
Чем заклеить трубу из нержавейки
Обновлено: 07.07.2024
Если течет труба. Устраняем протечку своими руками — как и с каким герметиком
В любой российской квартире, независимо от планировки и стоимости, проходит сеть трубопроводов различного назначения. Это своего рода «кровеносная система» дома, которая обеспечивает нас теплом и водой.
Когда она работает исправно, о ней не вспоминают. А вот протечка трубы становится проблемой той или иной степени серьезности — от необходимости подставлять таз под батарею до разбирательств с управляющей компанией .
В этом обзоре мы расскажем, как устранить течь в трубе с помощью анаэробных гелей и других материалов, которые без проблем найдет домашний мастер.
Важно! Если в трубе под давлением образовалась по-настоящему серьезная течь, если вода хлещет потоком, необходимо перекрыть вентиль и вызвать ремонтную службу.
Устраняем течь соединений труб
Соединение труб в бытовых системах отопления проводится двумя основными способами — с помощью резьбы или сварки.
Резьбовые соединения.
Протечка на резьбе, соединяющей трубы, чаще всего вызвана неправильным монтажом или износом уплотнительного материала.
Если водопровод в квартире «с пробегом», то резьбовое соединение выполнялось либо вовсе без уплотнения, либо с уплотнением старым материалом — льном.
Он имеет свойство усыхать, что приводит к нарушению геометрии резьбы, перераспределению нагрузки на узлы, микротрещинам и, в конечном итоге, к протечке.
Эта проблема решается достаточно просто — при помощи современных гелей-герметиков .
Алгоритм действий:
— Перекрываем вентиль подачи воды, ведущий к протекающему соединению. Скорее всего, резьбу придется разбирать или хотя бы откручивать.
— Сливаем воду в таз или ведро.
— Разбираем соединение. Здесь станет понятно, как его монтировали и в чем проблема.
— Если на резьбе есть старый уплотнитель — удаляем.
— Само соединение отчищаем от загрязнений, обезжириваем.
— Наносим анаэробный гель-герметик . Преимущество этого материала и в экономичности тоже. Для устранения одной протечки с головой хватит тюбика в 15 г. Еще останется на пару десятков будущих ремонтов.
— Закручиваем соединение. Гель полимеризуется (схватывается) в течение – 5-15 минут. После этого можно пробовать подавать воду на малом напоре. Если все сделано грамотно — давайте рабочее давление.
Часто этот уплотнительный материал называют анаэробным клеем, но здесь есть существенный нюанс. Клей как таковой схватывает раз и навсегда, разобрать это соединение проблематично. А вот анаэробный герметик демонтируется без всяких проблем.
Выбрать гель для резьбы достаточно просто:
— СантехМастер Гель Синий используется на соединениях труб диаметром до 2 дюймов. Рекомендуем для металлической резьбы в стандартных сантехнических коммуникациях.
— СантехМастер Гель Зеленый применяют в труднодоступных местах, там, где не развернуться. У этого герметика высокая скорость полимеризации, достаточно нанести его и зафиксировать соединение — все готово через несколько минут. Оптимальный диаметр труб — до 1,5 дюймов.
— Сантехмастер Гель Красный используется для чугуна и стали. Он отличается повышенной прочностью, поэтому подходит даже для изношенных соединений. Диаметр труб — от 0,5 дюйма.
Герметики безопасны даже для водопроводов с питьевой водой, выдерживают широчайший диапазон температур (-60 до +150°C). На сегодняшний день не придумали лучшего уплотнения.
Сварочные соединения
Поскольку сварочный аппарат вряд ли есть в каждом хозяйстве, сварку, как способ борьбы с протечками, мы не рассматриваем. А вот, что нам поможет:
— Эпоксидный клей. Сначала зачищаем поверхность трубы от ржавчины и краски (разумеется, речь о металлической трубе). Подойдет наждачка или металлическая щетка.
Помимо клея, нам понадобятся резиновые перчатки и медицинский марлевый бинт (или кусок плотной ткани). На стандартную трубу до 3 см примерно 30 см полотна. Рекомендуем брать марлю, поскольку она лучше впитает клеящий состав.
Смотрим в инструкцию эпоксидного клея, согласно ей добавляем отвердитель. Марлю пропитываем клеем, а затем наносим ее на протекающий шов — туго оборачиваем.
Когда клей застыл, трубопровод тестируется пробным напором воды. Пусть выглядит эта «заплата» не слишком эстетично, но свое дело сделает. А более серьезный ремонт можно провести планово, например, летом.
Эпоксидный клей подходит для швов и на металлических, и на полипропиленовых трубах.
— Цементно-гипсовая повязка . Рецепт следующий — цемент смешивается со строительным гипсом (алебастром) в пропорции 2 к 1. Затем добавляется вода, масса размешивается до густого состояния.
Нам потребуется все тот же марлевый бинт, 1 см диаметра к 10 см полотна.
Погружаем ткань в раствор, ждем, пока как следует пропитается. Затем «бинтуем» место повреждения, а сверху замазываем оставшейся цементно-гипсовой смесью.
Способ идентичен ремонту с помощью эпоксидной смолы, разница только в клеящем материале.
Устраняем течь трубы
От соединений перейдем непосредственно к трубам.
— Хомут . Популярный, надежный и относительно эстетичный способ. Подходит для небольших отверстий, но мы и не разбираем серьезные аварии.
Хомут выбирается одинакового диаметра с трубой. Важный элемент — уплотнитель из прорезиненного материала. Ширина прокладки должна быть на 4-5 мм больше ширины хомута. А вот длина наоборот, примерно на 10 мм меньше.
Холодная сварка для нержавейки

17939 + Оглавление
Холодная сварка активно используется для скрепления многих видов металла, а также для неметаллических изделий тоже. Это универсальный клей, что может создать достаточно надежное соединение, которое бы позволило деталям эксплуатироваться с той же интенсивностью, которой они подвергались и до этого. Если сравнивать с настающей сваркой, то неразъемное соединение, которое дает холодная сварка для нержавейки, обладает менее внушительными характеристиками, но если сравнивать с другими клеями, то она во много раз превосходят их.
Свою популярность вещество завоевало благодаря тому, что для его применения нужно минимум инструментов. Даже при ремонте каких-либо деталей в машинах их не требуется снимать, что существенно экономит время. Время высыхания также составляет всего несколько часов, а подготовка состава около 5 минут. Благодаря пластичности клея из него можно делать латки любой формы, а также замещать утраченные детали и восстанавливать материал. Благодаря наличию металлического наполнителя шов получается с такими же свойствами, как и сами детали. Поэтому и существуют такие отдельные виды, как холодная сварка для нержавейки и оцинковки, а также для алюминия, стали, чугуна и прочих металлов.

Холодная сварка для нержавейки
Выбор холодной сварки ![]()

При выборе у многих людей возникает вопрос, приводит ли ток холодная сварка. Если вы подбираете вещество для работы с нержавеющей сталью, то стоит выбирать такие марки, которые бы содержали соответствующий наполнитель. Благодаря наличию наполнителя вещество проводит электрический ток. В остальных же случаях, когда холодная сварка не содержит в себе наполнитель, то ток она не проводит.
Стоит обращать внимание на температурный предел, в котором может работать состав. Металлические детали, что требуют ремонта, нередко работают при повышенных температура и этот параметр может оказаться достаточно важным. Для многих случаев важным оказывается скорость высыхания, так как в случае экстренного ремонта может не быть времени ждать несколько часов. При частых ремонтах лучше всего брать упаковки большой вместительности, так как они получаются более выгодными в экономичном плане.
Марки и их технические характеристики ![]()
Weicon – поставляется в упаковках по 57 и 117 грамм. Рабочий диапазон температур составляет от -40 градусов Целься до +280. Кратковременно может выдерживать и температуру в 300 градусов. Температура обработки лежит в пределах от +10 до +30.
Контакт – состоит из двух компонентов в виде брусков пластилина, куда входит смола и отвердитель. Шов склейки может выдерживать температуру от -40 до +150 градусов Цельсия. После склейки шов может подвергаться механической обработке.
Алмаз – поставляется в упаковке весом 58 грамм. 90% состава засыхает в течение 15 минут после использования. Для полного застывания может потребоваться около 3 часов, в зависимости от окружающей температуры. Температура хранения упаковки от +5 до +30 градусов Цельсия
ASBRO – поставляется в упаковке 57 грамм. Засыхает несколько дольше, так как первичное схватывание происходит в течение 1 часа, а окончательное, примерное, за сутки. Смесь нужно готовить при температуре от +10 до +25 градусов Цельсия.
Инструкция по применению ![]()
Холодная сварка для нержавеющей стали достаточно проста в подготовке и использовании, если правильно придерживаться заявленных правил. Следует выполнить следующую последовательность действий:
- Очистить поверхность металла от грязи, ржавчины, накопленных слоев жира и прочих загрязнений, чтобы был контакт непосредственно с металлической поверхностью.
- Затем следует заняться подготовкой самой смеси. Для этого нужно смешать оба компонента до получения однородной массы. Субстанция должна иметь пластичное состояние, перед тем как ее наносить на место заделки.
«Обратит внимание! Все процедуры нужно проводить в защитных перчатках, так как нельзя допускать непосредственного контакта кожи с холодной сваркой до ее застывания.»
Сварка нержавейки в домашних условиях: варианты, советы, видео
Выполняя такую технологическую операцию, как сварка нержавейки, важно учитывать как физические свойства материала, так и его химический состав. Только в таком случае можно рассчитывать на то, что соединение будет выполнено качественно и надежно.

Аргонная сварка нержавеющей стали
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства. В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Сварка нержавейки должна выполняться с учетом следующих специфических характеристик этого материала.Достаточно высокий коэффициент линейного расширения
По этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.
Теплопроводность нержавеющей стали в 1,5–2 раза ниже, чем у низкоуглеродистых сплавов. Такая особенность материала приводит к тому, что соединяемые детали в зоне сварки проплавляются даже при меньших (на 15–20%), чем при сваривании изделий из низкоуглеродистой стали, силах тока.
При сильном нагреве (более 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Происходит это потому, что по краям зерен структуры металла начинают формироваться прослойки, состоящие из карбида хрома и железа. Избежать этого явления можно не только тщательным подбором режима сварки, но и путем принудительного охлаждения свариваемых деталей из нержавейки, для чего можно использовать обычную воду. Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления сварка деталей из нержавейки сопровождается сильным нагревом электродов, стержни которых имеют хромоникелевый состав. Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.

Сварочные электроды Sabaros ME 101 3,2мм для сварки нержавеющих сталей
Наиболее распространенные способы сварки нержавеющей стали
Сварка изделий из нержавеющих сталей, характеризующихся повышенным содержанием хрома, может выполняться с использованием нескольких технологий. Сюда, в частности, относятся следующие виды сварки:
- аргонодуговую (с использованием вольфрамового электрода и режимов AC/DC TIG);
- выполняемую в режиме MMA покрытыми электродами;
- полуавтоматическая электродуговая сварка в среде аргона, проводимая в режиме MIG и с использованием проволоки из нержавеющей стали;
- так называемая холодная сварка для нержавеющей стали, выполняемая под большим давлением (название данной технологии обусловлено тем, что она не предусматривает плавления металла в процессе его соединения);
- шовную технологию и контактную точечную сварку.
Технология сварки деталей из нержавеющей стали предусматривает тщательное обезжиривание их поверхностей при помощи ацетона или авиационного бензина. Делается это для того, чтобы уменьшить пористость выполняемого шва, сделать сварочную дугу более устойчивой, тщательно зачистить кромки соединяемых деталей. Только после тщательной зачистки можно приступать к выполнению операции выбранным способом. Есть несколько основных способов сваривания деталей из нержавеющих сталей, а также технологии, которые применяются достаточно редко. В любом случае принимать решение о том, как варить нержавейку, следует исходя из конкретных условий и требований, предъявляемых к формируемому соединению.
Сварка покрытыми электродами (ММА)
Сварка деталей из нержавейки по технологии ММА, предусматривающая использование покрытых электродов, является самой распространенной технологией. Этот способ достаточно прост, его можно применять и дома, но он не позволяет получать шов самого высокого качества.
Что удобно, такую сварку нержавейки можно выполнять даже в домашних условиях, но для этого вам понадобится специальный сварочный аппарат, который называется инвертор. Чтобы сварка нержавейки инвертором позволила получить соединение, обладающее высокой надежностью, необходимо правильно подобрать электрод для определенной марки нержавейки. Все электроды, с помощью которых проводится сварка изделий из нержавеющих сталей, делятся на два основных типа:
- с рутиловым покрытием на основе двуокиси титана (сварка такими электродами, обеспечивающими небольшое разбрызгивание металла и стабильную дугу, выполняется на постоянном токе и обратной полярности);
- с покрытием на основе карбоната магния и кальция (такими электродами нержавейка сваривается на постоянном токе обратной полярности).
Чтобы понять, какими электродами варить нержавейку, достаточно заглянуть в ГОСТ 10052-75, в котором представлены все типы таких расходных материалов, а также оговаривается, какой из них следует использовать для работы с металлом конкретного химического состава. Для того чтобы выбрать электроды по нержавейке, соответствующие требованиям данного ГОСТа, достаточно знать марку металла, детали из которого необходимо соединить.
Со всеми требованиями к электродам для сварки нержавейки можно ознакомиться, бесплатно скачав ГОСТ 10052-75 в формате pdf по ссылке ниже.
Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
Для выполнения ручной сварки нержавейки в среде аргона применяются электроды из вольфрама. Эта технология даже в условиях дома позволяет получать качественные и надежные соединения изделий, отличающихся небольшой толщиной. Сварку такими электродами по нержавейке используют преимущественно для монтажа коммуникаций из труб, по которым под давлением будут транспортироваться газы или различные жидкости.

Аустенитную нержавеющую сталь следует сваривать особенно тщательно и с осторожностью
У данной технологии есть определенные особенности.
- Для того чтобы вольфрам, из которого изготовлены электроды по нержавейке, не попал в расплавленный металл в зоне сварки, дугу поджигают бесконтактным способом. Если выполнить это непосредственно на детали не представляется возможным, то дугу зажигают на специальной угольной плите и аккуратно перемещают ее на соединяемые заготовки.
- Сварку нержавеющей стали данным способом можно выполнять как на постоянном, так и на переменном токе.
- Режимы подбираются в зависимости от толщины соединяемых деталей. К таким режимам, в частности, относятся параметры сечения вольфрамового электрода, диаметр проволоки, используемой в качестве присадки, параметры тока (сила и полярность), расход защитного газа, скорость выполнения сварки.
- Очень важно, чтобы уровень легирования присадочной проволоки был выше, чем у соединяемых деталей.
- В процессе выполнения сварки электроды по нержавейке не должны совершать колебательных движений. Если пренебречь этим требованием, это может привести к нарушению сварочной зоны и окислению металла в ее области.
При использовании данной технологии можно сократить расход вольфрамового электрода. Для этого нужно некоторое время (10–15 секунд) не отключать подачу аргона после окончания сварочного процесса. Подобная процедура способствует защите раскаленного вольфрамового электрода от активного окисления.
У полуавтоматической сварки нержавейки в среде аргона, по сути, мало отличий от обычного ручного способа. Основное ее отличие заключается в том, что подача проволоки в зону сварки осуществляется при помощи специального оборудования. Благодаря механизации процесс протекает значительно точнее и с большей скоростью.
Благодаря использованию полуавтоматического оборудования могут быть реализованы следующие техники сварки деталей из нержавеющей стали:
- метод струйного переноса, который позволяет эффективно сваривать детали большой толщины;
- сварка короткой дугой – для выполнения соединения деталей небольшой толщины;
- импульсная сварка – универсальная технология, которая позволяет получать качественные и надежные соединения и является самым выгодным вариантом в финансовом плане.

Аргонодуговая сварка нержавеющей стали
Другие технологии сварки нержавеющей стали
Существует еще несколько способов сварки нержавейки, которые лучше демонстрируют себя в определенных ситуациях, то есть не отличаются универсальностью. Сюда относятся следующие способы, предполагающие использование специального оборудования.
Сварка нержавеющей стали с использованием лазерного луча
Такой способ сварки, который даже на видео выглядит очень впечатляюще, обладает целым рядом весомых преимуществ: металл в зоне сварки не теряет свою прочность из-за чрезмерного температурного воздействия, быстро остывает, на нем не появляются трещины, а в его структуре формируются зерна минимального размера. Оборудование для лазерной сварки и сама технология находят широкое применение в различных отраслях промышленности (автомобиле- и тракторостроение, монтаж коммуникаций из труб и др.).
Холодная сварка под большим давлением
Данная технология не предусматривает плавления материала в зоне сварки, а металлические детали соединяются на уровне их кристаллических решеток. В зависимости от получаемого соединения и конфигурации деталей давление может оказываться на одну или сразу на обе металлические заготовки. Очень интересно посмотреть на видео такого процесса: две детали, находясь в холодном состоянии, как будто вдавливаются друг в друга.
Контактная сварка изделий из нержавейки
Такая сварка может выполняться по точечной или роликовой технологии. В результате могут быть соединены тонкие листы нержавейки с толщиной не более 2 мм. При этом используется то же самое оборудование, что и для других металлов.
Как и чем паять нержавейку в домашних условиях: советы, видео, фото
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.

Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.

Для отжига используйте газовую горелку
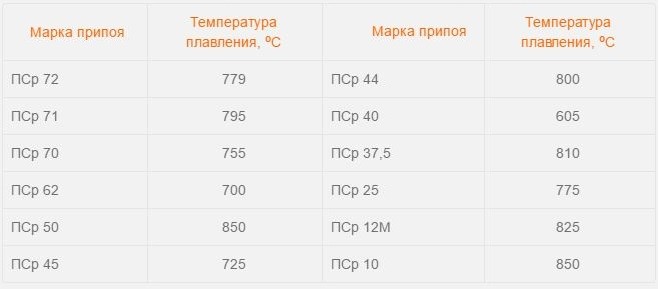
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.

Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.

Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.

Материалы и инструменты для пайки
Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.

Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.
Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.

Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Полезные советы
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.

При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Пайка нержавейки оловом
46466 + Оглавление
Пайка нержавейки оловом для многих является достаточно сложным процессом, так как тут играет свою роль особенность поведения данного металла. Такой припой является одним из лучших вариантов, который может использоваться для нержавеющей стали. Это стандартный метод, который знаком многим, кто занимается пайкой, но в случае с нержавейкой не всегда можно гарантировать качественный и надежный результат. Данный процесс используется, как правило, для небольших соединений, когда требуется прикрепить мелкие детали. Также это необходимо при заделке мелких трещин и прочих подобных дефектов. Требования к соединению не столь высоки, как к сварке, тем не менее, необходимо сделать все максимально качественно. Припой для таких процедур поставляется в прутках, которые похожи на сварочную проволоку.

Пайка нержавейки оловом
В промышленности данный метод не так часто используется, как пайка нержавейки оловом в домашних условиях. Вне зависимости от того, происходит пайка при помощи паяльника, или с помощью газовой горелки, материал быстро растекается и все действия должны быть аккуратными. Чтобы уменьшить негативное влияние, следует правильно подбирать режимы работы, а также расходные материалы. В технических условиях все это осуществляется по ГОСТ 860-75.
Преимущества пайки нержавейки оловом ![]()
- Пайка нержавейки оловом помогает относительно легко и быстро заделать мелкие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает не много времени и не требует длительной подготовки;
- Расходные материалы имеют относительно небольшую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс менее сложным, чем с другими припоями;
- Для многих вариантов конечный результат обладает достаточно хорошим качеством.
Недостатки пайки нержавейки оловом ![]()
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом ![]()
Температура пламени горелки, градусов целься
Подготовка оборудования и необходимых материалов ![]()
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов ![]()
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом ![]()
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.

Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
«Важно!
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.
Чем заклеить трубу из нержавейки
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Необходимо обновить браузер или попробовать использовать другой.
Применяется для приклеивания декоративных элементов из керамики, камня или других минеральных материалов к нагревающимся поверхностям. Рекомендована для кладки, облицовки, шпатлевки, затирки и ремонта печей, котлов, каминов и заделки трещин на дымоходах. Мастика устойчива к воздействию воды и температуры до +1300°C. Отличная адгезия, высокая эластичность, удобство применения, низкий расход.
Как паять нержавеющую сталь в домашних условиях
Паять нержавеющую сталь не просто. Но в то же время, зная особенности сплавов, порядок процесса и умея правильно подобрать инструменты и расходные материалы, можно избежать многих ошибок в процессе соединения деталей.
Нержавеющая сталь — это целая группа сплавов, основными составляющими которых являются железо и углерод. Для придания дополнительных антикоррозийных качеств, в сплав вводятся различные легирующие металлы.
Это могут быть хром, никель, молибден, титан, фосфор, сера и ниобий. В зависимости от добавок меняются свойства антикоррозийного сплава.
Выбираем припой для пайки нержавеющей стали
Для правильного выбора припоя необходимо знать из чего состоит сплав и условия пайки нержавейки. Когда не требуется особой прочности соединения, подходят мягкие оловянные припои . Лучшим из твёрдых вариантов специалисты считают припои на основе серебра. Следует отметить, что чистое серебро в пайке не используется, его припойные составы всегда содержат небольшое количество добавок: меди, никеля, марганца, цинка или кадмия.
Кроме этого, существуют медные и никелевые припои, но они чаще всего используются в специальных условиях или промышленном производстве.
Выбираем флюс
Процесс пайки нержавейки, как и любых других металлов, требует применения флюсов . Оптимальным вариантом считается бура, которую наносят на место пайки, нагревают до 850°C и добавляют припой. После того, как работы закончены, остатки флюсовой массы после окончания процесса удаляют водой или обдувают место пайки песком.
Правила пайки нержавейки в домашних условиях
Для пайки нержавейки в домашних условиях применяют паяльную или ортофосфорную кислоту и припои на основе олова. Мощность паяльника не должна быть менее 100Вт.
Выполняют работу в несколько последовательных этапов:
- Очищают кромки заготовок с помощью наждачки или мелконасечного напильника.
- Проводят обслуживание кромок: обрабатывают флюсом соединяемые поверхности и паяльником наносят разогретый припой. Если олово не прилипает, процедуру следует повторить.
- Переходят непосредственно к пайке.
После окончания процесса флюс смывается водой.
Пайка нержавейки с другими металлами
Спаивание нержавеющей стали с другими металлами — процедура сложная, что обусловлено различными температурными режимами плавления. Чаще всего требуется соединить конструкции из нержавейки и медные или латунные заготовки.
Порядок пайки практически не отличается от традиционного, но использовать в таком случае лучше горелку, так как слабомощный паяльник не справится с твёрдыми медно-фосфорными или серебряными припоями.
Припои для посуды из нержавейки
Так называемые «пищевые» припои не должны содержать таких токсичных металлов, как сурьма, кадмий, свинец. Обычно применяется олово с добавлением цинка, висмута или 10% меди. Технология такой пайки имеет единственную особенность: выполнять операцию следует как можно быстрее, поскольку используемая в качестве флюса ортофосфорная кислота через 10-15 секунд образует на поверхности соединяемых элементов фосфатную плёнку.
Рекомендации специалистов
Профессионалы утверждают, что паять изделия из нержавеющей стали несложно.
Главное — подобрать паяльник с необгораемым жалом и следовать нескольким несложным правилам:
- Мощность инструмента должна быть от 60 до100 Вт. Более низкий или высокий температурный режим может навредить надёжности шва.
- Лучше использовать оловянные или свинцово-оловянные прутки. Пищевую сталь паяют только оловом.
- Нельзя использовать канифоль , поэтому в качестве флюса обычно берут ортофосфорную кислоту.
- Жало паяльника следует постоянно очищать, а, при необходимости, затачивать.
Кроме всего, нельзя забывать о технике безопасности, средствах индивидуальной защиты и режиме проветривания.
Читайте также: