
Как правильно разметить полипропиленовые трубы
Обновлено: 09.05.2024
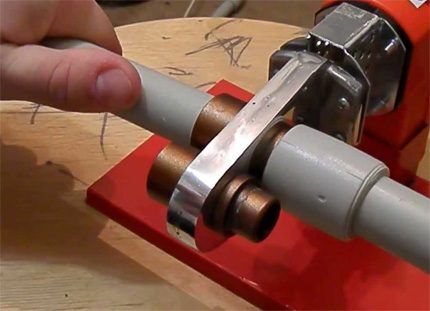
Как спаять полипропилен под нестандартным углом?
В комплектующих деталях для полипропилена встречается всего два типа уголков: 45 и 90 градусов. По крайней мере лично мне другие не известны. В большинстве случаев этих фитингов хватает на все нужды в разводке, но не всегда.
Довольно редко, но все же, требуется сформировать узел из труб под углом более 90 градусов, или более 45, но менее 90. Как быть?
Думаю многим в такой ситуации приходила идея попросту криво запаять трубу в фитинг на требуемый угол, вот только были сомнения в надежности такого шва. Известно, что при пайке пропилена разрешено отклоняться от соосности трубы и фитинга не более, чем на 5 градусов. Хотя некоторые умельцы на форуме утверждают, что отклонение в 10-15 градусов ничем не чревато, главное вставить трубу в фитинг до конца во время спаивания.
Можно же сформировать нужный угол не нарушая нормативы путем отклонения от оси сразу на нескольких швах. Грубо говоря на 2-х фитингах (уголках и муфтах) получается 4 спайки, в каждой по 5 градусов - получается 20 градусов в итоге.
Градусы это конечно же образно, на практике никто не будет прикладывать транспортир, все делается на глазок. Главное формировать нужный угол в первые несколько секунд сварки.
Как правильно паять полипропиленовые трубы
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
В Telegram-канале «Лайфхакер» только лучшие тексты о технологиях, отношениях, спорте, кино и многом другом. Подписывайтесь!
В нашем Pinterest только лучшие тексты об отношениях, спорте, кино, здоровье и многом другом. Подписывайтесь!
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV Miano
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
YouTube‑канал «КаЮТ Компания»
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV Miano
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Галерея изображений В соединении полимерных труб, диаметр которых не превышает 63 мм, используется в основном муфтовая или раструбная сварка Для соединения пластиковых труб пайкой две состыкуемые детали (трубу и фитинг или муфту) разогревают до пластичного состояния Методом пайки соединяют полимерные трубы и фитинги из того же материала: уголки, прямые муфты, фитинги с металлической резьбой для установки запорной и регулирующей арматуры Стыковым способом соединяют трубы диаметром свыше 63 мм. Однако если имеется фитинг подходящего диаметра, лучше соединить с его использованием Раструбное или муфтовое соединение полимерных труб Пайка полипропиленовых труб и фитингов Крепление фитинга для запорной арматуры Стыковая пайка труб большого диаметраОбщее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
На практике применяются две методики стыковки свариваемых деталей:
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
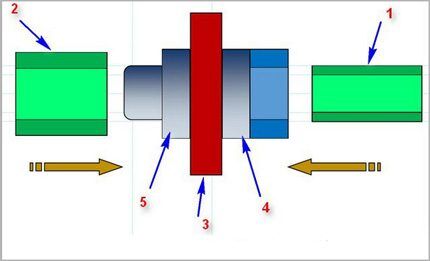
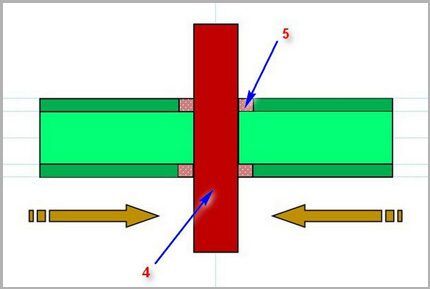
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.

Кроме паяльников, мастеру также потребуются:
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагревПервым делом необходимо подготовиться к работе:
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Галерея изображений Перед пайкой выполняем раскрой трубы ножницами для полимерных изделий. Рез должен быть строго перпендикулярен оси трубы Примеряем фитинг или муфту к отрезанной заготовке. По их кромке отмечаем глубину пайки - отрезок трубы, который будет соединен со свариваемой деталью Свариваемые детали одновременно устанавливаем на металлические болванки утюга и также одновременно снимаем по истечении нормативного времени нагрева Разогретые детали быстро и уверенно соединяем, не давая разогретому материалу утратить пластичность. При соединении соблюдаем соосность, детали не проворачиваем относительно друг дружки Шаг 1: Резка полимерной трубы перед пайкой Шаг 2: Разметка глубины прогрева трубы Шаг 3: Нагрев соединяемых деталей на утюжке Шаг 4: Быстрое соединение после нагреваПри условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Галерея изображений Перед пайкой армированных полипропиленовых труб и фитингов для их подготовки к соединению используют швейер Для того чтобы возможно было произвести соединение с заготовки трубы снимают два верхних слоя - полимерный и алюминиевый Внутренний диаметр фитинга рассчитан на то, что соединить его с армированной трубой можно только после съема двух внешних слоев трубы Неармированные полипропиленовые трубы обрабатывать швейером не надо. Но в обоих случаях зону сварки требуется обезжирить, к примеру, проспиртованной салфеткой Швейер - инструмент для подготовки армированных ПП труб Удаление двух наружных слоев Подготовленная к пайке полипропиленовая труба Обработка перед пайкой неармированной ПП трубыТакое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Монтаж водопровода из полипропиленовых труб: типовые схемы разводки + монтажные особенности
Металлические трубы уже не считаются единственно верным решением для организации внутридомовых инженерных коммуникаций. Всё чаще владельцы хозяйственных объектов делают ставку на монтаж водопровода из полипропиленовых труб, отличающихся ценовой доступностью и долговечностью.
Выбор обещает меньшие финансовые затраты, а критерии обслуживания и эксплуатации полипропилена видятся более привлекательными по сравнению с металлом. Но прежде чем приступить к сборке водяного контура, необходимо выяснить особенности выбора и монтажа полимерных труб, согласны?
Решению этих вопросов и посвящена статья. Мы описали характеристики разных изделий трубопроката, привели расшифровку их маркировки и обозначили рабочие схемы разводки. Кроме того, в статье приведена подробная инструкция по сборке магистрали, а также перечислены технические нюансы устройства водопровода из ПП труб.
Отличительные черты полипропиленовых труб
Сложную на первый взгляд систему водопровода из полипропиленовых труб вполне под силу сделать самостоятельно. Но прежде мастеру-сантехнику желательно получить максимум информации по теме монтажа водопровода на основе ПП труб.
Так как главный элемент монтажного процесса – полипропиленовые трубы, следует помнить, что в продаже существуют изделия:
PN10. Первый вид полипропиленовых рукавов на рабочее давление до 10 атмосфер вполне подходит под монтаж линии холодного водоснабжения бытового сектора и сооружения водяных теплых полов. Из такого материала обычно монтируют систему холодного водоснабжения с рабочим давлением до 10 атмосфер.

PN10. Трубы рассчитаны на рабочее давление до 16 АТИ, тоже применяют под разводку магистралей ХВС. Их же можно использовать для устройства линий водопровода горячей воды, если предельное значение температуры в системе не превышает + 60ºС.
PN20. Модификация представлена изделиями более прочными, подходящими под монтаж не только систем поставки холодной и горячей воды, но и контуров отопления. Такой полипропилен допустимо применять в системах с повышенным рабочим давлением (до 20 АТИ) и температурой теплоносителя до + 80ºС.

PN25. Это трубы для систем отопления, но могут использоваться и для водопровода ГВС. Сделаны на основе той же трёхслойной технологии. Только армирующий слой выполнен из алюминиевой фольги. Предельное значение рабочей температуры + 95ºС.
Следует учитывать особенность монтажа таких труб – при пайке армированный слой удаляется. Нагреву паяльником подлежит только полипропиленовая основа.

Весь существующий ассортимент полипропиленовых труб для водопровода, как правило, маркируется исходя из конкретного предназначения.
Обычно маркировка – это цветные полосы, нанесённые непосредственно на внешнюю стенку трубы:
- синие/зелёные под ХВС,
- красные/бурые под ГВС или отопление,
- оранжевые под любые системы водопровода.
Маркировка цветом облегчает выбор труб.
Типовые схемы разводки
Схемных решений относительно разводки линий водопровода из пропилена встречается множество. Каждая из отдельно взятой схемы обычно рассматривается с учётом финансовых затрат на сооружение и с оглядкой на технические требования к помещениям объекта.
Чаще всего применяется классическая схема разводки, однотипная по отношению к линиям ХВС и ГВС.
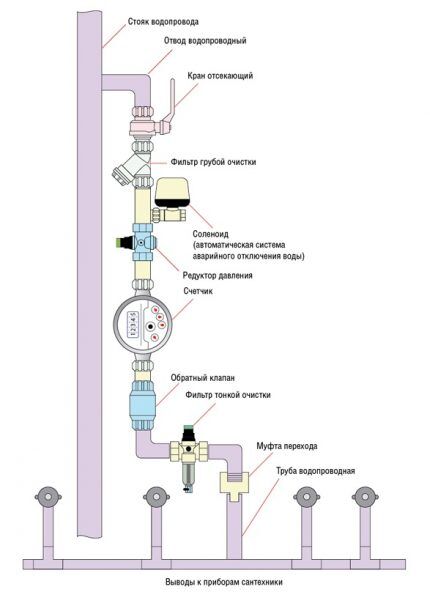
Подача воды выполняется от стояка централизованной магистрали отводом трубы с установленным на ней запорным краном. Далее последовательно монтируются системные элементы: фильтр, редуктор, счётчик, обратный клапан и осуществляется подключение на распределительный коллектор.
От коллектора холодная или горячая вода распределяется по сантехническим приборам. Такое решение традиционно используется при разводке водопровода в квартире.
Многие частные хозяйства пользуются автономной системой водоснабжения. Поэтому отход от традиционных схемных решений в таких случаях не исключается. Но обычно принцип коллекторного распределения для систем водоснабжения (не отопления) сохраняется в любом случае.
Бойлерные системы частного домовладения нередко предусматривают только подвод холодной воды. Причём источником холодной воды может вместо централизованной магистрали выступать, к примеру, скважина. Тогда схема разводки может быть, примерно, такой:
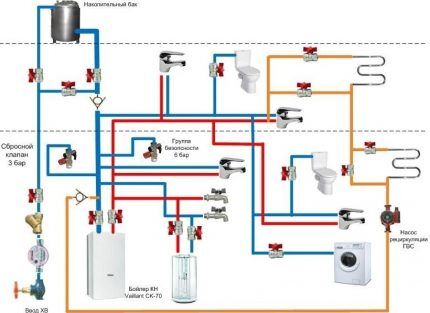
Схема разводки в любом варианте должна предусматривать наличие запорных (отсекающих) вентилей для каждого отдельно взятого сантехнического прибора. Для схем автономного типа (с котлами или бойлерами) характерно обязательное наличие обводных линий на приборах, осуществляющих функциональный процесс.
Подобные решения позволяют оперативно переключать систему из автономного режима в режим централизованного снабжения при необходимости.
Подробнее о разводке водопровода в частном доме написано в этой статье.
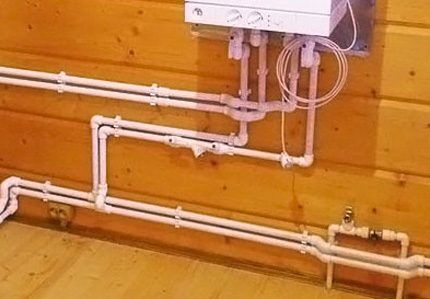
Особенности монтажа труб из полипропилена
Устройство водопровода из ПП труб требует соблюдения ряда технических и технологических нюансов:
Галерея изображений По заранее составленному плану закупаем материал с учетом 7-8 см запаса, необходимого для сварных соединений, приобретаем фитинги с резьбой для установки арматуры и угловые отводы Раскрой труб, сборку и сварку линейных участков трубопровода проще производить на рабочем столе. Сварку собранных участков лучше выполнять по месту установки, используя паяльник дл пластиковых труб В соответствии с разработанным проектом в трубопровод включаем фитинги с резьбой. Они необходимы для установки запорной арматуры, фильтров и измерительных устройств Чтобы защитить будущий трубопровод от пыли, образованной при сверлении стен, надеваем на трубу защитный чехол, затем проталкиваем в отверстие и производим дальнейшую сборку Для прокладки труб, к которым будут подключаться водоразетки, к горизонтальным отрезкам трубы приваниваем угловые фитинги Перед прокладкой горизонтальных линий водопровода согласно предварительно сделанной на стене разметке ставим кронштейны. В них них нужно будет просто защелкнуть трубы На вводе водоснабжения в дом устанавливаем фильтры грубой и тонкой очистки. Воду из автономного водозабора перед поставкой как в водонагреватель, так и непосредственно к потребителю следует очищать Перед запуском в эксплуатацию тестируем систему. При необходимости исправляем недочеты и ошибки Приобретение труб для прокладки водопровода Сварка участков по месту расположения Установка резьбовых фитингов Подготовка труб к прокладке через стену Устройство подводки к водорозеткам Установка креплений для горизонтальных линий Подключение фильтров на входе системы в дом Проверка действия холодного и горячего водопроводаИз набора необходимых инструментов потребуется резак по трубам (специальные ножницы). Впрочем, обрезку полипропиленовых рукавов вполне допустимо выполнять ножовкой по металлу. Для измерений понадобится строительная рулетка, а также маркер (карандаш) или нечто подобное.
Не станет лишней в монтажном деле угловая линейка или транспортир. Для полного комплекта нужны также гаечные ключи либо разводной ключ.

Каких-то особых технологических действий от сантехника процесс сборки полипропиленовых труб не требует. Но, какой-никакой опыт работы с пайкой полипропилена всё равно необходим. Полное отсутствие навыков грозит обернуться неприятными последствиями эксплуатации водопровода в будущем.
А последовательность работы, примерно, следующая:
Особенность последнего действия заключается в том, что его нужно выполнять достаточно быстро с чёткой фиксацией трубы и фитинга в одном положении. После соединения элементов следует выждать не менее 30 секунд. Этого времени достаточно для отвердения нагретых участков и плотного соединения их друг с другом.
Грамотно выполняемым считается монтаж любого типа водопровода из полипропиленовых труб, когда протяжка линий осуществляется от сантехнических приборов к основному источнику воды. Монтаж труб следует по возможности вести прямолинейно, параллельно полу или стенам здания.
Если магистрали ГВС и ХВС располагаются в непосредственной близости одна от другой, рекомендуется линию ХВС монтировать выше линии ГВС.
Полипропиленовые трубы, если их сравнивать с металлической трубой, обладают значительно меньшей жёсткостью. Поэтому, выполняя монтаж полипропилена, следует уделять внимание надёжному креплению трубопроводов к основанию. Крепёжные опорные кронштейны нужно размещать через каждые 1,5-2 м линии трубопровода.
Магистрали водопровода желательно строить с учётом минимальных нагрузок на трубопроводы. Не рекомендуется изгибать тело полипропиленовой трубы, нагревая место сгиба, чтобы выполнить таким способом обход препятствия. Для решения подобных задач следует использовать специальные фитинги – угловые или обходные.
Раструбное соединение частей полипропиленового трубопровода производят методом сварки:
Монтаж полипропиленовых труб своими руками: технология работы с ПП трубопроводом
Решили сделать капитальный ремонт в квартире? Тогда стоит учесть, что без замены водопровода он будет неполноценным. Согласитесь, будет обидно, если сразу после ремонта одна из труб даст течь, и, чего доброго, затопите соседей. Отличной альтернативой устаревшим водопроводным коммуникациям являются пластиковые трубы.
Сделать пластиковую разводку отопительной системы или водопровода в квартире довольно просто. Чтобы провести монтаж полипропиленовых труб своими руками, требуется лишь набор специального оборудования и минимум технических навыков.
Далее мы расскажем, какие инструменты нужны для работы, и как их правильно использовать. Кроме того, в статье вы найдете информацию о том, как правильно составить схему разводки пластикового трубопровода, а также пошаговую инструкцию по сварке полипропиленовых труб. В помощь домашнему умельцу мы подобрали тематические видеоролики.
Анатомия полипропиленовых труб
Большинство полипропиленовых (ПП) труб одинаково только на первый взгляд. Более детальное их рассмотрение позволит заметить различия по плотности материала, внутренней структуре и толщине стенок. От этих факторов зависит сфера применения труб и особенности их монтажа.
Классификация ПП материала
Качество сварного полипропиленового шва и эксплуатационные характеристики труб во многом определяются технологией изготовления ПП.
Существуют такие разновидности деталей, исходя из материала их изготовления:
Существуют ещё многослойные армированные детали из ПП.

Они имеют дополнительную внутреннюю алюминиевую оболочку, которая резко уменьшает температурные удлинения, облегчая монтаж разводки и безопасность эксплуатации.
Минусом этих изделий является необходимость перед пайкой снятия верхнего полимерного слоя и алюминия на глубину проникновения трубы в фитинг.
Детальнее виды ПП труб по материалу изготовления и фитинги мы рассмотрели в другой нашей статье.
Как выглядит маркировка?
Выбрать требуемые трубы и фитинги для пластиковой разводки в строймаркете можно и самостоятельно. Нужно только знать условные обозначения маркировки.
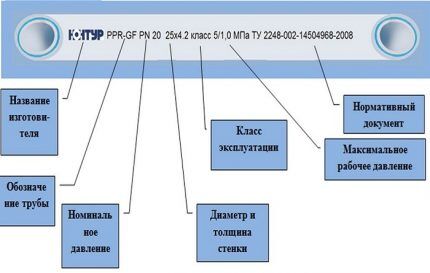
Для определения сферы применения полипропиленовых изделий главным является показатель PN. Это показатель номинального давления в кгс/см2 (1 кгс/см2 = 0,967 атмосфер), при котором эксплуатационный ресурс не изменяется. Базовая температура теплоносителя при расчете принимается равной 20 °С.
В бытовой сфере применяются 4 основных типа ПП труб с различными показателями PN:
- PN10 – для холодного водопровода;
- PN16 – для холодного и для теплого водопровода;
- PN20 – для горячей воды и систем отопления;
- PN25 – для систем отопления, особенно центрального типа.
Изделия с PN25 часто имеют большую линейную длину, поэтому практически всегда армированы алюминиевой фольгой или прочным стекловолокном для меньшего расширения при нагревании. Рекомендуем детальнее разобраться с маркировкой ПП труб для отопления.
Внешний вид и внутренняя структура
Качественные ПП трубы имеют на срезе идеально круглую форму. Толщина стенок и армирующего материала должна быть одинакова по всей окружности, не должно быть разрывов алюминия или стекловолокна.

Армированная труба традиционно состоит из трёх слоев: внутреннего и наружного полипропиленового и среднего алюминиевого или стекловолоконного. Поверхности труб должны быть гладкими, без наплывов и углублений.
Цвет материала может быть зеленым, белым или серым, но от этого качество и характеристики труб совершенно не зависят.
Преимущества и недостатки ПП
Преимущества ПП труб при монтаже внутреннего отопления и водоснабжения очевидны и подтверждаются их безраздельным доминированием в этой сфере.
Свойствами, которые делают эту продукцию приоритетной для сборки внутридомовых коммуникаций, являются:
- бесшумность;
- прочность при ударах;
- легкость;
- устойчивость к коррозии;
- долговечность;
- герметичность соединений;
- дешевизна;
- невосприимчивость внутренних стенок к налетам.
Но полипропиленовые трубы обладают и негативными сторонами, которые доставляют неудобства при монтаже:
- отсутствие гибкости;
- сильное относительное удлинение при нагреве;
- необходимость наличия специнструмента при соединении отдельных изделий.
Специалисты, которые ежедневно проводят сборку ПП труб, давно выработали способы компенсации перечисленных недостатков, поэтому особых альтернатив полипропилену нет.
Подготовка к монтажу ПП труб
Водопроводную разводку с помощью одних рук и труб сделать невозможно, поэтому следует разобраться в схемах отопления и водоснабжения, необходимых инструментах, способах соединения и используемых материалах.
Сборка системы водоснабжения из ПП труб включает ряд традиционных этапов:
Читайте также: