
Как правильно гнуть профильную трубу на трубогибе чтобы все были одинаковы
Обновлено: 04.07.2024
Как согнуть профильную трубу – используйте трубогиб и все получится!
Многие домашние умельцы не знают, как согнуть профильную трубу самостоятельно, не обращаясь в мастерские к специалистам. На самом деле, выполнить такую операцию не так уж и сложно, если обзавестись необходимым оборудованием.
1 Гибка профильной трубы своими руками – практические советы
Тысячи владельцы участков за городом и частных домостроений буквально вкладывают душу в свою недвижимую собственность. Они стараются всеми способами придать ей оригинальный внешний облик. Причем многие операции по благоустройству такие люди стремятся выполнять своими руками, по-настоящему гордясь своей работой.
Очень часто при обустройстве загородного "поместья" человеку требуется загнуть профильную трубу, которая нынче весьма активно применяется для различных целей, начиная от строительства заборов и заканчивая монтажом необычного козырька над входом в дом. Выполнить изгиб трубы вручную, не используя специальные приспособления, предназначенные для подобных целей, сложно, а иногда и просто-напросто нереально.

Особенно это утверждение верно для профильных трубных изделий. Если трубу круглого сечения еще можно разогреть, обкрутить вокруг специального шаблона, надежно закрепить один из концов конструкции, а затем попытаться согнуть ее под необходимым углом, то для профильных изделий такой метод стопроцентно не годится.
Выход здесь один: взять на вооружение приспособление для изгиба профиля, хорошо изучить принцип выполнения операции с его помощью, и решить проблему придания трубе нужной конфигурации. Отметим, что даже при помощи спецоборудования осуществить подобную процедуру будет совсем непросто – высока вероятность того, что под руками неопытного человека произойдет сплющивание трубы или деформация ее сечения.

Чтобы максимально уменьшить опасность такого неблагоприятного развития событий, рекомендуется предварительно заморозить трубу, поместив ее в большой холодильный агрегат промышленного типа. Если холодильника крупных размеров нет, рекомендуется выполнять операцию гибки зимой, когда на улице стоит минусовая температура.
Перед заморозкой один край профильного изделия следует надежно заглушить, затем наполнить трубу обычной водой и закрыть другой конец конструкции. После этого помещаем заготовку в камеру или выносим на мороз, ждем, пока жидкость в ней полностью не заморозится. Замерзшая вода не даст изделию деформироваться в процессе его изгибания. Да и сам процесс, поверьте, пойдет намного проще.

Альтернативой описанному методу является технология, при которой в трубу засыпают песок, ставят с обоих концов конструкции заглушки, затем делают в ней 2–3 отверстия небольшого диаметра. Они необходимы для того, чтобы впоследствии при нагреве заготовки, образующиеся в трубе газы, имели выход. Если отверстия не делать, есть риск деформирования конструкции.
Выполнив все указанные операции, можно приступать к гибке. Для этого при помощи паяльной лампы нужно нагреть выбранную зону, по которой будет осуществляться изгиб, а затем уже смело сгибать трубу. Описанные предварительные этапы (заморозка, наполнение песком, разогрев профильного изделия) делать не придется в том случае, когда вы применяете современные трубогибы, созданные специально для работы с трубами.
2 Как согнуть профильную трубу с помощью трубогиба?
Под таким приспособлением понимают специальные устройства нескольких типов, которые дают возможность с минимумом ручных усилий выполнять изгиб конструкций из круглого либо профильного проката (например для домашних оранжерей и теплиц, навесов и так далее). Все трубогибы принято делить на две крупные группы:
- Роликовые (их еще нередко называют профилегибами): используются для изгибания по плавным радиусам профильных трубных изделий. В данном случае гибка производится по принципу вальцовки трубы.
- Гидравлические рычажные: с их помощью обычно сгибают металлические конструкции под требуемым углом, прилагая в заданном месте определенное усилие. Легкость процедуры при этом обеспечивается тем, что усилие задается рычагом.

Достоинства применения трубогибов следующие:
- снижение усилий человека для выполнения изгиба (ручной труд при использовании устройства с электроприводом и вовсе сводится к нулю);
- отказ от монтажа добавочных фитингов и проведения сварочных работ при установке трубопроводов);
- отсутствие сплющивания и заломов (металл сохраняет все свои технические характеристики);
- гарантия получения изогнутых труб с точнейшими размерами.
Кроме того, трубогибы обеспечивают по-настоящему элегантный внешний вид конструкций, которые изготавливаются из цельных трубных изделий. С точки зрения декоративной привлекательности такие конструкции можно считать безупречными. Попробуйте добиться аналогичных результатов, если вы не знаете, как гнуть профильную трубу с помощью трубогиба. Вряд ли у вас это получится.

Выбор конкретного станка для гибки труб зависит от материала изделий, а также от вида работ, которые вы будете осуществлять с помощью стальных или чугунных труб (как вы сами понимаете, пластиковые конструкции изгибать трубогибом нет нужды). Например, трубы из меди для монтажа системы отопления или подачи воды гнут простым трубогибом ручного типа, который предназначен именно для данного материала.
3 Популярные модели отечественных ручных профилегибов
В строительных магазинах вы без труда найдете разные виды трубогибов зарубежного производства. Но их цена зачастую не устраивает россиян, которые предпочитают покупать проверенные отечественные механизмы. Благо, что по своим возможностям они ни чем не хуже импортной продукции.
Самыми востребованными устройствами для гибки профильных изделий признаются ручные станки "ПГ-1" и "ПГ-2". Первый из них стоит не более 500 долларов, он выполнен в компактной форме, являясь мобильным (переносным) оборудованием. За счет этого механизм можно применять непосредственно на месте выполнения монтажных работ для изгибания медных, металлических и стальных труб с размерами не более 40 на 40 миллиметров.

Конструктивно приспособление представляет собой станину с тремя роликами, закрепленными на ней. Прижимной ролик (он является центральным) позволяет производить протяжку трубы. Легкость проворачивания этого ролика обусловлена наличием удобной рукоятки. Ширину вращающихся составляющих станка можно изменять для работы с трубами разных размеров.
Профилегиб "ПГ-2" отличается от своего собрата более мощной конструкцией. Он с легкостью гнет трубы из означенных выше материалов размерами 30 на 60 миллиметров. С его помощью допускается даже сгибать трубы в кольца. Понятно, что стоимость такой модели выше. Купить ее можно за 750–800 долларов.

Надеемся, что у вас теперь нет вопросов о том, как согнуть профильную трубу.
Загибаем трубы без трубогиба
Домашние мастера, которые привыкли все делать своими руками, нередко сталкиваются с задачей изгиба заготовок из трубы для постройки различных конструкций. Проще всего выполнить загиб трубы с помощью трубогиба, но не у каждого он имеется в наличии. В этом случае применяются специальные техники, которые помогут решить задачу с помощью подручных инструментов и самодельных приспособлений.


Особенности процесса
Суть процесса сгибания профильной трубы или металлической арматуры состоит в том, чтобы создать полный либо частичный изгиб в нужном месте заготовки.
Чтобы получить необходимые результаты, потребуется приложить определенные усилия на профиль или выполнить предварительный нагрев металла, а уже затем производить его гибку.


Если рассмотреть процесс гибки металлической заготовки, то очевидным становится факт, что на нее действуют силы сжатия, которые направлены на внутренний радиус изгиба, а также силы растяжения, которые тянут стенки металла по наружному радиусу сгибаемого материала. Обе эти силы имеют разные направления, в результате чего в процессе выполнения трубогибочных работ нередко возникают определенные затруднения:
- в процессе изгибания участки трубы будут менять свою конфигурацию неравномерно, что приведет к перекосу стенок трубы относительно друг друга;
- при чрезмерном приложении усилий во время растяжения материала по наружному радиусу стенка трубы может лопнуть или истончиться до такой степени, что прочность ее будет очень низкой;
- в процессе загиба на внутреннем радиусе трубы будут образовываться излишки материала, собираясь в гармошку.


Для того чтобы не столкнуться с подобными проблемами и выполнить гибку заготовки аккуратно и качественно, необходимо принимать во внимание характеристики материала, с которым предстоит работать, толщину его стенок, размер сечения заготовки и величину загиба, который потребуется сделать. Изучив всю перечисленную выше информацию, мастеру будет легче выбрать способ, который окажется наиболее подходящим для гибочных работ.


Обзор методов
Согнуть арматуру в домашних условиях своими руками правильно и красиво, чтобы сделать дугу для теплицы, для навеса или для садовых качелей, поможет трубогиб.
С его помощью также можно самому изогнуть и квадратную стальную трубу, например, сечением 15х15 мм под 90 градусов или ровно закруглить ее таким образом, чтобы получить круглую деталь.


Трубогиб работает при помощи ведущего колеса и роликов. Профтруба перемещается через трубогиб, и одна из ее граней аккуратно сгибается в нужном направлении. Все трубогибы делятся на 2 группы.
- Электрическая модель. Такое устройство оправдывает себя в ситуациях, когда необходимо выполнить большой объем гибочных работ на заготовках с большим диаметром или сечением. Приспособление работает от обычной электросети 220В, причем колесо и ролики приводит в движение электропривод. Использование трубогиба позволяет выполнять большой объем работ с экономией сил и времени.
- Механическая модель. Колесо для проката заготовки приводится в движение вручную при помощи специального рычага. Это приспособление подходит для заготовок с небольшим диаметром или сечением.

Чтобы сгибание трубы было проще выполнить, заготовку перед этим необходимо хорошо прогреть, это подготовит металл, сделав его более гибким. Нагревать поверхность заготовки нужно равномерно по всей рабочей области. Для этой цели используют газовую горелку или паяльную лампу. Площадь прогрева должна быть равна размеру, соответствующему диаметру заготовки, умноженному на число 6. После нагрева металла нужно незамедлительно приступать к приданию заготовке новой формы, не допуская остывания.
Следует знать, что многократные циклы нагрева и остывания приводят к тому, что структура металла становится хрупкой.
В том случае, когда выполнение гибочных работ носит разовый характер, приобретать это устройство становится экономически невыгодно. В случае когда заготовка имеет небольшие размеры, а к точности радиуса изгиба не предъявляются повышенные требования, выполнить гибку можно в домашних условиях. Для этих целей потребуется проявить смекалку и использовать те инструменты или приспособления, которые есть у каждого домашнего мастера в хозяйстве.
Существуют способы согнуть профильную трубу без трубогиба и без токарного станка.
Использование болгарки
На профильной трубе размечают место изгиба, от него по обе стороны делают несколько засечек на равном друг от друга расстоянии (по 1–2 см). Далее болгаркой осуществляют распилы одной стенки профильной трубы – той, что будет являться внутренним радиусом при изгибе. Чем больше радиус – тем больше насечек необходимо сделать. После такой перфорации трубу можно согнуть руками и получить нужную деталь. Насечки после выполнения сгибания потребуется заварить сварочным аппаратом. После сварки швы необходимо тщательно зашлифовать, чтобы сделать их гладкими. После шлифовки деталь можно покрасить для защиты металла от коррозии – готовое изделие будет иметь аккуратный и красивый внешний вид. Но следует знать, что идеального закругления таким способом получить невозможно, так как оно будет состоять из нескольких коротких прямых участков трубы, состыкованных друг с другом под некоторым углом.


С помощью песка
Для работы потребуются обычный речной песок и 2 клинышка, выструганные из дерева. Первым делом в один конец профтрубы забивают деревянный клин. Затем в полость трубы засыпают песок – он должен быть сухими и просеянным. После заполнения можно забить второй клин в противоположный конец трубы.
Теперь нужно зафиксировать один конец трубы в тисках, после чего второй конец используется как рычаг, и при приложении усилия труба сгибается.
Чтобы упростить процедуру сгибания, металлическую трубу нагревают. Когда изгиб будет выполнен, деревянные клинья удаляют, а песок из трубы высыпают. Такой способ обеспечивает аккуратный и равномерный сгиб даже на тонкостенных заготовках.


С помощью воды
Для процесса изгибания профильной трубы нужно запастись деревянным клином. Клин вбивают в конец трубы в виде заглушки. Затем в трубу наливают воду и дают ей при минусовой температуре замерзнуть. После того как вода замерзла, трубу можно сгибать в нужном месте. Далее вода должна растаять, и ее вместе с клином удаляют из трубы. Сгиб получается равный и красивый. Такой способ подходит только для тех материалов, который не боятся коррозии.
Метод с пружиной
Это приспособление используют внутри заготовки. Диаметр пружины нужно выбирать на 2 мм меньше диаметра заготовки. Пружина используется для того, чтобы при процессе сгибания забрать часть силовой нагрузки, которая возникает при изгибе, на себя и тем самым защитить трубу от излома.
Пружину вставляют внутрь трубы и руками изгибают до нужного диаметра. После работы пружину вынимают.
Чтобы облегчить этот процесс, к концам пружины заранее привязывают прочную тесьму или веревочку, за которую при извлечении можно потянуть. Такой метод подходит для изгиба пластикового металлопрофиля.
Перечисленные методы используются для разных материалов. Например, профтрубу из нержавейки можно сгибать, применяя метод с песком или водой, а метод нагрева этому материалу противопоказан. Что касается профильной трубы с квадратным, прямоугольным или овальным сечением, то выполнить их изгибание без деформации внутреннего радиуса невозможно. В этом случае можно воспользоваться методом с выполнением насечек при помощи болгарки. Медную трубку лучше всего изгибать, используя методику нагрева металла. Тем же способом сгибают и алюминиевые заготовки. Специалисты считают, что для работы горячим методом лучше всего брать заготовки с небольшим размером сечения или диаметра.
Рекомендации
В процессе выполнения сгибания трубы своими силами (без использования трубогиба) могут быть полезны определенные приспособления.
- Шаблон с необходимым радиусом загиба и присоединенный к нему рычаг для приложения сгибательного усилия.
- Основание, в котором проделаны отверстия и установлены упоры из металла нужного вам диаметра. Такое горизонтальное приспособление применяется для сгибания трубы из мягкого металла. Высокой точности изгиба в данном случае добиться нереально, кроме того, для изгибания понадобится приложить определенные усилия.
- Роликовый механизм. Если закрепить в тисках конец трубы, а в области предполагаемого сгиба разместить ролик, то при условии приложения физической силы можно выполнить изгиб материала радиусом, равным радиусу ролика.
Перед выполнением сгибания заготовки из трубы рекомендуется сделать пробные попытки на небольшом куске материала. Вручную можно работать с тонкостенными заготовками небольшого диаметра или сплавами мягкого цветного металла, а для сгибания заготовок с толстыми стенками или большими размерами диаметра используют трубогиб.
Как загнуть трубу без трубогиба, смотрите далее.
Гибка профильной трубы: действенные и безопасные методы

Гибка труб производится в строительстве, коммунальных, энергетических, нефтегазовых, водопроводных и множестве других областях при монтаже трубопроводных ситем, изготовлении строительных конструкций, изделий для различных нужд населения и городских хозяйств. В общем, всего не перечесть, но каким образом гнут трубы – знать полезно. Иные методы могут пригодиться в домашнем хозяйстве.
Виды изделий
Изделия профильного трубопроката представляются рядом металлических труб различной конфигурации в сечении поперечного разреза. Они могут быть самые разные, но отличные от круглой, то есть – нестандартной формы: овоидные и плоскоовальные, прямоугольные, часто имеющие квадратную конфигурацию с закругленными углами, и даже многогранные. Круглые используются узко – в основном для сооружения водопроводной и канализационной сетей.






Профили же квадратной и прямоугольной форм более востребованы на рынке. Благодаря тому, что на плоской стенке проще всего закрепить любой материал, они популярно используются при строительстве производственных и бытовых сооружений. Такой элемент имеет повышенную прочность и является ребром жесткости в постройке. Профиль отлично справляется с моментными нагрузками (нагрузками на изгиб), именно поэтому являются хорошим выбором в качестве использования при возведении металлического каркаса построек различного предназначения.




Изделия выпускаются широким рядом размеров, в зависимости от типа металла: например, медную возможно найти в ряду толстостенных профилей большого значения площади разреза, в отличие от алюминиевых. Мебель же производят из тонкостенных прокатов из «нержавейки». Материалом для изготовления чаще всего становится высоко- или низколегированная сталь. Квадрат-трубы отличаются друг от друга по способу производства: бывают электросварные, холодно- и горячекатаные, бесшовные. Особенностью сварки является наличие среды инертного газа, но существует и иной способ – индукционная сварка.



Особенности
Изделия из профильной трубы не имеют большого веса, поэтому есть возможность легко и за короткий промежуток времени создавать не тяжелые арочные конструкции. Это незаменимо при возведении разнообразных парников и теплиц невысокой стоимости.




Строительство с использованием каркасов из металла актуально не только для дачников и огородников. Зачастую потребность использования таких стройматериалов возникает и у городских жителей при желании обустройства частной территории, прилегающей к дому. К примеру, быстро и недорого установить беседку, крытую террасу или поликарбонатный навес – это достаточно распространенное явление в современных городах.




Профилепрокат также используют в конструкциях лестниц и перил. Часто бывает так, что стандартная конфигурация не подходит для определенного вида конструкции, здесь возникает необходимость гибки с применением специального оборудования или некоторых хитростей. Об этом немного позже.




Трубы, произведенные на производстве, имеют определенные заданные геометрические параметры, которые впоследствии оказывают влияние на пластические характеристики. Толщина стенок и поперечная площадь влияет на такой параметр, как минимальный радиус изгиба. Он указывает значение закругления, при котором не возникнет механических повреждений.
Деформация стальных изделий – не такой простой процесс, как может показаться на первый взгляд. Он требует определенного набора знаний, умения выбрать правильную технологию и оборудование. Только лишь придание необходимого внешнего вида не есть суть нашей работы, при ее выполнении необходимо сохранить важные параметры – толщину стенок, выдержать линейные размеры, не нарушить эксплуатационные способности. На заготовку в результате приложения силы действуют следующие нагрузки: на внутреннем участке – сила сжатия, на внешнем (наружном) – сила растяжения. Воспринимая их действие, элемент деформируется, получая полный или частичный изгиб.
Но ввиду особенностей деталей, приходится сталкиваться с некоторыми проблемами.
- Утеря соосности в результате изменения формы. Это означает то, что сегменты трубного проката могут оказаться в разных плоскостях, что является недопустимым. Эксперты причиной такого явления выделяют неправильный выбор способа гибки.
- Разрыв наружной стенки. В процессе растяжения металл лопается, если нагрузка превышает величину, которую он может выдержать.
- В результате неравномерного сокращения внутренней стенки, на ней образуются складки, напоминающие гофру.
Возвращение к прежней форме из низколегированных и углеродистых сплавов, имеющих высокий коэффициент упругости. Многие элементы после сгибания как бы «пружинят», и изделие после такого явления приходится заново подгонять по желаемым размерам, что может сильно усложнить работу. Для избавления себя от нежелательных проблем и дополнительной работы необходимо определить значение пластического момента сопротивления материала, и с учетом этого параметра, проводить процедуру изгибания. Следует учесть, что, чем меньше угол, тем меньше упругое последствие.
Инструменты
Переносные профилегибы
Очень удобно производить гнутье сразу на месте проведения монтажных работ. Для осуществления этой цели рациональнее других способов является использование переносного трубогиба.
Рычажные профилегибы
При использовании этого приспособления изгибание профиля происходит исключительно посредством механического усилия человека. Это становится возможным благодаря наличию плеча приложения силы значительной величины. Детали из пластических металлов и нержавеющей стали, сечение которых составляет не более двух сантиметров, способны поддаваться загибу в 180 градусов.
Трубогибы арбалетного типа
Такой инструмент состоит из следующих деталей:
- гибочный элемент;
- перемещающийся чопик, соединенный с загибающим башмаком;
- вращающиеся вокруг собственных осей две опорные части, на которых размещается изгибаемая деталь.
Приспособление может быть с механической (винтовой) конфигурацией, гидравлической с ручным контролем, либо с электроприводом. Такие легко переносимые устройства запросто сгибают на угол 90 градусов металлопродукцию из пластичного материала сечением до 100 мм.
Гидравлические
На производстве и в бытовом использовании чаще встречаются гидравлические устройства с ручным или механическим типом воздействия.
Перечислим их преимущества:
- Большие объемы, которые можно выполнить, по сравнению с механическим профилегибом.
- Возможность выбрать вертикальный или горизонтальный трубогиб исходя из условий рабочего пространства и удобства в работе.
- Легкость замены пуансонов (запчасти для задания угла).
- Существование приборов, изгибающих одновременно сразу несколько установок, что значительно сокращает затраты времени.
- Исключение возникновения трудностей в работе даже у новичков.
- Наличие защищающих от выскальзывания трубы и предостерегающих от получения травм устройств.
- Несложность собственноручного ремонта в домашних условиях.
Электрические трубогибы
Они загибают металлоизделия, помещенные на гибочные составляющие, которые, в зависимости от радиуса, возможно менять. На таких устройствах имеется поворотная оправка, с помощью которой и изменяют изделие. При отсутствии электрического питания прибор работает от встроенного аккумулятора.
Станочная гибка
При холодном способе, называемом вальцовкой, пользуются стандартным вальцевым станком, имеющим три роликовых опоры (валика). Форма и радиус загиба на выходе зависит от выбора и установки необходимых формы и размеров. Этот станок способен придать изгиб деталям из любого материала и любой конфигурации – справляется не только с квадратными, но также треугольными сечениями и сложнее. С помощью такого оборудования возможно подвергать деформации заготовку максимальной длины, что бывает очень принципиально, а также, получить продукт, изогнутый на 360 градусов (в кольцо). Метод вальцевания определяют как самый общий вид деформации, поэтому и оборудование относится к универсальным.
Кроме всего, станок дает возможность установить конкретную величину угла, что повышает точность при монтаже. Величина угла может контролироваться вручную, либо на ЧПУ станках (с информационно-числовым управлением) задаваться численно с последующим контролем процесса. На таких станках осуществляется производство имеющихся в каждом доме полотенцесушителей. При изготовлении труб для нагревающихся полов также нужно обратиться к станочному оборудованию. На нём в крупном масштабе налажено производство составляющих для винтовых лестниц, крылец, различных форм ограждений и декоративных элементов, служащих просто для украшения интерьера.
Положительными сторонами таких девайсов являются следующие возможности.
- Возможность избежать неаккуратностей при работе с тонкими деталями, в отличие от ручных приспособлений, зачастую выдающих резкий излом вместо плавной изогнутой линии в очертании.
- Точность. Обязательным критерием в серьезной постройке стоит данный пункт. Опять же, никакие другие разновидности механизмов и способов, предназначенных для данных видов работ, не стоят в сравнении с профессиональными станками. При изготовлении на продажу также невозможно обойтись без этого преимущества.
- Достижимость с высокой скоростью получить готовый продукт. Ведь средняя по величине скорость гибки профиля составляет 0,2-0,3 м/с.
- Автономность. Способность оборудования работать без участия человека в нашем веке уже не новшество, а лишь полезное, а где-то – неотъемлемое дополнение к прочим характеристикам.
- Потенциальность выполнения больших объемов.
Существуют такие стационарные профилегибочные установки, которые питаются от сетей с напряжением 380 В, такие не подойдут для личного пользования. Чтобы не совершить ошибочную покупку, нужно внимательно изучать характеристики продукта. Профилегибочная установка – вещь очень эффективная, но и дорогостоящая. Кроме того, применять такое оснащение можно только в заводских условиях.
Зачастую для получения более качественной детали используется дорновая гибка, которая осуществима при работе практически с любым прибором. О ней по порядку. Дорн представляет собой жесткую либо гибкую деталь, помещаемую внутрь изгибаемого отрезка в место дальнейшего изгиба. После изменения формы изделие получается гладким, не имеет складок и иных дефектов. За таким набором плюсов методики следует значительное снижение процента брака на выходе продукции.
Способы
Существуют два метода радиусной гибки профильных: холодный и горячий (с предварительным нагревом). Кроме разделения методик по температурному типу, различают еще множество типов, относящихся к механизации и применяемого оборудования, например, гибка:
- обкаткой;
- намоткой;
- волочением;
- методом трехроликовой вальцовки;
- с использованием двух опор;
- способом растяжения;
- с применением внутреннего гидростатического давления;
- протяжкой через фильеру с кривой осью;
- через копиры.
Выбор напрямую зависит от того, горячим или холодным вариантом будут производиться работы.
При холодном исполнении реализовать это можно несколькими вариантами.
- обкаткой (диаметр до 70 мм; при невысоких требованиях к круглости сечения в месте сгиба);
- намоткой (диаметр до 20 мм);
- волочением (для тонкостенных);
- с двумя опорами (диаметр до 300 мм).
Холодное подходит к малому диаметру, тому же холодным способом не удастся выгнуть изделие, например, на угол 45 градусов. Разогрев улучшает деформационные свойства металла, и за счет увеличения пластичности работать становится проще. Предварительный нагрев не приносит проблем с браком в виде трещин, остаточных повреждений, гофры и других последствий. На больших производствах нагрев производится токами высокой частоты (ТВЧ). При наличии маленького сечения осуществимо использование ручных портативных инструментов, для большого сечения такая альтернатива неприменима, здесь в ход идет механизированное оборудование.
Кроме перечисленных нюансов, стоит помнить о явлении упругого последствия. Оно означает способность частичного возвращения заготовки после деформации к ее прежней форме. Величина зависит от типа материала и габаритов профиля, от температурного способа и типа проведения работ – вручную или на специальном оборудовании.
Помимо вышеперечисленных приемов, в домашних условиях исполнить процесс можно и с применением аппаратуры, которую несложно создать самому. В зависимости от начальных характеристик и желаемого контура, существует достаточно вариантов сэкономить на дорогом оснащении. Ниже будет приведено несколько примеров.
Самодельный механизм на основе роликов
Это самый приближенный к оригинальному роликовому профилегибу вариант. Для его создания потребуется приобрести 2-4 ролика. Следует учесть, что их ширина должна немного превышать ширину самого изделия. Для получения результата нужно закрепить его горизонтально, так, чтобы ролики имели возможность свободно вращаться, они должны находиться на таком расстоянии друг от друга, чтобы не мешать трубе проходить через систему без препятствий.
Этот созданный своими руками помощник позволит загнуть продукт по окружности. Если есть необходимость в достижении определенного угла, система обязана состоять из трех вращающихся цилиндров. Притом один из них желательно оставить регулируемым. Арматурный элемент помещается между роликов, и человек, контролируя процесс, начинает прокручивание.
С помощью «болгарки» и сварочного аппарата
Если сооружение такого механизма невозможно в силу финансов, времени, навыков или других причин, есть и более понятные вариации. Но применение метода сварки значительно отнимает временной ресурс и требует кропотливости.
Последовательность работ выглядит следующим образом.
- Первым делом рекомендуется рассчитать допустимый и определить для себя необходимый радиус изгиба.
- Нанести вдоль изделия поперечные отметки, по которым в дальнейшем будет производиться распил для дальнейшего соединения. Чем более плавным нужен переход в согнутой части, тем чаще придется сделать отметки.
- Произвести распилы трех выбранных сторон (граней) по нарисованным отметкам. Четвертая сторона не должна быть тронута.
- После проведения распилов согнуть изделие до требуемой кривизны. для повышения точности можно изготовить лекало. К примеру, заготовить деревянную деталь с нужным изгибом. К изогнутому краю шаблона приложить не распиленную сторону проката, закрепить, поле чего согнуть до соответствия изгибу шаблона.
- Пропилы аккуратно и надежно сварить сварочным аппаратом.
- Места сварки тщательно зашлифовать, так, чтобы поверхность детали стала гладкой, без выступающих швов.


При большой площади разреза данный метод, за неимением других, подойдет как никогда кстати. Но такой способ применим для единичных работ, поэтому его не стоит применять тем, кому необходимо произвести деформирование большого количества элементов. В таком случае, возможно, рациональнее задуматься о создании роликового трубогиба.
Пружина для изгибания
О таком методе знают все мастера. Его суть заключается в следующем: специальную пружину квадратного сечения из стальной проволоки размещают внутри трубы в том месте, в котором необходимо получить изгиб. Пружина будет служить в качестве дорна, ее сечение должно быть меньше на 1-2 миллиметра меньше внутреннего сечения. Используя паяльную лампу, место дальнейшего сгиба накаляют, прикладывают к болванке с подходящим радиусом изгиба и, применяя силу, не резко надавливают до получения нужной кривизны. Этот способ довольно прост, но, пользуясь им при проведении работ, рекомендовано тщательно соблюдать технику безопасности: работать в специальных рукавицах и использовать клещи.
Советы
О тонкостях горячего метода
Чтобы удачно изогнуть трубу горячим способом, следует применить наполнитель из песка. Идеальным вариантом является среднезернистый песок – строительный или речной. Если нет возможности использовать именно такой, в крайнем случае подойдет и материал из детской песочницы, но предварительно очищенный от ненужного содержимого. Для очищения от ненужных примесей его требуется просеять через сито с отверстиями около 2 миллиметров. После первого просеивания на сите останутся крупные элементы – веточки и камешки. Их присутствие в наполнителе крайне нежелательно, потому что при нагреве они могут повлиять на рельеф и образовать выпуклости. Далее требуется просеять будущий наполнитель второй раз, уже через мелкое сито для избавления от слишком мелкого песка. После просеивания песок подвергают прокаливанию.
Трубу, на месте, где будет происходить изгибание, отжигают. Перед засыпанием наполнителя стоит позаботиться о заглушках, которые не дадут ему высыпаться. Рекомендовано изготавливать их из дерева, так, чтобы они плотно прилегали к стенкам. В одной из заглушек необходимо проделать пазы, через которые должен будет выходить горячий воздух. Такие отверстия располагают на каждой из сторон, то есть при квадратном сечении их должно быть четыре. После установления заглушки без отверстий через воронку можно начинать засыпку наполнителя. При этом периодически следует простукивать деталь для уплотнения песка. После закрепления второй заглушки можно намечать место изгиба, закреплять деталь и производить равномерный нагрев. Если деталь сварная, то шов должен быть расположен снаружи изгиба во избежание его расхождения. Цвет готовой к гнутью детали должен быть красно-вишневого цвета, а от трубы – отлетать окалина.
Рекомендовано гнуть металлические изделия с первого нагревания, в противном случае это может привести к потере прочности и изломам элемента. Если после остывания деревянные заглушки тяжело поддаются извлечению, их можно поджечь, а после сгорания высыпать песок.
О тонкостях холодного метода
Тонкости холодного метода:
- Без использования специальных инструментов и нагревания в холодное время года можно значительно облегчить процесс гибки. Для этого, альтернативно способу с песком, в качестве наполнителя используется вода. После наполнения и установки заглушек изделие выставляется на мороз на время, необходимое для полного замерзания жидкости. В свете физических свойств замороженной воды, изгибание осуществить будет проще.
- Во избежание травм кистей и для уменьшения приложенных усилий предлагается использовать профильную трубу сечением чуть больше изгибаемого. Для этого больший профиль надевается по краям меньшего, таким образом, увеличивая плечо силы.
- Мастера советуют делать пробный изгиб на ненужной части изделия, это даст представление о его физических свойствах и предотвратит ошибки в последующих попытках.
Подытоживая вышеописанное, можно сделать выводы о том, насколько будет эффективен тот или иной способ. Целесообразнее для получения более качественного результата и экономии времени обратиться к профессионалам, располагающим специально предназначенным для этих целей оборудованием. Если работы подразумевают множественное изгибание изделий, то почему бы не задуматься о приобретении специального оборудования, а также, возможно, и о предоставлении услуг по сгибанию другим людям. В таком случае можно будет быстро окупить устройство.
В качестве альтернативы существует вариант с арендой трубогибочного устройства на определенное время. Если в вашем городе есть такой вариант, то вы сэкономите время, и вам не придется переплачивать на дорогостоящих услугах компаний.
О том, как согнуть трубу без трубогиба для навеса, смотрите в следующем видео.
Гнем профильную трубу

При выполнении ремонтных работ в загородных домах и на дачных участках нередко возникает необходимость гибки профильных труб. Обычным трубогибом здесь не обойтись, так как он рассчитан на трубы с круглым сечением. Поэтому, рассмотрим подробнее, какие существуют способы гибки профильных труб, какие инструменты могут применятся для этого и как сделать такие инструменты самостоятельно.
Способы гибки профильных труб
Существует несколько способов, с помощью которых можно изогнуть профильную трубную конструкцию, не испортив ее.

- Профилегиб — это специальное оборудование, применяемое для сгиба подобного рода труб. Его лучше приобретать тем, кто занимается гибкой профессионально, так как цена данного устройства очень высока. В основном он применяется в крупной промышленности и строительстве. Такой профилегиб используется для труб больших диаметров — от 3,2 до 7,6 см.
- Профилегиб ручного типа — это прекрасная альтернатива профессиональному станку. Он стоит не так дорого, но при работе с ним нужно приложить немало физических усилий. Для тех, кто периодически занимается гибкой профтруб, этот вариант будет наиболее подходящим.
- Если же выполнить гибку трубной конструкции необходимо однократно, лучше обратиться в специальную мастерскую, предоставляющую подобные услуги. Это обойдется в несколько раз дешевле, чем приобретение специального устройства.
Как согнуть профтрубу с помощью трубогиба
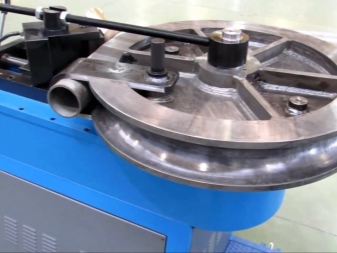
Смысл работы подобных устройств заключается в растяжке холодным методом. В процессе данной процедуры центр трубы смещается в сторону полученного изгиба, что исключает риск появления трещин и других повреждений на поверхности профтрубы. Трубная конструкция сохраняет прочность и другие немаловажные эксплуатационные показатели.

Принцип работы профилегиба очень прост. Одно ведущее колесо прижимается сверху к трубе. Оно приводится в движение специальной ручкой, которую вращает пользователь. Благодаря сильному прижатию ведущим колесом профтруба двигается по направлению его движения и получает необходимый изгиб. Затем профтрубу прогоняют тем же самым способом, но в обратном направлении. Данная процедура осуществляется до тех пор, пока профтруба не станет изогнутой. В процессе работы нужно постоянно придерживать трубное изделие. Главный минус применения подобного устройства — это создание большого радиуса изгиба.
Среди усовершенствованных моделей профилегибов можно выделить оборудование с электроприводом. На таком устройстве необходимо только нажимать кнопку, которая приводит профилегиб в действие, и удерживать профтрубу в нужном положении. Электрический профилегиб чаще всего применяют для гибки труб с большим радиусом.
Как сделать трубогиб самостоятельно
В некоторых случаях можно обойтись без приобретения ручного профилегиба. Данное устройство можно смастерить самостоятельно. Оно подойдет для обработки трубных изделий малых диаметров, например, для каркаса беседок или теплиц.

Для трубных изделий, диаметр которых не превышает 2 см, достаточно лишь создать конструкции из бетонного блока и стальных штыков. В бетоне проделываются 4 отверстия, в них вставляют металлические колышки, через которые пропускают профтрубу и изгибают в нужном направлении.
Для трубных конструкций диаметром свыше 2,5 см необходимо создать профилегиб с применением роликов. Их закрепляют на основании бетона. Величина радиуса боковых граней роликов должна быть равна радиусу изгибаемой трубы. Профтруба, размещенная между колесиками, закрепляется на одном конце. Другим концом ее прикрепляют к лебедке, которая приводится в действие и придает трубе необходимый изгиб.
При создании самодельных трубогибов для профильной трубы необходимо учитывать следующие параметры:
- Расстояние от трубы до ведущего колеса профилегиба зависит от размеров трубы: для изделия с радиусом в 2,5 см необходим зазор в 6 мм, для более крупных трубных конструкций эта цифра варьируется от 6 до 12 мм.
- Слишком малое расстояние между колесом и трубой приведет к тому, что нужно будет приложить намного больше физических усилий для сгиба трубной конструкции.
- Слишком большой зазор повлечет за собой неравномерность изгиба и нарушение целостности конструкции.
Горячая гибка
Данный способ позволяет придать профтрубе необходимую форму без риска образования трещин и сплющиваний. Линии изгиба получаются плавными. Данный метод нельзя использовать только для труб из цинка, так как в процессе накаливания выгорает оцинкованный слой, который выполняет функцию защиты конструкции от коррозии.
Необходимые инструменты и материалы:
- кварцевый песок;
- деревянные заглушки — 2 шт;
- газовая сварка (горелка);
- дрель.

Инструкция:
- Профтрубу затыкают деревянным колышком с одной стороны, затем насыпают кварцевый песок и забивают противоположную сторону аналогичным способом. Это необходимо для того, чтобы избежать деформации в процессе гибки трубы. Без использования песка материал конструкции будет испорчен.
- В одном из концов профтрубы делают отверстие, через которое в процессе накаливания будет выходить воздух.
- То место, которое нужно согнуть, разогревают с помощью газовой сварки или горелки, а затем придают профтрубе нужную форму. При работе с газовой сваркой необходимо соблюдать все меры пожарной безопасности. Нужно избегать перегрева металла, которое может привести к появлению окалины и ухудшению эксплуатационных показателей изделия.
- Как только трубное изделие приобрело желаемый изгиб, необходимо вынуть деревянные клинья и высыпать песок. Заглушки можно легко вытащить, нагрев концы профтрубы горелкой.
Как согнуть трубу при помощи сварочного аппарата и болгарки
- По всей длине предполагаемого изгиба делают поперечные надрезы болгаркой.
- Выполняют изгиб трубы.
- С помощью сварочного аппарата заделывают надрезы, а затем эти места шлифуют.
Многочисленные способы гибки профильных труб позволяют выполнить данную процедуру самостоятельно, без привлечения профессиональных рабочих и дорогостоящего оборудования. Главное — соблюдать алгоритм создания изгибов и подходить к работе со знанием дела.
Читайте также: