
Как правильно красить трубы краскопультом
Обновлено: 04.07.2024
Конструкция и настройка краскопульта. Часть 2/2 Настройка краскопульта и тесты.
Прежде чем будете читать, прошу подписаться на канал и поставить вашу оценку статье, это поможет развивать данный паблик и делится с вами как новостями так и знаниями, заранее спасибо!
НАСТРОЙКА ВХОДНОГО ДАВЛЕНИЯ Давление на входе в краскопульт — параметр нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору. Сразу оговоримся, что настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукояти пульверизатора. Ибо на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке краскопульта позволит настроить давление более точно. НАСТРОЙКА ВХОДНОГО ДАВЛЕНИЯ С ПОМОЩЬЮ МАНОМЕТРА-РЕГУЛЯТОРА Процесс настройки входного давления сам по себе достаточно прост. 1. Откройте (отверните) до максимальных значений винты регулировки подачи воздуха и размера факела. Регулировка подачи краски при этом не играет никакой роли. 2. Затем нажмите на спусковой рычаг пистолета так, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе. Напоминаем, что для конвенциональных пистолетов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,0-2,5 бар (в основном 2 бар).
Регулировка входного давления по подключенному к ручке пистолета манометру-регулятору. 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем рекомендованное давление на манометре. 3. После настройки входного давления полностью откройте подачу краски (3-4 оборота регулятора). Убедившись, что все регулировочные винты открыты на максимум, а вязкость краски или лака соответствует заданной, можно приступать к тестам. Но о тестах позже. ЕСЛИ ПИСТОЛЕТ ОБОРУДОВАН ВСТРОЕННЫМ МАНОМЕТРОМ
Настроить входное давление на «продвинутых» моделях, оборудованных встроенными цифровыми манометрами, еще проще. SATAjet 4000 B RP Digital со встроенным цифровым манометром Если пистолет оборудован встроенным манометром. 1. Полностью открываем регулятор факела. 2. Нажимаем на курок. 3. Устанавливаем рекомендуемое давление, вращая регулятор подачи воздуха на краскопульте.
ЕСЛИ МАНОМЕТР БЕЗ РЕГУЛЯТОРА
Если манометр без регулятора. 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Вращая регулировочный винт на редукторе компрессора или фильтр-группе, устанавливаем рекомендованное давление. ЕСЛИ МАНОМЕТРА НЕТ ВООБЩЕ. НАИМЕНЕЕ ТОЧНЫЙ СПОСОБ
Если же ваш пистолет не оборудован никакими измерительными приборами, очень грубо и приблизительно можно установить давление на редукторе компрессора или манометре фильтр-группы. Выбирая давление в этом случае важно помнить о том, что падение давления в исправном и чистом фильтре составляет 0,3— 0,5 атм (а в забитом — намного больше!), и примерно 0,6 атм «съедает» воздушный шланг внутренним диаметром 9 мм и длиной 10 м.
Если манометра нет вообще.
Наименее точный способ! 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Делаем тест напыл5. Устанавливаем давление подачи воздуха так чтобы восьмёрка на факеле пропала. Работает при условии что давление в сети больше чем нужное рабочее давление в пистолете. 6. Если рабочее давление в сети ниже чем давление, то уменьшаем факел чтобы подать больше воздуха в систему каналов по атомизации, и выставляем подачу материала так чтобы образовывался факел нужной формы и насыщенности ЕСЛИ РЕКОМЕНДОВАННОЕ ВХОДНОЕ ДАВЛЕНИЕ НЕИЗВЕСТНО. НАСТРОЙКА ПИСТОЛЕТОВ «NO NAME» Допустим, вы купили на рынке недорогой окрасочный пистолет с единственной «маркой» «Professional» во всю рукоять, и больше никаких данных об этом краскопульте вам не известно — ни типа, ни рекомендаций по настройке, ни даже имени производителя. В таком случае определить давление на входе можно опытным путем. Залейте в бачок краскопульта эмаль или лак стандартной вязкости, полностью откройте все регуляторы и, вращая регулировочный винт на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пульверизатора. Должны предупредить, что прибегнув к этим рекомендациям, вы можете разочароваться во многих краскопультах. Основная проблема настройки дешевых покрасочных пистолетов заключается в том, что для достижения равномерного факела требуется либо огромное количество воздуха, что требует применения более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно раскладывать базовые эмали, содержащие много алюминиевого зерна. Качественный профессиональный краскопульт отличается от дешевого, пусть даже красивого на вид, так же явно, как и фирменные швейцарские часы от ширпотреба «мэйд ин чайна».
SATAjet 5000 B HVLP. Слева — оригинал, справа — подделка. Хороший маляр сможет покрасить машину и плохим пистолетом — и выйдет недурно. Покрасит и вторую — тоже хорошо. А на третьей, например, возникнут проблемы… Поэтому виртуозам малярки жалеть деньги на свой главный инструмент просто грех. Но эта проблема выходит за рамки нашей сегодняшней статьи, поэтому рассуждать на эту тему мы дальше не станем. РАЗМЕР ФАКЕЛА ПРИ ОКРАСКЕ Практика показывает, что наибольшая эффективность окраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов. Конечно, в определенных случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно варьировать исходя из необходимости на ваше усмотрение. Но в общем и целом, повторяем: регулировочный винт размера окрасочного факела должен быть открыт «на всю катушку». Помните, что максимальный размер факела можно получить только при достаточной подаче ЛКМ и необходимого давления в голове пистолета, которое в свою очередь формируется за счёт входящего рабочего давления и необходимого объёма воздуха.
ПОДАЧА КРАСКИ Опять же, если речь идет о стандартных ремонтах, покраске кузова или отдельных деталей целиком, подачу лакокрасочного материала рекомендуется открывать полностью. На большинстве краскопультов максимальная подача краски идет при 3-4 оборотах регулятора, сопло при этом максимально открыто. При полностью открытой подаче краски обеспечивается наименьший износ сопла и иглы краскопульта.
Помните что не полностью открытая игла может привести к изменению рисунка факела, за счет смещения в сторону кончика иглы, которое не является браком, а скорее следствием работы такого длинного и тонкого элемента.
Второе важное замечание: вязкость материала должна соответствовать выбранному типу пистолета и рекомендаций производителя, нельзя качественно нанести грунт вязкостью 35 сек через пистолет с дюзой предназначенный для материалов вязкостью 14-20 сек. и наоборот, нельзя нанести нанести краску вязкостью 16 сек через пистолет для вязкостей 35 сек.
Вязкость измеряется при помощи вискозиметра и секундомера
ДИАМЕТР СОПЛА Среди маляров бытует мнение что существуют краскопульты для грунта, базы и лака. На самом деле это не совсем верно, пистолеты делятся по вязкости с которыми работают эти пистолеты. так же к вязкости материала привязаны и дюзы, но выбор дюз так же даёт нам инструмент по нанесению определённой толщины покрытия, чем больше дюза тем толще слой вы можете нанести за счёт того что в факел подаётся большее количество материала.
Существует в основном 3 типа вязкости с которыми работают краскопульты:1. Вязкость от 14 до 20 сек. Обычно это финишные материалы , лаки, краски, а так же грунты, антикоррозионные или изоляционные в версии например "мокрый по мокрому". Так же в индустрии дерева к этой вязкости относятся морилки. Обычно слой нанесения таких материалов колеблется от 5 мк. до 10 мк за один слой. Дюзы которые подбирают для таких работ и материалов это от 1,2 мм до 1,5 мм максимум.2. Вязкость от 20 до 35 сек. Обычно это первичные грунты, грунты наполнители, но иногда под такой вязкостью выступают и финишные материалы, краски и лаки. Толщина слоя от 35 мк до 70 мк. Дюзы которые обычно предлагает производитель от 1,6 до 1,6 мм3. Вязкость от 35 сек и выше. Особо вязкие материалы,жидкие шпаклёвки и высоконаполнительные грунты с толщиной слоя от 70 мк до 250 мк. за один слой, дюзы для этих материалов от 2,0 до 2,8 мм и выше, которые применяются в пистолетах для густых масс. Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них): базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3); акриловые эмали и прозрачные лаки — 1,4-1,5 мм (вязкость акриловых эмалей и лаков обычно выше чем базовой краски); жидкие первичные грунты — 1,3-1,5 мм; грунты-наполнители — 1,7-1,8 мм; жидкие шпатлевки — 2-3 мм; антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов). Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм. Разбег в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать». С другой стороны современные материалы с низким VOC или по простому с высоким сухим остатком не требуют таких слоёв как старые материалы MS или даже HS, мало того они очень хорошо и легко смачивают поверхность, в итоге нет смысла наливать толстые слоя, и все чаще у мастеров можно уже увидеть дюзы 1,2 и 1,3 для базы и лака соответственно. Так же играет роль и производительность пистолета, например SAGOLA 4600 с дюзой 1,25 мм имеет такую же производительность как SATA 5500 с дюзой 1,4, при одинаковых условиях.Таким образом при выборе дюзы важно понимать для какой вязкости материала вы хотите купить оборудование и какое оборудование вы будете применять.Настроить краскопульт достаточно легко, нужно просто соблюдать инструкцию производителя пистолетов, как например у Walcom SLIM:
ТЕСТ ПРАВИЛЬНОСТИ ФОРМЫ ОТПЕЧАТКА ФАКЕЛА ЗАВОДСКИМ МЕТОДОМ
Прежде чем мы будем говорить про тесты, должен сказать что при произведении теста, материал которым вы для этого пользуетесь должен иметь рабочую вязкость согласно инструкции производителя, либо усреднённую например для финишных пистолетов 16-18 сек. Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок: тест правильности формы отпечатка факела; тест на равномерность распределения краски в факеле; тест на качество распыления. Но на заводах применяют немного другой способ который более информативный чем стандартные методы. Заключается этот способ в применении специальной прозрачной краски для нанесения, в обычных условиях такую можно получить путём добавления в солидную краску прозрачного биндера (нельзя это делать только с помощью растворителя, так как вязкость тогда не будет соответствовать необходимой норме, обычно это 16-17 сек) Такая методика позволяет получить сразу всю картину работы окрасочного пистолета, есть и минусы этого метода - нужно специально готовить краску и потом мыть после этого пистолет. Я бы рекомендовал использовать такой метод при регламентных работах или проверки нового оборудования.
Техника покраски: правильное удерживание краскопульта, расстояние до поверхности, скорость и траектория движения

Удерживание краскопульта
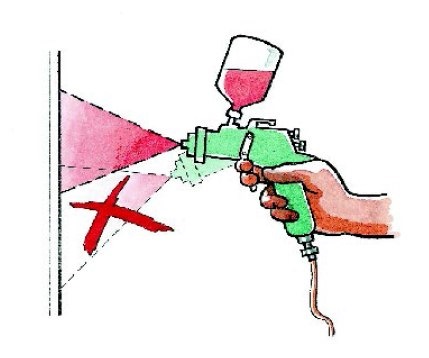
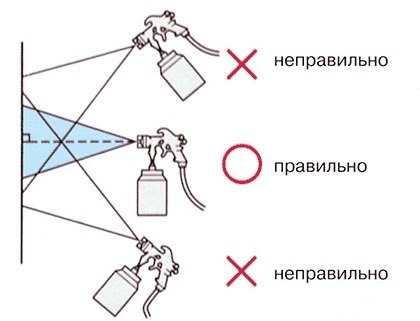
Когда вы возьмете в руки краскопульт, у вас может возникнуть вполне логичный вопрос: а как же его правильно держать-то? Краскопульт нужно держать только под прямым углом к окрашиваемой поверхности. Особенно важно соблюдать это положение при покраске больших плоскостей. Игнорирование этого правила чревато появлением полос разного оттенка на поверхности, особенно при покраске «металликом». Наклонять краскопульт можно лишь в исключительных случаях, например при покраске торцов, колесных арок, различных труднодоступных мест. На рисунке показано как нужно и как не нужно держать распылитель.
Расстояние до поверхности
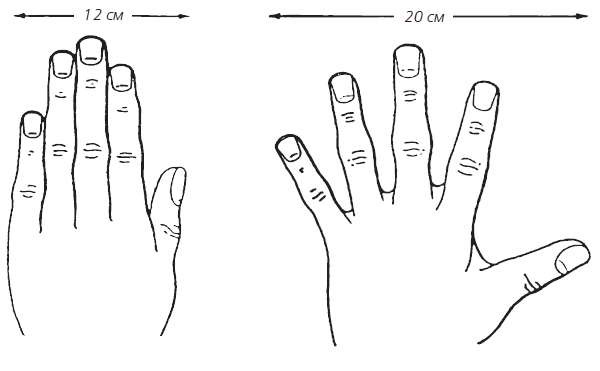
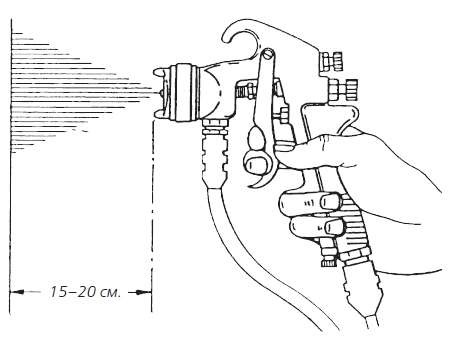
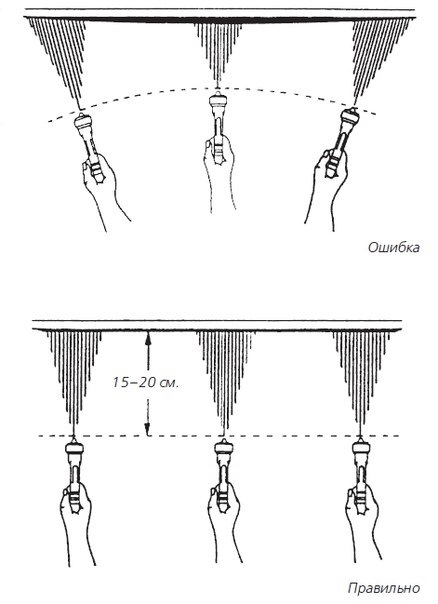
Оптимальным расстоянием от краскопульта до окрашиваемой поверхности считается 15-20 сантиметров. Для наглядности: ширина ладони со сжатыми пальцами приблизительно составляет 12 см, а с растопыренными — 20 см. Это поможет вам приблизительно прикинуть расстояние. В зависимости от вязкости краски, типа и настроек распылителя расстояние может незначительно отличаться. С опытом вы будете чувствовать и автоматически выбирать правильное расстояние.
• Если держать распылитель слишком близко к поверхности, то из-за слишком большой концентрации краски поверхность будет иметь повышенную шагрень (эффект «апельсиновой корки»), также возможны подтеки.
• Если же держать распылитель слишком далеко, то капельки краски будут подсыхать еще не попав на поверхность, вызывая чрезмерный опыл, в результате чего мы получим так называемое «сухое» покрытие и большой расход краски.
Скорость движения краскопульта
Приблизительно скорость перемещения краскопульта можно обозначить как 40-50 см/сек. То есть один проход от края до края детали занимает около 2 секунд. От скорости прохода при определенных настройках распылителя и расстоянии до окрашиваемой поверхности зависит толщина слоя наносимого лакокрасочного материала. Понятно, что чем выше будет скорость перемещения пульверизатора, тем тоньше будет слой. Но если, к примеру, делать проход быстрее при большей подаче краски или медленнее при меньшей, то можно получить абсолютно идентичные по всем параметрам покрытия. Так что, как видите, готовых рекомендаций не существует и каждому маляру может быть присущ свой стиль работы, своя методика нанесения краски.
Траектория движения краскопульта
Окрашивание ведем горизонтальными движениями слева направо. Краскопульт ведем равномерно, с одной и той же скоростью, максимально параллельными проходами. Помним о правильном положении краскопульта. Каждый следующий проход должен перекрывать предыдущий не меньше, чем на половину. Допускается и большее перекрытие — примерно на 2/3. Но в любом случае не меньше, чем на 50%. Это позволит избежать одного из основных дефектов покраски, вызванного недостаточным перекрытием факела — полос на краске, особенно на металликах.
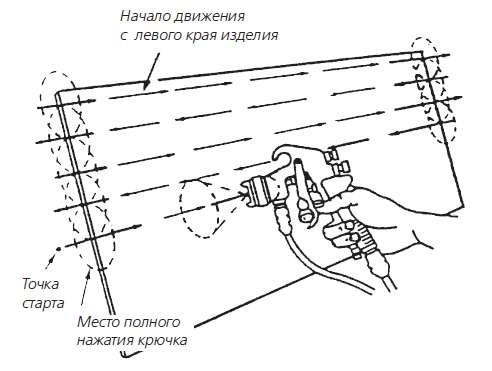
Итак, начинаем движение немного в стороне от верхнего левого края нашей поверхности и сразу же нажимаем на спусковой курок. На правом краю курок отпускаем, но еще немного продолжаем движение, перед тем, как начать новый проход. Определение момента нажатия курка — очень важный ньюанс. Это один из основных факторов овладения покраской. Не переживайте, с опытом вы будете контролировать этот процесс на уровне рефлексов и интуиции. Итак, запомним, что:
Каждый проход обязательно нужно начинать и заканчивать немного в стороне от детали. Начало и окончание прохода над самой деталью НЕДОПУСТИМО.
Проводя поочередно распылителем слева-направо, обязательно следим за достаточным перекрытием факела. При окраске нельзя описывать краскопультом большую дугу.
Покраска торцов и внутренних частей детали
Если нам необходимо прокрасить еще и торцы детали, или же всю деталь целиком (внутри и снаружи), то здесь нужно действовать следующим образом.
К примеру, нам нужно покрасить переднее правое крыло. Сначала идем по торцам. Прокрашиваем вверху, в месте крепления крыла. Затем переходим на передний торец, что возле фары, после чего прокрашиваем торцы колесной арки и все нижние торцы. Затем красим торец, который смотрит на переднюю дверь. С торцами всё. Теперь красим всю лицевую поверхность крыла. Вуаля, крыло покрашено!
Такая последовательность окраски позволяет избежать опыла на лицевой части детали. Возьмем еще, к примеру, дверь. Чтобы опыл не испортил лицевую часть, красим сначала внутреннюю сторону и торцы, а лицевую часть — в последнюю очередь.
Покраска длинных (широких) поверхностей
Длинные поверхности необходимо окрашивать удобными для досягаемости секциями шириной 50-90 см. Секции должны накладываться одна на другую примерно на 10 сантиметров. Попытки окрасить слишком длинную поверхность за один раз по всей длине чреваты неравномерным нанесением краски и дефектами ЛКП.
Покраска горизонтальных поверхностей (капотов, крыш)
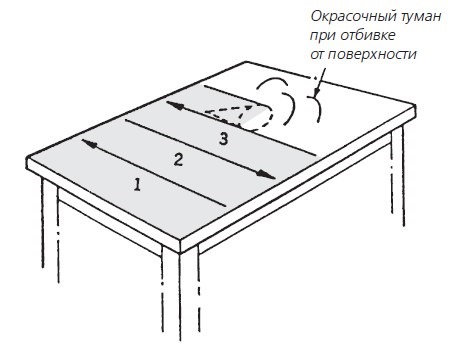
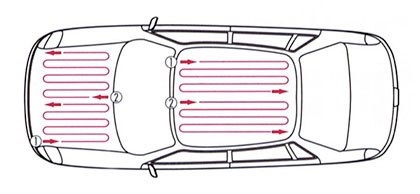
Если деталь слишком длинная и вы не достаете к ее дальнему краю, то по вышеописанной схеме доходим до середины, затем переходим на другую сторону детали и продолжаем красить уже от середины к себе. По такой схеме красятся крыши, капоты багажники, то есть длинные (широкие) детали автомобиля.
Очень важно при этом, да и вообще, при окрашивании любых деталей не касаться поверхности частями тела, одеждой, шлангом и т.д. Шланг лучше придерживать свободной рукой за спиной, контролируя его и не давая коснуться поверхности.
Последовательность полной наружной окраски
Полную наружную окраску автомобиля лучше начинать с крыши. Если крышу оставлять напоследок, то окрасочная пыль может подпортить уже окрашенные капот и крышку багажника. Опыл же на крыше не так заметен. Одна из последовательностей полной окраски автомобиля изображена на рисунке ниже.
Давайте немного подытожим и выделим несколько основных моментов касательно техники покраски автомобиля:
• Краскопульт держим прямо (под прямым углом), наклон допускается лишь в исключительных случаях.
• Среднее расстояние от краскопульта до поверхности составляет 15-20 см. Стараемся от него не отходить.
• Скорость движения краскопульта в среднем составляет 40-50 см/сек. Один проход от края до края занимает около 2 секунд.
• Проход начинаем и заканчиваем немного в стороне от детали, и ни в кое случае не над самой деталью.
• Проходы делаем горизонтальными движениями слева-направо.
• Степень перекрытия факела — не меньше чем 50%. То есть каждый проход должен перекрывать предыдущий не меньше чем на половину.
• При распылении нельзя описывать краскопультом слишком большую дугу.
Итак, друзья, с техникой покраски разобрались, все это теория и прежде чем приступать самостоятельно подумайте семь раз стоит ли самому и раз решите, начинать совершенствоваться в этой области или доверить профессионалам))
В следующей статье постараюсь уделить время технологической стороне вопроса, коснусь количества и толщины слоев наносимого лакокрасочного материала, времени межслойной сушки и основных моментов покраски акрилом и «металликом». Это интересно знать для себя, конечно есть во всем свои нюансы с которыми мастера знакомятся с опытом)) До связи!
Как правильно красить трубы краскопультом
Всё о водопроводе и канализации
Насосные станции и очистные сооружения

Канализационные

Водопроводные

Пожарные
Покраска краскопультом: как правильно выполнить
Получить ровную приятную глазу поверхность при окрашивании простыми методами не всегда удается даже опытному маляру. Проблема с качеством кисти, направление движения валика, и широкие мазки всегда будут видны на окрашиваемой поверхности, при этом расход краски, как ни странно, будет ничуть, не меньше чем при окрашивании с помощью краскопульта. А если еще взять и время, затрачиваемое на работу, то обычные методы будут всегда проигрывать техническому прогрессу. Однако, для работы с краскопультом нужна не только сноровка и умение, но и теоретические знания, необходимые для успешной работы.
Содержание
Из чего состоит краскопульт и для чего предназначен

Малярное искусство, а умение правильно накладывать слои краски на поверхность – это во многом действительно искусство, имеет несколько современных технологий использования сжатого воздуха и давления в резервуаре с краской для окрашивания поверхностей. Самыми распространенными краскопультами для покраски сегодня выступают:
- Малярный краскопульт для нанесения побелки и окрашивания водорастворимых красок и составов;
- Профессиональные краскопульты для покраски автомобилей, оборудования и других объектов требующих профессионального окрашивания;
- Бытовые краскопульты, работающие от компрессора;
- Бытовые модели, совмещающие в конструкции и электрический компрессор и краскопульт;
- Баллоны с готовой для применения краской.
Для всех моделей инструмента основной рабочей частью выступает сопло, через которое под давлением выдувается краска, при этом краска рассекается на мельчайшие капли и при нанесении на окрашиваемую поверхность образует ровный равномерно налагаемый слой.
Правда, на этом схожесть в конструкции краскопультов заканчивается. В остальном различия и составляют ту специфику применения, от которой зависит качество окрашиваемой детали.
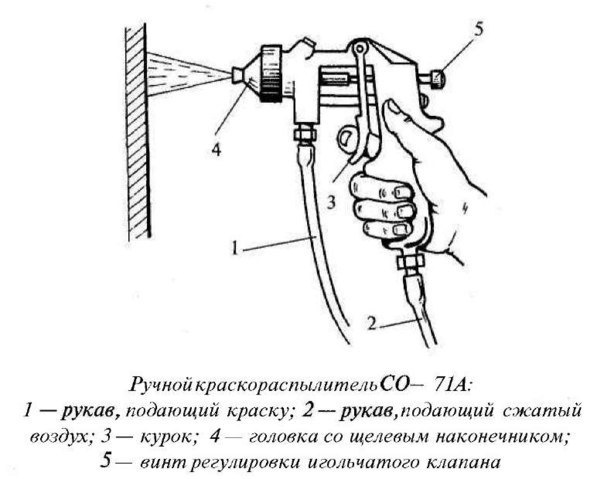
Профессиональные краскопульты работают от компрессора высокого давления, а готовая для применения краска заливается в емкость, расположенную над клапаном. Открывая клапан, маляр не только открывает поток воздуха, но и открывает дозатор, через который краска подается в емкость для смешивания, а далее в выходное регулируемое сопло. Для получения факела краски необходимого размера профессиональный краскопульт имеет возможность регулировки объема этой камеры и соответственно ширины и длины распыляемого пятна краски. Во время работы с профессиональным краскопультом у многих моделей есть возможность отключения подачи краски и продува канала струей воздуха.
Для бытового использования обычно предлагается краскопульт с баком для краски, расположенным под миниатюрным компрессором. Здесь, схема работы несколько иная, компрессор в виде вибрационного электродвигателя приводит в движение сердечник с помпой, которая создает давление в баке для краски и таким образом выталкивает ее из бака по трубке, в камеру, где краска смешивается с потоком воздуха. Дальше краска под действием потока воздуха попадает в камеру, где установлена пластина с двумя вырезами, расположенными по окружности, таким образом, струя воздуха приобретает вихреобразное движение и через сопло попадает на обрабатываемую поверхность.
По такому принципу сконструированы и малярные краскопульты для окрашивания стен и потолков побелкой или водоэмульсионными составами. Только здесь состав подается под давлением через шланг из ручного насоса.
Окрашивание готовыми красками из металлических баллончиков тоже напоминает работу с краскопультом, но отличие заключается в том, что краска находится под давлением в баллоне, а регулировка струи осуществляется при помощи нажатия на распылитель, под которым находится дозирующий клапан.
Отличие этих краскопультов заключается еще и в том, что рабочее давление в них разное и поэтому краска в факеле получается разной формы:
- В краскопультах высокого давления – факел правильной треугольной формы;
- Для краскопультов, работающих с низким и средним давлением воздушной струи факел формируется бутонообразный с расширенной округлой формой выхода краски у пульверизатора.
Подготовка к работе поверхности и оборудования

Для качественной покраски поверхности независимо от используемого оборудования успех в 90% случаев лежит в качественной подготовке поверхности. Покраска краскопультом с диаметром сопла от 1,4 до 1,6 мм, обеспечивает нанесение на поверхность краски пятна в 15-25 см. при этом слой краски будет равный не больше 1/30 мм. Краска в таком слое при первом прохождении образует ровное наложение основного слоя, поверх которого накладывается слой №2 от второго прохода. Из-за этого, на хорошо подготовленной поверхности, очищенной от пыли и с минимальными изъянами получится ровный гладкий однотонный слой краски. Улучшить поверхность, можно дополнительно ее обработав грунтовкой и повторно зашлифовав, сведя к минимуму изъяны. А вот на поверхности, имеющей пыль после оседания первого слоя краски, будет образованна прослойка, которая при наложении второго слоя краски во многих местах просто «отойдет» образуя пузыри и потеки краски.
Для краскопульта, используемого для малярных работ с побелкой или водоэмульсионными красками, для окрашивания выбираются поверхности очищенные от предыдущих слоев краски. Здесь, при наличии большого слоя побелки при попадании побелки на поверхность происходит размокание поверхности и как следствие побелка может попросту начать отваливаться.
При наличии слоя пыли на поверхности, при высыхании побелка будет приобретать серый цвет, а при использовании колера изменять не только тон, но цвет, вступая в реакцию с реактивами краски.
Для работы с различными видами красок применяются специфические растворители, поэтому необходимо тщательно следовать рекомендациям производителя оборудования и использовать именно те насадки рецептуры, которые рекомендованы. Например, для работы с профессиональными краскопультами и краскопультами бытового назначения не рекомендуется использование водоэмульсионных красок и красок на водной основе. Применение нитроэмалей с растворителями на основе ацетона не рекомендуется при использовании бытовых краскопультов с пластиковыми баками и резиновыми манжетами. Также, многие производители оборудования не рекомендуют использование в качестве основного компонента масляные краски и лаки, с растворителями на основе олифы.
При подготовке к покрасочным работам в обязательном порядке необходимо промыть все рабочие поверхности краскопульта, очистить бак для краски от остатков краски с предыдущих покрасок, разобрать и в случае необходимости радикально очистить сопло от сгустков краски.
Перед началом работ, кроме того, что необходимо подготовить рабочее место, необходимо подготовить и необходимое количество краски. Остановка в работе и приготовление недостающего объема краски чревата нарушением цветовой гаммы окрашиваемой поверхности, чаще всего одна часть будет отличаться от другой части. Многие производители бытовых краскопультов в комплекте инструмента вкладывают мерную лейку для измерения текучести краски, пользование такой лейкой позволяет определить соответствие консистенции краски для условий краскопульта. Приготовление большого объема покрасочного раствора путем смешивания готовой краски и растворителя дает возможность не останавливать процесс покраски и не угадывать с пропорциями краски и наполнителей и растворителей.
Основные техники покраски простых поверхностей

Работа с краскопультом подразумевает не только умение держать инструмент в руке и плавно проводить движения, но и применять различные техники для покраски отдельных поверхностей и геометрических тел.
Основным правилом работы с краскопультом является правило правильного удержания инструмента в руке. Для профессиональных краскопультов при работе с нитроэмалями и алкидными красками принято считать оптимальным расстоянием от сопла инструмента до окрашиваемой поверхности 20-25 см. Для краскопультов среднего и низкого давления расстояние может быть – 15-20 см. Такое расстояние до поверхности дает возможность получать оптимальное пятно окрашивания, на которое приходится 80% от распыляемой краски.
Вторым правилом правильного пользования краскопульта при покраске считается правило держать краскопульт под прямым углом к поверхности, которую красят. Изменение угла в сторону дает на поверхности пятно, в котором основную часть занимает всего 50-70% краски, таким образом, при изменении угла может быть потеряно до 50 % краски, что в конечном итоге приводит к низкому качеству покраски.
Окрашивание плоских поверхностей, обычно делается в вертикальном положении или положении когда заготовка находится внизу, исключением выступают потолочные поверхности. В помещении, где проводится окрашивание не допускается сквозняков, бокового или потолочного отвода воздуха, все это может привести к ухудшению качества покраски, а при окрашивании в естественных условиях на улице обычно выбирают безветренную погоду.
Основными техниками окрашивания выступают работы, связанные с покраской отдельных поверхностей, имеющих простые геометрические формы. Так сложные поверхности столбов, решеток, колон разбиваются на отдельные сегменты и окрашиваются постепенно, нанося краску 2-3 слоями. Проще всего осуществить окрашивание плоской поверхности, закрепленной вертикально. Здесь применяется техника прохода краскопультом 3 раза с перекрытием на 1/3.
Включение краскопульта осуществляется за пределами поверхности примерно в 10-15 см, далее движением слева направо краскопульт перемещается по участку покраски. За первый проход примерно 1/3 факела должна ложиться поверх окрашиваемой поверхности. Выключение краскопульта осуществляется тогда, когда он выйдет за пределы обрабатываемой детали. Следующий слой накладывается с перекрытием 2/3 части полосы покраски вниз, таким образом, за первый проход окрашивается полоса не более 10 см, включается подача воздуха и выключается аналогично – за пределами поверхности. Третья полоса проводится с перекрытием на 2/3 второй полосы. Направление движения лини покраски принимается сверху вниз. В этой технике главное, правильно удерживать инструмент и плавно вести его и не допускать остановок.
Главными ошибками при работе на плоской поверхности выступают:
- Остановка краскопульта на одном месте, когда образуются потеки краски;
- Слишком быстрое движение, когда краска оставляет после себя пропуски и незакрашенные участки;
- Изменение угла постановки краскопульта, в результате чего образуются неравномерно окрашенные участки;
- Включение и выключение инструмента над окрашиваемой поверхностью.
Техника окрашивания сложных поверхностей

К сложным поверхностям относятся поверхности требующие окрашивания с 2 и более сторон и предметы, имеющие сложную поверхность с изломами, изгибами и переходами одной поверхности в другую. Чаще всего в быту такие ситуации бывают когда есть необходимость покрасить крыльцо с перилами, колонны или столбы, окрасить стены с деревянной вагонкой.
В таких случаях техника работы имеет свои особенности. Квадратные столбы и поверхности, имеющие четко выраженный угол изгиба, окрашиваются в три приема – за первый заход окрашивается линия изгиба. Вторым заходом одна из сторон, третьим красится оставшаяся поверхность.
Круглые колонны, условно окрашиваются линиями по сторонам света – сначала проходится южная сторона, потом восточная, далее северная и в конце западная. Если колонна имеет большой диаметр и за один проход условно ¼ поверхности цилиндра колонны не окрашивается, поверхность делится на большее количество секторов.
Изгибы и переходы с мягкими линиями окрашиваются с максимальной аккуратностью и щепетильностью – краскопульт медленно ведется вдоль линии изгиба, максимально повторяя все изгибы и повороты.
Окрашивание решеток обычно делается в два этапа – сначала с лицевой стороны а потом с изнаночной.
Как настроить краскопульт для покраски (фото и видео руководство)
Для успешной калибровки любого устройства, следует знать, какие элементы его конструкции отвечают за изменение рабочих показателей. От четкого понимания назначения и принципа действия данных элементов, напрямую зависит эффективность настройки конфигурации инструмента. К счастью, регулировка краскопульта, не представляет большой сложности и сводиться к вращению 2х-3х вентилей (в зависимости от модели), о которых мы расскажем далее.
Регулятор размера факела
Винтовой элемент, изменяющий положение стержня с конусообразным наконечником, напоминающий толстое шило. Регулирует напор воздуха идущий в голову инструмента, путем приближения или отдаления стержня от пропускного отверстия. Чем дальше от сопла располагается наконечник, тем более сильный напор воздуха попадает в голову, создавая факел больших размеров. Приближение стержня, наоборот, ограничивает поток, уменьшая его влияние на формирование факела. Максимальный размер факела, представляет собой вытянутый овал, а минимальный, превращает его в точку.
Подача материала
Перетекание краски из бачка в сопло перекрывает специальная игла, чей конусообразный наконечник, плотно прилегает к внутренним стенкам сопла. При полном нажатии на курок, игла слегка отодвигается, позволяя материалу попасть на голову краскопульта и разбиться на миллионы мельчайших капелек под напором воздушного потока. Винт подачи материала регулирует расстояние, на которое будет отодвигаться игла. Минимальная подача краски, означает, что зазор между конусом и стенками сопла очень мал и не способен пропустить большое количество смеси. Максимальное значение регулировки, наоборот, говорит о том, что игла отодвигается на большое расстояние, полностью открывая выход на воздушную голову.
Подача воздуха
Основополагающая настройка оптимального значения входного давления, необходимого для правильной работы инструмента. Не смотря на всю важность, не все модели оснащаются встроенным винтом, вынуждая владельцев прибегать к использованию сторонних редукторов (манометров с регуляторами). Благо, все больше современных краскопультов, имеют возможность изменения подачи воздуха, без необходимости подключения сторонних устройств. В отличии от настроек факела или подачи материала, которые можно регулировать исходя из своих потребностей, объем подаваемого воздуха должен иметь единое значение, указанное производителем в технической документации. Уменьшение или превышение оптимального порога, исказит форму факела, сделав его непригодным для профессиональной работы.
Настройка давления на входе
Уровень давления воздушного потока оказывает непосредственное влияние на форму факела, где его превышение деформирует пятно в гантель-образную восьмерку, а недобор гарантирует скопление краски в центре, но с уменьшенной на 60% площадью покрытия. От значения данного параметра, зависит качество и равномерность распыления материала инструментом. Многие новички, не понимая, как настроить краскопульт, начинают покраску сразу после подключения к компрессору, чем нередко доставляют себе серьезные неудобства. Существует несколько способов установки оптимальной подачи воздуха, применяемых к разным жизненным ситуациям.
Точное значение давления, требуемого Вашему инструменту для правильной работы, можно найти в технической документации. Число с приставкой «bar» или «атм», часто указывают на упаковках инструмента, а иногда, даже на корпусе пистолета.
Настройка с манометром
Самый точный и рекомендуемый способ настройки входного давления краскопульта. Требует наличия цифрового или стрелочного манометра, подключенного между шлангом и рукояткой пистолета. Некоторые современные модели оснащены встроенным электронным манометром и подключения дополнительного оборудования не требуют. Для большинства же инструментов, особенно бюджетного класса, данным измерительным прибором обзавестись стоит. Выполнить настройку подаваемого воздуха, можно достаточно просто, следуя простым шагам представленной ниже инструкции.
- Поверните против часовой стрелки до упора, винты регулировки воздуха и размера факела, выставив их на максимальное значение. Подачу краски роли не играет и её трогать не стоит.
- Наблюдая за датчиком манометра, нажмите на пусковой рычаг для открытия клапанов и зафиксируйте показания давления на приборе. Если полученные данные ниже требуемых показателей, откручиваем регулировочный винт на редукторе или пистолете (если он встроен). При повышенных значениях, наоборот, закручиваем.
- Когда поток воздуха настроен, открываем подачу краски на максимум. Остается провести тестовое окрашивание и можно приступать к полноценной работе.
Настройка без манометра на краскопульте
Менее точный, но просчитываемый способ установки оптимального входного давления для работы устройства. Если среди пульверизаторов, всего 15% моделей комплектуют встроенным или съемным манометром, то наличие этого важного элемента у компрессора обязательно в 100% случаев. Именно исходя из показателей выходного давления ресивера компрессора, можно определить, сколько атмосфер будет на выходе из воздушного шланга (или входе в краскопульт).
Вычисления снижения давления основывается на простейшей формуле “давление на манометре компрессора, минус теряемое в шланге и фильтре, равно входное давление для краскопульта”. К примеру: напор воздуха на выходе из компрессора составляет 3 атмосферы и проходит через 15-ти-метровый воздушный шланг, диаметром в 9 мм и водоотделитель. Как можно увидеть в приведенной ниже таблице, шланг таких размеров, снизит давление на 0.6 атмосферы, а водоотделитель на 0.3. Вычитаем эти данные из первоначального давления (3 атм) и определяем объем воздуха, получаемого краскопультом (1.9 атм).
- Устанавливаем на максимум размер факела, и открываем на полную подачу воздуха (если предусмотрена на устройстве).
- Выполняем расчет примерного снижения давления, исходя из имеющихся элементов. 15 м воздушного шланга (9 мм) и чистого фильтра. Давление упадет порядка 1 атм и (к примеру) для подключения краскопульта SATA JET 4000 B RP (2.0-2.2), потребуется подкрутить вентиль компрессора до значения 3.0 – 3.2 атмосферы.
- Если полученное ориентировочное давление будет искажать форму факела, его можно слегка снизить или повысить, проведя несколько тестовых распылов.
- Сначала, устанавливаем подачу воздуха, материала и размер факела на максимум.
- Заливаем в бачок лакокрасочный материал подходящей вязкости.
- Проводим секундные распылы на тестовую поверхность, периодически снижая подачу воздуха до получения отпечатка наиболее ровной формы.
Размер факела и подача материала
Когда входное давление краскопульта установлено на оптимальное значение, можно переходить к менее значимым, но тем не менее важным настройкам. Количество подаваемого материала и размер факела, оказывают непосредственное влияние на эффективность окрашивания: от количества проходов, до толщины нанесенного слоя. В большинстве случаев, данные параметры устанавливаются на максимум, но в некоторых ситуациях, принимают иные значения. Чтобы более ясно понять, как отрегулировать краскопульт под определенные задачи, рекомендуется ознакомиться с особенностями этих настроек.Регулировка подачи материала, изменяет количество краски, которое будет поступать на воздушную голову при нажатии курка. Увеличение или уменьшение параметра, повлияет лишь на насыщенность факела и толщину нанесенного слоя. Позволяет сэкономить ЛМК в ситуациях, когда достаточно тонкого распыления. Оптимальное соотношение подачи краски к размеру факела, достигается установкой обеих этих настроек на максимум.
В 95% случаев, владельцы краскопультов устанавливают подачу материала на максимум. Это обусловлено повышенной эффективностью работы, и уменьшением износа сопла и иглы.
Размер факела влияет не только на площадь распыления, но и на качество слоя, а также общую эффективность работы. В основном, данный параметр выставляют на максимум, что позволяет быстро покрывать большие области, делая при этом меньше проходов. В связи с уменьшением проходов, уменьшается количество нахлёстов краски и повышается общая однородность слоя. Уменьшать размер факела, рекомендуется при локальной покраске, когда обрабатываемая поверхность имеет небольшие размеры и не позволяет распылять ЛКМ по большой площади.
Регулируя размер факела, подгоняйте под него и подачу краски. В противном случае, при нанесении, могут образовываться серьезные подтеки из-за избытка материала.
Выбор сопла
Настройка оптимальной работы краскопульта не основывается на одних только регуляторах. Немаловажной частью данного процесса, является выбор правильного сопла, способного пропускать через себя материалы определенной вязкости. Чем больше диаметр центрального отверстия сопла, тем более густую смесь через него можно подавать. Если Вы хотите разобраться, как настроить пулевизатор для покраски высокого качества, уделять внимание данной детали определенно стоит.
- «Металлик» и другие базовые эмали – 1.4 мм
- Грунты -1.4 мм
- Бесцветные лаки – 1.5 мм
- Эпоксидные грунты – 1.8 мм
- Жидкие шпаклевки – 2.5 мм
Выбор сопла может исходить из «стиля» работы мастера. Одни предпочитают делать тонкий слой, а другие любят конкретно заливать деталь смесью. Если Вы только новичок, лучше использовать средние размеры сопел, рекомендуемые изготовителем краски.
Тестовое распыление
Отрегулировав свой краскопульт и подобрав оптимальное сопло, не спешите приступать к покраске требуемого объекта. Чтобы удостовериться в правильности настройки, проведите несколько тестовых распылов на бумаге, картоне или другой вертикальной поверхности, которую не жалко замарать. Провести данную процедуру необходимо, для оценки формы факела, равномерности нанесения и распределения материала по его площади. Наиболее важным тестом, считается проверка формы, и его мы рассмотрим первым.
Форма отпечатка факела краскопульта, в идеале, представляет собой вытянутый овал со слегка размытыми краями. Ширина может варьироваться в пределах 200-400 мм. Перенос краски должен быть равномерный по всей площади распыления и образовывать ровный отпечаток, без впадин и скосов.
При распылении, краскопульт требуется держать на определенном расстоянии: 10-15 см для HVLP, чуть дальше (15-20 см) для LVLP, и максимально далеко (20-25 см) для конвенциональных распылителей (HP). Открывать подачу краски, требуется не более чем на секунду.
Если факел Вашего краскопульта имеет вышеприведенные искажения, следует знать, что они вызваны неотрегулированным напором воздуха, забитостью или браком сопла. Гантелеобразная форма восьмерки говорит о повышенной подаче воздуха, исправляется понижением входного давления. Слишком большое скопление краски в центре, снижается путем подкручивания соответствующего регулировочного винта. При засорении или браке одного из отверстий воздушной головы, пятно факела принимает форму банана, устраняемого чисткой или заменой элемента.
Распределение краски по площади распыленного пятна влияет на равномерность слоя и проверяется достаточно просто. Для этого, поворачиваем воздушную голову на 90° (для горизонтального распыления), и нажимаем спусковой курок на 2-3 секунды, пока не пойдут подтеки. Если капли располагаются равномерно и имеют одинаковую длину, значит разброс молекул краски исправен и не требует дополнительной калибровки. Если подтеки преобладают в центре или с боков, следует отрегулировать подачу воздуха или материала.
Качество распыления представляет собой некий субъективный показатель эффективности пневматического краскопульта и определяется исходя из размера капель, перенесенных на объект. Величина частиц смеси может изменяться, увеличиваясь от низа к верху. Повышение входного давления, усиливает рассеивание краски и уменьшает величину слоя, делая его шероховатым и «сухим». Чтобы слой краскопульта не вызывал нареканий, используйте оптимальное рабочее давление.
Читайте также: