т.е. для электрода «тройки» выставляйте ток около 90-100 А.
На практике, каждый сварщик подбирает диаметр электрода и силу тока на инверторе индивидуально.Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.

Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Как вести электрод и правильный угол наклона электрода
После розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Сварочная ванна – это яркое белое пятно из раскалённого металла.Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.

Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.

После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео - Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
Секреты и техника сварки инвертором для начинающих
В этой части мы ответим на самые распространённые вопросы начинающих сварщиков.

Я делаю забор из профлиста. Хочу приварить к столбам уголки. Раньше никогда сваркой не занимался. Опыта нет. Посоветуйте с чего мне начать, чтобы сделать надёжно, и как правильно варить сварочным инвертором?
Советы от участника FORUMHOUSE с ником vodovoz:
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.


Самый ходовой электрод в быту – «тройка». Стандартные инверторы тянут «четверку», а больше вам и не надо. Менять и подбирать силу тока можно в процессе сварки, подбирая оптимальный режим. Выставите слишком много – прожжёте дырку, слишком мало – электрод прилипнет.
В копилку знаний:
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков - горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать струбцины или магнитные угольники. Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.
Как варить вертикальный и горизонтальные швы электросваркой

Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
СОДЕРЖАНИЕОбщие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.

Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.

Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
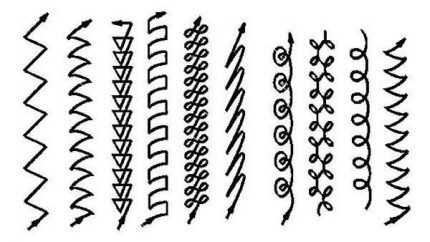
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.

При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.

Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.

Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
- 1-1,5 мм – короткий;
- 2-3 мм – нормальной длины;
- 3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.

Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0.5*1,1 Dэ, где:
- Ld – длина сварной дуги;
- Dэ – диаметр используемого электрода.
Управление электродом
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.

Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
Электросварка для начинающих: нюансы сварочных работ и разбор основных ошибок
Квартира, а тем более частный дом, нуждаются в регулярном проведении обслуживающих и ремонтных работ. Домашнему умельцу приходится быть универсалом, способным выполнять множество различных задач. Поэтому мастера хотят освоить как можно больше технологий.
Вся необходимая информация подробно изложена в нашей статье. Мы описали принцип действия электрической сварки и обозначили, какой аппарат лучше подобрать для работы в домашних условиях. Кроме того, в статье приведена пошаговая технология сваривания деталей, способы выполнения швов, а также перечислены вероятные деффекты соединений.
Что такое электросварка?
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
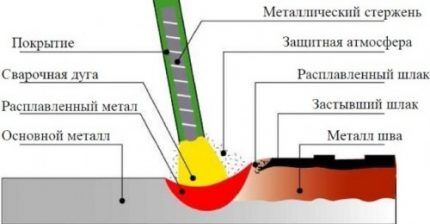
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Галерея изображений Умение обращаться со сварочным аппаратом и выполнять ровные прочные швы в быту понадобится при сооружении каркасов для теплиц, гаражей, хозблоков, летних душевых кабин, складских построек Сваркой лучше соединять элементы армирующего каркаса, выполненные из прутка диаметром больше 12 мм. Вязка проволокой не всегда способна держать требующуюся нагрузку С применением сварочной машины можно сделать оригинальную ограду для цветника или основу для забора, охраняющего участок от нежелательных посетителей Полезные знания и умения потребуются тем, кто решит устроить металлическую лестницу или полностью входную группу с козырьком на каркасе из уголка или профильной трубы Сооружение металлического каркаса теплицы Сборка арматурной сетки для фундамента Изготовление больших и малых ограждений Устройство лестниц и входных группЧто нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.

Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения. При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А.
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.

В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место. Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам.
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.

Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.
Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.
Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземленияВ этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Чтобы получить качественный шов, нужно научиться поддерживать, а затем и перемещать дугу. Особенно влияет на качество длина электрической дуги. Если она больше 5 мм, то считается длинной.
В этом случае происходит азотирование и окисление расплавившегося металла. Он разбрызгивается каплями, шов при этом получается пористый и недостаточно прочный. При слишком короткой дуге может произойти непровар.
Для выполнения сварки используются разные методики. Подробно рассмотрим основные.
Как правильно варить трубы электросваркой

Нередко можно услышать мнение, что сварка труб не является чем-то уж слишком особенным и, если потребуется, справится с такой задачей сможет даже любитель. Действительно, на первый взгляд может показаться, что это так и есть. Крупные поверхности с хорошо подогнанными и обработанными кромками – все условия для формирования качественного шва соблюдены. Осталось только поднести электрод и.
А вот здесь уже начинается практика, у которой совершенно другие законы, нежели у теории. Оказывается, выполнить подобную работу очень сложно. Особенно, если речь идет о создании трубопровода высокого давления. Малейший дефект сварочного шва приводит к прорыву магистрали. Именно поэтому к подобным проектам привлекают исключительно высококвалифицированных специалистов.
СОДЕРЖАНИЕТехнология сварки трубопроводов
Наиболее распространенный метод сварки труб – электродуговой. По сравнению с альтернативной газовой данная технология характеризуется простотой и надежностью. Для начала процесса потребуется минимальный набор инструмента, а результат будет соответствовать наиболее жестким нормативным требованиям. Но чтобы добиться нужного качества требуется профессиональный подход к использованию возможностей сварки.

Подбор электродов
Не менее важным для получения высококачественных швов является использование проверенных расходных материалов. Плохие электроды станут непреодолимым препятствием на пути к достижению нужного результата. Лучшими на сегодняшний день считаются такие марки:
-
АНО-21, АНО-24 и МР-3. Для использования требуется сеть переменного тока. В связи с невысокой стоимостью расходный материал востребован в самых разных отраслях деятельности человека, включая приусадебные хозяйства. Такие электроды отлично справляются с задачами сваривания конструкций для частного подворья: ворот, теплицы, навеса и т.д. Для соединения труб, а особенно магистралей высокого давления перечисленные расходные материалы непригодны;



Основные приемы сварки труб
Соединение частей магистральных трубопроводов может выполняться разными способами:
- Варить трубу встык. Соединяемые поверхности располагают напротив. Это самый распространенный способ, который характеризуется простотой исполнения. Однако, есть и некоторые сложности. Справится с ними будет намного проще, если учесть некоторые нюансы. Во-первых, сварочный шов лучше формировать по направлению от нижней части вверх. Во-вторых, металл следует проваривать на всю толщину стенки трубы.
- Внахлест. Метод может использоваться только в случаях, когда соединяемые поверхности имеют небольшие различия в диаметре и один из них плотно входит в другой. это может быть разница в размерах труб или же специальная механическая обработка торцевой части одной из них – развальцовка.
- Тавровое. Такой способ соединения подразумевает расположение поверхностей под прямым углом относительно друг друга.
- Угловое. Две части соединяются между собой под углом меньше 90 градусов.

Советы и рекомендации
Хорошее качество сварного шва получается не сразу. Только со временем приходит опыт и требуемая сноровка. Чтобы конечный результат был как можно лучше, стоит следовать советам специалистов со стажем:
- При стыковом или тавровом способах соединения деталей желательно использовать электроды толщиной 2-3 мм. Именно они показывают самый лучший результат.
- Силу тока рекомендуется выставлять в диапазоне 80-100 ампер. Если сварка выполняется внахлест, то этот показатель можно увеличить до 120 ампер.
- При заполнении сварочной ванны следует ориентироваться с высотой наплава: он должен выступать над металлической поверхностью на 2-3 мм.
- Если выполняются работы с профильными трубами (сечение не круглое, а квадратное или прямоугольное), то применяется точечный способ соединения.
Несколько слов о точечном методе соединения заготовок. Он еще называется «прихватом» и сводится к тому, что свариваются небольшие участки на диаметрально противоположных сторонах. И только после этого ложится цельный шов. Подход исключает вероятность того, что одну из частей «уведет» под воздействием температуры.
Подготовка
Качество работы зависит не только от марки электродов и профессиональных навыков исполнителя. Немаловажную роль в этом играет и предварительная подготовка свариваемых поверхностей. Ее суть сводится к выполнению нескольких операций:
- проверяется соответствие двух соединяемых элементов требованиям выбранному способу сварки. Важно учесть, что трубы должны быть не только соответствующего диаметра, но и с одинаковой толщиной стенок. В противном случае не выйдет хорошо прогреть толстую стенку или же, наоборот, тонкая просто расплавится;
- на свариваемых поверхностях не должно быть совершенно никаких дефектов. Заломы, трещины и деформации любого вида не допускаются. Если пренебречь, то «скромные» недостатки под воздействием температурного расширения вырастут в большую проблему и приведут к разрушению конструкции;
- ни в коем случае нельзя допускать перекос в срезе заготовки, которая будет свариваться под углом в 90 градусов. Из-за такого, казалось бы, небольшого недочета в итоге шов окажется ослабленным и вероятность разрушения стыка в процессе эксплуатации высока;
- кромки зачищаются до металлического блеска. С этой целью можно использовать любые абразивы по металлу: щетку, наждачную бумагу или электроинструмент;
- в процессе подготовки с поверхности удаляются следы жира, краски, ржавчина и прочие загрязнения. Самыми эффективными в этом плане очистителями являются химические растворы.

Особенности сварки труб
Технологические операции по свариванию труб предполагают соблюдение основных правил и принципов:
- непрерывность сварочного шва. Обогнув трубу по кругу, он должен закончиться в начальной точке. Нельзя допускать отрывов электрода в процессе формирования ванны. В случаях, когда диаметр трубы слишком велик и невозможно выдержать данное правило, применяется принцип многослойного сваривания. Число накладываемых слоев должно сопоставляться с толщиной стенок. Стенки толщиной менее 6 мм провариваются в два слоя, 6-12 мм – 3 слоя, свыше 12 мм – 4 слоя. Каждый последующий слой наносится после полного остывания предыдущего;
- перед началом сварочных работ обе трубы нужно хорошо зафиксировать. Можно использовать точечное соединение – прихватку поверхностей, чтобы исключить перемещение деталей и создать прочный шов без лишних проблем;
- если толщина стенок превышает 4 мм, рекомендуется создание коренного шва. Он нужен для того, чтобы на полную глубину заполнить пустоту между соединяемыми участками труб. Альтернативой данному методу является валковый способ, подразумевающий формирование поверх шва валика толщиной около 3 мм;
- проверка качества. Шов простукивается молотком. Сбивается шлак и можно визуально осмотреть результат работы.
Если магистраль будет эксплуатироваться под давлением, то в обязательном порядке проводится тестовый запуск. Он дает возможность проверить герметичность стыков и своевременно устранить выявленные недостатки.
Читайте также: