
Как правильно пользоваться утюжком для труб
Обновлено: 07.07.2024
Как выбрать утюг для сварки полипропиленовых труб и как им правильно пользоваться
Полипропиленовые трубы пользуются активным спросом среди дачников и владельцев частных домов постоянного проживания. И не удивительно – такой трубопровод способен выдержать различные условия эксплуатации, в том числе и перепады температуры.
К тому же стоимость труб, небольшой вес и простота сборки конструкции обоснованно делает их востребованным материалом. Причем, собрать трубопровод можно самостоятельно – понадобится утюг для сварки полипропиленовых труб и навыки работы с таким оборудованием.
В статье изложены основные критерии выбора утюга, обозначены популярные производители, а также описана пошаговая инструкция использования сварочного аппарата.
Как устроено оборудование
В домашних условиях полипропиленовые трубы сваривают с помощью сварочного аппарата, именуемого утюгом. Все они отличаются техническими характеристиками, цветом, размером и стоимостью. Но их внешний вид и принцип действия схож у всех производителей подобного оборудования.
Типичное строение сварочного утюга:
- ручка;
- провод для включения в электрическую сеть;
- индикатор работы утюга;
- индикатор достижения прибором заданной температуры;
- терморегулятор;
- нагревательная плита с отверстиями для установки насадок;
- насадки для разогрева труб – гильза для надевания трубы и дорн для фитинга;
- подставка для установки прибора.
В зависимости от модели оборудования может быть механическое или автоматическое регулирование температуры. В более дешевых моделях установлен механический терморегулятор, позволяющий задавать желаемую температуру нагрева.

Профессиональный прибор может быть оснащен дисплеем, на котором отображается изменение температуры в реальном времени. При достижении требуемого уровня нагрева прибор автоматически отключается. Такой дисплей позволяет следить за малейшими колебаниями.

Как правильно выбрать прибор
Обилие предложений затрудняет выбор неискушенному пользователю – сложно сходу купить идеальный утюг для сварки, который будет удобен и прослужит длительное время. К выбору подходящего аппарата следует подходить взвешенно, сопоставив необходимые параметры у понравившейся модели.
Требуемая мощность утюга
Сначала нужно определиться с требуемой мощностью оборудования. Для этого предстоит четко выделить фронт предстоящих работ по сварке полипропиленовых труб. Можно конечно нацелиться на диапазон 1,5-2 кВт, как советуют некоторые мастера. Но это будет более дорогой аппарат, который, скорее всего, не будет использован на 100%.
Когда речь идет о скромном трубопроводе с диаметром труб 16-25 мм, то серьезный агрегат станет лишней тратой денег – вполне можно обойтись китайским утюгом за 1000 рублей, мощность которого от 350 Вт.
Чтобы рассчитать требуемую мощность сварочного агрегата, следует исходить из максимального диаметра полипропиленовых труб, которые предстоит сварить. Этот диаметр нужно умножить на 10 и добавить 30%. Это запас прочности, чтобы утюг не работал на пределе своих возможностей.
Так, для трубы 25 мм мощность аппарата будет: 25*10+30% = 325 Вт. Выходит, что у будущего утюга мощность должна быть от 350 Вт – этого вполне достаточно для сварки полипропиленовых труб 16, 20 и даже 25 мм в диаметре.
Для масштабных работ лучше не экономить и приобрести более мощный утюг – 1,2-1,5 кВт. Такая мощность позволит надежно соединять пластиковые трубы диаметром 40, 60 и более мм. Вплоть до 10 см.

Комплектация сварочного агрегата

Поэтому перед покупкой утюга следует обратить особое внимание на такие моменты:
Что касается комплектации, то она напрямую влияет на стоимость аппарата. Здесь следует найти наиболее приемлемый вариант для своего кошелька – какую сумму запланировали потратить на это оборудование.

Когда предстоит собирать пластиковый трубопровод дома, на даче и у тещи, то на инструменте лучше не экономить – нанять специалиста обойдется в 5-10 раз дороже. Если же предстоит заменить участок трубопровода, то можно и вовсе не покупать утюг – есть возможность взять нужное оборудование в аренду.
Стоимость услуги зависит от региона проживания и модели прибора. В среднем утюг для сварки может обойтись в 150 рублей за сутки.
Соотношение качества и цены
Подбирая подходящий утюг для выполнения сварочных работ, хочется остановиться на оптимальном соотношении качества и цены. Так, стоимость отдельных моделей может начинаться с 800 рублей и достигать 20 000 рублей. Такой диапазон поставит в тупик новичка.
Чтобы не запутаться, важно изначально определить задачу, которую будет выполнять аппарат. Если фронт работ весьма скромный, то переплачивать не стоит – вполне подойдет подходящая модель китайского производства за 1,2-1,5 тысячи.
Например, Foxplastic, произведенный в Китае и имеющий вполне приемлемую комплектацию. Тем более, что купить отдельно ножницы, перчатки и насадки обойдется на порядок дороже.
Галерея изображений Ротенберг – мечта профессиональных мастеров. Немецкий сварочный утюг отличается высоким качеством всех комплектующих, удобством в использовании и высокой стоимостью Чешский утюг Dytron предпочитают профессионалы и любители. Аппараты фирмы отличаются продуманным дизайном и комплектацией Турецкий аппарат Cobra доступнее по цене, имеет оптимальное соотношение с качеством. Главное не нарваться на китайскую подделку под оригинал Китайские утюги отличаются приемлемой стоимостью – так, Foxplastic можно купить от 1 200 рублей. Но есть фирмы и дешевле Rothenberger для сварки полипропилена Чешский утюг Dytron Турецкий аппарат Cobra Китайский утюг FoxplasticВсе утюги для сварки полипропилена имеют свои особенности в зависимости от страны, где их производили. Так, самый желаемый бренд – Rothenberger. Аппараты этой немецкой компании недешевые – их стоимость начинается с 10 000 рублей.
Вторую ступеньку занимают чешские приборы – это различные модели утюгов от фирмы Dytron. Стоимость зависит от технических характеристик. Но специалисты отмечают дороговизну бренда – не каждый новичок позволит себе иметь такой аппарат.
Хотя купить отдельно насадки все же стоит – тефлоновое покрытие переживет не один дешевый утюг за 850-1000 рублей.
Турецкий утюг от компании Candan радует домашних мастеров отличными моделями по приемлемой цене. Да и комплектация утюгов хорошаяНа третьем месте турецкие фирмы: Valtec, Candan, Cobra, Kalde и другие. Они занимают широкую нишу среди подобного оборудования – оригинальные утюги способны прослужить 3 года и более.
При покупке турецких аппаратов нужно обязательно смотреть на производителя, чтобы не получить подделку. Такая ситуация сейчас не редкость, поэтому следует внимательно осмотреть предполагаемую покупку перед оплатой ее стоимости.

На последней ступеньке находятся самые бюджетные модели, собираемые китайскими заводами. Их много, причем, часто отечественные бренды собирают свои аппараты там же – в Китае.
Китайские утюги отличаются низкой ценой, но гарантия на такую продукцию составляет около 1 года. А некоторые производители и вовсе не дают никакой гарантии. Поэтому перед покупкой следует внимательно изучить упаковку и проверить наличие паспорта или инструкции и гарантийного талона.
Для скромного фронта работ утюг за 900-1500 рублей будет в самый раз. Если же бюджет позволяет, то целесообразнее обратить внимание на турецкие аппараты, которые помогут собрать не один полипропиленовый трубопровод.
Правила использования сварочного утюга
Чтобы оборудование прослужило долгое время и не принесло массу проблем, важно правильно его эксплуатировать. В противном случае вместо приятной работы будут сплошные неприятности – сломанное оборудование, нерабочий трубопровод и обожженные руки/ноги невнимательного мастера, занятого сваркой полипропиленовых труб.
Меры безопасности при работе
Важно придерживаться основных правил работы с утюгом, прописанных производителем оборудования. Хотя утюги от различных фирм отличаются, меры личной безопасности во всех случаях будут одинаковыми.
Во-первых, нельзя трогать разогретый аппарат голыми руками или ногами – температура нагревательной плиты может достигать 260°С и выше.

Для безопасности следует использовать защитные перчатки. Они могут идти в комплекте и лежать чемодане, в котором производитель поставляет свой аппарат. В противном случае лучше заранее приобрести жаропрочную пару перчаток и все работы по сварке полипропиленовых труб проводить именно в них.

Во-вторых, при проведении сварки полипропиленовых труб нужно своевременно очищать рабочую поверхность насадок от налипшего пластика. Это правильно делать сразу же после соединения очередного участка трубопровода.
Не стоит ждать, пока остынет агрегат – достаточно взять мягкую ткань или специальное приспособление для очистки тефлоновых поверхностей и осторожно удалить остатки полипропилена с гильзы и дорна.

Следует внимательно подбирать средство для очистки тефлоновых насадок.
Категорически запрещено использовать следующие:
- чистящие средства, содержащие абразивные вещества;
- металлические скребки и губки;
- жидкости, способные повредить тефлоновое покрытие.
В-третьих, утюг нельзя ронять и заливать водой. При падении он может повредиться и перестать работать. А для охлаждения утюга достаточно выключить его из розетки и подождать пару часов – прибор полностью остынет сам.
В-четвертых, из помещения, где проводится монтаж трубопровода, необходимо вывести животных и детей. Не стоит забывать о высокой температуре рабочих частей сварочного утюга.

Первый запуск оборудования
Отдельно стоит отметить первый запуск приобретенного оборудования – это следует сделать на открытом воздухе. Дело в том, что в новом сварочном аппарате внутренние детали покрыты особым смазочным материалом, который при первом разогревании утюга начнет дымиться.
Появится довольно неприятный запах и густой дым – лучше, когда испытание прибора проходит вне помещения.
Не нужно пугаться, если при первом включении утюга будет неприятный запах – это вполне допустимо. Чтобы успокоиться, следует заранее прочесть инструкцию к прибору, предоставляемую производителем. Часто продавец не предупреждает об этой особенности наивного покупателя, не имеющего опыта использования подобного оборудования.

После первого пуска аппарата желательно потренироваться, прежде, чем приступать к сварке реального трубопровода. Особенно, если нет опыта проведения подобных работ. Также целесообразно приловчиться к особенностям утюга, когда приобретен совсем дешевый китайский прибор.
Часто можно встретить отзывы реальных пользователей, которые советуют выставлять температуру в диапазоне 220-230°С. Это в корне противоречит правилам сварки полипропиленовых труб, где требуемая температура равна 260°С.
Здесь все правы – проблема заключается в том, что многие дешевые утюги, произведенные китайцами, просто не умеют поддерживать стабильную температуру в заданном диапазоне.

Поэтому, когда пользователь выставил 230°С, то через 10 минут реальная рабочая температура вполне может достигать 255-265°С. Неудивительно, что при указанной температуре в 260°С неопытный сварщик получает сгоревшие детали или полностью непригодное к использованию соединение.
В таких случаях обязательно нужно потренироваться делать правильное соединение и приловчиться к своему утюгу. Тем более, что для тренировок понадобиться пару часов свободного времени, 5-7 отрезков трубы и столько же фитингов. Это недорогое удовольствие – один фитинг стоит в пределах 10 рублей.

Как использовать утюг для полипропилена
Для правильного использования аппарата для сварки полипропилена необходимо изучить инструкцию, прилагаемую производителем. Затем предстоит открыть упаковку, желательно чтобы это был чемодан, и собрать аппарат, установив гильзу и дорн нужного диаметра.
Сам паяльник предстоит надежно зафиксировать, установив на специальную подставку. Для более комфортной работы мастера советуют прикрутить подставку к доске или листу фанеры, а затем ставить утюг. Так достигается большая устойчивость при работе с оборудованием

Когда нужные насадки закреплены, предстоит включить прибор в розетку и выставить температуру, используя терморегулятор. Это может быть колесо, которое предстоит покрутить, указывая нужную цифру или же электронный дисплей – тонкости настроек зависят от модели прибора.
Рабочая температура для сварки полипропиленовых труб составляет 260°С. Именно этот параметр следует указывать.
Время разогрева аппарата зависит от мощности и особенностей модели – это может быть 5 минут, как у утюгов Wellner, так и 20-30 минут у китайских аппаратов.
Когда индикатор просигнализировал о достижении рабочей температуры, можно приступать к процессу сварки труб.
Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб, какое оборудование используется в работе, а также перечисляем наиболее распространенные ошибки начинающих сварщиков.
Предложенные нами сведения помогут соорудить безотказно действующие коммуникации. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Галерея изображений В соединении полимерных труб, диаметр которых не превышает 63 мм, используется в основном муфтовая или раструбная сварка Для соединения пластиковых труб пайкой две состыкуемые детали (трубу и фитинг или муфту) разогревают до пластичного состояния Методом пайки соединяют полимерные трубы и фитинги из того же материала: уголки, прямые муфты, фитинги с металлической резьбой для установки запорной и регулирующей арматуры Стыковым способом соединяют трубы диаметром свыше 63 мм. Однако если имеется фитинг подходящего диаметра, лучше соединить с его использованием Раструбное или муфтовое соединение полимерных труб Пайка полипропиленовых труб и фитингов Крепление фитинга для запорной арматуры Стыковая пайка труб большого диаметраОбщее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.
На практике применяются две методики стыковки свариваемых деталей:
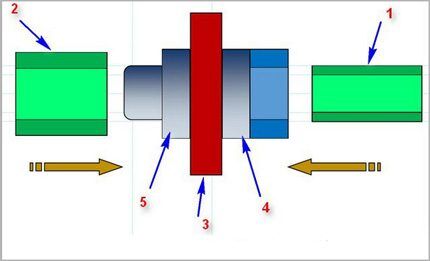
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
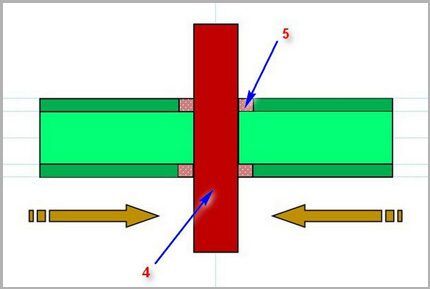
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.

Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.

Кроме паяльников, мастеру также потребуются:
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.
Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагревПервым делом необходимо подготовиться к работе:
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Галерея изображений Перед пайкой выполняем раскрой трубы ножницами для полимерных изделий. Рез должен быть строго перпендикулярен оси трубы Примеряем фитинг или муфту к отрезанной заготовке. По их кромке отмечаем глубину пайки - отрезок трубы, который будет соединен со свариваемой деталью Свариваемые детали одновременно устанавливаем на металлические болванки утюга и также одновременно снимаем по истечении нормативного времени нагрева Разогретые детали быстро и уверенно соединяем, не давая разогретому материалу утратить пластичность. При соединении соблюдаем соосность, детали не проворачиваем относительно друг дружки Шаг 1: Резка полимерной трубы перед пайкой Шаг 2: Разметка глубины прогрева трубы Шаг 3: Нагрев соединяемых деталей на утюжке Шаг 4: Быстрое соединение после нагреваПри условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Галерея изображений Перед пайкой армированных полипропиленовых труб и фитингов для их подготовки к соединению используют швейер Для того чтобы возможно было произвести соединение с заготовки трубы снимают два верхних слоя - полимерный и алюминиевый Внутренний диаметр фитинга рассчитан на то, что соединить его с армированной трубой можно только после съема двух внешних слоев трубы Неармированные полипропиленовые трубы обрабатывать швейером не надо. Но в обоих случаях зону сварки требуется обезжирить, к примеру, проспиртованной салфеткой Швейер - инструмент для подготовки армированных ПП труб Удаление двух наружных слоев Подготовленная к пайке полипропиленовая труба Обработка перед пайкой неармированной ПП трубыТакое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой расположен в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Дополнительная информация по сварке полипропиленовых труб представлена в этой статье.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить или взять в аренду.
Имеете опыт пайки полипропиленовых труб? Пожалуйста, поделитесь информацией с нашими читателями. Оставлять комментарии и задавать вопросы по теме можно в форме, расположенной ниже.
Как Пользоваться Утюжком Для Полипропиленовых Труб
Многие упускают этот момент, а зря. Качество и возможность соединения труб путем пайки напрямую зависит от их типа. Вот несколько самых важных пунктов:
Диаметр трубы.
Толщина стенки. От нее зависит время нагрева трубы. Чем толще стенка, тем дольше придется нагревать трубу или большую температуру ставить.
Внешнее или внутреннее армирование. Это крайне важный этап, о котором многие умалчивают. Некоторые трубы для увеличения прочности усиливаются металлом. Данная защита может располагаться как внутри трубы, так и снаружи. При работе с такими трубами существуют тонкости, которые стоит учитывать.
Также смотрите таблицу соответствия маркировок сфере применения.
Сфера применения и особенности
Для подачи холодной воды, в системах теплых полов с подогревом до 45 0 С. Имеет тонкие стенки.
Используется на водопроводах с высоким давлением и на отопительных магистралях с пониженным давлением.
Труба универсального назначения. Подача воды с температурой не выше 85 0 С
Горячее водоснабжение, отопление. Подача воды до 95 0 С. Армирована фольгой.
Трубы последнего типа используют для подключения пластиковых трубопроводов к металлическим.
Типы соединения полипропиленовых труб
При нагревании полипропилена происходит взаимная диффузия – смешивание частиц. Что характерно, при остывании обратной реакции не происходит, деталь становится монолитной. Это качество и используется при соединении двух труб. Рассмотрим, какими способами достигается результат.
ЧИТАТЬ ТАКЖЕ: Что Такое Наконечники Для Полиэтиленовых ТрубМуфтовая сварка
Данный принцип наиболее популярен за счет своей простоты и доступности. Для соединения труб одинакового диаметра используется специальная деталь – муфта. Её внутренний диаметр чуть меньше, чем внешний свариваемых труб.
Сварка происходит за счет нагрева и расплавления внешней поверхности трубы и внутренней поверхности муфты. Затем трубу вставляют в муфту, операцию повторяют с другой её частью, и соединение готово.
Стыковая сварка
Этот принцип применяется на производстве. Для соединения труб с одинаковым диаметром их бортики расплавляют, а затем соединяют в стык. Метод сложен тем, что необходимо обеспечить идеально-точную соосность, что невозможно в домашних условиях.
Еще одним недостатком является малая прочность полученного соединения, поэтому стыковая сварка не получила особого распространения среди мастеров.
Холодная сварка
Холодная сварка (с помощью клея) – еще разновидность соединения. На трубу наносится специальный клей, в составе которого имеется сильный растворитель. Он размягчает поверхности труб и их можно вставить друг в друга.
Большим недостатком данного метода является малая прочность и герметичность полученного соединения. Также минусом является длительность высыхания – сутки и более. В этом холодная сварка проигрывает термической.
В домашних условиях целесообразно использовать соединение с помощью муфт. Этот метод и рассмотрим подробнее.
Необходимые инструменты
Перед началом работ важно подготовить все необходимы инструменты. Вот, что вам понадобится:
Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб. Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще.
Обратите внимание на количество отверстий под насадки. Оптимально – 2-3 шт. Так вы ускорите процесс сварки труб разного диаметра.
Если вы не планируете в дальнейшем использовать это устройство, то существует много сервисов, где сварочный аппарат можно арендовать на время ремонта. Поэтому покупать его не придется.
ЧИТАТЬ ТАКЖЕ: Лента Пвх Липкая Для Изоляции Труб Что Это ТакоеНожницы. Можно резать трубу ножовкой, пилой или даже болгаркой, но качество полученной поверхности будет неудовлетворительным. Гораздо удобнее и практичнее приобрести специальные ножницы для этих целей.
Перчатки для защиты рук – выбирайте толстые, плохо проводящие тепло. Это защитит вас от ожога.
Шейвер. Приспособление убирает внешний алюминиевый слой при работе с армированными трубами. Инструмент может и не пригодиться, зависит от вида материала
Торцеватель. Устройство предназначено для удаления части внутреннего армирования. Это необходимо, чтобы избежать попадания воды между слоями трубы.
Средство для обезжиривания. Необходимо для очистки трубы от загрязнений и жира. Можно применять этиловый или изопропиловый спирт. Использовать ацетон не рекомендуется, он может размягчать поливинилхлорид.
Проведение работ
Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
Соберите паяльник, нагрейте его до 270 0 С.
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
Снимите соединяющую деталь и трубу с нагревателя.
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
Виды полипропиленовых труб. Инструкция по пайке. Советы и правила

Полипропиленовые трубы вошли в нашу жизнь в качестве дешевого и универсального строительного материала. Существует много способов их соединения, но один из самых надежных, практичных и удобных – пайка. Для выполнения качественной работы необходимо знать некоторые тонкости и хитрости, о которых и пойдет речь в статье.
Типы труб

Многие упускают этот момент, а зря. Качество и возможность соединения труб путем пайки напрямую зависит от их типа. Вот несколько самых важных пунктов:
Диаметр трубы.
Толщина стенки. От нее зависит время нагрева трубы. Чем толще стенка, тем дольше придется нагревать трубу или большую температуру ставить.
Внешнее или внутреннее армирование. Это крайне важный этап, о котором многие умалчивают. Некоторые трубы для увеличения прочности усиливаются металлом. Данная защита может располагаться как внутри трубы, так и снаружи. При работе с такими трубами существуют тонкости, которые стоит учитывать.
Также смотрите таблицу соответствия маркировок сфере применения.
Сфера применения и особенности
PN 10
Для подачи холодной воды, в системах теплых полов с подогревом до 45 0 С. Имеет тонкие стенки.
PN 16
Используется на водопроводах с высоким давлением и на отопительных магистралях с пониженным давлением.
PN 20
Труба универсального назначения. Подача воды с температурой не выше 85 0 С
PN 25
Горячее водоснабжение, отопление. Подача воды до 95 0 С. Армирована фольгой.
Трубы последнего типа используют для подключения пластиковых трубопроводов к металлическим.
Типы соединения полипропиленовых труб

При нагревании полипропилена происходит взаимная диффузия – смешивание частиц. Что характерно, при остывании обратной реакции не происходит, деталь становится монолитной. Это качество и используется при соединении двух труб. Рассмотрим, какими способами достигается результат.
Муфтовая сварка
Данный принцип наиболее популярен за счет своей простоты и доступности. Для соединения труб одинакового диаметра используется специальная деталь – муфта. Её внутренний диаметр чуть меньше, чем внешний свариваемых труб.
Сварка происходит за счет нагрева и расплавления внешней поверхности трубы и внутренней поверхности муфты. Затем трубу вставляют в муфту, операцию повторяют с другой её частью, и соединение готово.
Стыковая сварка
Этот принцип применяется на производстве. Для соединения труб с одинаковым диаметром их бортики расплавляют, а затем соединяют в стык. Метод сложен тем, что необходимо обеспечить идеально-точную соосность, что невозможно в домашних условиях.
Еще одним недостатком является малая прочность полученного соединения, поэтому стыковая сварка не получила особого распространения среди мастеров.
Холодная сварка
Холодная сварка (с помощью клея) – еще разновидность соединения. На трубу наносится специальный клей, в составе которого имеется сильный растворитель. Он размягчает поверхности труб и их можно вставить друг в друга.
Большим недостатком данного метода является малая прочность и герметичность полученного соединения. Также минусом является длительность высыхания – сутки и более. В этом холодная сварка проигрывает термической.
В домашних условиях целесообразно использовать соединение с помощью муфт. Этот метод и рассмотрим подробнее.
Необходимые инструменты

Перед началом работ важно подготовить все необходимы инструменты. Вот, что вам понадобится:
Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб. Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще.
Обратите внимание на количество отверстий под насадки. Оптимально – 2-3 шт. Так вы ускорите процесс сварки труб разного диаметра.
Если вы не планируете в дальнейшем использовать это устройство, то существует много сервисов, где сварочный аппарат можно арендовать на время ремонта. Поэтому покупать его не придется.
Ножницы. Можно резать трубу ножовкой, пилой или даже болгаркой, но качество полученной поверхности будет неудовлетворительным. Гораздо удобнее и практичнее приобрести специальные ножницы для этих целей.
Перчатки для защиты рук – выбирайте толстые, плохо проводящие тепло. Это защитит вас от ожога.
Шейвер. Приспособление убирает внешний алюминиевый слой при работе с армированными трубами. Инструмент может и не пригодиться, зависит от вида материала
Торцеватель. Устройство предназначено для удаления части внутреннего армирования. Это необходимо, чтобы избежать попадания воды между слоями трубы.
Средство для обезжиривания. Необходимо для очистки трубы от загрязнений и жира. Можно применять этиловый или изопропиловый спирт. Использовать ацетон не рекомендуется, он может размягчать поливинилхлорид.
Проведение работ

Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
Соберите паяльник, нагрейте его до 270 0 С.
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
Снимите соединяющую деталь и трубу с нагревателя.
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
Читайте также: