
Как делают бесшовные трубы
Обновлено: 07.07.2024
Бесшовная горячедеформированная труба – все особенности производства
Бесшовные горячедеформированные трубы производятся на специальных комплексах. Они состоят из последовательно идущих станов. На каждом из них выполняется отдельная операция. За счет этого готовые стальные горячекатаные изделия (их также называют цельнотянутыми) обладают рядом особых свойств.
1 Как изготавливается горячекатаная труба без швов?
Выпуск описываемых бесшовных конструкций выполняется на большинстве предприятий по давно проверенной схеме. Происходит все в несколько этапов:
- Монолитная (цилиндрическая) стальная заготовка разогревается в специальной печи (у металлургов она носит название кольцевой).
- На прокатном стане винтовой конструкции проходит прошивка нагретого изделия.
- Выполняется раскатка получившейся гильзы (ее стенок).
- На отдельных станах выполняется обкатка.
Последний этап производственного процесса – редуцирование либо калибрование трубного изделия. Все эти операция выполняются в едином комплексе. Его называют ТПА – трубопрокатным агрегатом. Как правило, он включает в себя один прошивной стан, кольцевую печь, редукционный (или калибровочный) отдел, печь для подогрева и два стана для раскатки стенок труб (их называют риллинг-станами). Последние всегда размещают по отношению друг к другу параллельно.

В некоторых случаях в состав ТПА включают по две кольцевых печи и по два прошивных стана. Делают это для прокатки готовых стальных изделий с минимальной толщиной. Кроме того, двухстанные комплексы позволяют работать с заготовками малого сечения, благодаря чему добиваются снижения себестоимости производства горячедеформированных труб и обеспечивают уменьшение (иногда существенное) разностенности получающихся гильз.
Обратите внимание! Компонуется ТПА по каскадной схеме – каждый последующий стан размещают ниже предыдущего (по горизонтали). Горячекатаная труба в данном случае движется по разным участкам агрегата перекатыванием.
2 ТПА с автоматическим станом – эффективная технология
Сейчас все больше предприятий оснащают классические прокатные комплексы автоматической линией трубопрокатки. Ее использование позволяет улучшить качественные показатели готовой продукции и сделать производительность ТПА более высокой.
Агрегат с такой линией состоит из кольевой печи, двух станов продольной прокатки, одного прошивного стана, нескольких нагревательных индукционных печей, редукционно-растяжного и калибровочного станов, линии отделки и холодильного отсека. Горячекатаная стальная труба на подобном оборудовании выпускается по далее приведенному алгоритму:
- на прошивном стане получают гильзы (полые);
- на автоматическом из гильз делают трубы;
- выполняют в риллинг-отсеках раскатку изделий, а затем отправляют их на калибровочные машины.

Если возникает необходимость в получении труб с тонкими стенами и с малым сечением, дополнительно выполняется операция редуцирования. Рассмотрим немного подробнее технологический процесс, по которому производятся горячедеформированные бесшовные трубы:
- Болванка мерной длины, разогретая до определенной температуры, по наклонной плоскости перекатывается из печи на рольганг, в конце которого находится особый зацентровщик. Он представляет собой пневматическое устройство, необходимое для нанесения на конец заготовки особого углубления (оно носит название центрирующего).
- Болванка с проставленной отметкой идет на прошивной стан. Там она обрабатывается валками и отправляется в калибр под воздействием толкателя. Калибрующий участок ограничен спецлинейками. А на его оси смонтирована оправка (прошивная). Она фиксируется на стержне, который может вращаться в упорной неподвижной головке.
- При прошивке будущая стальная бесшовная труба не изгибается, так как в нужном положении ее удерживают центрователи роликовой конструкции.
- На следующем этапе происходит деформирование заготовки в гильзу (полую) за счет воздействия на болванку оправки. Сечение гильзы зависит от дистанции между валками и оправкой, а также от размеров последней.
- Далее гильза проходит через центрователи с выдающимися приводными роликами. Они вытягивают полое изделие и отправляют его для выполнения раскатки на второй стан прошивки.
- Гильза попадает в автомат-стан. В нем производится ее раскатка. В результате получаются изделия с заданной толщиной стенок.
- Труба центрируется, с нее снимается оправка, изделие попадает в емкость, наполненную водой. А затем его возвращают на вход автомат-стана посредством роликов.
- Осуществляется еще одна прокатка. После этого стальная труба идет на риллинг-участок, а затем (для винтовой прокатки) на станы с двумя либо тремя валками.
Следующая производственная стадия – продольная обработка трубы приводными валками. На данном этапе изделие проходит поочередно через 5–7 клетей. По окончании операции горячекатаная труба по своему сечению обретает требуемую степень обжатия. Остались мелочи. Труба подогревается в специальной печи и в разогретом состоянии идет на редукционный участок. Он включает в себя более 20 клетей.
3 Линии с непрерывным станом – современный способ
ТПА с таким станом гарантируют существенное повышение производительности прокатного оборудования и расширение ассортимента (по толщине стенок и по сечению) выпускаемой продукции. Рассматриваемые в этой главе агрегаты работают по следующей схеме:
- Подготовка заготовок и их последующий нагрев.
- Получение гильз (прошивочная технология).
- Прокатывание гильз с целью получения труб.
- Демонтаж оправок с готовых изделий.
- Разогрев труб, их калибрование (либо редуцирование).
- Прокатка трубных конструкций и их резка на нужные размеры.
- Охлаждение труб, а затем их отделка.
Нагрев болванок производят в проходных секционных печах. Затем металл разрезается на консольных ножницах с нижним типом реза. Могут использоваться также прессы для ломки заготовок либо пресс-гильотины. После нагрева в кольцевых печах заготовки, из которых получается горячекатаная труба, идут на двухвалковый прошивной участок. Там происходит превращение болванок в гильзы. Последние выдаются по осевой схеме.
Затем производится центрование гильз. Для этих целей применяется механизм с тремя рычагами и роликами. Дополнительно центрователи оснащаются приводными роликами. Они обеспечивают максимально быструю выдачу гильз. Механизм работает за счет пневмопривода. Далее стальная гильза поступает на рольганг. В нее вводят оправку большой протяженности. Скорость подачи составляет 0,9–2,5 м/сек. Когда оправка (ее передний конец) выходит из гильзы, запускают спецтолкатель. Он направляет всю конструкцию на прокатку на непрерывный стан, состоящий из 8–9 клетей.

По завершению прокатной операции гильза освобождается от оправки посредством цепного извлекающего устройства. Далее их пути расходятся. Гильза идет на дальнейшую обработку (калибровка или редуцирование). А оправка попадает в барабанную охладительную емкость. Горячекатаная труба после всех описанных процедур имеет так называемый разлохмаченный торец. Эту часть изделия отрезают. А затем стальная труба нагревается и калибруется (редуцируется). В случае потребности готовые бесшовные изделия после указанных операций разрезаются дисковыми стационарными пилами.
Горячекатаные бесшовные конструкции, изготавливаемые по непрерывной технологии, при ее нарушении могут иметь следующие дефекты:
- Чрезмерная разностенность полученных изделий. Этот дефект обычно обуславливается износом оправок и калибров. Чтобы избежать подобных проблем следует регулярно обмерять указанные элементы и отбраковывать их.
- Появление на наружной поверхности труб рисок или трещин. Такие изъяны возникают из-за неправильной (неточной, некорректной) настройки работы ТПА.
- Утолщение торцов трубных изделий после прокатки. Эту проблему решают просто – обрезают концы труб.
Добавим, что в редких случаях готовые изделия отбраковываются по качеству из-за нарушения требований к нагреву заготовок.
4 Производство труб по безоправочной методике
Бесшовные изделия могут выпускаться и по схеме, которая не требует применения оправок. Она отличается относительной простотой, позволяет увеличить сортамент изготавливаемых труб, считается достаточно экономичной и не требующей установки сверхсложного оборудования. Горячекатаные трубы без оправок производятся на непрерывных калибровочных и редукционных станах.
В них заготовки прокатываются через ряд клетей. При каждой последующей обработке сечение трубы снижается на некоторую величину. Важный момент. Стенки изделий также уменьшаются при снижении их диаметра. Этому способствует:
- калибровка валков;
- повышенная температура прокатки;
- показатель обжатия трубной конструкции;
- высокая частота движения валков.

Редукционные станы, как правило, располагают 16–20 клетями. Они функционируют либо с незначительными натяжениями, либо вовсе без таковых. Недостатки таких станов – большой риск получения продукции с разными по толщине стенками и с утолщениями. На калибровочных станах обычно присутствует не более 7 клетей. Подобные установки гарантируют меньшую деформацию готовых изделий. Но они причисляются к устаревшим конструкциям. Бесшовные конструкции на них сейчас практически не выпускаются.
Наиболее производительным является безоправочное редукционно-растяжное оборудование. Оно дает возможность получать горячекатаные трубы с малым диаметром и тонкими стенками.
Как делают бесшовные трубы

Бесшовные трубы являются цельными изделиями и не содержат швов, а также других соединений. В первую очередь в зависимости от технологии производства бесшовные трубы подразделяются на два вида:
Также существуют цельнотянутые детали, которые относятся к особой группе бесшовного металлопроката. Такие изделия отличаются тем, что имеют толстые стенки.

Изделия, которые имеют шов, в свою очередь, выполняются с помощью двух основных методов:
- сварка (заготовка сваривается по спирали);
- фальцовка (согнутый лист закрепляется продольно специальным фальцем).
Бесшовные трубы отличаются высокими прочностными характеристиками, поэтому их, как правило, используют в коммуникациях с высокими показателями давления.
Материалом для таких деталей в большинстве случаев выступает сталь. Это связано с тем, что этот материал обладает высокой прочностью. Рассмотрим и другие достоинства этих изделий:
высокий коэффициент теплопроводности;
низкий показатель линейного расширения;
антикоррозийная стойкость толстостенной продукции.

К основным недостаткам таких изделий можно отнести:
Для того, чтобы проложить коммуникацию из таких труб, важен правильный расчёт основных параметров. К ним можно отнести показатели сечения труб и толщину их стенок.

Бесшовные трубы используются в ответственных конструкциях, которые работают под высоким давлением. Для транспортировки токсичных веществ применяются преимущественно горячекатаные бесшовные изделия.
Кроме этого, изделия, выполненные методом горячей прокатки, широко эксплуатируются в автомобилестроении, авиации и т. д. А также используются для транспортировки агрессивных химических веществ и нефти (химическая и нефтяная отрасли).
Использование таких деталей также востребовано в коммунальной сфере. Из них монтируются различные хозяйственные коммуникации, которые осуществляют транспортировку горячей воды, холодной воды, газа, а также отвод стоков (канализационная система).
В угледобывающей сфере такие изделия используются для отвода пара и других продуктов от оборудования. Кроме этого, сплошные трубы используются в оборонной промышленности, кораблестроении, металлургии. Обширность эксплуатации бесшовных изделий объясняется их высокой надёжностью. Из них выполняются довольно сложные, с конструктивной точки зрения, коммуникации, которые используются в тяжелых областях производства.


Как делают бесшовную трубу с помощью метода горячей прокатки? Этот процесс сопровождается большими финансовыми расходами, поэтому стоимость таких изделий также является довольно большой. Рассмотрим поэтапно производство бесшовных труб, посредством наиболее популярного метода — горячей прокатки:
На втором этапе выполняется формирование гильзы. Гильзу получают с помощью специального высокомощного сверла, которое пробуривает в заготовке отверстие определённых размеров. После завершения процесса деталь уже напоминает трубу, однако, не является окончательным продуктом.
И, наконец, на третьем этапе происходит основной процесс — прокатка. Прокатка включает в себя ряд процессов: гильзу помещают на специальные прокатные станки, в состав которых входит несколько валиков, далее расположенная между двумя валиками гильза постепенно вытягивается в одном из направлений. Элементом контроля диаметра будущей трубы выступает специальный ограничительный элемент.
Для того, чтобы готовая труба соответствовала необходимым параметрам, вышеперечисленные манипуляции проводятся несколько раз, до получения нужного изделия.
А также стоит отметить, что производство бесшовных труб — сложный процесс, который требует соблюдения всех технических норм и правил безопасности. Производство бесшовного металлопроката выполняется только на специальных предприятиях, оснащённых всем необходимым для этого оборудованием.
Холоднокатаные изделия отличаются высокими прочностными характеристиками, а также имеют идеально гладкую поверхность, что является очень важным фактором для различных коммуникаций.
Как делают трубы с помощью холодной прокатки? Рассмотрим поэтапно этот процесс:
В первую очередь заготовка проходит комплекс мер по очистке. К таким мерам можно отнести:
очистка с помощью химических веществ;
Помимо этого, стоит отметить, что нередко заготовка обрабатывается фосфатами или медью, что повышает её прочностные характеристики. Впоследствии такие изделия имеют хорошую резистентность к деформации.
Затем с помощью валиков происходит формирование круглого сечения. Стоит отметить, что угол поворота валиков может меняться, что, в свою очередь, влечёт смену калибра трубы.
При выполнении круглого калибра трубы, обладающей большим диаметром, проводится дополнительная процедура — сжатие.

В случае необходимости уменьшения показателя сечения изделия, процесс повторяется, после чего необходимым условием является проведение дополнительных процедур — протравки и промывки.
Разновидности трубных изделий без швов
Бесшовные или литые изделия в первую очередь классифицируются по длине и бывают:
- кратные мерной длине;
По ГОСТу существует чёткое подразделение бесшовных труб по размерам. Например, показатели сечения горячекатаных бесшовных изделий варьируются от 25 до 700 мм, а толщина их стенок может быть от 2,5 до 75 мм. Длина немерных деталей колеблется от 4 до 12 м. Холоднотянутые изделия имеют показатели сечения от 8 до 450 мм и толщину стенки — 20 мм. Длина холоднотянутых бесшовных деталей колеблется в пределах от 4,5 до 9 м.
Цельнотянутые трубы подразделяются на 4 основные категории, каждая из которых, в свою очередь, имеет по 4 подгруппы.
Цельнотянутые детали считаются наиболее надёжными, так как обладают самыми высокими прочностными характеристиками и выпускаются из литых заготовок. В процессе изготовления цельнотянутой трубы в монолитной заготовке выполняется отверстие, имеющее необходимые показатели сечения. Стоит также отметить, что в случае с цельнотянутыми стальными изделиями толщина их стенок составляет — 6–13 мм.
Как делают бесшовные трубы
Бесшовные трубы являются цельными изделиями и не содержат швов, а также других соединений. В первую очередь в зависимости от технологии производства бесшовные трубы подразделяются на два вида:
Также существуют цельнотянутые детали, которые относятся к особой группе бесшовного металлопроката. Такие изделия отличаются тем, что имеют толстые стенки.
Изделия, которые имеют шов, в свою очередь, выполняются с помощью двух основных методов:
- сварка (заготовка сваривается по спирали);
- фальцовка (согнутый лист закрепляется продольно специальным фальцем).
Бесшовные трубы отличаются высокими прочностными характеристиками, поэтому их, как правило, используют в коммуникациях с высокими показателями давления.
Материалом для таких деталей в большинстве случаев выступает сталь. Это связано с тем, что этот материал обладает высокой прочностью. Рассмотрим и другие достоинства этих изделий:
высокий коэффициент теплопроводности;
низкий показатель линейного расширения;
антикоррозийная стойкость толстостенной продукции.
К основным недостаткам таких изделий можно отнести:
Для того, чтобы проложить коммуникацию из таких труб, важен правильный расчёт основных параметров. К ним можно отнести показатели сечения труб и толщину их стенок.
Бесшовные трубы используются в ответственных конструкциях, которые работают под высоким давлением. Для транспортировки токсичных веществ применяются преимущественно горячекатаные бесшовные изделия.
Кроме этого, изделия, выполненные методом горячей прокатки, широко эксплуатируются в автомобилестроении, авиации и т. д. А также используются для транспортировки агрессивных химических веществ и нефти (химическая и нефтяная отрасли).
Использование таких деталей также востребовано в коммунальной сфере. Из них монтируются различные хозяйственные коммуникации, которые осуществляют транспортировку горячей воды, холодной воды, газа, а также отвод стоков (канализационная система).
В угледобывающей сфере такие изделия используются для отвода пара и других продуктов от оборудования. Кроме этого, сплошные трубы используются в оборонной промышленности, кораблестроении, металлургии. Обширность эксплуатации бесшовных изделий объясняется их высокой надёжностью. Из них выполняются довольно сложные, с конструктивной точки зрения, коммуникации, которые используются в тяжелых областях производства.
Как делают бесшовную трубу с помощью метода горячей прокатки? Этот процесс сопровождается большими финансовыми расходами, поэтому стоимость таких изделий также является довольно большой. Рассмотрим поэтапно производство бесшовных труб, посредством наиболее популярного метода — горячей прокатки:
На втором этапе выполняется формирование гильзы. Гильзу получают с помощью специального высокомощного сверла, которое пробуривает в заготовке отверстие определённых размеров. После завершения процесса деталь уже напоминает трубу, однако, не является окончательным продуктом.
И, наконец, на третьем этапе происходит основной процесс — прокатка. Прокатка включает в себя ряд процессов: гильзу помещают на специальные прокатные станки, в состав которых входит несколько валиков, далее расположенная между двумя валиками гильза постепенно вытягивается в одном из направлений. Элементом контроля диаметра будущей трубы выступает специальный ограничительный элемент.
Для того, чтобы готовая труба соответствовала необходимым параметрам, вышеперечисленные манипуляции проводятся несколько раз, до получения нужного изделия.
А также стоит отметить, что производство бесшовных труб — сложный процесс, который требует соблюдения всех технических норм и правил безопасности. Производство бесшовного металлопроката выполняется только на специальных предприятиях, оснащённых всем необходимым для этого оборудованием.
Холоднокатаные изделия отличаются высокими прочностными характеристиками, а также имеют идеально гладкую поверхность, что является очень важным фактором для различных коммуникаций.
Как делают трубы с помощью холодной прокатки? Рассмотрим поэтапно этот процесс:
В первую очередь заготовка проходит комплекс мер по очистке. К таким мерам можно отнести:
очистка с помощью химических веществ;
Помимо этого, стоит отметить, что нередко заготовка обрабатывается фосфатами или медью, что повышает её прочностные характеристики. Впоследствии такие изделия имеют хорошую резистентность к деформации.
Затем с помощью валиков происходит формирование круглого сечения. Стоит отметить, что угол поворота валиков может меняться, что, в свою очередь, влечёт смену калибра трубы.
При выполнении круглого калибра трубы, обладающей большим диаметром, проводится дополнительная процедура — сжатие.
В случае необходимости уменьшения показателя сечения изделия, процесс повторяется, после чего необходимым условием является проведение дополнительных процедур — протравки и промывки.
Разновидности трубных изделий без швов
Бесшовные или литые изделия в первую очередь классифицируются по длине и бывают:
- кратные мерной длине;
По ГОСТу существует чёткое подразделение бесшовных труб по размерам. Например, показатели сечения горячекатаных бесшовных изделий варьируются от 25 до 700 мм, а толщина их стенок может быть от 2,5 до 75 мм. Длина немерных деталей колеблется от 4 до 12 м. Холоднотянутые изделия имеют показатели сечения от 8 до 450 мм и толщину стенки — 20 мм. Длина холоднотянутых бесшовных деталей колеблется в пределах от 4,5 до 9 м.
Цельнотянутые трубы подразделяются на 4 основные категории, каждая из которых, в свою очередь, имеет по 4 подгруппы.
Цельнотянутые детали считаются наиболее надёжными, так как обладают самыми высокими прочностными характеристиками и выпускаются из литых заготовок. В процессе изготовления цельнотянутой трубы в монолитной заготовке выполняется отверстие, имеющее необходимые показатели сечения. Стоит также отметить, что в случае с цельнотянутыми стальными изделиями толщина их стенок составляет — 6–13 мм.
Труба стальная бесшовная: технология производства и особенности применения
Труба бесшовная стальная – продукция сплошного трубного металлопроката, которую производят на специальных трубопрокатных станах. Имеет значительно более высокие показатели устойчивости к внешним воздействиям, прочности и надежности, чем аналогичные сварные конструкции. Несмотря на распространение полимерных изделий, по-прежнему востребована при сооружении трубопроводов, строительстве, машиностроении и других сферах.

Бесшовные трубы имеют высокие прочностные характеристики и востребованы в самых разных отраслях
Как производят бесшовные трубы
Бесшовную трубу промышленные предприятия выпускают, применяя различные сочетания металлов и сплавов, в зависимости от предназначения изделия. Производство осуществляется четырьмя основными методами:
- Волочением.
- Ковкой.
- Прессовкой.
- Прокаткой.
Используемые в качестве исходного материала для горячедеформированных труб изделия могут быть:
- коваными заготовками;
- непрерывно литыми заготовками;
- подготовленными трубными заготовками;
- слитками мартеновского проката.
Труба стальная бесшовная горячедеформированная производится путем выполнения нескольких технологических операций.
На начальном этапе штанга, круглая в сечении заготовка, преобразуется в гильзу. Делают это с помощью прессов или специальных станов с грибовидными, дисковыми или конусными валками. Заготовку направляют вдоль осей, обработка производится вращающимися в одном направлении рабочими инструментами, расположенными в вертикальной плоскости с наклоном в 4-12º. В ходе обработки заготовки происходит сокращение площади ее поперечного сечения и образование небольшого отверстия в осевой части.

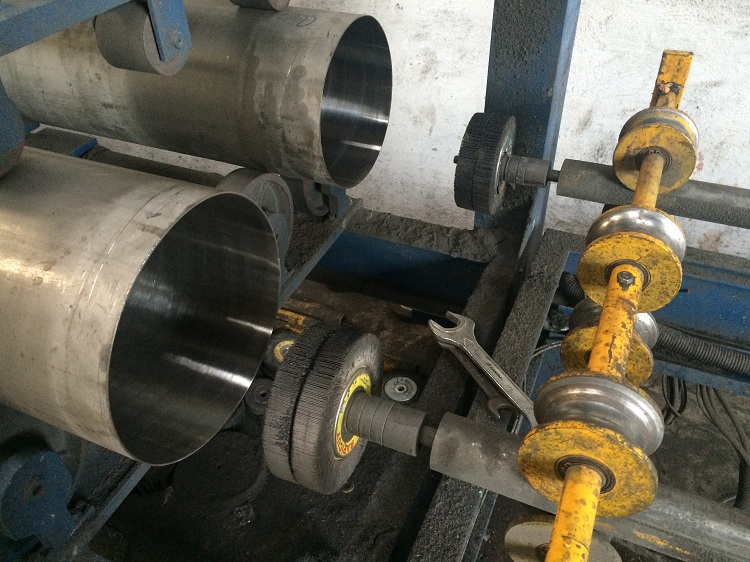
Один из способов производства бесшовных труб — метод горячей прокатки
Специальной оправкой, установленной между валками, корректируются размеры отверстия изделия и выравнивается его поверхность. При этом специальными направляющими линейками и непроводными роликами заготовка удерживается в требуемом положении. Проводя изначальный подогрев заготовки до 50º С, ей придают требуемую для обработки пластичность.
На обкатном стане размеры готовой гильзы снова подвергаются корректировке. Перед передачей на окончательную обкатку, ей задаются параметры разностенности и овальности. После чего изделие оказывается на непрерывном стане горячей прокатки, откуда поступает на холодную калибровку
Холоднодеформированные изделия, отличающиеся повышенным качеством, проходят тщательную обработку. Еще на стадии подготовки проводится тщательный отбор заготовок. Дальнейшая подготовка к обработке включает процедуру отжига. Прошедшее отжиг, сырье поступает на травление – обработку кислотой. Для нейтрализации последствий травления и очистки от его остатков трубу обрабатывают с помощью щелочного раствора, после чего просушивают. Для дальнейшего улучшения свойств трубы проводят фосфатирование или омеднение.
На прокатном стане, составляемом прокатной клетью и двумя расположенными под заданным углом и вращающимися в противоположные стороны валками, производится образование калибра. Размеры калибра в сторону увеличения или уменьшения задаются изменением угла наклона валков. При движении прокатной клети к обрабатываемой заготовке, последняя оказывается между валками. А когда изменяется направление, то происходит обжатие. В процессе одной прокатки изменяют такие размеры, как величину диаметра и толщины стенок трубы. Производя тонкостенную продукцию, процесс дублируют, снова отжигая и протравливая заготовку. После этого следует окончательная отделка изделия.
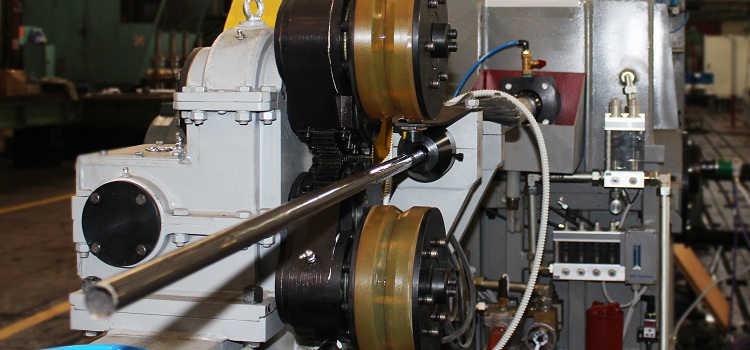
Трубы, формируемые в холодном виде, называются холоднокатаными
Классификация бесшовных стальных труб
Изделия отличают, в первую очередь, по методу трубопроката, в зависимости от чего они могут быть:
- горячедеформированными (горячекатаными). Выпуск такой продукции регламентирован ГОСТом 8732-78;
- холоднодеформированными (холоднокатаными). Сортамент задается ГОСТом 8734-78.
ГОСТом задаются возможные размеры выпускаемых труб, а показатели веса трубы бесшовной зависят от ее диаметра и толщины стенок. В отношении длины, то ее различают (указаны данные только для толстостенных труб):
- мерную – 4,5 – 9 м;
- немерную – 1,5 — 11,5 м;
- кратную мерной – 1,5 – 9 м, прибавляя пятимиллиметровый припуск на каждый рез.
Отношением размеров наружного диаметра и толщины стенок задается деление бесшовных изделий на три вида. Они могут быть:
- Особо тонкостенными.
- Тонкостенными. Значение диаметра больше значения толщины стенок от двенадцати с половиной до сорока раз.
- Толстостенными. От шести до двенадцати с половиной раз.
- Особо толстостенными. До шести раз.

В сортамент бесшовных труб входят изделия с толстыми и особо толстыми стенками
Толстостенные и особо толстенные бесшовные трубы принято подвергать дополнительной термической обработке для придания дополнительной устойчивости к давлению рабочей среды магистрального трубопровода или иных коммуникаций.
По качественным характеристикам горячекатаную бесшовную продукцию делят на пять групп, обозначая буквенными индексами:
- А – с нормированными свойствами механического характера;
- Б – с нормированным химическим составом;
- В — с произведением контроля над свойствами механического характера и химическим составом;
- Г. Химический состав нормируется, а свойства механического характера подвергаются процедуре контролирования, для которой предоставляются образцы.
- Д. По отношению к свойствам механического характера и химическому составу производится нормирование, дополняемое процедурой гидроударного испытания для толстостенной продукции.
Стальные трубы разделяют на шесть классов, приняв за основу назначение изделия:
- 1-й. Стандартными и газовыми трубами пользуются, прокладывая ирригационные системы и кабельные линии, обнося объект ограждениями и строительными лесами, осуществляя локальным образом подачу и /или распределение жидкостей и газообразных смесей.
- 2-й. Ими производится оснащение магистральных трубопроводов, по которым транспортируются в качестве находящейся под давлением рабочей среды вода, газ, нефть и нефтепродукты, топливо и твердые тела.
- 3-й. Востребованы системами, работа которых сопряжена с высокотемпературными режимами и высоким давлением рабочей среды.
- 4-й. Применяются при нефтеразведке и нефтедобыче обсадными, бурильными и вспомогательными.
- 5-й. Задействуются как элементы масштабных стальных конструкций типа мачт, опор, буровых вышек и мостовых кранов. Применяются транспортным машиностроением в качестве конструкционных труб. Задействуются при производстве мебели в виде ее элементов.
- 6-й. Эксплуатируются машиностроением, где из них получают цилиндры и поршни насосов, кольца валов и подшипников разных агрегатов, резервуары для работы под давлением. В зависимости от наружного диаметра их делят на три группы.

Бесшовные трубы используются при строительстве масштабных объектов
Диаметр стальных труб может быть:
- Малым – до 114 мм.
- Средним – 114-480 мм.
- Большим – от 480 мм. Выпускают бесшовные трубы диаметром и свыше двух с половиной метров.
Как определить массу бесшовной трубы
Определить точно вес трубы бесшовной горячедеформированной весьма важно, так как отпускается эта продукцию потребителю по стоимости, зависящей от этой величины. Так как именно стоимостью металла задается величина стоимости изготовленной из него продукции. С помощью специальных калькуляторов металла можно произвести необходимые расчеты для трех параметров:
- массы;
- длины;
- наружного диаметра.
Для горячекатаной продукции величина:
- наружного диаметра находится в диапазоне 25-700 мм;
- толщины стенок – 2,5 -75 мм;
- мерной длины – 9-12 м;
- немерной длины – 4-12 м.
Вес закупаемой партии трубного проката исчисляется, исходя из замеров:
- толщины труб;
- длины;
- наружного и внутреннего диаметра.

Вес труб напрямую зависит от их диаметра, как внешнего, так и внутреннего
Вес погонного метра можно посмотреть по ГОСТу или рассчитать самостоятельно. Для этого прибегают к упрощенной формуле: P = 002466 * S * (D — S). В формуле:
- P – вес погонного метра;
- S – толщина стенок;
- D – наружный диаметр.
При определении веса стоит принимать в расчет стандартные показатели предельных допусков, устанавливаемых для габаритов труб. При длине, не доходящей до шести метров, допускается до десяти миллиметров припуска. Эту величину увеличивают в полтора раза при большей длине трубы и диаметре свыше 152 мм. При приблизительном расчете длины изделий предельный допуск может доходить до полуметра.
Для наружного диаметра горячекатаных труб до 219 мм допуски не должны превышать одного процента, при более высоких значениях допуск может оказаться выше на четверть.
Для толщины стенки горячедеформированной бесшовной трубы предельные допуски предусматриваются порядка десяти-пятнадцати процентов.
Преимущества и применение бесшовных стальных труб
Говоря о бесшовных металлических трубах, как правило, сразу указывают на высокую стоимость изделий, вызванную сложностью производственного процесса. Тем не менее, резкое повышение качества продукции, по сравнению со сварным трубопрокатом, не только окупает расходы, но и приносит значительные прибыли производителям ввиду высокой востребованности бесшовных труб.

Бесшовные трубы востребованы также в энергетической сфере, тяжелом машиностроении и химической промышленности
Поясняется же столь высокая востребованность, не исчезнувшая с распространением многочисленных разновидностей пластиковых труб:
- исключительной прочностью изделий, обеспечиваемой толщиной стенок;
- уникальным разнообразием сортамента, связанным не только с габаритными параметрами, но и с использованием различных производственных технологий и марок стали.
Бесшовными трубами заинтересованы многие отрасли экономики, которым важна, в первую очередь, особенная прочность продукции. Они применяются:
- в энергетике. По бесшовным трубам осуществляется циркуляция теплоносителя в котле, а перегретый пар отводится к турбине;
- в авиастроении. Этой отрасли требуются преимущественно прочнейшие и легкие особо тонкостенные изделия;
- в химической промышленности. Транспортировка продукции данной отрасли должна гарантированно исключать возможность утечек, что и обеспечивается бесшовными стальными трубами;
- в добыче, переработке и транспортировке газа и нефти. Не для магистральных трубопроводов, где обходятся стальными трубами, а в условиях рабочего давления в сотни атмосфер;
- в пищевой промышленности. Востребованы безопасность и способность к соответствию санитарно-гигиеническим запросам, экологичность;
- в гидравлических системах, где поршням и цилиндрам приходится сталкиваться с давлением в сотни атмосфер;
- в строительстве. Колоссальные фермы, опоры и мачты возводятся с расчетом на многие десятилетия безупречной работы, а быстро собираемые и демонтируемые строительные леса позволяют существенно ускорить работы.
Бесшовными стальными трубами обеспечивается функционирование многих отраслей современной экономики. Несмотря на распространение многочисленных пластиковых изделий, бесшовная стальная продукция отличается высокой востребованностью, и речь о ее вытеснении с рынка в ближайшей перспективе не идет. Более того, прочностные характеристики, усиленные использованием различных добавок, делают бесшовные стальные трубы поистине незаменимыми во многих секторах хозяйственной деятельности, от авиастроения до энергетики.
Как делают трубы: особенности производства бесшовных труб
Бесшовные трубы — это разновидность металлопроката, технология производства которого предусматривает отсутствие каких-либо швов по всей длине изделий. Такие детали не содержат и других соединений. Такие сплошные заготовки изготавливаются на специальных прокатных станках. Поэтому производственный процесс получил название «прокатка».
Бесшовные трубы производят методами холодной и горячей прокатки на специальных станках
Особенности бесшовных изделий
Бесшовные трубы являются цельными изделиями и не содержат швов, а также других соединений. В первую очередь в зависимости от технологии производства бесшовные трубы подразделяются на два вида:
- горячекатаные;
- холоднокатаные.
Также существуют цельнотянутые детали, которые относятся к особой группе бесшовного металлопроката. Такие изделия отличаются тем, что имеют толстые стенки.
Изделия, которые имеют шов, в свою очередь, выполняются с помощью двух основных методов:
- сварка (заготовка сваривается по спирали);
- фальцовка (согнутый лист закрепляется продольно специальным фальцем).
Полезная информация! Бесшовные трубы отличаются высокими прочностными характеристиками, поэтому их, как правило, используют в коммуникациях с высокими показателями давления.
Материалом для таких деталей в большинстве случаев выступает сталь. Это связано с тем, что этот материал обладает высокой прочностью. Рассмотрим и другие достоинства этих изделий:
- высокий коэффициент теплопроводности;
- низкий показатель линейного расширения;
- антикоррозийная стойкость толстостенной продукции.

Бесшовные трубы отличаются более высокой стоимостью по сравнению со сварными
К основным недостаткам таких изделий можно отнести:
- высокая стоимость;
- сложный монтаж.
Для того, чтобы проложить коммуникацию из таких труб, важен правильный расчёт основных параметров. К ним можно отнести показатели сечения труб и толщину их стенок.
Эксплуатационная сфера
Бесшовные трубы используются в ответственных конструкциях, которые работают под высоким давлением. Для транспортировки токсичных веществ применяются преимущественно горячекатаные бесшовные изделия.
Кроме этого, изделия, выполненные методом горячей прокатки, широко эксплуатируются в автомобилестроении, авиации и т. д. А также используются для транспортировки агрессивных химических веществ и нефти (химическая и нефтяная отрасли).
Использование таких деталей также востребовано в коммунальной сфере. Из них монтируются различные хозяйственные коммуникации, которые осуществляют транспортировку горячей воды, холодной воды, газа, а также отвод стоков (канализационная система).
В угледобывающей сфере такие изделия используются для отвода пара и других продуктов от оборудования. Кроме этого, сплошные трубы используются в оборонной промышленности, кораблестроении, металлургии. Обширность эксплуатации бесшовных изделий объясняется их высокой надёжностью. Из них выполняются довольно сложные, с конструктивной точки зрения, коммуникации, которые используются в тяжелых областях производства.

Из бесшовных труб монтируют магистрали, работающие в особых условиях
Технология изготовления бесшовных труб с помощью горячей прокатки
Как делают бесшовную трубу с помощью метода горячей прокатки? Этот процесс сопровождается большими финансовыми расходами, поэтому стоимость таких изделий также является довольно большой. Рассмотрим поэтапно производство бесшовных труб, посредством наиболее популярного метода — горячей прокатки:
- На первом этапе происходит подготовительная работа. Заготовка подготавливается к последующей обработке. Заготовка является полым элементом, который имеет определённые показатели сечения и длины. Изготовление такой заготовки происходит из особого вида стали. Перед прокаткой этого первичного элемента, его нагревают до высоких температур (1180–1200 °C).
- На втором этапе выполняется формирование гильзы. Гильзу получают с помощью специального высокомощного сверла, которое пробуривает в заготовке отверстие определённых размеров. После завершения процесса деталь уже напоминает трубу, однако, не является окончательным продуктом.
- И, наконец, на третьем этапе происходит основной процесс — прокатка. Прокатка включает в себя ряд процессов: гильзу помещают на специальные прокатные станки, в состав которых входит несколько валиков, далее расположенная между двумя валиками гильза постепенно вытягивается в одном из направлений. Элементом контроля диаметра будущей трубы выступает специальный ограничительный элемент.
Обратите внимание! Для того, чтобы готовая труба соответствовала необходимым параметрам, вышеперечисленные манипуляции проводятся несколько раз, до получения нужного изделия.
А также стоит отметить, что производство бесшовных труб — сложный процесс, который требует соблюдения всех технических норм и правил безопасности. Производство бесшовного металлопроката выполняется только на специальных предприятиях, оснащённых всем необходимым для этого оборудованием.

Горячекатаные трубы производятся по достаточно сложной технологии, требующей особого контроля
Технология производства бесшовных труб с помощью метода холодной прокатки
Холоднокатаные изделия отличаются высокими прочностными характеристиками, а также имеют идеально гладкую поверхность, что является очень важным фактором для различных коммуникаций.
Как делают трубы с помощью холодной прокатки? Рассмотрим поэтапно этот процесс:
- В первую очередь заготовка проходит комплекс мер по очистке. К таким мерам можно отнести:
- очистка с помощью химических веществ;
- протравливание.
Помимо этого, стоит отметить, что нередко заготовка обрабатывается фосфатами или медью, что повышает её прочностные характеристики. Впоследствии такие изделия имеют хорошую резистентность к деформации.
- Затем с помощью валиков происходит формирование круглого сечения. Стоит отметить, что угол поворота валиков может меняться, что, в свою очередь, влечёт смену калибра трубы.
- При выполнении круглого калибра трубы, обладающей большим диаметром, проводится дополнительная процедура — сжатие.

Холодная прокатка осуществляется при помощи вальцовочного станка
В случае необходимости уменьшения показателя сечения изделия, процесс повторяется, после чего необходимым условием является проведение дополнительных процедур — протравки и промывки.
Разновидности трубных изделий без швов
Бесшовные или литые изделия в первую очередь классифицируются по длине и бывают:
- мерные;
- кратные мерной длине;
- немерные.
По ГОСТу существует чёткое подразделение бесшовных труб по размерам. Например, показатели сечения горячекатаных бесшовных изделий варьируются от 25 до 700 мм, а толщина их стенок может быть от 2,5 до 75 мм. Длина немерных деталей колеблется от 4 до 12 м. Холоднотянутые изделия имеют показатели сечения от 8 до 450 мм и толщину стенки — 20 мм. Длина холоднотянутых бесшовных деталей колеблется в пределах от 4,5 до 9 м.
Обратите внимание! Цельнотянутые трубы подразделяются на 4 основные категории, каждая из которых, в свою очередь, имеет по 4 подгруппы.
Цельнотянутые детали считаются наиболее надёжными, так как обладают самыми высокими прочностными характеристиками и выпускаются из литых заготовок. В процессе изготовления цельнотянутой трубы в монолитной заготовке выполняется отверстие, имеющее необходимые показатели сечения. Стоит также отметить, что в случае с цельнотянутыми стальными изделиями толщина их стенок составляет — 6–13 мм.
Кроме этого, все бесшовные изделия классифицируются в зависимости от марки стали. На сегодняшний день существует около 10 марок стали, из которых разрешено производить бесшовный металлопрокат.
Читайте также: