
Использование трубогиба для профильной трубы
Обновлено: 07.07.2024
Лучшие трубогибы для профильных труб
Гнутье профильной трубы является альтернативой ее резке с последующей сваркой фрагментов в единую конструкцию. С этой задаче отлично справляются трубогибы.

В состав многих конструкций входят трубы с профильным сечением, причем далеко не всегда они имеют прямолинейную геометрию. С поворотом, с изгибом под углом и даже со спиральным скручиванием — такие конфигурации трубы встречаются и на промышленных объектах, и в домашнем хозяйстве. Чтобы добиться нужной формы, трубы подвергают процессу принудительного изгибания. Для того, чтобы облегчить мастеру эту работу, используют специальный механизм — трубогиб для профильной трубы.
Гнутье профильной трубы является альтернативой ее резке с последующей сваркой фрагментов в единую конструкцию. С помощью профилегибов сразу получают цельные криволинейные трубные заготовки (или с минимальным количеством стыков). На рынке металлообрабатывающего оборудования можно подобрать подходящее профилегибочное оборудование для любого материала, сечения, диаметра и толщины стенки трубы.
Виды станков для гибки профильных труб
В зависимости от принципа управления, все трубогибы для профильной трубы подразделяется на 3 вида:
- Ручные.
- Гидравлические.
- Электрические.
Рассмотрим возможности каждого из них немного подробнее.
Ручные трубогибы

Ручной трубогиб для профильной трубы работает за счет применения только мускульной силы человека. Благодаря мобильности, компактным габаритам и небольшому весу, такая профилегибочная машина удобна для производства нужных изделий непосредственно на месте их дальнейшего использования. Наиболее распространен вариант с тремя роликами, вокруг которых движется металлозаготовка в процессе придания ей кривизны.
Ручной трубогиб для профиля, в который заправлена прямолинейная профильная труба, позволяет получить на выходе изделие с загибом под каким угодно углом. Помимо трубы (с прямоугольным, квадратным или круглым сечением), профилегиб ручной может легко согнуть в дугу стальную полосу, пруток, уголок, квадрат и т. д. Преимущество устройства заключается в том, что, несмотря на простой рабочий механизм без применения электроники и специальных настроек, сгибание изделия происходит в точном соответствии с заданным радиусом.
Ручная профилегибочная машина обладает и другими достоинствами:
- безопасность;
- легкость транспортировки;
- доступная цена;
- независимость от источника электроэнергии;
- широкий спектр применения.
Некоторые пользователи боятся приобретать ручные гибочные инструменты, считая их ненадежными. На самом деле, эти опасения необоснованны: механические профилегибы изготавливают из стали высокой прочности, в том числе и из легированных марок.

Роликовые валы ручного профилегиба легко и аккуратно выгибают трубы из различных материалов: стали, меди, алюминия и металлопластика. В зависимости от предназначения, механические трубогибы для профтрубы могут быть оснащены несколькими размерами проточек для гиба профильных труб различного сечения, например: 15х15 мм, 25х25 мм, 40х40 мм и т. д.
В каждой модели заложены собственные возможности выполнения максимального угла изгиба заготовки и предельной толщины стенки изделия. Для удобства использования в станине ручного механизма имеются отверстия, с помощью которых он надежно фиксируется на рабочем столе.
Доступная цена на оборудование этой категории позволяет многим домашним умельцам обзавестись им для хозяйственных нужд. Пользуются ими и некоторые индивидуальные предприниматели, жестянщики, кузнечные и ремонтные мастерские. Для управления ими не требуются специальные знания и большие физические усилия.
Безусловно, как и в любой группе товаров, здесь есть свои представители премиум-класса. Например, универсальная профилегибочная машина, которой доступно сгибание крупных профильных изделий. Ее вальцы изготовлены из закаленной стали и имеют сборную конструкцию, что позволяет изгибать трубы квадратного сечения путем намотки на заданный шаблон.
Зачастую такое оборудование используют в сфере ЖКХ — для оформления поворота на водопроводных и газовых трубах. Стоимость таких агрегатов на порядок выше, чем обычных ручных, но и область применения значительно шире.
Гидравлические профилегибочные станки
Вторая группа трубогибов — гидравлические механизмы. Они имеют более широкие функции и работают не только с трубами, но и с цилиндрами, квадратами и другими сложными профилями. Во время работы оператор станка прикладывает меньше физических усилий, так как за него это делает гидравлика.

Профилегибочная машина, управляемая с помощью гидравлики, является технически более продвинутым механизмом по сравнению с ручным. Его валки могут прокатывать трубу как в горизонтальном, так и в вертикальном направлении. В процессе всего одной прокатной операции изделию можно придать несколько поворотных изгибов нужных радиусов под разными углами.
В стандартном исполнении гидравлический станок для гибки профильной трубы оснащен тремя роликами (вальцами): одним приводным и двумя прижимными. Вальцы изготовлены из высокопрочной легированной стали, поэтому не требуют частой замены. Однако, в случае необходимости, они легко демонтируются и меняются на резервные.
Как и ручные профилегибы, гидравлические машины имеют три проточки, но размеры сечений труб здесь могут доходить до 60х30 мм. Сечение квадратных труб, как правило, не превышает размеры 40х40 мм. Можно также гнуть полосу, пруток и трубу круглого сечения.
Дополнительное удобство в работе создает тормозное устройство двигателя — в любой момент можно приостановить выполнение операции, произвести нужные корректировки и вновь продолжить работу. Режим работы таких агрегатов вариативен: он может быть ручным, полуавтоматическим и автоматическим.
Производительность гидравлических гибочных станков для профильной трубы позволяет использовать их не только для выполнения разовых операций, но и для полноценного серийного производства. Выбор профилегибочного станка этого типа основывается на планируемых объемах работ: для периодического использования достаточно будет небольшого ручного станка; в случае эксплуатации в условиях производства — более эффективным будет выбор полуавтомата или автомата.
Электрические станки для гибки профильных труб
Профилегибочная машина для придания изогнутой конфигурации профильным трубам может работать и от электродвигателя. Из всех типов профилегибов именно электрический обладает самыми большими возможностями. По сути, это настоящий профессиональный станок, предназначенный для серийного производства гнутых изделий.

Металлоизделия, с которыми легко справляются настройки вальцов, могут быть изготовлены из разных видов проката: стали всевозможных марок, алюминия, меди и других. Прокатные ролики станка выполнены из высокопрочной стали и имеют большой ресурс износостойкости, в связи с чем частая замена деталей исключена.
Станок нельзя отнести к мобильным: его установка производится стационарно, с постоянным подключением к электросети. Такие гибочные агрегаты монтируют на площадках машиностроительных цехов, в кузницах и в мастерских. Преимущество электрических профилегибов состоит в том, что в процессе работы со стороны оператора не прилагается никаких физических усилий.
Точность гиба на электропрофилегибах позволяет создавать изделия высочайшего класса исполнения. Настройка угла может задаваться оператором как вручную, так и с использованием цифровых программ. Во втором случае — контроль выполнения операций на станке осуществляется с помощью встроенного или выносного дисплея.
Производительность электрического трубогиба зависит от мощности его электродвигателя. В разных моделях она может достигать от 0,7 кВт до 2,2 кВт. Выбор, как всегда, обусловлен задачами производства. Увеличить скорость обработки металлоизделий со сложным профилем позволяет и быстрая смена насадок — для каждого профиля есть свой комплект.
При том, что профилегиб с электроприводом зарекомендовал себя как самый производительный, его популярность все-таки не настолько высока, как у ручного и гидравлического оборудования. Главные причины — высокая цена и привязанность к определенному месту. Приобретение электропрофилегибов экономически выгодно только в случае крупного стабильного производства.
Из всех промышленных трубогибочных машин для работы с различными металлическими профилями отдельное место занимает станок с ЧПУ. Это самый мощный и производительный агрегат из всех, применяемых в массовом производстве. Он предназначен для трехмерной гибки труб и профилей из нержавейки, меди, алюминия, бронзы и других металлов и сплавов.
Самым эффективным способом управления станков с ЧПУ считается сервопривод. Применение такого оборудования из-за его высокой цены оправдано только в условиях полномасштабного производства, например, на автозаводах или на крупных мебельных предприятиях.
Возможно, вы располагаете собственным опытом практического использования трубогибов для профильной трубы: у себя дома или на производстве. Нам интересно узнать ваше мнение об используемой вами модели, о его преимуществах и недостатках. Такой обмен мнениями очень важен для других пользователей, и может оказать им существенную помощь при выборе хорошего трубогибочного оборудования.
Трубогиб для профильной трубы: особенности, виды и изготовление своими руками
Сгибание профильных труб представляет собой сложный процесс, выполнить который невозможно без особого оборудования. Для этого используется трубогиб, который может отличаться по принципу работы, материалам, размеру и конструкционным особенностям. Использование специального оборудования потребует определенного опыта работы. К тому же серийный трубогиб для профильной трубы обойдется дорого. Для самостоятельной гибки профильных труб можно сделать специальное оборудование своими руками.

Особенности, применение и виды
Трубогиб для профильной трубы отличается от обычного станка для изгибания труб. Это связано со стойкостью профиля к изгибающим нагрузкам, а также необходимым радиусом изгиба. Поэтому конструкция должна иметь три ролика, два из которых должны быть расположены в постоянных местах, а один оставаться подвижным. Подвижный ролик позволяет изменять радиус гибки профильных труб.
Такая конструкция должна быть рассчитана на определенные размеры заготовок, материалы профильной трубы, необходимые усилия. При изготовлении станка необязательно делать его универсальным. Рекомендуется определить целевое назначение трубогиба, и изготовить его на основе этих показателей.
По типу привода устройства разделяются на такие виды:
- Гидравлические. Такие трубогибы могут быть ручными и стационарными. Использование таких устройств позволяет изгибать детали, диаметр которых не превышает 8 см. Такие трубогибы активно используются на производствах.
- Электромеханические. Могут использоваться для работы с любыми видами и диаметрами профильной трубы. Такие устройства оборудованы электроникой, которая помогает точно рассчитать угол изгиба и необходимые усилия нажатия.
- Ручные. Применяются для гибки конструкций небольшого диаметра.
По способу изгиба конструкции разделяются на такие виды:
- Сегментные. Оснащаются особым механизмом, который дает возможность протаскивать и при этом перегибать трубу под необходимым углом.
- Арбалетного типа. Является особым изгибающим элементом.
- Пружинные конструкции. Такие механизмы оснащаются пружинами. С их помощью можно гнуть не только профильные трубы, но и пластиковые конструкции.
Вне зависимости от вида, трубогибы позволяют наиболее качественно и аккуратно изогнуть профильные трубы под нужным углом. Это самый надежный способ создания конструкций сложной формы. Другие методы изготовления сложных конструкций из профильной трубы и их недостатки:
- Болты и винты. Такое соединение не всегда способно обеспечить необходимый показатель надежности конструкции. К тому же вибрационные нагрузки способствуют быстрому разрушению таких соединений.
- Сварка. Такой метод соединения оказывает чрезмерное тепловое воздействие на материал, разрушая его структуру. Поэтому для надежного соединения профильной трубы с помощью сварки требуются услуги профессионального мастера.
- Клеевые соединения. Обладают невысокой стойкостью к механическим нагрузкам.
Устранить перечисленные недостатки различных методов соединения профильной трубы в сложные конструкции можно при сгибании заготовки необходимым образом. При этом необходимо точно дозировать скорость сгибания и механические нагрузки. Для этого лучше всего использовать специальный трубогиб, изготовить который можно и самостоятельно.
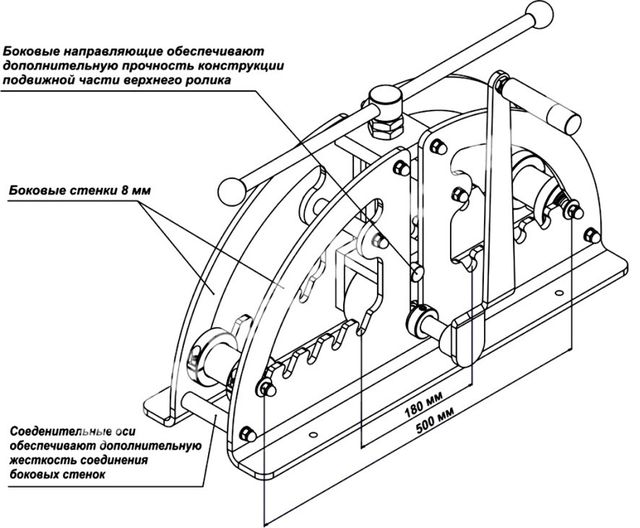
Особенности конструкции
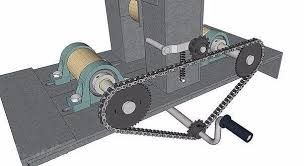
Чтобы сделать трубогиб для профильной трубы своими руками, рекомендуется использовать уже готовые чертежи. Это упростит процесс изготовления трубогиба, а также обеспечит точное совпадение размеров. Такие конструкции могут быть разного типа и изготавливаться из различных материалов. В домашних условиях чаще всего изготавливается трубогиб фронтального типа. Он состоит из таких элементов:
- приводная цепь;
- металлические ролики;
- оси вращения;
- металлические профили для изготовления рамы;
- механизм, приводящий в движение устройство.
В некоторых случаях устройство может включать в себя деревянные или пластиковые ролики. Такие ролики можно использовать только, если требует изгибать профильные трубы невысокой прочности и диаметра. В противном случае ролики просто не выдержат нагрузку. Поэтому материалы для изготовления конструкции необходимо выбирать на основании прочности и диаметра заготовок.
- домкрат;
- металлические профили;
- прочные пружины;
- три металлических ролика;
- цепь;
- соединительные элементы.
Особенности изготовления трубогиба для профильной трубы можно найти в видео:
Технология изготовления
Чтобы изготовить трубогиб для профильной трубы своими руками, нужно точно следовать технологии. Для изготовления станка нужно выполнить такие процедуры:
- Изготовить качественный, прочный и надежный каркас. Для соединения элементов лучше всего использовать сварку. В случае отсутствия необходимого оборудования могут применяться и болты.
- По чертежу следует установить оси вращения и валы. При этом два вала нужно расположить выше третьего. В зависимости от необходимого радиуса изгиба профильной трубы, выставляется и соответствующее расстояние между осями валов.
- Для приведения в действие трубогибочного оборудования используется цепь. При этом необязательно использовать новую цель. Ее можно взять от старого мотоцикла, автомобиля или даже велосипеда.
- Дополнительно требуется ручка, которая создает крутящее усилие. Ее нужно присоединить к одному из валов.
Основные этапы изготовления:
- На прижимном валу следует поместить шестерни, кольца и подшипники, соединить которые между собой следует шпонкой. Крайне важно, чтобы чертеж устройства разрабатывал опытный мастер. Поэтому лучше использовать уже готовую схему или заказать чертеж. Также лучше доверить токарю выточку вала, обоймы для подшипников и роликов. Наиболее удобным устройством является трубогиб с тремя валами, один из которых устанавливается на пружинах, а остальные – по бокам.
- В кольцах делаются отверстия, необходимые для нарезания резьбы.
- Изготовление полки, в которой также необходимо сделать отверстия и нарезать резьбу для дальнейшего монтажа прижимного вала.
- Предварительно подготовленные элементы собираются в готовую конструкцию. Для соединения элементов используется сварка и болты. Сначала собирается каркас, который также является и ножками устройства.
- Монтаж полки и прижимным валом. Для этого используются пружины. После чего на устройство устанавливаются боковые опоры вала. На один из них следует закрепить ручку.
- Осталось только установить домкрат на конструкцию.
Особенности проведения монтажных работ зависят не только от вида необходимого оборудования, но и от наличия необходимых элементов. При изготовлении трубогиба в домашних условиях можно использовать элементы, которые уже есть в наличии, чтобы удешевить готовую конструкцию. К примеру, можно взять цель от старого мотоцикла или неиспользуемый автомобильный домкрат.
Изготовление гидравлического трубогиба
При изготовлении такого типа устройства наиболее важной задачей является правильная выточка роликов, которые будут использоваться для изгибания профильной трубы. Поэтому особое внимание следует уделить правильному выбору обоймы на подшипники. При выборе размера валов необходимо учитывать тип подшипников. Поэтому лучше использовать уже готовые чертежи, которые содержат точные размеры всех элементов.
Самодельные трубогибы часто изготавливаются на основании деталей, которые уже имеются в хозяйстве. Поэтому для постройки гидравлического устройства могут использоваться вазовские подшипники. В таком случае шестеренки также лучше брать от ВАЗа. Опытный токарь должен подогнать все детали под необходимые размеры.
Основные этапы изготовления станка
- Изготовление основания устройства с использованием достаточно толстого металлического профиля.
- Монтаж верхней части, которую необходимо прикрепить к металлическому навесу.
- Монтаж ножек, высота которых должна составлять примерно 40 см. Для соединения ножек и основной конструкции лучше всего использовать сварку.





Такой вариант трубогиба отличается высокой функциональностью и универсальностью. При этом для его изготовления могут использоваться простые и доступные материалы. Для повышения срока службы рекомендуется покрасить готовый станок, чтобы защитить его от коррозии, а также придать аккуратный и презентабельный внешний вид.
Изготовление самого простого трубогиба
Для неопытных мастеров описанные конструкции могут показаться сложными в исполнении. В таком случае необязательно покупать готовый трубогиб или заказывать изделие у профессионала. Для домашнего использования можно изготовить и более простую конструкцию.
Такой трубогиб может применяться для гибки алюминиевых и медных профильных труб. Он обладает достаточной эффективностью, однако не может использоваться для изделий большой толщины или для стальной профильной трубы.
Он представляет собой деревянную конструкцию. Из дерева нужно вырезать полукруг, размер которого необходимо подбирать на основании необходимого радиуса изгиба профильной трубы. Его нужно расположить неподвижно на любой удобной поверхности. Справа от него необходимо установить упор, с помощью которого будет крепиться заготовка.
С помощью такого самодельного изделия выполнять деформацию профильной трубы чрезвычайно просто. Профиль необходимо поместить в отверстие между шаблоном и упором, после чего нужно надавить на свободную часть профиля, чтобы изогнуть его до нужной формы.
Изготовление самодельного трубогиба
Трубный профиль стального проката широко востребован при прокладке пространственных инженерных коммуникаций, изготовлении оранжерей и теплиц, в различных домашних работах. Этому способствует высокая жёсткость сечения при малом весе погонного метра.
Во многих ситуациях нет необходимости приобретать дорогостоящие приводные устройства, поскольку можно изготовить простой ручной трубогиб своими руками.

Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.

Общая схема ручного трубогиба
Как сделать трубогиб? Независимо от способа изгиба – открытая или полузакрытая – самодельный трубогиб должен включать в себя:
- Сменный профилированный ролик, по которому будет производиться обжатие.
- Деформирующий рычаг, с помощью которого производится изгиб трубы.
- Фиксатор одного из торцов.
- Переналаживаемый шаблон или ограничитель хода рычага.
- Защитный кожух.
- Основание.
Некоторые конструкции самодельных трубогибов для трубы могут иметь привод, позволяющий выполнять деформирование толстостенных материалов. Для этого применяют гидравлические двигатели: они бесшумны, автономны и выполняют изгиб с повышенной точностью.
Вертикальные оси с оснасткой располагают в подшипниках качения. Приспособление прикрепляется к слесарному верстаку или другой опорной поверхности.В простых случаях (соотношении R/d > 20; здесь R – внешний радиус гиба, d – наружный диаметр круглой трубы или размер стороны – для квадратной) трубогиб не потребуется, поскольку деформирующие усилия незначительны. Что бы их согнуть, достаточно расположить трубчатую заготовку в составном шаблоне, части которого последовательно перемещают в необходимом направлении.
Учёт пружинения (в градусах) при сгибании среднеуглеродистых сталей на углы 90…1800 выполняется с помощью следующей таблицы:
| Наружный диаметр трубы, мм | Толщина стенки трубы, мм | |||
| До 0,5 мм | До 1,0 мм | До 1,5 мм | До 2,0 мм | |
| До 10 мм | 2…3 | 3…4 | 4…5 | 5…6 |
| До 20 мм | 3…4 | 4…5 | 5…6 | 6…8 |
| До 30 мм | 4…5 | 5…6 | 6…8 | 8…10 |
| До 50 мм | 5…6 | 6…8 | 8…10 | 10…12 |
| Свыше 50 мм | 6…10 | 8…10 | 10…12 | 12…15 |
Ниже рассматриваются конструкции, которые можно изготовить в домашних условиях. Чертежи таких трубогибов доступны в Интернете, поэтому самоделки всегда получают с применением подручных средств .
Шаблонный трубогиб своими руками
Ручное сгибание по шаблону является простейшей технологией любой (в том числе, и пространственной) гибки труб. Часто её используют с заготовкой, нагретой в месте изгиба (например, газопламенной горелкой или паяльной лампой): пластичность металла повышается, а усилие деформирования – уменьшается.
Описание шаблонного трубогиба:
- Фиксатор в форме якоря, куда вводится труба.
- Подвижный/сменный упор, по оси которого имеется выемка, соответствующая дуге внешнего диаметра трубы.
- Плита с крепёжными отверстиями.
На противоположной стороне упора выполняется скос, угол которого соответствует требуемому (после сгибания!) значению угла изгиба.
Все детали могут изготавливаться и из обычной конструкционной стали (например, стали 45), однако упор простоит дольше, если его выполнить из инструментальной стали типа сталь У10А.Пошаговый монтаж следующий. На опорную плиту устанавливают фиксатор, затем соосно ему крепят упор. Расстояние между деталями должно быть принято с учётом известного диапазона соотношений R/d. Весьма важно выдержать рекомендуемое значение радиуса закругления при переходе к изогнутой части трубы.
В соответствии с ГОСТ 17685-71 они принимаются такими:
- S/d < 0,03 – не менее 4d;
- S/d < 0,06 – не менее 3,6d;
- S/d < 0,11 – не менее 30d;
- S/d < 0,16 – не менее 2d.
Указанные ограничения действуют при холодном сгибании. Нагревом деформируемой части (не более, чем до 1500С) приведенные значения допустимо снизить на 12…15%. Максимальный угол данный тип трубогиба не ограничивает, однако при значениях углов, превышающих 450, на заготовке образуются складки, а сечение трубы теряет свою первоначальную форму.
Самодельный роликовый трубогиб
Преимуществами роликовых трубогибов являются расширенные технологические возможности и повышенная точность гибки. Конструкция приспособления проста:
- Профилированный сменный ролик, свободно вращающийся на вертикальной (реже – горизонтальной) оси.
- Поворотный рычаг с рукояткой.
- Гибочный сменный ролик, закреплённый на противоположном плече рычага.
- Упор-проводка.
- Станина.
Для снижения усилия оба ролика должны свободно вращаться, для чего они устанавливаются в подшипниках качения. Поскольку каждая пара роликов приспособлена для изгиба труб с определённым внешним диаметром, то они должны быть быстросменными.

Материал деталей выбирают из тех же соображений, что и для предыдущего варианта. С целью повышения жёсткости упор-проводку можно приварить к корпусу. Радиус изгиба (выбираемый по вышеприведенным соотношениям) будет равен радиусу профиля гибочного ролика.
Для обеспечения должного качества деформирования радиальное биение осей роликов должно быть минимальным, а их оси – строго параллельны между собой.Изготовление намоточного трубогиба
Принцип действия такого трубогиба аналогичен предыдущему, но вместо поворотного ролика изгиб заготовки производит перемещающийся упор, который скользит по горизонтальным направляющим.
Намоточный трубогиб содержит:
- Профилированный сектор, угол которого определяет максимально допустимый угол изгиба.
- Короткую вертикальную ось, имеющую возможность свободно вращаться в шарикоподшипниковом узле.
- Два смежно расположенных ролика, образующие подвижный упор.
- Односторонние направляющие.
- Ограничитель хода упора, который исключает его самопроизвольное смещение во время работы.
- Предохранительную вилку, которая охватывает профилированный сектор, повышая точность позиционирования заготовки.

Конструктивно устройство более сложно, однако позволяет производить деформирование в условиях ограниченного пространства, а изменение угла не сменой роликов, а простой регулировкой исходного положения прижимного устройства. Такой трубогиб возможен с гидравлическим или электрическим вариантом привода.
Делаем арбалетный трубогиб
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.

Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Гидравлический трубогиб
Гидропривод, обеспечивающий необходимое усилие, можно собрать и другим способом. Обычный автомобильный домкрат устанавливается на раму из швеллеров и снабжается двумя симметрично расположенными упорами (их можно предусмотреть регулируемыми).
К винту домкрата прикрепляют сменную насадку, профиль которой соответствует диаметру дуги внешнего сечения трубы. Расстояние между рёбрами рамы зависит от угла изгиба. Для реализации процесса домкрат помещают сверху деформируемой заготовки, предварительно фиксируя её по упорам.
Самодельный гидравлический трубогиб готов к использованию. Особо крупные трубы для безопасности дополнительно закрепляют при помощи болтов. Далее вращают винт, и производят деформирование до нужного значения.

Гидравлический трубогиб своими руками
Домкратный гидравлический трубогиб – удачное решение, позволяющее использовать имеющийся в арсенале домашнего мастера автомобильный домкрат. Недостатки – малая производительность и ограничения по длине заготовки (для длинных труб габариты рамы существенно возрастут).
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.

Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Роликовый трубогиб на автомобильных ступицах

Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы. Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
- Три автомобильных ступицы: две – подвижных, расположенных консольно, и одна – неподвижная, которая размещается продольно к оси устройства.
- Две коротких оси, которые собираются на жёстком сварном кронштейне.
- Поворотный механизм кулачкового или эксцентрикового типов, при помощи которого можно изменять расстояние между ступицами.
- Осевая продольная направляющая, в качестве которой можно взять по размерам холоднокатаный швеллер.
- Плоские ограничители хода.
- Внутренний направляющий швеллер с отверстиями под болтовое крепление ограничителей.
- Поворотная ручка.
Такая конструкция оправдает себя при изготовлении пространственных трубчатых элементов сложной формы. Наличие двух ступиц, диски которых разнесены по противоположным частям основания, позволяет прикладывать усилие локально, только к той части трубы, которая в данный момент изгибается. Это искупает такие недостатки конструкции, как сложность монтажа и наладки, а также увеличенные габаритные размеры.
Особенности трубогиба для профиля
Как сделать профильный трубогиб своими руками? Искажение профиля таких труб в процессе обычного деформирования сказывается не только на внешнем их виде, но и обуславливает сложности при последующей сварке конструкций. Вариант с разрезанием профиля в местах изгиба с последующим свариванием надреза нами не рассматривается, ввиду существенного ослабления прочности сечения.
Простейший профильный трубогиб состоит из следующих элементов:
- Рамы в виде прямоугольного швеллера, сечение которого позволяет легко разместить там трубу по оси.
- Пары плоских подающих роликов, которые устанавливаются на торцах рамы.
- Винтового подающего механизма, включающего в себя силовой винт с рукояткой, гибочный пуансон и две опоры, устанавливаемые в центре рамы.
- Подающей рукоятки, которая связана с роликами.
Крепление всех частей производится болтами, саму раму в сборе закрепляют на верстаке. Труба укладывается сверху на ролики, и вращением рукоятки подачи устанавливается напротив оси симметрии пуансона. Далее вращают винт, и выполняют изгиб, визуально контролируя требуемый угол.
Для исключения деформации сечения применяйте один из приёмов, которые описываются в следующем абзаце.Технология работы на самодельных трубогибах
Основные неудачи применения трубогибов, изготовленных своими руками, заключаются в существенной деформации поперечного сечения трубы, которое наблюдается при любой схеме деформирования. Потерю устойчивости сечения можно минимизировать или исключить созданием противодавления изнутри трубы.
Для этого существует несколько способов:
- Трубу, заполняют мелкозернистым песком, а в отверстия вставляют герметичные заглушки. Поскольку песок не сжимается, то внутреннее давление уравновесит внешнее, и деформации сечения не произойдёт;
- Применение для аналогичных целей обычной воды, которую перед работой следует полностью заморозить. Способ неудобен, однако вполне приемлем в холодную пору года;
- Использование в качестве источника противодавления пружины растяжения с подходящим диаметром. Пружину вкладывают внутрь трубы, затем заготовку деформируют;
- Заполнение трубы металлическими шайбами диаметром на 1…2 мм меньшим, чем внутренний диаметр. Детали нанизываются на стальной тросик, который пропускается сквозь трубу и закрепляется где-нибудь вне трубогиба. При изгибе шайбы получают возможность свободного перемещения вдоль оси трубы. Обладая высокой жёсткостью, они препятствуют деформации стенок.
При сгибании на малые углы (до 12…150) необходимости в описанных приёмах нет.
Заключение
В данной статье систематизированы и рассмотрены наиболее распространённые конструкции трубогибов, преимущественно – с ручным приводом. Все они могут быть изготовлены с применением недефицитных материалов, узлов и инструментов, имеющихся в распоряжении домашних мастеров. Не претендуя на полное освещение вопроса, ждём от пользователей новых эффективных конструкций данных приспособлений.
Выбрать станок для гибки профильной трубы или сделать своими руками?
Профильные трубы прочно вошли в жизнь человека, благодаря присущим им свойствам: повышенной прочности, наличию рёбер жёсткости и удобной геометрии. В связи с широким применением продукции, часто возникает необходимость согнуть такие трубы в одном или нескольких местах и под разными углами, для чего применяется оборудование для гибки профильной трубы. О разновидностях трубогибов, работе с ними и самостоятельном изготовлении устройства расскажет эта статья.

Виды трубогибов
Как было упомянуто выше, часто — и в домашнем хозяйстве, и в промышленных масштабах — возникает необходимость изменить круглую или профильную трубу, согнув её под требуемым углом в одном или нескольких местах или придав ей плавный радиус изгиба. Требуется это и по технологическим условиям эксплуатации труб, и по эстетическим (к примеру, при создании узорчатых конструкций и элементов — для козырьков, навесов и т.д.).
В большинстве случаев согнуть трубу вручную или физически невозможно, или возможно с существенными нарушениями геометрии профиля, что осложняет дальнейшее использование изделия.
Поэтому используют профессиональные или сделанные своими руками станки для гнутья профильной трубы — трубогибы.

По принципу взаимодействия с соответствующими изделиями трубогибы подразделяют на:
- Гидравлические рычажные устройства, сгибающие продукцию под заданным углом. В этом случае всё усилие концентрируется посредством рычага в одной точке — месте сгиба.
- Роликовые приспособления (профилегибы), обеспечивающие возможность придать профильной трубе плавные радиусы изгиба. При применении этого инструмента происходит развальцовка (раскатка) изделия посредством роликов.
Следует дополнительно отметить, что, не важно, купленные или изготовленные своими руками, станки для проката профильных труб могут работать только с пластичным неломким материалом, то есть с металлами и сплавами (прочитайте: "Как выполняется прокатка профильной трубы – оборудование, технология"). Для сгибания изделий из жёсткой пластмассы, асбестоцемента и т.д. они не пригодны. А мягкий пластик гнётся вручную и без усилий.

По назначению трубогибы бывают:
- для профильных изделий — труб с геометрией сечения, отличной от круглой (овальной, прямоугольной, квадратной);
- для медных труб и изделий из других металлов и сплавов (прочитайте также: "Разновидности трубогибов для медной трубы – обзор инструментов и оборудования");
- для труб из металлопластика и т.д.
Работа с устройством
Использование качественного инструмента обеспечивает сгибание трубы с соблюдением требований к качеству получаемой продукции.
Правильное использование станка для гибки профильной трубы обеспечивает равномерный изгиб изделия, исключает возникновение в процессе обработки трубы заломов и сплющиваний.

Придание трубам изогнутой формы, в свою очередь, обеспечивает наиболее удачное расположение трубопроводов и прочих конструкций, без использования лишнего места. Кроме того, в некоторых случаях, правильно согнув некоторые элементы, можно избежать использования сварки и различной трубной арматуры (муфт, фланцев, уголков, тройников и т.д.).
Выбор оборудования
Сейчас на рынке представлено достаточное количество трубогибов различных фирм-производителей, предназначений и ценовой категории, что позволяет каждому мастеру подобрать себе необходимый инструмент, руководствуясь предполагаемой областью использования и наличием денежных средств.

В зависимости от планируемого предназначения устройства, следует приобретать:
- ручные трубогибы для металла и металлопластика — они подходят для сгибания труб из разных марок стали, чугуна и, разумеется, композитных изделий;
- профилегибы — как следует из названия, используются для придания необходимых форм профильным трубам, которые обычно изготавливают из стали;
- ручные трубогибы для труб из меди — обладают наименьшей мощностью сгибания, поскольку медь наиболее пластична.
Если перечислять самые популярные на территории России устройства для сгибания труб, следует отметить такие популярные марки профилегибочных ручных станков, как ПГ-1, ПГ-2 и ПГ-4. Все они отечественного производства и, по заявлениям использовавших их людей, не уступают импортным аналогам.
Изготовление устройства для сгибания труб своими руками
Кроме приобретения изделия, есть и другие варианты: одолжить профессиональный трубогиб у знакомых или взять напрокат. Помимо этого, руководствуясь соответствующими чертежами для станка по гнутию профильной трубы, можно попытаться собрать инструмент самостоятельно.

Среди преимуществ собранного своими руками станка для загиба профильной трубы можно отметить:

Для сборки станка понадобятся следующие детали и элементы:
- уголки и швеллеры для создания станины, на которой будет зафиксирован основной механизм;
- подпорки для станка — возможны любые варианты: ножки из круглых и профильных труб, уголков и т.п.;
- сгибающие ролики (валы), которые может изготовить на заказ токарь;
- передаточные цепи и шестерни для создания на роликах вращающего момента (можно, к примеру, использовать составные части старого автомобиля отечественного производства - «шестёрки» или другого);
- устройство для натягивания цепи (тоже можно снять с машины);
- направляющие для роликов — для того, чтобы их получить, сваривают пару уголков;
- движущая составляющая для направляющих ролика — может быть сделана из профильной трубы с параметрами 40 на 20 мм;
- регулирующий винт;
- рычаг для приведения устройства в действие — его можно изготовить из любой металлической детали;
- болты для фиксации изгибающих роликов — под них необходимо сделать в швеллерах прорези, позволяющие путём изменения роликов регулировать параметр изгиба трубы.
Таким образом, имея все необходимые предметы и желание поработать руками, можно собрать собственный трубогиб без особых проблем.
Читайте также: