
Как делать образцы для разрыва из трубы
Обновлено: 07.07.2024
Как сделать отвод 90 градусов
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Как делать образцы для разрыва из трубы
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
4.1. Перед сборкой и сваркой труб необходимо:
произвести визуальный осмотр поверхности труб (при этом трубы не должны иметь недопустимых дефектов, регламентированных техническими условиями на поставку труб);
очистить внутреннюю полость труб от попавшего внутрь грунта, грязи, снега;
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Количество образцовдля механических испытаний
Как сделать лекало для врезки труб
Технология обработки труб и арматуры
Рассмотрим два примера графического построения развертки.
Пример 1. Графическое построение развертки линии косого реза трубы под углом для изготовления шаблонов сектора сварного отвода.
На разметочной ленте или на листе картона в натуральную величину выполняют вспомогательный чертеж, по которому определяют все размеры, образующие сектор. Для этого из произвольно выбранной точки Ох как из центра циркулем проводят полуокружность, радиус которой равен половине наружного диаметра трубы R. Полуокружность трубы разбивают на n равных частей. Из точек 1, 2, 3 и т. д. проводят прямые, параллельные оси цилиндра, до пересечения с линией косого реза в точках 2′, 3′ и т. д. Далее из точки О проводят прямую, перпендикулярную оси трубы. Пересечение этой прямой с проведенными параллельными прямыми обозначают 10, 20, 30 и т. д. Полученные длины отрезков 10—1, 20—2, 30—3 и т. д. соответствуют значению высот развертки.
После построения вспомогательного чертежа на материале, используемом для изготовления шаблона, наносят прямую, равную длине окружности трубы и разбивают ее на п равных частей (точки 10, 20, 30 и т. д.). Восстановив перпендикуляры в каждой точке деления, откладывают на них соответствующие значения высоты развертки. Полученные точки 2″, 3″ и т. д. соединяют с помощью лекала плавной кривой, являющейся кривой развертки. Вторую половину развертки выполняют аналогично первой.
Вырезанный и свернутый шаблон надевают на прямую трубу и производят разметку.
Пример 2. Графическое построение развертки линии реза при пересечении двух труб разных диаметров под прямым углом, т. е. разметка установки штуцера.
До начала изготовления штуцера из листа картона или толя делают шаблон. Для этого мелом вычерчивают в натуральную величину проекции тройника. Радиусом, равным половине наружного диаметра штуцера, вычерчивают вспомогательную полуокружность, которую делят на равных частей. Из точек 1′, 2′, 3′ и т. д. проводят прямые, параллельные осн штуцера. На пересечении этих прямых с окружностью большой трубы диаметром D получают точки 1″, 2″, 3″ и т. д., через которые проводят линии построения, параллельные оси большой трубы, до пересечения с соответствующими перпендикулярными линиями на первой проекции. Искомые значения высот развертки будут равны длине соответствующих отрезков 1—10, 2—20, 3—З0 и т. д.
Для построения линии развертки штуцера на листе картона, жести или толя проводят прямую, длиной, равной длине окружности трубы диаметром D, и делят на п равных частей. В точках деления прямой 1, 2, 3 восстанавливают перпендикуляры, на которых откладывают соответствующие высоты. Полученные точки с помощью лекала соединяют плавной кривой. Затем вырезают шаблон, надевают его на трубу и по нему делают разметку для последующей вырезки.
Графическое построение развертки линии реза при пересечении двух труб одинаковых диаметров под прямым углом производят аналогично предыдущему примеру. Отверстие в трубе размечают по готовому штуцеру.
Для разметки на наружной поверхности трубы осевых линий, а также линий или точек, расположенных под любым углом к плоскости перпендикулярного сечения трубы, пользуются специальным приспособлением. Приспособление состоит из корпуса с опорной призмой, делительного диска, уровня и кернера. Диск может поворачиваться на 90° в обе стороны от вертикальной риски, нанесенной на корпусе. При разметке осевой линии приспособление устанавливают на трубу так, чтобы уровень находился в горизонтальном положении (делительный диск установлен на отметке 0). Перемещая приспособление трубы и следя за тем, чтобы уровень сохранял горизонтальное положение, кернером наносят на трубе ряд точек, через которые проводят осевую линию. При разметке линии под углом диск устанавливают на заданный угол и приспособление перемещают по окружности изделия до тех пор, пока уровень вновь не примет горизонтальное положение.
Разметка является трудоемкой операцией и, как правило, ее выполняют только в единичных случаях. В условиях трубозаготовительных баз и заводов трубы обрабатывают без разметки с помощью специальных приспособлений и станков, не требующих предварительной разметки.
Резка трубы под сорок пять градусов или другим углом
При различных работах домашние мастера иногда сталкиваются с необходимостью разметки и резки труб под сорок пять градусов.
Существует большое количество приспособлений промышленного производства для резки труб под разными углами, но стоимость таких устройств достаточно высока. В статье будут рассмотрены способы разметки труб под рез в 45 градусов в домашних условиях, без использования дорогостоящих приспособлений.
Разметка и резка профильной трубы
Разметка профильной трубы с первого взгляда представляется достаточно простым делом. Однако, скругленные углы при ручной разметке будут давать серьезную погрешность. По этой причине, удобнее будет сделать простейшее приспособление для разметки профильной трубы. Резка трубы из метала под 45° при использовании этого приспособления упрощается в разы.
Приспособление для резки труб под сорок пять градусов представляет собой отрезок п-образного стального профиля, отрезанный под углом в 45 градусов. Размеры профиля подбираются таким образом, чтобы в него свободно помещалась размечаемая труба. Для изготовления данного приспособления понадобятся следующие инструменты:
- Угломер;
- Чертилка по металлу;
- Угловая шлиф-машина (болгарка);
- Отрезной диск;
- Напильник.
Изготавливается такое приспособление для резки труб достаточно просто. Его удобно использовать для нарезки большого количества труб, например для сварки каркаса ворот из профнастила.
Из профиля вырезается заготовка длиной порядка 20-30 сантиметров. С помощью угломера на одном из торцов отрезка размечается угол в 45 градусов. После разметки, с помощью болгарки профиль разрезается. На полученном шаблоне необходимо проконтролировать точность угла. При необходимости шаблон дорабатывается напильником.
Читать также: Перила с элементами ковки фото
Резка трубы под сорок пять градусов с помощью такого шаблона существенно упрощается. Заготовку трубы вкладывают в шаблон и размечают с помощью чертилки. При разметке необходимо проконтролировать длину заготовки. После этого труба разрезается по нанесенным меткам с помощью болгарки.
Труба надрезается по диагональным линиям с двух сторон, после чего прорезаются прямые линии разметки. Такое приспособление для резки труб под углом существенно экономит время и деньги.
Разметка и резка труб под углом круглого сечения
Когда необходимо разрезать круглую трубу под углом в 45 градусов, приспособление, рассмотренное выше, может не подойти. Резка трубы под 45 градусов в этом случае производится по бумажным лекалам, обернутым вокруг заготовки. Лекало для разметки можно скачать тут.
Такие лекала распечатываются из специальных компьютерных программ. Также в интернете можно найти и распечатать уже готовые лекала под наиболее распространенные типоразмеры труб. Какой бы способ резки труб не был выбран, необходимо следить за точностью нанесения разметки. От этого зависит точность реза.
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Читать также: Крепеж сипа к стене
Где LОбщ – длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1 = L – S – длина прямого участка, м;
L2 = L1-S‑длина второго прямого участка, м; .
Рисунок 1. Разметка трубы для изгиба
- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
Рис. 5. Разметка пересечения двух труб
- а – построена для изготовления шаблона;
- б – шаблон.
Таблица 5. Скиды и длины изогнутых частей трубы для любого радиуса
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм)гнутья и углов гиба
Примечания; 1. Для определения величины скида или длины изогнутой части необходимо их значения, указанные в таблице, умножить на радиус гнутья (в мм).
2. Величину скидов и длину изогнутой части для углов, не указанных в таблице, определяют путем сложения. Например, скид для угла 53е равен сумме скидов для углов 45 + 5 +3° и т. д.
Резка труб под углом: преимущества и недостатки разных способов
В ходе проведения монтажных и сантехнических работ часто требуется выполнить резку заготовок под определенным углом. Изменение направления линии отреза необходимо для дальнейшей стыковки и сваривания с другими трубами такой же конфигурации, или для монтажа запорно-регулирующей арматуры.
Стоит учитывать, что точность реза под нужным углом необходима для получения высокой плотности соединения металлопроката. Для этого нужно иметь необходимые приспособления, качественный труборез и владеть соответствующим опытом проведения работ по обработке труб.
В данной статье мы рассмотрим приемы резки труб под различными углами.
Способы разметки труб под углом 45 градусов
Резка трубных заготовок под углом 45° наиболее востребована при монтаже тепловых магистралей, канализационных сетей, газопроводных систем. Для этих целей используют трубы из черных металлов и нержавеющей сталей цилиндрического сечения, небольшого и среднего диаметра – 20-500 мм.
Одной из основных задач при резке труб под углом 45 градусов является точность измерения угла и ровность среза трубы, чтобы при стыковке соединяемые элементы совпали с точностью до миллиметра. Особенно это касается тонкостенных труб – при малейшей погрешности реза стенки соединяемых труб не смогут соединиться в нужной конфигурации. Поэтому пристальное внимание необходимо уделить точности раскроя.
Способы резки металлических труб под углом
Отпилить трубу или разрезать ее на части можно несколькими способами. Из доступных инструментов лучше всего с этой задачей справляется болгарка. Но самой большой проблемой остается необходимость правильно разметить линии реза. Они могут быть разными, чаще всего приходится выдерживать либо прямой угол относительно оси трубы, либо 45 градусов. Приемы несколько меняют в зависимости от того, какие изделия нужно разрезать:
трубы для прокладки водопровода, газовые и для разводки отопления;
профильные изделия для сборки ворот, козырьков, других металлоконструкций;
трубы большого диаметра — как правило, это редко нужно в домашних условиях, где самые широкие просвет только в канализации;
трубы из стали, чугуна, тонкостенные из цветных металлов и мягких сплавов.
Обе задачи решаются довольно просто даже без использования специального лекала угла трубы.
ВАЖНО ЗНАТЬ: Бесшовная нержавеющая труба
Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90°. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1 отложить отрезок 001, на перпендикуляре 1’1′1 отложить отрезок 111 и т. д. Точки 0′1, 1′1, 2′1 и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90°.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера [1].
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.
Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать труборез для пластиковых труб и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он “закрывается” сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Как разметить трубу для точной обрезки под сварку колена 90 градусов

При отсутствии торцовочной пилы по металлу отрезать трубу под 45°, чтобы сварить из нее колено 90° весьма проблематично. Если делать это болгаркой, то требуется очень точная разметка. Сделать ее можно используя обычный лист бумаги.
Что потребуется:
Процесс разметки и обрезки труб
Трубу необходимо обернуть листом бумаги, составить его края вместе и отрезать лишнее. В результате должен остаться обрезок, окутывающий трубку с ровной стыковкой по поперечной линии.


Далее замеряется диаметр трубы.

В данном случае получается 60 мм. Подготовленный лист складывается пополам, и на нем проводится поперечная линия на расстоянии от края равном диаметру трубы, то есть 60 мм.

Отмеченная область разбивается на 3 части двумя продольными линиями. Они проводятся с отступом с боков на расстояние радиуса трубы, то есть по 30 мм.

Далее необходимо вписать в боковые прямоугольники полукруг, для этого к ним приставляется торец трубы и обводится. Затем нужно провести косую линию под линейку, как на фото.
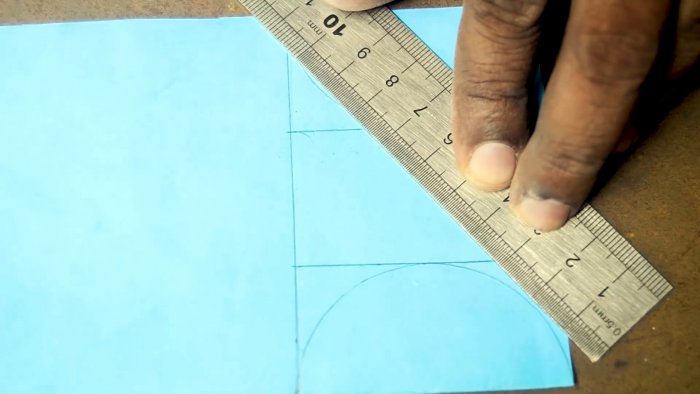
Теперь остается срезать угол разметки по линии и очертанию кругов.

В результате получаем шаблон. Его нужно обернуть вокруг трубы и обвести. Если потом ее обрезать по этой линии, то стыкуя края заготовок, получим идеальное колено 90°.


Обрезаем болгаркой по линии.


Шлифуем торец.

В результате получился идеальный прямой угол.

Смотрите видео
Как сделать инструмент для разметки плавного изгиба профильных труб
Для плавного изгиба профильных труб под 90 градусов необходим определенный опыт и отдельный расчет для каждого размера. Но с этим делом справится любой взрослый человек при наличии специального инструмента для разметки, перенастраиваемого на любой размер. Сделать его нетрудно, причем из бросовых материалов.
Понадобится
- остаток стального листа;
- отрезок стальной полосы;
- куски оргстекла;
- винт, шайба и пружина;
- аэрозольная краска.
Процесс изготовления инструмента для разметки плавного изгиба профильных труб на 90 градусов
Разметку профильной трубы под плавный изгиб на 90 градусов делают соответствующим кругом с нанесенными под прямым углом диаметрами. Способ простой, но неточный, и на каждый типоразмер трубы нужен свой круг. Будем делать универсальное приспособление, пригодное для разных типоразмеров труб, удобное в работе и более точное. Из стального листа толщиной 3 мм вырезаем прямоугольник 75×90 мм.
От полосы толщиной 5 мм отрезаем заготовку 175×20 мм. Используя магнитный фиксатор, привариваем полосу на ребро вдоль короткой стороны прямоугольной пластины. Болгаркой шлифуем сварные швы.
На свободном конце полосы со стороны пластины сверлим глухое отверстие, нарезаем резьбу и вкручиваем винт.
На ребре полосы от винта с заходом на прямоугольную пластину делаем метки на расстоянии, определяемому соотношением: π×R/2, где π=3,14, R – типоразмер профильной трубы. Так, для квадратной трубы 30×30 мм оно равно 3,14×15=47,1 мм, 40×40 мм – 62,8 мм, 50×50 мм – 3,14×25=78,5 мм, 60×60 мм – 3,14×30=94,2 мм, 40×80 мм – 3,14×40=125,6 мм и т. д.
От двух наиболее удаленных от винта меток проводим вертикали по поверхности пластины до ее свободной кромки. На концах самой удаленной линии сверим отверстия, по второй – выравниваем вертикаль кромки пластины.
Отверстия в пластине соединяем прорезью шириной, равной диаметру отверстий. Обрабатываем ее круглым напильником для удаления заусенцев и скругления кромок.
Метки на полосе углубляем напильником. На пластине параллельно прорези проводим линию и по вертикали делаем метки на расстоянии от полосы R/2, где R – сторона профильной трубы. Для трубы 30×30 мм оно будет равно: 30/2=15 мм, 40×40 мм – 20 мм, 50×50 мм – 25 мм, 60×60 мм – 30 мм, 40×80 мм – 40 мм и т. д. Сверлим по этим меткам отверстия.
Из оргстекла вырезаем пластину 95×15×5 мм.
Проводим на ней продольную центральную линию и из начальной точки на конце пластины циркулем отмечаем пересечения с ней соответственно радиусов, равных 32, 42, 52, 62 и 82 мм.
В этих точках сверлим отверстия, включая и общую точку. Шлифуем пластину из оргстекла и скругляем углы наждачной бумагой. Удаляем растворителем с пластины метки и частицы.
Окрашиваем металл разметки аэрозольной краской и после высыхания прикручиваем пластину из оргстекла к отверстию с резьбой на стальной полосе подпружиненным винтом.
Использование инструмента
Пользоваться инструментом просто. Замеряем сторону профильной трубы и проводим в месте сгиба поперечную линию, устанавливаем на нее пластину из оргстекла, перемещая полосу с метками по смежной стороне профильной трубы.
В соответствующее отверстие в пластине из оргстекла вставляем маркер и проводим дугу окружности по поверхности трубы. В зависимости от типоразмера трубы по соответствующей метке на полосе или пластине проводим вертикальную линию по поверхности трубы.
Переносим метки на другие стороны и отмечаем места, подлежащие удалению. После чего труба легко и плавно сгибается на 90 градусов. Остается только зафиксировать изгиб сваркой.
Если мы замерим расстояние между крайними вертикальными линиями после разметки, то они соответственно будут равны для трубы 30×30 мм – 47,1 мм, 40×40 мм – 62,8 мм, 50×50 мм – 78,5 мм, 60×60 мм – 94,2 мм и 40×80 мм – 125,6 мм.
Величину R/2, которая нужна для разметки, легко находим, если прижать полосу с метками к стороне профильной трубы и маркером через соответствующее отверстие в металлической пластине нанести на поверхность трубы метку.
Смотрите видео
ГОСТ 10006-80 Трубы металлические. Метод испытания на растяжение
Настоящий стандарт устанавливает метод статических испытаний на растяжение металлических бесшовных, сварных, биметаллических труб для определения при температуре °С следующих характеристик:
- предела текучести (физического);
- предела текучести (условного);
- относительного удлинения после разрыва;
- относительного сужения после разрыва.
Термины и определения - по ГОСТ 1497.
Стандарт не распространяется на испытание сварных соединений и металла сварных швов. Стандарт соответствует ИСО 6892-84 в части испытания на растяжение металлических труб (по сущности метода, условию проведения испытания, обработке результатов).
(Измененная редакция, Изм. № 3, 4).
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
1.1. Для испытания труб на растяжение применяют продольные и поперечные образцы. Ориентацию продольной оси образца указывают в нормативно-технической документации (НТД) на трубы.
1.2. Продольные образцы изготовляют как указано в пп. 1.2.1- 1.2.3.
1.2.1. В виде отрезка трубы полного сечения без ограничения наружного диаметра (приложение 1 , черт. 1 ).
1.2.2. В виде полосы для труб с толщиной стенки до 12 мм, вырезанной вдоль оси трубы (сегмент), с шириной рабочей части, указанной в табл. 1 .
Наружный диаметр трубы
Ширина рабочей части
От 16,0 до 20,0 включ.
Св. 10,0 до 12,0 включ.
Продольные образцы в виде полос могут изготовляться без головок (приложение 2, черт. 1) и с головками (приложение 2, черт. 2).
(Измененная редакция, Изм. № 1, 3).
1.2.3. В виде цилиндрического образца типа III ГОСТ 1497 .
Цилиндрические образцы изготовляют из труб с толщиной стенки 5 мм и более. Диаметр рабочей части цилиндрического образца устанавливают равным: 5,0, 8,0, 10,0 мм - при номинальной толщине стенки соответственно: свыше 7,0 до 10,0 мм включительно, свыше 10,0 до 14,0 мм включительно, свыше 14,0 мм.
Примечание. По согласованию изготовителя и потребителя допускается изготовление образцов диаметром 3 мм при толщине стенки от 5,0 до 7,0 мм включительно.
1.2.3а. По согласованию изготовителя с потребителем допускается испытание цилиндрических образцов типа II или III по ГОСТ 1497.
(Введен дополнительно, Изм. № 2).
1.3. Для испытания биметаллических труб с толщиной стенки до 12,0 мм включительно применяют образцы с сохранением плакировки: в виде отрезка трубы полного сечения или сегментных образцов по п. 1.2.2.
При испытании биметаллических труб с толщиной стенки свыше 12,0 мм изготовляют цилиндрические образцы из основного слоя.
1.3.1. Продольные цилиндрические образцы и образцы в виде полос из сварных труб изготовляют из проб (заготовок), вырезанных из основного металла на расстоянии от сварного шва, обеспечивающем отсутствие термического влияния сварки.
(Измененная редакция, Изм. № 3).
1.3.2. При испытаниях профильных труб, имеющих плоские грани или участки с цилиндрической поверхностью, допускается изготовление продольных полос шириной рабочей части не менее 8 мм.
1.4. Вид применяемого образца указывается в нормативно-технической документации на трубы. При отсутствии указаний вид образца устанавливается заводом-изготовителем.
В случаях разногласий в оценке качества металлопродукции по результатам испытаний продольных образцов в виде полос (приложение 2, черт. 1) применяют образцы в виде сегмента с головками (приложение 2, черт. 2).
1.5. Начальная расчетная длина образцов по ГОСТ 1497.
При получении расчетной длины менее 20 мм на образцах, отобранных от капиллярных или тонкостенных труб, ее принимают равной 20 мм.
1.6. Предельные отклонения по ширине рабочей части продольных образцов в виде полос при их изготовлении должны соответствовать указанным в табл. 2.
Допустимая разность наибольшей и наименьшей ширины по длине рабочей части образца
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а - в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а - трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Разметка металлических труб при многократных изгибах
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Читайте также: