
Как паять медные трубы феном
Обновлено: 07.07.2024
Как паять медные трубы своими руками - инструкция
Магистральные трубопроводы, изготовленные из цветных металлов, обладают повышенной устойчивостью к коррозии. Для соединения элементов используется заливка стыков припоями. Пайка медных труб может выполняться самостоятельно, для выполнения работы не потребуется специальная оснастка или инструмент.
Что понадобится в процессе
Перед тем, как спаять медные трубки, потребуется подготовить флюс, способный очистить поверхность от налета окислов. От корректности подготовки поверхности зависит качество выполнения работ. Флюс дополнительно способствует растеканию сплава по поверхности трубки, что улучшает внешний облик шва. Затем необходимо определиться с технологией соединения, от которой зависит выбор, чем паять медные трубы.
При высокотемпературной сварке используется припой, не имеющий в составе свинца (с пометкой на упаковке Lead Free). Для низкотемпературной технологии используется стандартный припой ПОС, выпускаемый в виде прутка диаметром 3 мм. Допускается использование сплавов с введением легирующих элементов (например, висмута или свинца), которые положительно влияют на прочность соединения.
Пайка медных труб своими руками подразумевает нарезку деталей на элементы соответствующего размера. Для разделения трубы на отрезки используется труборез, кромки заготовок обрабатываются инструментом для снятия фасок. Поскольку при соединении трубопроводов требуется расширять один из концов магистрали (для обеспечения плотной и надежной посадки), то потребуется расширитель, представляющий собой клещи со специальной втулкой, рассчитанной на несколько диаметров трубы.
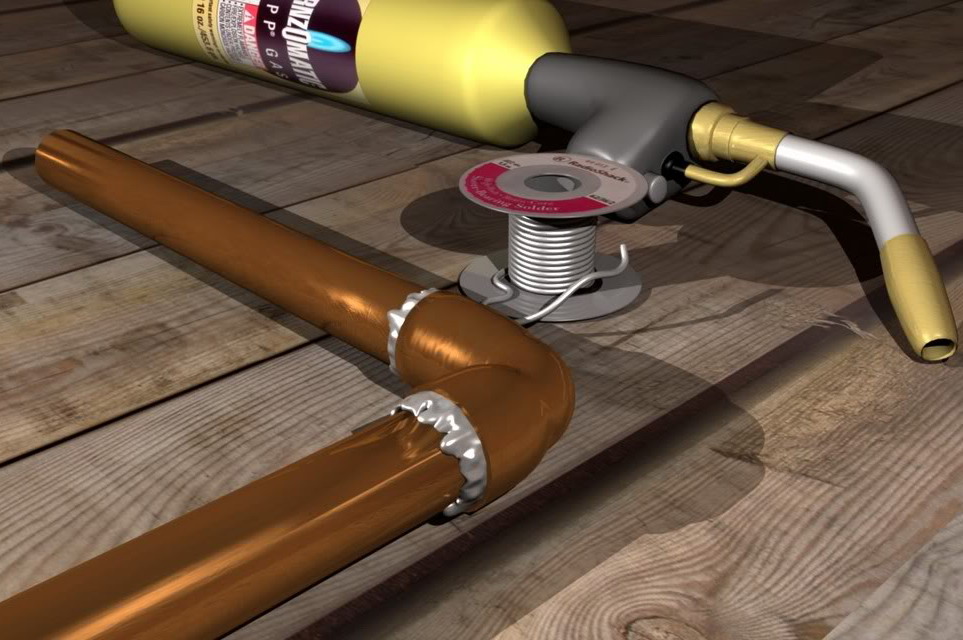
Для нагрева припоя и элементов из цветных металлов применяется газовая горелка с форсункой, формирующей узкий направленный факел пламени. Оборудование оснащается баллоном, который заправлен чистым бутаном или пропано-бутановой смесью. Допускается выполнение работы при помощи электрического паяльника, инструмент применяется в зонах, где использование открытого пламени запрещено. Также мастеру понадобится комплект чертежных инструментов, позволяющих разметить заготовки.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Техника безопасности при спаивании труб из меди
Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Рекомендация
Неопытным монтажникам рекомендуется провести цикл тренировок, используя отходы труб. После выполнения тестовых 5-6 швов допускается браться за выполнение соединения на трубопроводе. Поскольку при недостаточном опыте существует риск ошибки в разметке, то трубопровод собирается на полу помещения. После проверки корректности габаритов производится последовательное соединение стыков твердым или мягким припоем для пайки медного трубопровода.
Можно ли запаять паяльником свищ в медной трубе?
Собственно вопрос уже сформулирован. В медной трубе, по которой идет холодная вода к газовой колонке, появилась маленькая дырочка. Как ее лучше всего заделать ? Можно ли паяльником? Какие припой и флюс?
Спасибо.
Гмм. А с чего это в медной трубе дырочка образовалась?Пробили?
Проще всего заплатку напаять медную.Припой любой мягкий оловянно-свинцовый,флюс-хоть спирто-канифольный,главное-хорошо зачистить шкуркой.Паяльник мощный потребуется,думаю ватт двести,а лучше горелкой.
Да, нет вроде не пробивал. Не знаю, отчего. Видимо производственный брак фирмы Vaillant - трубочка является уже частью колонки.
А может Вы тогда поподробнее можете описать последовательность действий. Я не суперспец в пайке.
Паять приходилось, не не очень много и всегда в электронике.
Да собственно ничего сложного.Вырезали заплатку медную (1 см2 хватит),зачистили шкуркой трубу и заплатку,слили воду из трубы,прогрели паяльником и облудили трубу и заплатку.Наложили заплатку на трубу,прогрели,добавили припой.Все.
24.03.2006 в 07:12А с чего это в медной трубе дырочка образовалась?Пробили?
Нет, похоже что это все-таки проблема совместимости медных труб и Питерской воды. Появляются течи размера булавочного укола
2sshura
Сколько стоит водогрей? Когда жил в квартире с водогреем, теплообменник отечественный выходил из строя лет через 5-6 . Последний раз четыре года назад появились две булавочные течи плюнул, и поскольку мощного паяльника под рукой не было замазал Проксиполом (но давлени в системе хвс низкое И последующие протечки тоже. Грамотнее поставить заплатку, как указал ДОКА
зачищаешь
наматываешь медную проволку, да хоть от витой пары (изоляцию только снять)
наматывать плотно виток к витку
мажешь флюсом, например ЛТИ-120 (потом промыть обязательно) продается в любых радиотоварах
но можно и флюс которым паяют медны трубы он около 100-120р/100гр стоит
греешь, даиметр какой?
паяльник можетне взять, горелкой будет лучше
подаешь припой, припой за счет капилярных сил ровно пропитывает витки
ПС тестю, давно так паял тормозную трубку, протерлась
потом он ее поменял
2Do Home Yourself
Не во всех местах теплообменника водогрея это возможно . Да и горелка может понадобиться мощная
24.03.2006 в 10:26У меня девять лет медь в квартире стоит, в том чисте и в газовой колонке Indesit и без проблем. Может быть проблема именно в стыке меди и железа, там может электрохимическая коррозия возникать или на трубах какой-то потенциал сидит, который вызывает коррозию. Какой-нибудь му..к стиральную машину так заземлил. А запаять дырку элементарно.
24.03.2006 в 11:53Спасибо за ответы.
Да, проволоку там действительно не намотаешь (одной стороной трубка припаяна к теплообменнику)
Колонка стоит чуть менее двух лет. Насчет электричества не знаю, но очень сомневаюсь. Дом не большой.
Диаметр трубки сейчас точно не замерить, но примерно 12 мм.
Временно заделал очень варварским способом - залил суперклеем. Понимаю, что цианокрилат - это яд, но мы горячую воду не пьем, а очень надо было срочно обеспечить горячее водоснабжение. Пока держит.
А все-таки, если паяльником, то какая мощность может потребоваться? И какой припой?
А может действительно Поксиполом? Или еще что-то в этом духе?
И еще: там все трубки теплообменника (теперь кроме того места, где свищ) покрыты какой-то серебрянной краской (от окисления, думаю). Так вот когда я буду прогревать трубу, она вся не отскочит?
Благодарю всех участников.
25.03.2006 в 11:07sshura написал :
А все-таки, если паяльником, то какая мощность может потребоваться? И какой припой?
Сам я паяю радиодетали, и очень редко такие крупные штуковины. Но могу дать несколько советов чтобы пайка была легкой и качественной.
- Лучше всего перед операцией трубку снять - будет гораздо удобнее. Если снять нет возможности, то обязательно спустить всю воду. Если около места пайки в трубе будет вода, то прогреть даже мощным паяльником будет очень трудно.
- Флюс: тот, которым паяют радиодетали (ищите на ближайшем радиорынке). Если не хотите проблем в будущем, то берите флюс, на котором написано "коррозионно пассивен" или "не требует отмывки".
- Припой: опять же на радиорынке, марка обязательно ПОС-61. Все другие ПОСы более тугоплавкие, менее текучие и структура хуже. Хороший выбор - припой в виде проволоки, можно с канифольным наполнением.
- Мощность паяльника думаю ватт 100, возможно, придется дополнительно подогревать (горелка, газовая плита). Жало очистить от старого сгоревшего флюса.
- Трубу хорошо зачистить шкуркой везде, где будет ложиться припой. Протереть для удаления пыли.
Трубу с обеих сторон от места пайки обмотать тряпками (чтобы меньше остывала и можно было держать рукой).
Место пайки обязательно надо хорошо залудить:
- Прогрейте место пайки горелкой или иным способом.
- Закутайте место пайки толстой тряпкой, подождите, пока нагреется паяльник, снова пытайтесь прогреть припой. И так несколько раз.
Постепенно труба нагреется и припой растечется.
Слой припоя на хорошо залуженной поверхность должен быть ровный, зеркальный, без незалуженных островков.
- Если на облуженном участке видны темные остатки сгоревшего флюса, то их нужно стереть жалом паяльника (чтобы не остужать трубу)
- Прикладываем заплатку, греем трубу паяльником. Добавляем припоя, если недостаточно. Когда припой растечется и равномерно заполнит шов, убираем паяльник.
- Ждем, пока все остынет, только потом подаем воду.
В принципе ДОКА все подрбно описал, но метод DO Homt Yourself более лучше, объясню почему на своем примере. Привезли мне на ремонт радиатор от ВАЗ2106, трещина была прям на изгибе. Я зачистил трещину мини шлиф машинкой, залудил её (в качестве флюса взял паяльную пасту которая идет в комплекте с кабелной муфтой, припой ПОС61 так,как у него малая температура плавления), запаял 100ВТ-ным паяльником а после прогрел монтажным феном. И что! Через неделю хозяин приносит его обратно так, как радиатор потёк опять в том же месте где я паял. Трещина разошлась по олову. Получается что при нагревании металл расширяясь начинает разрывать пайку. Так что без латки не обошлось. В качестве латки взял кусочек латуни толщиной 0,5-1мм. Когда латунь кончилась использовал оцинкованное железо, луженное при помощи паяльной кислоты. Но перед тем как наложить латку, в концах трещины просверлил отверстие самым маленьким сверлом которое у меня было (1мм), чтобы трещина не расходилась далее.
07.01.2011 в 16:17Мы тут год назад меняли приборы отопления ,наши наладчики постарались разорвало в нескольких домах финских(типоваяхрень-комплекс 10домов школа, детсад пекарня и т.д.,всё нутро финское тоже,при совдепии закупали у финцев привозили и монтировали- отличные домики на 20 квартир) больше десятка приборов(радиаторы финские алюминиевые панельные),так вот один сняли вварили универсал,я его стал разглядывать- в одном месте была дырка запаяна оловом(и лопнуло пошве прибора а не там) и это держало порядка 20 лет(4 атмосферы у нас в среднем),люминий стопудово и олово тоже стопудово, фиг знает как они паяли кроме ацетилена и электросварки у них там не было
Строительным феном можно медь паять.
Пака вы тут отвечали я уже полбани спаял ))) Докладываю, феном паять можно. Естественно низкотемпературная пайка.
Зажимаю фен в тисках, включаю, подношу трубу с фитингом и жду. Обычно жду не больше 2 минут а то и меньше. Когда флюс становится блестящим добавляю припой. И делов то )))
Вобщем сдуру забыл один тройник купить, а то бы сегодня все допаял. В итоге встал на середине, завтра доделаю, и надеюсь в январе буду парится уже )))
Что может технический фен

Технический фен, он же «ручной аппарат горячего воздуха», он же «термофен», он же «строительный фен»… Этот инструмент по достоинству оценен любителями и профессионалами — он настолько практичен и универсален, что можно насчитать десятки способов его использования. Некоторые из них относятся к разряду «а что если» (монтаж натяжного потолка, приготовление пищи, сушка обуви, разморозка холодильника). Но много есть таких работ, где термофен просто незаменим, главное — подобрать правильный режим и нужную насадку.

Сварка бампера и прочих пластиковых деталей
Восстановление бампера техническим феном является оптимальным способом ремонта разрушенной детали. Ни паяльник, ни смола (она хорошо подходит только для стеклопластика), ни вплавленные металлические сетки — должного эффекта не дают, так как массив бампера однородным не становится. Если использовать фен и пластиковые присадочные прутки, то детали соединяются по всей толщине, причем соединяются «на молекулярном» уровне. Вот почему эту операцию называют СВАРКОЙ.

Технология выглядит следующим образом:
- на кромках соединяемых деталей снимается фаска,
- зона сварного шва обезжиривается,
- поверхности прогреваются термофеном,
- расплавом прутка заполняется зазор между деталями,
- шов уплотняется при помощи валика,
- выступающий над поверхностью материал срезается ножом и зачищается наждаком.
Сваривать таким образом можно не только автомобильные детали. Но это должны быть ТЕРМОПЛАСТИЧНЫЕ пластмассы, которые размягчаются и склеиваются под нагревом, а после остывания сохраняют свои первоначальные свойства.
Для сварки нужно использовать прутки припоя из того же вида пластика, как и у соединяемых заготовок. Обычно пластиковые детали имеют соответствующую маркировку где-то с внутренней стороны.

Разные виды пластика плавятся при разных температурах — необходимо настроить термофен на оптимальный температурный режим, чтобы не получить слабый шов от недогрева или чтобы не деформировать деталь лишними градусами.
Для этой работы удобнее всего использовать «сварочную» У-образную насадку для работы с пластиковыми прутками, или редукционную насадку с диаметром сопла 5–10 мм, чтобы использовать пруток «с руки».
Сварка линолеума с помощью фена
Как правило, горячее соединение (вместо холодной сварки) выбирают при укладке коммерческого и полукоммерческого линолеума, когда нет возможности устелить все помещение одним полотном. При помощи термофена со сваривающей насадкой также герметизируют ПВХ-плитку.
Производители напольных покрытий предупреждают, что горячая сварка обязательна при монтаже линолеума во влажных помещениях и в комнатах с системой теплого пола.
В целом технология очень похожа на сварку пластиковых деталей. Здесь используется такая же насадка, но только вместо прутка применяют мягкий рулонный 4-миллиметровый шнур, специально предназначенный для заделки швов напольных покрытий.

- Через 24 часа после приклеивания полотнищ в зоне шва специальным резаком разделывается треугольная или округлая фаска на глубину 2/3 от толщины линолеума.
- На кусках линолеума делается пробное сваривание, чтобы подобрать оптимальную скорость подачи инструмента и установить технический фен на нужную температуру (она подбирается в зависимости от характеристик используемого шнура и напольного покрытия).
- Выполняется сваривание полотен.
- После остывания вплавленного шнура выступающий материал при помощи специального ножа срезается за два прохода.

Сварка ПВХ-ткани
Любые виды ПВХ-ткани можно склеивать, но это занимает много времени, а сам клей обходится недёшево. Поэтому при работе с ПВХ чаще применяют технический фен, который создает очень надежное монолитное соединение. При помощи термофена из рулонных полотен сваривают (или ремонтируют):
- тенты грузовых автомобилей,
- навесы и оболочки легких павильонов,
- каркасно-тентовые ангары,
- рекламные баннеры,
- надувные лодки,
- кровельные и гидроизоляционные мембраны,
- устилающий слой декоративного пруда…

Сам метод довольно прост:
- ПВХ-полотна или вырезанные детали соединяются с нахлестом в несколько сантиметров (для ремонта порезов используются округлые латки). Присадочный материал не нужен.
- Технический фен оснащается щелевой насадкой шириной около 20–40 миллиметров (иногда перед ней устанавливается сужающая насадка).
- Материал обеих деталей прогревается в зоне перехлеста до размягчения верхнего слоя ПВХ.
- Насадка плавно перемещается вдоль шва, а склеиваемые детали по мере продвижения термофена СРАЗУ прикатываются жестким упругим валиком.
Аналогичным способом работают не только с тканью ПВХ, но и с другими термопластичными полотнами: строительной мембраной PE-HD (полиэтилен высокой плотности), пленочной гидроизоляцией ECB (этиленовый сополимер битума) и т.д.
Ткани ПВХ могут отличаться по составу и иметь разную структуру: плотность наполнения и пропитки, количество нитей в плетении, пористость… Поэтому следует тщательно подбирать температуру и скорость подачи инструмента (для ПВХ подача в среднем от 20 до 40 сантиметров в минуту, при рабочей температуре от 450 до 500 градусов). В идеале следует делать пробное сваривание.
Пайка медных труб
При помощи термофена выполняют низкотемпературную пайку медных трубопроводов. Для такой работы используют легкоплавкие припои (с температурой плавления менее 400 градусов), которые размягчаются не от пламени горелки, а от тепла разогретых феном деталей.

Порядок действий примерно такой:
- Труборезом кроятся детали нужной длины.
- Труба зачищается от заусенцев (снимается небольшая фаска), шлифуется до блеска изнутри и снаружи.
- Труборасширителем увеличивается диаметр трубы-мамы (если не используются специальные фитинги).
- На медь в зоне пайки наносится флюс, трубы соединяются.
- На технический фен устанавливается насадка с отражателем.
- Инструмент настраивается на температуру около 650 градусов.
- Соединение труб прогревается (мастера ориентируются по цвету детали или по показаниям пирометра).
- Фен убирается, в зону шва подносится проволока припоя (в ОДНО МЕСТО, а не по кругу).
- Припой, касаясь горячей меди, плавится. Под действием капиллярных сил он втягивается в зазор и равномерно заполняет его.
- С видимых поверхностей удаляется флюс.
Если нужно выполнить демонтаж медного трубопровода — то на фен устанавливают редукционную насадку и прогревают пропаянный стык, пока припой не потечет. После этого трубы можно разъединить.
Для пайки медных труб бытового водоснабжения нужно выбирать безопасный флюс и припой — разрешенный для контакта с питьевой водой.
Снятие напольных покрытий техническим феном
При помощи строительного фена можно легко удалить старый линолеум или виниловую плитку. Для этого достаточно выставить на инструменте температуру порядка 500–600 градусов, закрепить на сопле широкую узкую насадку и начать равномерно прогревать материал. Покрытие обдувают горячим воздухом, начиная от края, мастер рукой поднимает покрытие, при этом помогает себе жестким шпателем. Аналогичным образом снимается рулонная и обмазочная гидроизоляция.
Поклейка и снятие автомобильных плёнок
Речь идёт о полимерных материалах, используемых для защиты, тюнинга или «брендирования» автомобилей. Термофеном прогревают поверхность кузова для улучшения адгезии клея. Горячий воздух помогает сделать винил более эластичным, чтобы можно было растянуть его по поверхности сложной формы.

Когда приходит пора менять пленку, то на холодную сдернуть ее не получится — она отойдет, скорее всего, только вместе с краской. На выручку снова приходит термофен, которым виниловое покрытие разогревают до размягчения клеевого слоя. Кстати, аналогичным способом удаляются наклейки со всевозможных предметов и прочие рулонные материалы, фиксируемые полимерным клеем.

Кромкование мебели
Тонкая меламиновая лента клеится на раскроенные детали из ДСП/МДФ при помощи утюга, а вот ПВХ-кромку лучше устанавливать с использованием термофена. Для этого:
- Лента отрезается по длине кромки с небольшим запасом.
- Термофеном с широкой насадкой лента прогревается со стороны клеевого слоя.
- Если кромочная лента не имеет клеевого слоя, то клей наносится на обрабатываемую поверхность детали.
- Приклеенная кромка прокатывается жёстким валиком.
- При помощи металлической линейки или ножа выступающая кромочная лента обрезается заподлицо с мебельной деталью.

Обжим термоусадочных трубок, кабельных муфт, плёнок
Ручные аппараты горячего воздуха отлично зарекомендовали себя при работе с термоусадочными материалами, которыми изолируют места соединения электрических проводников, защищают предметы от увлажнения, загрязнения и коррозии.

Термофен предпочтительнее газовых горелок, так как дает возможность:
- более точно выставлять и контролировать температурный режим,
- прогревать термоусадку в виде трубок равномерно со всех сторон,
- выполнять работы в закрытых помещениях и в распределительных шкафах (ввиду отсутствия открытого огня).
Для работы с термоусадочной упаковочной пленкой используются наиболее производительные фены с прямыми решетчатыми насадками с большим диаметром выходного отверстия.
Для прогрева термоусадочных трубок и муфт применяется термофен с «ложковой» или с рефлекторной решётчатой насадкой.

Удаление лакокрасочных покрытий
Строительный фен позволяет удалять лаки и краску с минимальными трудозатратами. Этот метод наиболее безопасен, так как не используется никаких растворителей, воздух не насыщается продуктами горения (ведь ЛКМ не обжигаются, а только размягчают).
Чтобы снять краску, необходимо использовать любую удобную щелевую насадку (при работе с оконными рамами стоит применить насадку, защищающую стекла от перегрева) и выставить температуру фена на 450–500 градусов. Далее всё просто: мастер выбирает поверхность размером в несколько дециметров и плавно её прогревает, когда краска станет мягкой — её можно удалить с этого участка при помощи шпателя или скребка.

Демонтаж и монтаж электронных компонентов
Так называемый «бесконтактный» монтаж SMD-компонентов имеет ряд недостатков (погрешность позиционирования, окисление выводов и контактных площадок, неравномерный прогрев), поэтому используется он не часто.
А вот для быстрого демонтажа электронных компонентов с печатной платы технический фен подходит как нельзя лучше:
- На сопло фена устанавливается редукционная насадка, чтобы максимально локализовать поток воздуха.
- Опытным путем подбирается температура нагрева и скорость потока воздуха.
- Микросхема захватывается вакуумным пинцетом или другим удобным приспособлением.
- Когда припой расплавится — электронный компонент можно удалить с платы.

Другие сферы использования технического фена
Современные технические фены с рабочей температурой от 50 до 650 градусов могут решать самые разные задачи, для которых традиционно используются паяльные лампы, газовые горелки и прочие «греющие» инструменты.
– Экстренная разморозка замков, фитингов, труб.
– Удаление «нефтяных» загрязнений (битумные пятна, смазка).
– Контролируемая деформация пластиковых, металлических, стеклянных деталей.

– Быстрая сушка лакокрасочных материалов, грунтовок и клея.
– Разборка прикипевших крепежей (выполняется быстрый нагрев и охлаждение).

– Искусственное состаривание: затемнение деревянных поверхностей обжигом или создание трещин на декоративной штукатурке.
– Использование горячего воздуха для борьбы с грибком, плесенью, насекомыми-вредителями (особенно актуально для обработки обдувом труднодоступных мест).
Как видим, этот инструмент может быть неимоверно универсальным и вместе с тем узкоспециализированным. Чтобы более эффективно решать те или иные задачи — нужно правильно выбирать технический фен по рабочим характеристикам и по набору необходимых функций.
Пайка медных труб своими руками

Соединять трубы с помощью пайки в различных целях человечество начало довольно давно. Существует немало причин, по которым этот способ применяется до сих пор, несмотря на наличие различных ультрасовременных методов. С помощью пайки труб можно добиться получения прочного, водонепроницаемого соединения элементов посредством ввода припоя. Данный материал производится из различных металлов, при этом плавится он значительно быстрее деталей, которые необходимо соединить. Если следовать определенным правилам пайки, можно добиться такого шва между элементами, который прослужит достаточно долго, гарантируя практически нулевую вероятность утечки.
Помимо пайки медных труб, которая описывается в данной статье, существует также другой распространенный метод – соединение труб с помощью обжимных фитингов, что является значительно менее надежным.
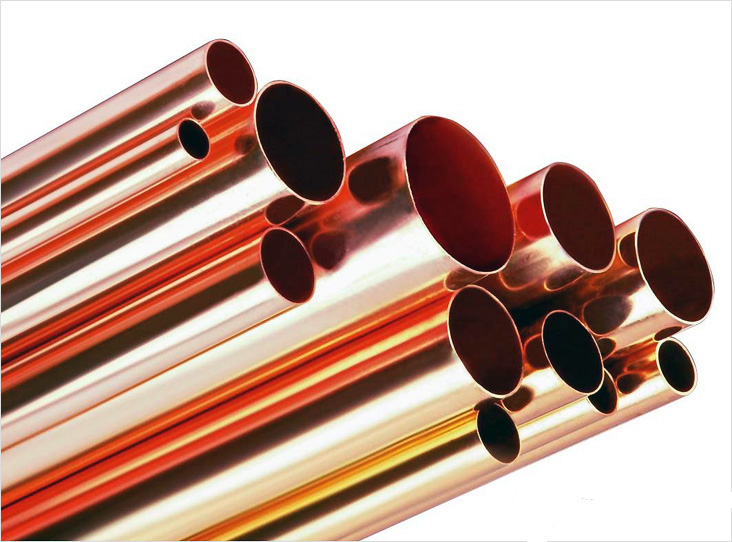
Свойства медных труб
Диапазон сфер использования таких труб весьма широк, именно поэтому довольно часто возникает необходимость произвести пайку медных труб своими руками. Медные трубы используются как для водоснабжения, систем вентиляции, газоснабжения, так и для отопления. Являясь экологически безопасным и чистым материалом, они также обладают свойствами антибактериальными.
Такие трубы вполне можно устанавливать как в открытом пространстве, так как они не подвержены негативному влиянию ультрафиолетовых лучей, так и монтировать в покрытие – свойства меди от этого не ухудшаются. Интересным качеством данного материала также является высокая пластичность – трубы из меди гнутся в любом направлении, после чего остаются пригодными для использования.
Минус пайки медных труб заключается главным образом в высокой себестоимости самого металла.
Инструменты и материалы
Чтобы самостоятельно качественно выполнить пайку труб, нам потребуются следующее оборудование, материалы и инструменты:
- специальные фитинги;
- флюс;
- припой;
- трубогиб;
- ножовка;
- мелкозернистая наждачная бумага;
- щетка или фаскосниматель;
- пропановая горелка;
- труборасширитель;


- строительный фен;
- ветошь.
Подготовительный этап
В работе необходимо не забывать о том, что между соединяемыми деталями должно быть некоторый зазор. Это – одна из причин того, что технология пайки медных труб своими руками является достаточно трудоемким процессом – нужно постоянно следить за своими действиями. Необходимо также проследить за тем, чтобы на трубах не было никаких дефектов – они часто возникают при нарезке труб. Следите за тем, чтобы срезы получались как можно более ровными.
Работая, следует поддерживать чистоту материала – от нее зависит то, насколько крепкий получится шов. Для этого необходимо обработать трубы водой и тряпкой, ликвидировать все загрязнения. Только после такой обработки можно приступать непосредственно к пайке.
Процесс и методы пайки

Пайка медных труб состоит из нескольких шагов, а именно:
- В первую очередь, необходимо разметить трубы и разрезать их на сегменты нужного вам размера. Если вам требуется согнуть трубу, воспользуйтесь специальным инструментом – трубогибом.
- Далее выполняется итоговая очистка поверхности от образовавшейся в процессе резки пыли, загрязнений и заусенцев.
- Необходимо обязательно проверить размеры деталей и зазор (примерно 0,4 мм) перед тем, как соединять фитинг с трубой.
- Затем наносится флюс, который обеспечивает чистоту поверхности и облегчает пайку.
- Собрав детали, приступаем к нагреву. Способы его варьируются в зависимости от того, какого вида пайка медных труб своими руками вами запланирована. При высокотемпературной пайке используется пропановая горелка, паяльник же подойдет для пайки низкотемпературной.
- Далее монтажный слой заполняется припоем. Важно равномерно его распределить по рабочей поверхности.
- По завершении пайки получившийся шов нужно остудить, что можно выполнить с помощью строительного фена.
- Конечный этап – ликвидация лишнего флюса и очистка с помощью воды.
Шевелить спаянные детали нельзя, пока они полностью не кристаллизуются.
Более подробно процесс пайки мы рассмотрим далее, раскрывая суть основных ее видов – низкотемпературного и высокотемпературного.
Низкотемпературная пайка
- Поверхность нужно нагреть горелкой до 200-250 градусов.
- К деталям в нужных местах прикладывается припой.
- Выполняется пайка. Стоит помнить о том, что пламя должно перемещаться постоянно. При плавлении припоя пламя отодвигается для того, чтобы он свободно заполнил зазор. Не стоит добавлять лишний припой – это может привести к его попаданию внутрь трубы.
При осуществлении пайки труб своими руками, ширина соединения может варьироваться от 7 до 50 мм, что идеально подходит работы с изделиями диаметром от 6 до 108 мм. Таким способом сегменты труб зачастую соединены в трубопроводах отопления, водоснабжения.
Высокотемпературная пайка
- Такой вид пайки производится при температуре выше +450 градусов. Необходимо нагреть поверхность, после чего – использовать припой. Более прочный, нежели при низкотемпературной пайке, он образует весьма прочный шов. Необходимо, однако, проявить аккуратность – при перегреве изделия могут появиться разрывы.
- Пламя горелки должны быть средним.
- Для фиксации шва в этом случае используется строительный фен, о чем уже упоминалось выше.
Припой для пайки
К наиболее распространенным видам припоев, используемых при пайке медных труб, относятся медно-фосфорные и серебряные припои. Рассмотрим их более подробно:
Медно-фосфорные
Трехкомпонентные медно-фосфорные припои включает в свой состав серебро. Они широко используются в целях высокотемпературной пайки. Такие припои отличаются малой температурой плавления и высокой текучестью, что делает такой процесс, как пайка медных труб своими руками весьма удобным. Кроме того, так как в составе присутствует фосфор, в работе не обязательно использовать флюс. Соединение на основе такого припоя довольно прочно и отличается стойкостью к коррозии. Медно-фосфорные припои для пайки меди, в свою очередь, подразделяются на несколько видов:

1. Припой с содержанием серебра 2%
Данный вид характеризуется средним растеканием, экономичный в использовании. Выдерживает невысокие нагрузки в виде вибрации и ударов.
2. Припой с содержанием серебра 5%
Этот вид более пластичный, способен наиболее качественно заполнить зазоры, так как растекается медленнее всего. Нагрузки данный припой выдерживает несколько более высокие, нежели предыдущий.
3. Припой с содержанием серебра 15%.
Самым пластичным в своей категории является именно этот вид, так как содержание серебра в нем – наиболее высокое. Соответственно, такой припой способен выдержать значительные нагрузки.
Серебряные
Данные припои состоят из 4 компонентов, в которые входит серебро (до 55%). Чаще всего серебряные припои используются в пищевой области.
К ключевым характеристикам материала относится невысокая температура плавления и отличная способность заполнения зазоров. Также, их стоит употреблять, когда речь заходит о таком деле, как пайка медных труб своими руками, по причине устойчивости к значительным нагрузкам вибрационного и ударного характера.
Припои на основе серебра хорошо подойдут для желающих спаять детали арматуры. Использовать их желательно с флюсом.
К припоям другого вида, использующимся для низкотемпературной пайки относятся оловянные и свинцовые. Последние запрещены для использования в газоснабжении и водопроводных трубах по причине токсичности.
Виды флюса
Флюс – это активное вещество, которое необходимо в целях выполнения максимально качественной пайки. Его использование улучшает текучесть припоя, очищает рабочую поверхность трубы от загрязнений, обеспечивает защитную пленку, предотвращающую негативное воздействие кислорода на шов.
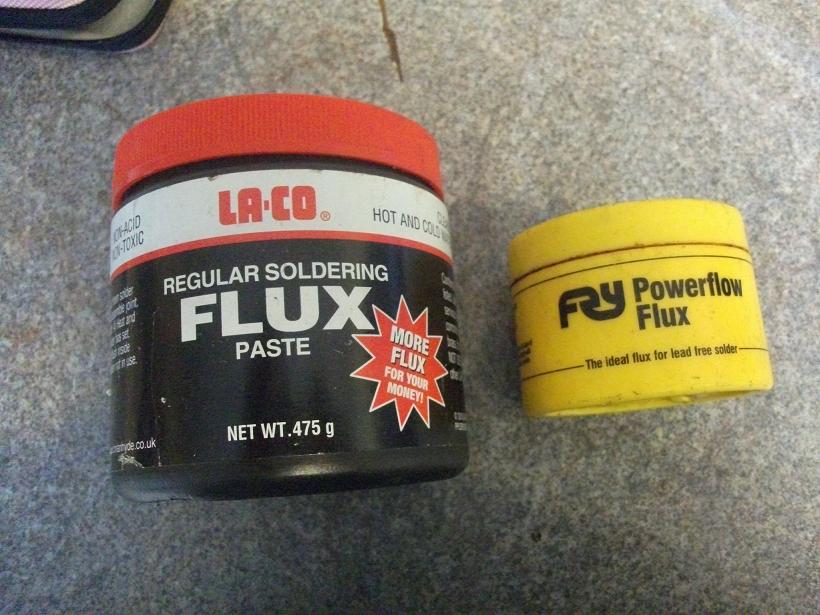
При низкотемпературной пайке рекомендуется использовать флюс для более легкой работы.
Однако, занимаясь пайкой при невысокой температуре, это вещество, как уже говорилось ранее, не используют.

Пайка медных труб своими руками – достаточно кропотливое занятие, однако и его вполне возможно освоить, не будучи специалистом. Грамотно выбрав инструментарий, ознакомившись внимательным образом со всеми рекомендациями и инструкциями, вы легко добьетесь нужного результата.
Пайка медных труб самостоятельно - основные ошибки
Применение медных труб для подачи воды в помещения ограничивается высокой стоимостью материалов. Но медь и сплавы на ее основе обладают повышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стенок.
Химическая инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химических реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на основе олова и свинца имеют повышенную адгезию с медью, что упрощает процедуру подбора соединительного материала.
При нанесении припоя не происходит нагрева медного основания до высоких температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, при необходимости полученный стык разъединяется путем нагрева шва портативной газовой горелкой.
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Выводы и полезное видео по теме
Неопытным монтажникам рекомендуется провести цикл тренировок, используя отходы труб. После выполнения тестовых 5-6 швов допускается браться за выполнение соединения на трубопроводе. Поскольку при недостаточном опыте существует риск ошибки в разметке, то трубопровод собирается на полу помещения. После проверки корректности габаритов производится последовательное соединение стыков твердым или мягким припоем для пайки медного трубопровода.
В видеороликах, снятых монтажными бригадами, показано, как правильно паять медные трубы в домашних условиях. Начинающий монтажник не всегда точно определяет степень прогрева деталей, поэтому рекомендуется прибегнуть к помощи опытного наставника. Поскольку медные трубопроводы и технологические компоненты водопроводных сетей из цветных металлов имеют большую стоимость, то выполнение монтажных работ своими силами позволит сэкономить деньги (даже с учетом необходимости покупки инструмента).
Читайте также:
- Подключение pex трубы к коллектору
- �����������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
- Брс под приварку 80 трубы
- Следует ли смещать при сборке стыки смежных стальных труб диаметром более 100мм изготовленных
- Валериановые ванны как делать