
Как гнуть узоры из профильной трубы своими руками
Обновлено: 07.07.2024
Самодельный профилегиб за 2000 рублей: детали, конструктив, размеры и необходимые инструменты
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.

А это пример работ, выполненных профилегибом.


А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.


- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.



- Примерил детали.

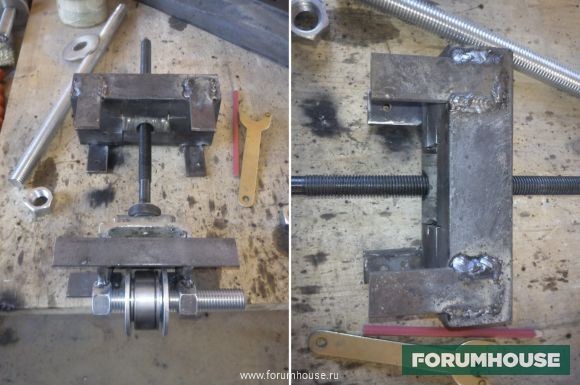
- Собрал корпус гибочного станка из швеллера.



- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.





- Этапы изготовления нажимного ролика.




- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


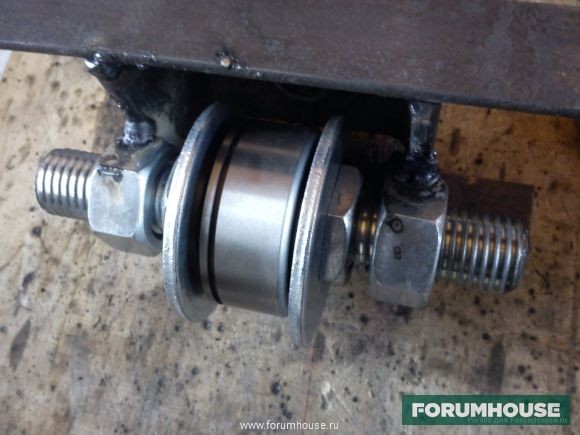
На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.

Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.



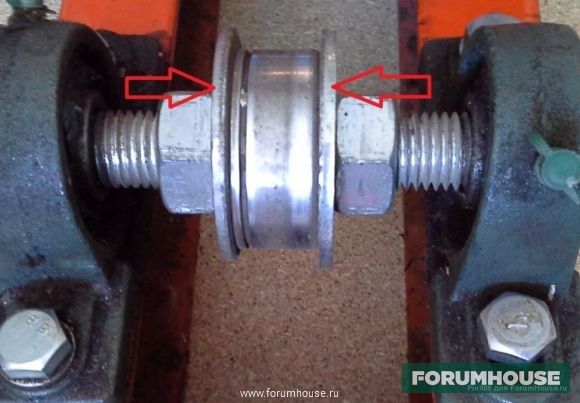
Конструкция в сборе.


Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.



Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.




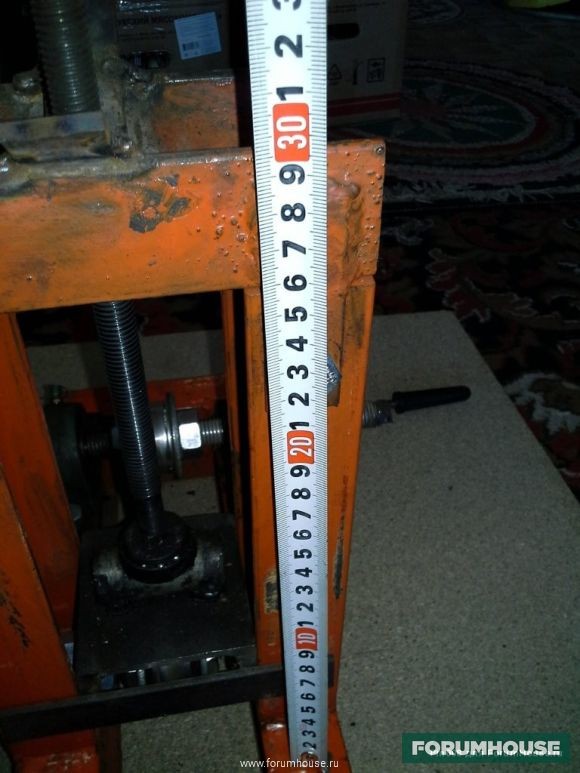
Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.

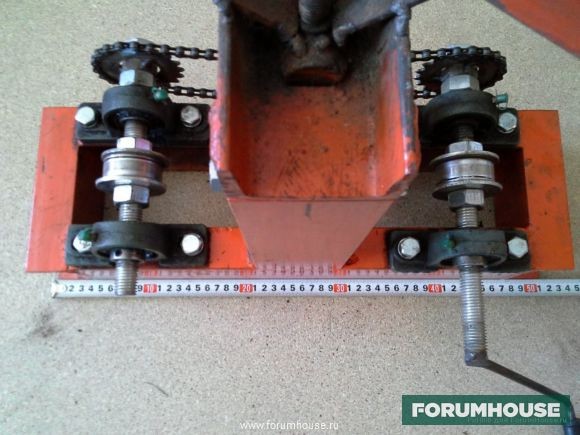




Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
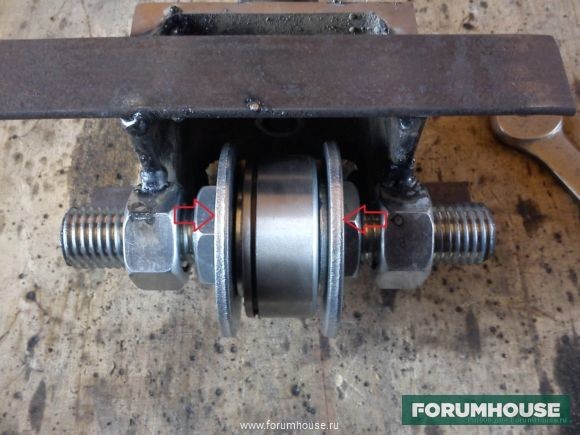
А нажимной подшипник он взял бы большей ширины.

Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Так вы уменьшите бюджет на постройку профилегиба.Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
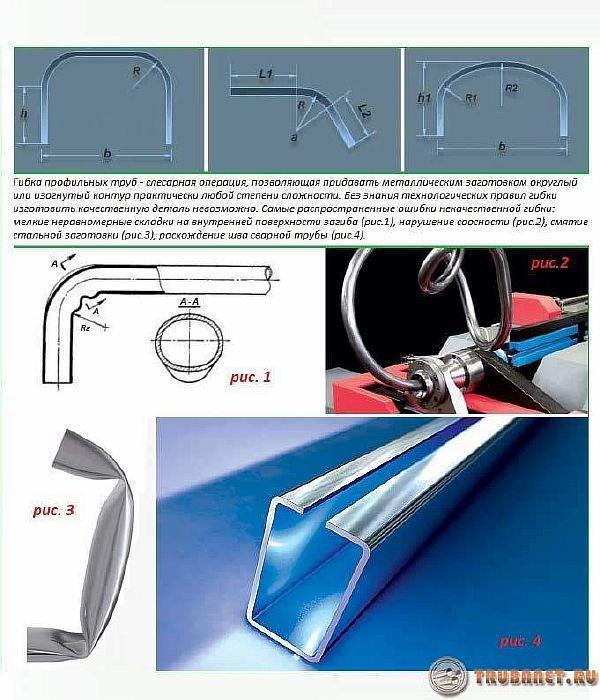
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Как согнуть профильную трубу своими руками без специальных приспособлений
Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Галерея изображений Умение гнуть профильную трубу поможет собственноручно соорудить массу полезных в хозяйстве и ландшафтном обустройстве объектов для размещения на частном участке Применение профильной трубы позволяет по-настоящему "разгуляться" творческой фантазии мастера. Гнутый профиль послужит отличной основой для садовой мебели В сооружении предметов домашнего и садового обихода важно, чтобы парные детали были согнуты с одинаковым радиусом Освоив простейшие конструкции, самостоятельный мастер сможет смело приступить к изготовлению более сложных моделей Из согнутого по равной траектории профиля можно соорудить превосходную входную группу, себестоимость которой значительно ниже приобретенного варианта Умение гнуть профильную трубу найдет применение в сборке стропильной системы самодельной беседки Кроме удовольствия, полученного в ходе изготовления садовой мебели, вы получите еще и моральное удовлетворение от того, что смогли сделать уникальную садовую мебель Очень полезным и востребованным на загородном участке станет навес, который защитит любимую машину от солнечных лучей и дождей Профильная труба в основе самодельных качелей Оригинальная скамейка с металличесими опорами Кресло-качалка с загнутыми полозьями Простая скамейка с гнутыми перилами Сооружение козырька входной группы Гнутые фермы для крыши беседки Набор садовой мебели для дачного участка Летний навес для установки автомобиляВозможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.

Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Галерея изображений Гибка труб чаще всего востребована в сфере сооружения каркасов для устройства теплиц, навесов, входных групп, веранд, садовой мебели. В результате получается наиболее износостойкая основа для крепления деревянных, металлических, поликарбонатных деталей Гибка труб для сборки трубопроводов позволяет сократить число фитингов, а значит, и количество угрожающих протечкой точек. Однако без использования специализированного инструмента гнуть трубы нежелательно. В итоге усилий дилетанта уменьшается сечение, следовательно изменяется давление среды и пропускная способность магистрали Для получения идеального радиуса гибки без существенной деформации сечения трубы используют гибочные приспособления и установки Если гибку трубы производят нечасто, достаточно соорудить плиту с дорнами для опоры трубы или сделать ручной инструмент из подручных материалов Для фигурной деформации труб по одному заданному радиусу можно сделать оправку - приспособление с округлым краем, форму которого придают сгибаемой трубе По способу привода в действие все гибочные станки делятся на механические и электрические. По принципу действия они подразделяются на вальцовые (роликовые) и гидравлические Включение в схему станка домкратов, рычагов, гидравлических поршней позволяет существенно облегчить выполнение гибка, сократив прилагаемые физические усилия Ручные гибочные инструменты и стационарные станки с гидравлическим гибочным механизмом можно приводить в действие с помощью электропривода Гибка труб для формирования каркаса Некачественное сгибание сантехнической трубы Гибочный механический станок с тремя валками Простейший ручной трубогиб Оправка для гибки металлического проката Процесс сгибания на гибочном станке Механический станок с гидравлическим поршнем Гидравлический станок с электрическим приводомСпособы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Минимально допустимую величину радиуса изгиба для водогазопроводных труб в соответствии с требованиями ГОСТ 3262-92 можно взять из таблицыЧтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.

Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.

Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Станок для гибки профильной трубы: как соорудить трубогибочный станок своими руками
В домашнем хозяйстве станок для гибки профильной трубы используется не настолько часто, чтобы покупать дорогое оборудование заводского изготовления.
При возникновении такой необходимости, несложный трубогиб вполне можно сделать в частном порядке, предварительно определившись с тем, какой вид этой конструкции подойдет для выполнения поставленной задачи.
В этой статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы сооружения.
Виды станков для гибки профильной трубы
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.

Электромеханические. Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений.
Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.

Гидравлические. Привод в этой модели ручной. В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.

Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 основных метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном.
Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.

Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб. Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.
Кроме упомянутых выше, гибка труб может также осуществляться следующими методами:
Галерея изображений Сгибание трубы осуществляется при помощи трех вращающихся роликов. При этом радиус изгиба определяет их расположение по отношению друг к другу При сгибании трубы арбалетным трубогибом она упирается в два ролика, а шаблон который располагается на штоке устройства сгибает ее между опорами Принцип работы этого трубогиба заключается в сгибании трубы в холодном состоянии путем ее обкатки роликом вокруг гибочной колодки При помощи зажима труба плотно фиксируется к ролику устройства. Проходя между роликом и шаблоном труба приобретает необходимую форму Вальцовочный способ гибки труб Арбалетный способ гибки труб Гибка труб методом обкатки Гибка труб методом намоткиНезависимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
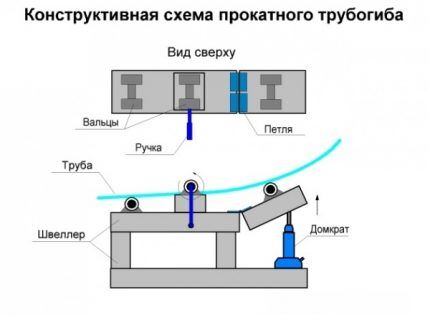
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
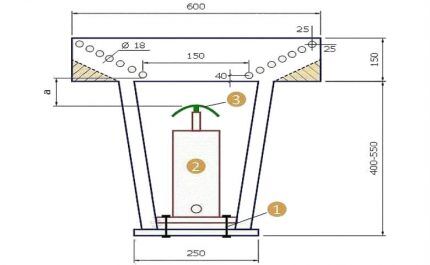
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку.
Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Сборку трубогиба с поворотной платформой осуществляют в следующей последовательности:
Читайте также: