
Как обрезать медную трубу без трубореза
Обновлено: 07.07.2024
чем, кроме спец-ножниц, можно нарезать металлопласт
Подскажите, пожалуйста, способы нарезания МП "SuperPipe" Мецерпласт, без использования специальных ножниц. Надо отрезать две трубы по 1 метру на ГВС и ХВС, и покупать для этих целей ножницы за
800 р. что-то не хочется.
Неужто все так серьезно, как здесь описано: "Для резки труб нужно применять специально приспособленные для этого ножницы, и ни в коем случае не другие колюще-режущие предметы."
PS. Поиском искал - не нашёл.
28.08.2007 в 13:21800?
Я для Henco покупал за 140 руб.
Резать то можно чем угодно, только срез неаккуратный получится, имхо.
А ножницы. они пригодятся еще.
Ножевка по металлу ! ! ! Только потом необходимо откалибровать(сделать круглой) и сточить внутренние кромки, что бы не срезать ЭПДМ кольца на фиттингах. Для этого исп. гратосниматель. Он так же врят ли имеется? Тогда обычными ножницами, только осторожнее.
28.08.2007 в 13:40Обыкновенным ножем, острым, тоже режется на ура. Им же можно подрезать, подравнять кромку, убрать грат и т.д. Есс-но, калибр лучше, но если надо два фитинга обжать, с помощью подручных инструментов можно ее отровнять. Только вставлять после этого с осторожностью, чтобы кольца уплотнительные не вырвать.
28.08.2007 в 15:1128.08.2007 в 15:45J.Walker написал :
Обыкновенным ножем, острым, тоже режется на ура.
ми пилили ножовкой по металу а потом развальзовкой (и ею же снимали внутр фаску)
28.08.2007 в 16:11vfx написал :
Надо отрезать две трубы по 1 метру на ГВС и ХВС,
Дык, отрежте там, где покупать будете. там-же и опрессовать смогут.
28.08.2007 в 16:59BV написал :
Дык, отрежте там, где покупать будете. там-же и опрессовать смогут.
Уже домой привез. Там народу было много - мной заниматься некогда было.
Во, блин. Сейчас случайно проезжал мимо магазина, зашел и купил там резак для МП (100р), написано Италия , но не такой как на рынке продают китайские по 250, и калибратор (65р) синий на три размера с ножечками для снятия фаски. Магазин, я так понял, фирменный от известного производителя.
Во как в тему магазин попался! Всем спасибо. Щас пойду на отрезке трубы тренироваться резаком.
Резка медной трубки - чем?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
распил медных трубок по длине
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Труборез для медных труб: виды, советы по выбору, правила и нюансы использования
Труборез медных труб – механическое (ручное или полуавтоматическое) приспособление, применение которого обеспечивает лёгкую удобную обработку труб из меди. Наиболее часто труборез для медных труб используется в работе с климатической техникой, к примеру, в ремонте бытовых кондиционеров.
Однако помимо этой области инструменту для медных труб также находится применение в домашних сантехнических работах. Мы подробно расскажем о конструкционных особенностях оборудования для резки медных труб, разновидностях труборезов и обозначим основные критерии их выбора.
Особенности конструкции трубореза
Инструмент предназначен для выполнения режущих действий точно так же, как имеет аналогичное предназначение, например, ножовка по металлу.
Но если исполненный ножовкой рез невозможно получить исключительно ровным, без заусенцев и металлических опилок, резка труборезом показывает совсем иной результат:
- аккуратный обрез граней;
- строгая перпендикулярность относительно оси трубы;
- ровные торцы окружности;
- отсутствие металлических опилок.
Последний фактор в списке имеет особое значение на случай применения трубореза в холодильной и климатической технике. Мелкие металлические опилки, попадающие внутрь холодильной системы, способствуют быстрому износу техники.

Если же трубы монтируются в сантехнической системе (например, медный водопровод), присутствие металлических опилок внутри водопровода – это риск появления заторов при эксплуатации.
Работа с инструментом для резки труб характерна малыми трудозатратами по времени. От слесаря (сантехника, механика) требуются относительно небольшие физические усилия.
Изделия, как правило, малогабаритные, имеющие небольшой вес, помещаются в рабочий кейс. В общем, удобными и практичными приспособлениями выглядят приспособления, выпускаемые в разном конструктивном исполнении.

Обзор конструкций труборезов
Нужно отметить, что выбор инструмента по конструктивному исполнению относительно небольшой, несмотря на видимое многообразие предложений в целом. Этот выбор охватывает не более пяти инженерных решений, которые отличаются одно от другого некоторыми нюансами.
Именно под резку медных труб, как правило, применяются конструкции:
- струбцины,
- телескопы,
- роллеры.
Рассмотрим все виды.
Струбцины напоминают аналогичный инструмент, широко используемый в слесарном и плотницком деле. Простая конструкция струбцины состоит из скобы и винтового механизма.
Таким инструментом обычно крепят какие-либо детали. Но применительно к труборезам по меди, конфигурация приспособлений несколько изменилась. В рабочей области между лапами скобы были дополнительно введены тонкий дисковый резак и опорные ролики. Так появилась возможность легко и просто резать трубы, в том числе медные, как правило, тонкостенные и небольших диаметров.
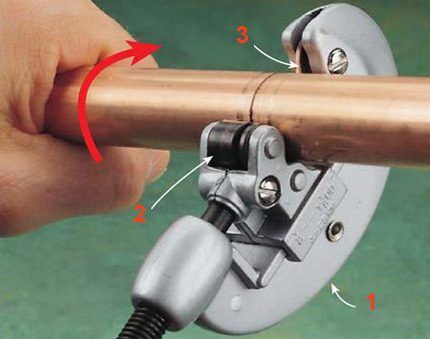
Принцип действия струбцины-трубореза прост:
- Медная труба помещается в область между резаком и опорными роликами.
- Винтовым механизмом блок с роликами прижимает трубу к лезвию резака.
- Мастер руками выполняет 1-2 оборота струбцины вокруг оси трубы.
- Вновь производится «подтяжка» трубы к резаку винтом и повторяется пункт 3.
При помощи струбцины-резака полный обрез тонкостенной трубы получают за два-три технологических прохода. Однако не стоит стремиться отрезать материал как можно быстрее, с минимальным количеством проходов. Напротив, чем меньшим выбирается шаг «подтяжки» опорных роликов, тем более качественным получается срез.
Телескопы входят в категорию наиболее распространённых конструкций под резку медных труб. Принцип их действия напоминает функционал струбцин. Правда, в отличие от первых конструкций, у телескопов предусмотрена «подтяжка» лезвия резака к телу трубы, в то время как модуль с роликами остаётся неподвижным.

Телескопические резаки обычно используются для работы с трубами малых диаметров (до 52 мм). Поэтому конструктивно они более компактные, облегчённые, удобные.
Пример применения телескопа:
Есть медная труба диаметром 34,92 мм с толщиной стенки 1,2 мм. Требуется отсечь часть трубы под установку фитинга.
- Вращением винта против часовой стрелки отвести резак от опорных роликов на 40 мм.
- Надеть труборез на тело трубы и подтянуть резак вплотную к трубной поверхности вращением винта по часовой стрелке.
- Перемещая инструмент вдоль трубы, установить лезвие резака точно на линию реза.
- Подтянуть резак винтом до упора и ещё на 0,1-0,2 мм.
- Прокрутить труборез вокруг оси трубы 1-2 раза.
Далее повторить операции 4-5 до полного отреза.

В составе телескопических труборезов гратосниматель обычно присутствует как выдвижной элемент, а в конструкциях струбцин этот же элемент имеет откидное исполнение.
Относительно новым видом труборезов можно охарактеризовать роллеры, которые отличаются более практичным исполнением в сравнении с двумя предыдущими конструкциями. Предназначены роллеры, в основном, для обработки медных труб малых диаметров (не более 22 мм).
Благодаря небольшим габаритам и дисковой форме корпуса, роллеры удобно помещаются в ладонь мастера. Механика устройства выполнена с поддержкой автоматически изменяемой силы давления на резец в момент прокручивания трубореза вокруг оси трубы.

Надёжный захват приспособления рукой мастера обеспечивается фигурными рёбрами корпуса. Вся механика трубореза заключена в крепкой металлической оболочке. По мере износа режущего диска предусмотрена замена этого элемента.
Достаточно широкие опорные ролики и острый тонкий резец гарантируют качество и точность резки.
Пример использования на практике:
- Через входной паз надеть устройство на трубу.
- Скорректировать положение лезвия на точке реза.
- Плотно обхватить корпус ладонью.
- Выполнить несколько вращательных движений вокруг оси трубы.
Каких-либо дополнительных действий выполнять нет необходимости до полного отреза.
Пайка медных труб: пошаговый разбор работ и практические примеры
Домашние мастера стараются выполнять строительные и ремонтные работы самостоятельно, что позволяет не только сэкономить семейный бюджет, но и быть абсолютно уверенным в качественном результате. Поэтому им приходиться овладевать новыми для себя методиками и технологиями – такими, как пайка медных труб.
Мы расскажем, как производится сборка и соединения коммуникаций из медных труб. У нас вы узнаете, какие расходные материалы и инструменты потребуются исполнителю. Полезные даже в быту навыки дадут возможность самостоятельно собирать трубопроводы с отличными эксплуатационными характеристиками.
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.

Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Способы паяния деталей из меди
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
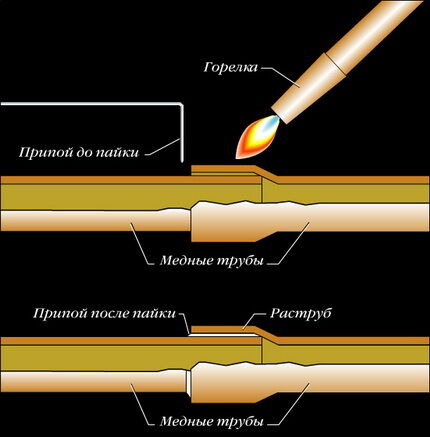
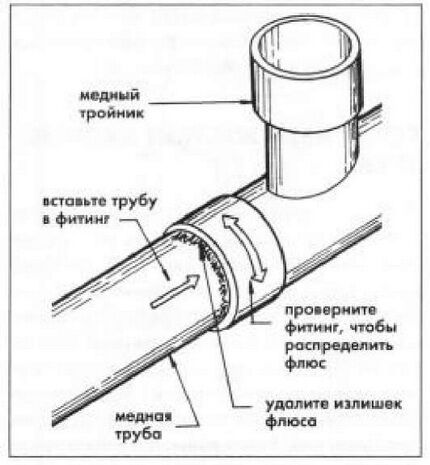
Галерея изображений Технология соединения деталей медного трубопровода пайкой базируется на капиллярном растекании расплавленного припоя в тонком зазоре между свариваемыми частями В сборке медных трубопроводов используются трубы разной жесткости: R 290 - твердые, R 250 - полутвердые, R 220 - мягкие. Твердые и полутвердые поставляются в стержнях, мягкие в бухтах Для пайки мягких медных труб достаточно стандартной паяльной лампы, огонь которой способен разогреть свернутый в бухту припой Для выполнения высокотемпературной пайки потребуется ацетиленовая или пропановая горелка и твердый стержневой припой Для оперативного выполнения низкотемпературной пайки производят фитинги с предварительно вплавленным в них легкоплавким припоем. Правда приобрести можно соединители и с тугоплавким припоем В местах соединения медных труб их обрабатывают флюсом, который применяется в качестве смазки и протравки металла. Наносят его без излишков Высокотемпературную плавку производят с использованием стержневого припоя, выполненного из сплавов меди с бронзой или меди с серебром Низкотемпературную пайку медных труб проводят с использованием мягкого припоя, поставляемого в виде намотанной на катушки проволоки Принцип соединения медных труб пайкой Разновидности медных труб по жесткости Паяльная лампа для низкотемпературной пайки Пайка труб ацетиленовая горелкой Фитинги для ускорения и облегчения пайки Нанесение флюса на свариваемые участки Припой для высокотемпературной плавки Мягкий припой для низкотемпературной пайкиОсобенности высокотемпературных соединений
В этом случае процесс соединения элементов из меди проходит при температуре превышающей +450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.
Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.
Особенность так называемой твердой пайки заключается в отжиге металла, это приводит к его размягчению. Поэтому, чтобы потери прочностных характеристик меди были минимальными, следует проводить охлаждение готового шва только естественным путем, без использования искусственного обдува или опускания детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка используется для соединения газовых труб.
В сантехнике она используется в процессе сборки водопроводов для монолитной состыковки деталей, диаметр которых превышает 28 мм. Кроме того, такое соединение используется в случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее предварительного демонтажа.
Низкотемпературная пайка в деталях
Мягкой или низкотемпературной пайкой называется соединение медных деталей, в ходе которого используется температура ниже +450С. В качестве припоя в этом случае подбираются мягкие легкоплавкие металлы, например, олово или свинец.
Ширина шва, образованного такой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение называют мягким. Оно менее прочное, чем твердое, однако имеет ряд значимых преимуществ.

Основное отличие заключается в том, что в процессе пайки отжига металла не происходит. Соответственно, его прочность остается прежней.
Кроме того, температура в процессе низкотемпературной пайки не такая высокая, как при проведении высокотемпературной. Поэтому она считается более безопасной. Так называемые мягкие соединения используются для сборки труб небольшого диаметра: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения медных труб используются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в них жидкости будет меньше +130 градусов. Для газовых трубопроводов использование соединений такого типа строго запрещено.
Что понадобится в процессе?
Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и припой для работы с медью. Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.

Для работы понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет нарезать детали нужного размера. Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался.
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.

Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают газовую горелку, имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.
Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.
Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
Технология пайки медных изделий
Подготовив инструменты и материалы, можно приступать к процессу пайки. Выполняем все операции в такой последовательности:
Галерея изображений Резка медной трубы производится с помощью трубореза, резцы которого плотно сжимают трубу. В результате проворачивания получается ровная линия среза После резки труборезом кромка разрезанной трубы слегка вогнута внутрь. Ее убираем гратоснимателем или фаскоснимателем Соединяемые участки труб и фитингов тщательно очищаем от загрязнений, окислов и нагара, если он есть. Обезжириваем поверхности На соединяемые поверхности наносим флюс тонким слоем. Соединяем детали, слегка проворачиваем их относительно друг друга, возвращаем на место и убираем излишки смазки Для выполнения капиллярной пайки готовим припой. В нашем случае это оловянная легкоплавкая проволока Готовим горелку с баллончиком к выполнению соединения пайкой. Нужна обычная горелка, разогревающая до +450°С Обмотав место соединения оловянной проволокой, нагреваем до тех пор, пока припой не распределится в зазоре между соединяемыми деталями Горелкой равномерно нагреваем всю область соединения. После пайки даем соединенным деталям остыть, не применяя охлаждающего масла или воды Шаг 1: Раскрой медной трубы труборезом Шаг 2: Удаление вогнутой кромки медной трубы Шаг 3: Чистка и обезжиривание соединяемых деталей Шаг 4: Обработка соединяемых поверхностей флюсом Шаг 5: Подготовка припоя к проведению пайки Шаг 6: Разогрев горелки для выполнения пайки Шаг 7: Нагрев место соединения горелкой Шаг 8: Ожидание охлаждения паяного соединенияОтрезаем деталь необходимой длины
Для резки медных труб можно использовать различные инструменты. Чаще всего применяется ручной труборез. Чтобы срез получился ровным, трубу удерживаем только перпендикулярно к инструменту.
Зажимаем деталь между роликом и лезвием и вращаем вокруг нее труборез. Не забываем после каждого оборота подтягивать регулировочный болт примерно на треть оборота. При использовании трубореза срез получится ровным, задиры появятся только внутри трубы.

Но при этом диаметр изделия немного уменьшится, что нежелательно. Избежать деформации детали можно, если отрезать ее ножовкой. Но в этом случае появится множество заусенец, от которых необходимо будет избавляться, и понадобится использовать шаблон, чтобы уменьшить косину реза.
Смятие или овализация среза трубы приведут к неприятным последствиям, поскольку обязательно изменят размер монтажного зазора. Его величина должна находиться в пределах 0,02-0,4 мм. Если зазор получится меньше, в него не сможет попасть припой. При увеличении зазора не сможет проявиться капиллярный эффект.
В результате резки должна получиться деталь с окончанием строго цилиндрической формы, имеющим минимальную косину реза. С детали обязательно снимаем заусенцы, чистим ее внутреннюю поверхность ершиком и обезжириваем. Аналогично обрезаем второй фрагмент трубы. Берем труборасширитель и при помощи молотка увеличиваем диаметр второй трубы.

Проверяем, как детали входят одна в другую, проверяем размеры получившегося монтажного зазора. Он должен точно соответствовать норме. Зачищаем и обезжириваем вторую деталь. Операцию выполняем по всему сечению трубы, помним, что длина соединения должна равняться диаметру детали.
Наносим флюс на поверхность трубы
По правилам технологии пайки медных труб, на детали нужно нанести слой флюса. Берем состав и кисточкой аккуратно наносим его на внешнюю поверхность трубы, которая будет находиться внутри соединения.
Выполняем операцию очень аккуратно. Стараемся набрать минимальное количество раствора и полностью распределяем его по детали. На поверхности не должно остаться излишков флюса.
Соединяем детали перед пайкой
Как только флюс нанесен на детали, их нужно соединить. Сделать это надо достаточно быстро, чтобы на влажную поверхность не попали частички загрязнений. Если мы работаем с фитингом или с раструбом, производим полное соединение элементов.
Для этого вращаем их до упора. В процессе вращения детали не только «встают» на место, но и флюс распределяется по монтажному зазору максимально равномерно.
Оставлять флюс на детали запрещено, поскольку это агрессивный химический состав.
Припаивание крана с фитингом на базе компрессионного кольца производится в следующем порядке:
Галерея изображений Перед выполнением пайки разбираем кран на составляющие: непосредственно кран, компрессионную гайку и кольцо Предназначенные для соединения детали очищаем от загрязнений и обезжириваем. На трубу надеваем гайку, внутреннюю сторону компрессионного кольца обрабатываем флюсом Разогреваем соединяемые участки трубопровода горелкой в течение 10 минут, затем оборачиваем его припоем и добиваемся полного заполнения зазора в раструбе расплавленным оловом Дожидаемся остывания соединенных пайкой деталей и прикручиваем кран компрессионной гайкой Шаг 1: Подготовка крана к установке пайкой Шаг 2: Обработка компрессионного кольца флюсом Шаг 3: Заполнение зазора в раструбе припоем Шаг 4: Прикручивание крана после пайкиОбразование соединения при низкотемпературной пайке
При выполнении мягкого соединения в обязательном порядке используется легкоплавкий припой и низкотемпературный флюс. Для нагрева можно взять стандартную или малогабаритную газовую горелку, которая заправляется смесью пропана с воздухом либо пропана с бутаном и воздухом. Можно взять и специальный электрический паяльник.
Берем горелку, включаем ее и направляем пламя на стык труб. Пятно контакта, находящееся между пламенем и деталью, нужно постоянно перемещать. Это необходимо для того, чтобы элементы прогревались равномерно. Берем припой и время от времени касаемся им монтажного зазора. При достаточном разогреве припой начинает плавиться.

Как только это случится, отводим горелку в сторону, чтобы дать возможность припою заполнить капиллярный зазор полностью. Если припой еще не начал плавиться, нагрев продолжаем. Особенностью низкотемпературной пайки является то, что припой специально не разогревается. Он должен расплавиться от тепла нагретых элементов соединения.
После того, как припой заполнит капиллярный зазор полностью, ему нужно дать остыть, желательно в естественных условиях. Нужно помнить, что получившееся мягкое соединение имеет невысокую прочность, поэтому трогать его в горячем виде запрещается.
Еще один важный момент. В процессе пайки крайне важно не перегреть медь. Иначе нанесенный на металл флюс разрушится, и, соответственно, не сможет растворять и удалять оксиды, что резко отрицательно скажется на качестве соединения.
Поэтому желательно использовать флюс с порошком-припоем. Когда температура детали будет достаточной для разогрева припоя, порошок расплавится и будет видно, как внутри флюса блестят капельки расплава.
Если использование пламени по каким-либо причинам недопустимо, применяют паяльные аппараты, работающие от электричества. Такое оборудование представляет собой набор из блока питания, электрических щипцов и паяльника.
Процедура нагрева и последующего образования соединения паяльником ничем не отличается от выше описанной. Единственный нюанс: на полный разогрев деталей может уйти меньше времени, чем при нагреве горелкой.
Образование шва при пайке высокотемпературного типа
В процессе такой пайки для разогрева деталей тоже используется газовая горелка. Она заправляется смесью пропана с кислородом или ацетилена с воздухом. Возможно использование смеси ацетилен-кислород.
Мастера рекомендуют прогревать детали равномерно и быстро. То есть процесс разогрева должен быть коротким. Горящий в устройстве газ должен давать ярко-синее пламя небольшой интенсивности.

Горелку плавно перемещаем вдоль будущего соединения так, чтобы разогрев был максимально равномерным. Когда медь нагреется примерно до 750С, она приобретет темно-вишневый цвет. В этот момент подаем припой.
Чтобы он лучше разогрелся, его можно немного прогреть горелкой. Но при этом надо помнить, что припой должен расплавиться от разогретых деталей соединения, а никак не от горелки. В идеале нужно обеспечить соединению минимальный нагрев, при котором припой сразу же расплавится и с первого раза заполнит монтажный зазор.
Возможно, сразу это не получится, но по мере накопления опыта результат будет улучшаться. После полного заполнения зазора припоем оставляем соединение для остывания. В это время трогать его не рекомендуется. Остывший шов тщательно протираем, чтобы избавиться от остатков флюса.
Детальный разбор технологии пайки медных трубопроводов с применением газовой горелки приведен в статье, с содержанием которой мы советуем ознакомиться.
Техника безопасности при спаивании труб из меди
Начинающие мастера интересуются, как паять медные трубы правильно, но при этом забывают о безопасности. Этого делать нельзя. Нужно понимать, что медь отличается высокой теплопроводностью, поэтому держать детали в руках без какой-либо защиты нельзя.
Неосторожность и неаккуратность при сборке медного трубопровода может закончится термическим ожогом. Небольшие элементы длиной до 0,3 м берут только защитными рукавицами или удерживают клещами.
Осторожность нужна и при работе с флюсом. Это чрезвычайно агрессивный состав. Если в процессе пайки он попадет на кожу, следует немедленно остановить работы и смыть флюс с кожи большим количеством мыльной воды. Иначе на коже может появиться не только термический, но и химический ожог.

Одежду для работы тоже нужно подбирать правильно. Синтетические ткани категорически не подходят. Искусственное волокно очень чувствительно к высоким температурам. Оно легко плавится и загорается, поэтому для работы лучше всего выбирать плотную одежду из натурального хлопка.
Еще один важный момент. При нагреве деталей флюс начинает гореть. Его пары опасны для человека. По этой причине помещение, в котором проводятся работы по пайке труб из меди, должно хорошо проветриваться.
Опытные мастера советуют тем, кто впервые взялся за пайку, сначала потренироваться на обрезках труб. Практика показывает, что после трех-четырех самостоятельно выполненных соединений уже можно браться за монтаж трубопровода. При этом желательно собрать систему на полу и только потом приступать к пайке.
Готовый трубопровод нужно хорошо промыть чистой горячей водой, чтобы удалить припой и флюс с внутренней стороны деталей.
Основные ошибки, допускаемые при пайке
Процесс пайки труб из меди достаточно прост, но требует определенного опыта. Новички часто допускают ошибки в работе.
Рассмотрим основные из них:
- Наличие дефектов на поверхности соединяемых деталей. Такие изъяны могут появиться в процессе разрезания трубы. Если пайка проведена поверх дефекта, шов будет непрочным.
- Загрязнения на участке соединения элементов. Детали после нарезки и чистки обязательно нужно обезжирить.
- Недостаточная ширина монтажного зазора. По правилам, для деталей сечением от 6 до 108 мм размеры зазора должны составлять от 7 до 50 мм.
- Недостаточный разогрев деталей. В этом случае припой не сможет должным образом сплавиться с основанием. Такой шов легко разрушится даже при небольшой нагрузке.
- Флюс покрывает не всю поверхность трубы. Окиси остаются на поверхности детали, что негативно влияет на качество шва.
- Перегрев участка соединения. Приводит к сгоранию флюса и образованию окиси и окалины. В результате качество соединения резко ухудшается.
- Проверка неостывшего соединения. Прежде чем проверять качество шва, нужно убедиться в том, что труба остыла. Иначе соединение неизбежно деформируется и утратит прочность.
- Игнорирование правил безопасности. Пайка проводится при высоких температурах и с использованием агрессивных химически веществ. Защитная одежда, маска и перчатки обязательны.
Возможно, начинающему мастеру сложно будет самостоятельно определить степень разогрева деталей, тогда стоит пригласить профессионала и сделать первые соединения под его руководством.
С методами сооружения отопительных контуров из медных труб ознакомит следующая статья, с которой мы рекомендуем ознакомиться.
Выводы и полезное видео по теме
Еще больше интересной информации о пайке медных труб вы можете узнать из следующих видеороликов.
Самостоятельная пайка труб из меди – полезный навык, который обязательно пригодится домашнему мастеру. Трубопроводы из меди служат очень долго и беспроблемно. Учитывая достаточно высокую стоимость таких деталей, на самостоятельной сборке можно значительно сэкономить и получить трубопровод высокого качества по вполне приемлемой цене.
А у вас есть личный опыт в соединении труб из меди пайкой? Возможно, вы владеете знаниями о нюансах проведения работ? Пишите, пожалуйста, комментарии в расположенном ниже блоке, задавайте вопросы, делитесь своим мнением и фото по теме статьи.
Как отрезать трубу, несколько методов, какой инструмент нужен.
Есть несколько способов, чтобы отрезать трубу. Все зависит от диаметра, материала из которого она сделана и инструмента, имеющегося у вас под рукой.
С использованием трубореза. Если труба небольшого диаметра из цветного металла, можно воспользоваться труборезом. Максимальный диаметр трубы, который можно отрезать таким инструментом 50мм. Преимущества использования в том, что рез получается очень ровным и аккуратным.

Труборез для цветных металлов
Если имеется труба из стали, то нужен туборез достаточно мощный, для цветных металлов уже будет не актуален. Выглядит он намного габаритнее, заметно тяжелее.
Принцип действия труборезов приблизительно как у закатывающей машинки для банок с соленьями. Имеется твердосплавный ролик, который по мере прорезания трубы, подкручивается. Сначала сделали один два оборота вокруг трубы, подкрутили ролик, сделали еще несколько оборотов, и так далее, до полного среза. Со временем ролик может затупиться, его придется заменить, как правило, в комплекте имеется запасной. Есть и минус при использовании трубореза, им нельзя пользоваться когда труба проходит рядом со стеной и нет возможности ее снять. Вкруговую в таком случае труборез не прокрутить.
С помощью болгарки (УШМ). Если в наличии есть данный инструмент, то можно воспользоваться им. Потребуется отрезной диск диск по металлу. Главное при резке сильно не давить, делать аккуратно, можно даже сделать разметку на трубе для более точного реза. Подойдет как маленькая, так и большая болгарка, любой мощности.
С помощью ножовки по металлу. Самый недорогой метод, разве что самый затратный по времени. Металл пилится достаточно медленно. Важно не перегревать полотно по металлу, делать перерывы, примерно после каждой минуты работы ножовкой, иначе полотно может сломаться.

Ножовка по металлу
Для труб из металлопластика хорошо подойдет труборез для метааллопластиковых труб. Максимальный диаметр отрезаемой трубы – 38мм.

Труборез для металлопластиковых труб
Также можно использовать ножовку и болгарку для абсолютно разных задач, например спилить замок и др.
Все эти инструменты без проблем приобретете в строительных магазинах, или же через интернет, с доставкой.
Как резать и гнуть медные трубы
Ручной трубогиб и его особенности

За счет ручного трубогиба можно бережно изогнуть трубу прямо на месте монтажа или ремонта, или зафиксировав на верстаке. Во время использования трубогиба риск смятия, сплющивания и залома минимальный. Применяя ручной трубогиб для медных труб можно отказаться от вспомогательных стыковочных элементов. С его помощью гнуть медные трубы можно в соответствии с нужным размером и формой.
Преимущества ручного трубогиба:
Пружинный трубогиб

Применяя пружинный трубогиб исключается любая деформация стенок трубы, в связи с чем получается правильный загиб трубы на заданный угол. Пружинный трубогиб для медных труб используется следующим образом:
Труборез, как идеальный вариант для резки труб
Труборез для медных труб позволит вам сберечь значительное количество времени на резке труб. Кроме этого труборезом можно воспользоваться для зачистки труб и перед выполнением подготовительных операций монтажа.
Воспользовавшись труборезом можно без особых усилий получить идеально ровный срез, избежав деформации трубы вне зависимости от его диаметра.
Труборезы делятся на:
Также читайте: Медные трубы для кондиционеровОбработка медных труб резаком

Резка медных труб происходит с помощью специального резака – трубореза или труборезных ножниц, перпендикулярно продольной оси трубы.
Этапы разрезки медной трубы:
Применяя резак для медных труб, нужно быть осторожным, так как внутренний край реза трубы получается острым.
Читайте также: