
Как делают заготовки для труб
Обновлено: 04.07.2024
Как делают заготовки для труб
ГОСТ Р 53932-2010
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Общие технические условия
Tube billet. General specifications
Дата введения 2011-07-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Центральный научно-исследовательский институт черной металлургии им. И.П.Бардина" (ФГУП "ЦНИИчермет им. И.П.Бардина")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 375 "Металлопродукция из черных металлов и сплавов"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. N 413-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на трубную заготовку, предназначенную для производства бесшовных труб, в т.ч. для производства газонефтепроводных труб повышенной коррозионной стойкости.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377-2-80) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9454-78 Металлы. Метод испытаний на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10243-75 Сталь. Метод испытаний и оценки макроструктуры
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия
ГОСТ 17745-90 Сталь и сплавы. Методы определения газов
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 20072-74 Сталь теплоустойчивая. Технические условия
ГОСТ 21120-75 Прутки и заготовки круглого и прямоугольного сечений. Методы ультразвуковой дефектоскопии
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
ГОСТ 28033-89 Сталь. Метод рентгенофлуоресцентного анализа
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация
Трубную заготовку изготовляют:*
* Обозначения признаков материала и их применение - в соответствии с [1]**.
** Поз. [1]-[2] см. раздел Библиография. - Примечание изготовителя базы данных.
- по способу производства:
горячедеформированной из слитка - ГДС;
горячедеформированной из непрерывнолитой заготовки - ГДН;
обычной - В1, В2, В3;
мерной с немерной длиной - МД1*;
* При поставке проката длиной МД1, КД1, ОД1 допускается наличие проката немерной длины в количестве не более 5% массы партии.
кратной мерной - КД;
кратной мерной с немерной длиной - КД1*;
* При поставке проката длиной МД1, КД1, ОД1 допускается наличие проката немерной длины в количестве не более 5% массы партии.
Как делают бесшовные трубы

Бесшовные трубы являются цельными изделиями и не содержат швов, а также других соединений. В первую очередь в зависимости от технологии производства бесшовные трубы подразделяются на два вида:
Также существуют цельнотянутые детали, которые относятся к особой группе бесшовного металлопроката. Такие изделия отличаются тем, что имеют толстые стенки.

Изделия, которые имеют шов, в свою очередь, выполняются с помощью двух основных методов:
- сварка (заготовка сваривается по спирали);
- фальцовка (согнутый лист закрепляется продольно специальным фальцем).
Бесшовные трубы отличаются высокими прочностными характеристиками, поэтому их, как правило, используют в коммуникациях с высокими показателями давления.
Материалом для таких деталей в большинстве случаев выступает сталь. Это связано с тем, что этот материал обладает высокой прочностью. Рассмотрим и другие достоинства этих изделий:
высокий коэффициент теплопроводности;
низкий показатель линейного расширения;
антикоррозийная стойкость толстостенной продукции.

К основным недостаткам таких изделий можно отнести:
Для того, чтобы проложить коммуникацию из таких труб, важен правильный расчёт основных параметров. К ним можно отнести показатели сечения труб и толщину их стенок.

Бесшовные трубы используются в ответственных конструкциях, которые работают под высоким давлением. Для транспортировки токсичных веществ применяются преимущественно горячекатаные бесшовные изделия.
Кроме этого, изделия, выполненные методом горячей прокатки, широко эксплуатируются в автомобилестроении, авиации и т. д. А также используются для транспортировки агрессивных химических веществ и нефти (химическая и нефтяная отрасли).
Использование таких деталей также востребовано в коммунальной сфере. Из них монтируются различные хозяйственные коммуникации, которые осуществляют транспортировку горячей воды, холодной воды, газа, а также отвод стоков (канализационная система).
В угледобывающей сфере такие изделия используются для отвода пара и других продуктов от оборудования. Кроме этого, сплошные трубы используются в оборонной промышленности, кораблестроении, металлургии. Обширность эксплуатации бесшовных изделий объясняется их высокой надёжностью. Из них выполняются довольно сложные, с конструктивной точки зрения, коммуникации, которые используются в тяжелых областях производства.


Как делают бесшовную трубу с помощью метода горячей прокатки? Этот процесс сопровождается большими финансовыми расходами, поэтому стоимость таких изделий также является довольно большой. Рассмотрим поэтапно производство бесшовных труб, посредством наиболее популярного метода — горячей прокатки:
На втором этапе выполняется формирование гильзы. Гильзу получают с помощью специального высокомощного сверла, которое пробуривает в заготовке отверстие определённых размеров. После завершения процесса деталь уже напоминает трубу, однако, не является окончательным продуктом.
И, наконец, на третьем этапе происходит основной процесс — прокатка. Прокатка включает в себя ряд процессов: гильзу помещают на специальные прокатные станки, в состав которых входит несколько валиков, далее расположенная между двумя валиками гильза постепенно вытягивается в одном из направлений. Элементом контроля диаметра будущей трубы выступает специальный ограничительный элемент.
Для того, чтобы готовая труба соответствовала необходимым параметрам, вышеперечисленные манипуляции проводятся несколько раз, до получения нужного изделия.
А также стоит отметить, что производство бесшовных труб — сложный процесс, который требует соблюдения всех технических норм и правил безопасности. Производство бесшовного металлопроката выполняется только на специальных предприятиях, оснащённых всем необходимым для этого оборудованием.
Холоднокатаные изделия отличаются высокими прочностными характеристиками, а также имеют идеально гладкую поверхность, что является очень важным фактором для различных коммуникаций.
Как делают трубы с помощью холодной прокатки? Рассмотрим поэтапно этот процесс:
В первую очередь заготовка проходит комплекс мер по очистке. К таким мерам можно отнести:
очистка с помощью химических веществ;
Помимо этого, стоит отметить, что нередко заготовка обрабатывается фосфатами или медью, что повышает её прочностные характеристики. Впоследствии такие изделия имеют хорошую резистентность к деформации.
Затем с помощью валиков происходит формирование круглого сечения. Стоит отметить, что угол поворота валиков может меняться, что, в свою очередь, влечёт смену калибра трубы.
При выполнении круглого калибра трубы, обладающей большим диаметром, проводится дополнительная процедура — сжатие.

В случае необходимости уменьшения показателя сечения изделия, процесс повторяется, после чего необходимым условием является проведение дополнительных процедур — протравки и промывки.
Разновидности трубных изделий без швов
Бесшовные или литые изделия в первую очередь классифицируются по длине и бывают:
- кратные мерной длине;
По ГОСТу существует чёткое подразделение бесшовных труб по размерам. Например, показатели сечения горячекатаных бесшовных изделий варьируются от 25 до 700 мм, а толщина их стенок может быть от 2,5 до 75 мм. Длина немерных деталей колеблется от 4 до 12 м. Холоднотянутые изделия имеют показатели сечения от 8 до 450 мм и толщину стенки — 20 мм. Длина холоднотянутых бесшовных деталей колеблется в пределах от 4,5 до 9 м.
Цельнотянутые трубы подразделяются на 4 основные категории, каждая из которых, в свою очередь, имеет по 4 подгруппы.
Цельнотянутые детали считаются наиболее надёжными, так как обладают самыми высокими прочностными характеристиками и выпускаются из литых заготовок. В процессе изготовления цельнотянутой трубы в монолитной заготовке выполняется отверстие, имеющее необходимые показатели сечения. Стоит также отметить, что в случае с цельнотянутыми стальными изделиями толщина их стенок составляет — 6–13 мм.
Процесс производства труб - бесшовные и сварные трубы
Бесшовная труба является самой прочной среди всех типов труб, поскольку имеет однородную структуру по всей длине трубы.
Бесшовные трубы производятся в разных размерах и шедулов. Однако есть ограничение на изготовление труб большого диаметра. Бесшовные трубы широко используются при изготовлении фитингов, таких как изгибы, отводы и тройники.
Процесс оправки
В процессе производства труб на стане для прокатки бесшовных труб на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая полость, которая также известна как маточная полость, изготавливается с помощью роторного пробойника и набора роликов, который удерживает пробойник в центре заготовки. Наружный диаметр пробойника приблизительно равен внутреннему диаметру готовой трубы. С помощью этого достигается вторичный наружный диаметр и толщина роликов.

Металлическая заготовка - печь с вращающимся подом - прошивной пресс - непрерывный трубопрокатный стан с удерживаемой оправкой - печь с шагающим балочным подом - редукционно-растяжной трубопрокатный стан - стеллаж для охлаждения - послойная резка - правильный пресс - резка торцов - труба.
Завод по производству труб со штоком Маннесманн
Маннесман это немецкий инженер, который изобрел этот процесс производства труб. Единственное различие между процессом станка со штепсельной вилкой и процессом станка с оправкой состоит в том, что в способе оправки внутренний диаметр достигается за один проход, тогда как в Маннесмане возможно многоступенчатое сокращение.
Металлическая заготовка - вращающаяся печь - центрирование заготовки - прошивка - относительное удлинение при разрыве - горячая прокатка труб на оправке - стан прокатки - повторный нагрев - калибровка труб - охлаждающий под - резка концов - правка - гидроиспытания - аустенизационная печь - быстрое охлаждение - закалочная печь - горячая колибровка - правка - торцовка - испытание без разрушения - нарезания резьбы - соединительный фитинг - тестирование оправки - гидроиспытания - готовая труба.

Процесс изготовления кованой бесшовной трубы
В процессе изготовления кованой трубы нагретую заготовку помещают в ковочную матрицу, диаметр которой немного больше, чем у готовой трубы. Гидравлический пресс ковочного молота с соответствующим внутренним диаметром используется для создания цилиндрической ковки. Как только эта ковка сделана, труба подвергается механической обработке для достижения окончательного размера. Процесс изготовления кованой трубы применяется для изготовления бесшовных труб большого диаметра, которые невозможно изготовить традиционными методами. Кованые трубы обычно используются для парового коллектора.
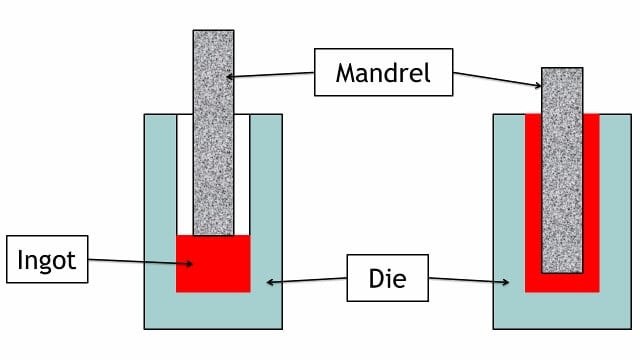
Литая заготовка Волока
Экструзионные процессы
При изготовлении экструзионной трубы нагретую заготовку помещают внутрь матрицы. Гидравлический таран прижимает заготовку к прокалывающей оправке, материал протекает из цилиндрической полости между головкой и оправкой. Это действие производит трубы из заготовки. Иногда изготавливаемые трубы производят трубы с большой толщиной, известной как матовая впадина. Многие производимые вторичные трубы использовали эту материнскую полость для производства труб с различными размерами.

Горячее прессование Холодное /горячее прессование
Производство сварных труб
Сварные трубы изготавливаются из пластин или непрерывных катушек или полос. Чтобы изготовить сварную трубу, первая пластина или рулон катятся в круглом сечении с помощью листогибочной машины или с помощью ролика в случае продолжения процесса. После того, как круглое сечение откатано от плиты, труба может быть сварена с присадочным материалом или без него. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений сверху. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отвода. Сварные трубы дешевле по сравнению с бесшовными, а также слабые из-за сварки.
Существуют различные методы сварки, используемые для сварки трубы:
- ERW - электрическая сварка сопротивлением
- EFW - электрическая сварка плавлением
- HFW- высокочастотная сварка
- SAW - дуговая сварка под флюсом (длинный шов и спиральный шов)
ERW процесс производства стальных труб
В процессе производства труб ERW / EFW / HFW первая пластина формируется в цилиндрической форме, а продольные кромки сформированного цилиндра свариваются методом мгновенной сварки, низкочастотной контактной сварки, высокочастотной индукционной сварки или высокочастотной сварки или сваркой сопротивлением.
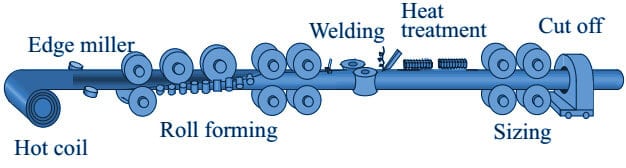
Горячая катушка - фрезерный станок - фасонная прокатка - сварка - тепловая обработка - установление размеров - резка
SAW Производство труб
В процессе сварки SAW внешний присадочный металл (проволочные электроды) используется для соединения формованных пластин. SAW трубы могут иметь один продольный шов, двойной продольный шов в зависимости от размера трубы. Труба SAW также доступна в спиральном шве, который непрерывно катится от единственной пластины катушки. Производительность спиральной SAW трубы очень высока по сравнению с прямой SAW трубой. Однако трубы спиральной SAW используются только в сервисах низкого давления, таких как водоснабжение, некритические технологические процессы и т. д.
Процесс производства бесшовной трубы
Технология промышленного производства бесшовной трубы невероятно сложна и трудоемка. Каждый этап требует огромных затрат энергии и материалов.
Такие трубы часто используются для транспортировки стерильных сред, например молока, поэтому к их изготовлению предъявляются самые строгие требования.
Основное конкурентное преимущество бесшовных труб — отсутствие сварных швов, являющихся самым уязвимым местом любой сварной трубы. По этому к процедуре соединения предъявляются высокие требования надежности.Описание способа горячекатаного прокатаНержавеющий металл должен быть очищен от посторонних примесей, а сам процесс производства — тщательно контролироваться на всех этапах:Металлическая заготовка из легированной стали разогревается до определённой температуры в печи1250—1300°С .Нагретая докрасна, она подается на прессовально-прошивочный стан, где гигантское шило «пуансон «из специального состава, пронизывает заготовку насквозь, с напылением смазки на пуансон. (Рис.1)
После этого будущая труба раскатывается валиками до заданной длины, с требуемыми показателями толщины стенок, наружного и внутреннего диаметра.Готовый элемент остывает и подвергается конечной калибровке в специальной емкости.
Заключительный этап — подготовка отрезков необходимой длины и маркировка готовых к продаже изделий.Некоторые марки бесшовных стальных труб подвергаются особой процедуре дополнительной закалки. Изделие нагревается, после чего быстро охлаждается. Повторенная несколько раз, процедура перестраивает молекулярную решетку стали, сообщая ей новые свойства.
Для производства бесшовных труб из нержавеющей стали применяются следующие марки стали:
12Х18Н10Т. Наиболее устойчива к коррозии, используется чаще других. Легирующие добавки: никель, титан и хром. Хром усиливает антикоррозийные свойства, титан усиливает прочность, никель сообщает сплаву необходимую пластичность.
10Х17Н13М2Т. Отлично подходит для транспортировки химикатов с высокой кислотностью. Главные потребители такой продукции — химические и медицинские предприятия, пищевые производства
06ХН28МДТ. Успешно эксплуатируется в нефтехимической и металлургической отраслях.
10Х23Н18. Высоколегированный сорт стали, обладающий повышенной устойчивостью к большим температурам и воздействию открытого огня. Трубы из такой стали находят применение в строительстве камер для сжигания топлива, высокотемпературных котлов. Легко выдерживают продолжительное воздействие температур до 1100 °C.
Рис. 1 Схема прошивки заготовки пуансоном
Технические характеристикиБесшовные трубы из нержавеющей стали выгодно отличаются показателями прочности и устойчивости к образованию ржавчины. Отсутствие сварных швов гарантированно защищает изделия от околошовной коррозии.
В сравнении с электросварными аналогами можно выделить ряд преимуществ:Труба не имеет сварного шва — самого слабого участка изделия.Имеет одинаковую прочность на всем протяжении.Помимо этого, такие трубы эффективно эксплуатируются при высоких показателях давления носителя, и способны противостоять разрушительным внешним воздействиям. Это дает возможность использовать их в условиях повышенной влажности, высоких и низких температур окружающей среды. Пороговое значение температуры для простого носителя составляет 800 °C, для агрессивных химикатов — 350 °C.
Из прочих важных характеристик можно отметить:
Сопротивление материала на разрыв — не менее 529 Н/кв.мм.Показатель относительного удлинения — не менее 40%.Содержание серы в стали не — менее 0,02%.
Допустимая кривизна изделий также жестко регламентирована и не должна превышать следующих значений:
Трубы с толщиной стенок свыше 0,5 мм — 1 мм на 1 м длины.Изделия с толщиной стенок менее 0,5 мм и сечением свыше 15 мм — 2 мм на 1 м длины.
Виды бесшовных труб
В зависимости от технологии производства, промышленность предлагает потребителям два типа изделий: горячекатаные и холоднокатаные трубы.
Можно также встретить термин горячепрессованные или горячедеформированные. Выпускаются по ГОСТ 9940-81. Технология горячей прокатки не позволяет делать трубы малых диаметров. Кроме того, в этом случае не всегда удается получить идеально гладкую поверхность трубы и гарантировать точность размеров.
Иначе — холоднотянутые или холоднодеформированные. Их производство регламентируется ГОСТ 9941-81. От горячекатаных отличаются, в первую очередь, меньшим сечением и тонкими стенками. Поверхность труб при таком способе производства более гладкая. При выпуске изделий с отличным от круглого типом сечения (прямоугольник, звезда, овал, шестигранник ) используется только метод холодной деформации.
Толстостенные и тонкостенные трубы
Другой критерий — толщина стенки изделия. Этот показатель во многом определяет сферу применения трубного материала. Разделяют толстостенные и тонкостенные стальные трубы:
Резка труб осуществляется под прямым углом. Область спила в обязательном порядке зачищается от неровностей и заусенцев. Поверхность изделия должна иметь однородную структуру, без трещин, вмятин или закатов.
Производство бесшовных труб
Бесшовные трубы изготавливаются из монолитного металла, цельный корпус не имеет швов и других соединений. Это повышает устойчивость к перепадам давления и действиям агрессивных сред, увеличивает стойкость к разрывам.
Главное преимущество этой категории — герметичность, кроме этого исключаются все неблагоприятные факторы, связанные со сварным соединением: остаточные напряжения, микроскопические неровности и наплывы. По бесшовной технологии выпускают толстостенный и тонкостенный трбопрокапрокат: от 0,3 до 75 мм. Для получения равноценных показателей прочности требуется меньшее количества сырья, чем в производстве прямошовных аналогов, следовательно снижается вес конструкций. Изделия с большой толщиной стенки имеют повышенный запас стойкости к механическим воздействиям.
Стальные бесшовные трубы классифицируют по способу производства:
- Горячекатаные;
- Холоднокатаные;
- Цельнотянутые.
- Повышенная устойчивость к внутренним и внешним нагрузкам;
- Снижение металлоемкости;
- Стойкость к коррозии за счет отсутствия микродефектов, присущих сварным швам;
- Абсолютное исключение завоздушивания среды.
- Отличная обрабатываемость при изготовлении гнутых деталей: отводов, змеевиков.
Несмотря на преимущества, применение не всегда оказывается целесообразным. В коммунальных сетях практически отсутствуют нагрузки, которые не может выдержать недорогой электросварной прокат. Затраты на производство являются основной причиной, по которой повсеместное использование ограничивается. Пока ни одна из применяемых технологий не позволяет выпускать изделия с диаметром более 550 мм. Этого не всегда достаточно для обеспечения требований к пропускной способности в магистральных линиях.
Техника безопасносности запрещает использование трубного проката с цельным корпусом для транспорта взрывчатых и пожароопасных веществ.

Виды бесшовных труб
Горячекатаные
Так как производство обычно включает несколько операций, технологический процесс организуют с помощью автоматических линий. Заготовкой для горячекатаной продукции служит слиток. Производственный цикл состоит из следующих этапов:
- Разогрев заготовки в кольцевой печи;
- Прошивка (прокалывание);
- Раскатка гильзы, заготовка принимает цилиндрическую форму;
- Обкатка до параметров трубы;
- Калибровка, редуцирование (когда нужна небольшая толщина стенки);
- Охлаждение;
- Стабилизирующий отжиг.

Структура металла при горячей обработке сохраняет пластичность и ударную вязкость, при эксплуатации такой трубопровод гасит вибрации, выдерживает значительный вес грунта.

Холоднодеформированные
Холоднодеформированный трубопрокат изготовить сложнее. Сталь без нагрева обрабатывается медленнее, циклы раскатки перемежаются со стабилизирующей термообработкой, очисткой, сушкой в специальной камере, нанесением смазок.
Заготовкой служит отцентрованная цилиндрическая форма (гильза). Для раскатки чаще всего используют трехвалковые станы. Валки размещаются с уклоном, от величины угла зависят параметры будущего изделия. Учитывается предел прочности сплава, при котором дальнейшая деформация невозможна без разрывов. Несмотря на то, что технологию называют холодной, от трения сталь разогревается до значительных температур.
При холодной деформации структура металла вытягиваются в направлении приложения усилий, во время термообработки происходит рекристаллизация, зерна измельчаются и строение снова становится однородным. Таким образом, прочность закладывается на молекулярном уровне, при этом число повторяющихся циклов может достигать 17. Технические условия регулируются регламентом ГОСТ P 54159-2010, типоразмеры приведены в ГОСТ 8734-75.
К холоднодеформируемому сортаменту применяют дополнительную классификацию по толщине стенки:
Холодным методом производят трубопрокат малого веса и высокой точности, в том числе капиллярные трубки. Готовые полуфабрикаты используют для монтажа трубопроводных систем, контуров теплообменного оборудования, изготовления змеевиков и различных деталей.

Цельнотянутые
Цельнотянутые трубы часто путают с остальной бесшовной продукцией, но их нельзя отнести к горячекатаным или холоднокатаным. Специальные болванки нагревают и протягивают через стан, раскатывающие станки не применяются. Изделия отличаются незначительным тепловым удлинением, используются для поставок пара, в авиации, атомной промышленности и других узкоспециальных областях. Учитывая специфическое назначение, для углеродистых сталей сразу предусматривают коррозионно-стойкие покрытия.
Сферы применения
Технология производства горячекатаного проката самая простая, металлопродукция универсальна и используется во всех отраслях промышленности.
- В городских инженерных сетях: толстостенные изделия выдерживает нагрузки грунта, сокращают теплопотери;
- Передача горячих сред любого назначения;
- Транспортировка газа, нефти, организация технологических и промысловых трубопроводов;
- В качестве свай, столбов, опорных элементов, обсадных труб;
- Для изготовления тройников, отводов для трубопроводных систем;
- Детали агрегатов, котельных установок, автомобилей.
Холоднокатаные полуфабрикаты отличаются высокой точностью, малым весом, могут быть тонкостенными и толстостенными. Область применения довольно широка. Благодаря однородной структуре металла трубы легко справляются с перепадами напора, идеально-ровная внутренняя поверхность увеличивает пропускную способность и повышает коррозионную стойкость. Единственное ограничение: плохая устойчивость к ударным и растягивающим нагрузкам.
- Технологические трубопроводы на пищевых и промышленных производствах;
- Гидравлические установки, теплообменное оборудование;
- Приборостроение, например капиллярные трубки применяют в аппаратах дозирования;
- Змеевики, спирали, поршневые механизмы;
- Приборы экспериментальных лабораторий;
- Авиация и судостроение: ценится высокая прочность и небольшой вес;
- Выхлопные системы автомобилей, дымоходы печного оборудования;
- Металлоконструкции, перила, ограждения.
При транспортировке питьевой воды, в химической промышленности и на пищевых предприятиях, предъявляют особые требования к химическому составу: ограничивается содержание вредных примесей и элементов, вступающих в реакции с конкретными средами.
Способы монтажа и соединения
Монтаж трубопроводов принципиально не отличается от возведения конструкций из прямошовных аналогов. Сварное соединение наиболее надежно и применяется для систем с высоким давлением, при работе с кислотами и щелочами. Для сред низкой агрессивности с температурой до 100 С⁰ допускается крепление на резьбе, но при вибрационных воздействиях возможно самопроизвольное отвинчивание.
- Сварка: выбор метода зависит от технических параметров;
- Резьба: если позволяет толщина металла нарезается производителем или на токарном станке, для герметизации применяют уплотнители.
Для организации разводки применяются приварные и резьбовые фасонные детали, направление изменяют трубогибами. Для инженерных сетей с давлением до 250 кгс/см² можно использовать воротниковые фланцы.
Как делают трубы: особенности производства бесшовных труб
Бесшовные трубы — это разновидность металлопроката, технология производства которого предусматривает отсутствие каких-либо швов по всей длине изделий. Такие детали не содержат и других соединений. Такие сплошные заготовки изготавливаются на специальных прокатных станках. Поэтому производственный процесс получил название «прокатка».
Бесшовные трубы производят методами холодной и горячей прокатки на специальных станках
Особенности бесшовных изделий
Бесшовные трубы являются цельными изделиями и не содержат швов, а также других соединений. В первую очередь в зависимости от технологии производства бесшовные трубы подразделяются на два вида:
- горячекатаные;
- холоднокатаные.
Также существуют цельнотянутые детали, которые относятся к особой группе бесшовного металлопроката. Такие изделия отличаются тем, что имеют толстые стенки.
Изделия, которые имеют шов, в свою очередь, выполняются с помощью двух основных методов:
- сварка (заготовка сваривается по спирали);
- фальцовка (согнутый лист закрепляется продольно специальным фальцем).
Полезная информация! Бесшовные трубы отличаются высокими прочностными характеристиками, поэтому их, как правило, используют в коммуникациях с высокими показателями давления.
Материалом для таких деталей в большинстве случаев выступает сталь. Это связано с тем, что этот материал обладает высокой прочностью. Рассмотрим и другие достоинства этих изделий:
- высокий коэффициент теплопроводности;
- низкий показатель линейного расширения;
- антикоррозийная стойкость толстостенной продукции.

Бесшовные трубы отличаются более высокой стоимостью по сравнению со сварными
К основным недостаткам таких изделий можно отнести:
- высокая стоимость;
- сложный монтаж.
Для того, чтобы проложить коммуникацию из таких труб, важен правильный расчёт основных параметров. К ним можно отнести показатели сечения труб и толщину их стенок.
Эксплуатационная сфера
Бесшовные трубы используются в ответственных конструкциях, которые работают под высоким давлением. Для транспортировки токсичных веществ применяются преимущественно горячекатаные бесшовные изделия.
Кроме этого, изделия, выполненные методом горячей прокатки, широко эксплуатируются в автомобилестроении, авиации и т. д. А также используются для транспортировки агрессивных химических веществ и нефти (химическая и нефтяная отрасли).
Использование таких деталей также востребовано в коммунальной сфере. Из них монтируются различные хозяйственные коммуникации, которые осуществляют транспортировку горячей воды, холодной воды, газа, а также отвод стоков (канализационная система).
В угледобывающей сфере такие изделия используются для отвода пара и других продуктов от оборудования. Кроме этого, сплошные трубы используются в оборонной промышленности, кораблестроении, металлургии. Обширность эксплуатации бесшовных изделий объясняется их высокой надёжностью. Из них выполняются довольно сложные, с конструктивной точки зрения, коммуникации, которые используются в тяжелых областях производства.

Из бесшовных труб монтируют магистрали, работающие в особых условиях
Технология изготовления бесшовных труб с помощью горячей прокатки
Как делают бесшовную трубу с помощью метода горячей прокатки? Этот процесс сопровождается большими финансовыми расходами, поэтому стоимость таких изделий также является довольно большой. Рассмотрим поэтапно производство бесшовных труб, посредством наиболее популярного метода — горячей прокатки:
- На первом этапе происходит подготовительная работа. Заготовка подготавливается к последующей обработке. Заготовка является полым элементом, который имеет определённые показатели сечения и длины. Изготовление такой заготовки происходит из особого вида стали. Перед прокаткой этого первичного элемента, его нагревают до высоких температур (1180–1200 °C).
- На втором этапе выполняется формирование гильзы. Гильзу получают с помощью специального высокомощного сверла, которое пробуривает в заготовке отверстие определённых размеров. После завершения процесса деталь уже напоминает трубу, однако, не является окончательным продуктом.
- И, наконец, на третьем этапе происходит основной процесс — прокатка. Прокатка включает в себя ряд процессов: гильзу помещают на специальные прокатные станки, в состав которых входит несколько валиков, далее расположенная между двумя валиками гильза постепенно вытягивается в одном из направлений. Элементом контроля диаметра будущей трубы выступает специальный ограничительный элемент.
Обратите внимание! Для того, чтобы готовая труба соответствовала необходимым параметрам, вышеперечисленные манипуляции проводятся несколько раз, до получения нужного изделия.
А также стоит отметить, что производство бесшовных труб — сложный процесс, который требует соблюдения всех технических норм и правил безопасности. Производство бесшовного металлопроката выполняется только на специальных предприятиях, оснащённых всем необходимым для этого оборудованием.

Горячекатаные трубы производятся по достаточно сложной технологии, требующей особого контроля
Технология производства бесшовных труб с помощью метода холодной прокатки
Холоднокатаные изделия отличаются высокими прочностными характеристиками, а также имеют идеально гладкую поверхность, что является очень важным фактором для различных коммуникаций.
Как делают трубы с помощью холодной прокатки? Рассмотрим поэтапно этот процесс:
- В первую очередь заготовка проходит комплекс мер по очистке. К таким мерам можно отнести:
- очистка с помощью химических веществ;
- протравливание.
Помимо этого, стоит отметить, что нередко заготовка обрабатывается фосфатами или медью, что повышает её прочностные характеристики. Впоследствии такие изделия имеют хорошую резистентность к деформации.
- Затем с помощью валиков происходит формирование круглого сечения. Стоит отметить, что угол поворота валиков может меняться, что, в свою очередь, влечёт смену калибра трубы.
- При выполнении круглого калибра трубы, обладающей большим диаметром, проводится дополнительная процедура — сжатие.

Холодная прокатка осуществляется при помощи вальцовочного станка
В случае необходимости уменьшения показателя сечения изделия, процесс повторяется, после чего необходимым условием является проведение дополнительных процедур — протравки и промывки.
Разновидности трубных изделий без швов
Бесшовные или литые изделия в первую очередь классифицируются по длине и бывают:
- мерные;
- кратные мерной длине;
- немерные.
По ГОСТу существует чёткое подразделение бесшовных труб по размерам. Например, показатели сечения горячекатаных бесшовных изделий варьируются от 25 до 700 мм, а толщина их стенок может быть от 2,5 до 75 мм. Длина немерных деталей колеблется от 4 до 12 м. Холоднотянутые изделия имеют показатели сечения от 8 до 450 мм и толщину стенки — 20 мм. Длина холоднотянутых бесшовных деталей колеблется в пределах от 4,5 до 9 м.
Обратите внимание! Цельнотянутые трубы подразделяются на 4 основные категории, каждая из которых, в свою очередь, имеет по 4 подгруппы.
Цельнотянутые детали считаются наиболее надёжными, так как обладают самыми высокими прочностными характеристиками и выпускаются из литых заготовок. В процессе изготовления цельнотянутой трубы в монолитной заготовке выполняется отверстие, имеющее необходимые показатели сечения. Стоит также отметить, что в случае с цельнотянутыми стальными изделиями толщина их стенок составляет — 6–13 мм.
Кроме этого, все бесшовные изделия классифицируются в зависимости от марки стали. На сегодняшний день существует около 10 марок стали, из которых разрешено производить бесшовный металлопрокат.
Изготовление заготовок труб и стального прутка
«Стальной выбор» осуществляет изготовление трубных заготовок и прутков для последующего производства горячекатаных и холоднодеформированных труб, арматуры и прочего металлопроката.

Отрезки труб: диаметры и форма поставки
Реализуемая продукция соответствует ГОСТ Р 53932-2010.
Мы предлагаем следующие разновидности металлоизделий:
• ГДС – горячедеформированные из слитка,
• ГДН – горчедеформированные из нерперывнолитой заготовки.
Номинальный диаметр заготовок: от 70 до 270 мм.
• мерная с включением в партию изделий немерной длины,
• кратная с включением немерной,
• ограниченная в пределах немерной,
• ограниченная с немерной.
• ободранная или обточенная,
Для изготовления трубных заготовок используются стали марок:
Чтобы отрезки труб купить, укажите в электронной заявке необходимую марку стали, диаметр, длину и количество изделий в партии.
Прутки и заготовки: производство и поставка
Производится по ГОСТ 2590-2006 методом горячего качения.

Допустимый диаметр: от 5 до 270 (330 по согласованию) мм.
Длина аналогична трубным заготовкам и дополнена поставкой проката в мотках (при толщине до 9 мм включительно).
Металлоизделия производятся из следующих марок стали:
Чтобы стальной пруток купить, укажите необходимый диаметр, марку стали, длину и количество необходимых отрезков.
Качество стального проката
Реализуемый прокат полностью соответствует установленным государственным стандартам, включая требования к химическому составу используемых сплавов, точности изготовления, качеству поверхности и физическим характеристикам. При поставке также соблюдаются требования к упаковке и транспортировке.
Как купить трубную заготовку
Отрезки труб и пруток поставляются со складов «Стального выбора», расположенных в Москве. Мы работаем с юридическими и физическими лицами, осуществляем оптовые и розничные поставки и предлагаем различные варианты оплаты. Подробные условия оплаты и доставки указаны здесь.
Читайте также: