
Чем снять фаску с медной трубы
Обновлено: 07.07.2024
Как снять фаску с фитинга?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
как снять фаску в трубе?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Небольшой ликбез по пайке медных труб. Часть 2.
В первой части я рассказывал о необходимых вещах для того, чтобы приступать к пайке меди. Она пока находится на моем блоге, контакты которого присутствуют в моем профиле, и вы ее можете там найти, но я ее в некоторых местах дополню и скоро перенесу сюда. Мне тут больше нравится.
Сам процесс подготовки и пайки:
1. Берем трубу, намечаем точку реза;
2. Накладываем труборез на трубу в месте точки реза таким образом, чтобы лезвие ножа проходило через намеченную точку. Обратите еще раз внимание на конструкцию трубореза: она состоит из двух роликов, на которые укладывается труба, и из круглого твердосплавного ножа, который собственно и осуществляет рез;

3. Для того, чтобы резать, необходимо вращать труборез вокруг оси трубы и время от времени немного подкручивать ручку трубореза. Я руководствуюсь в своей работе следующим правилом: семь оборотов трубореза вокруг трубы, дальше подкрутка по оси приблизительно на 45 градусов (т.е. где-то на 1/4 оборота), потом опять семь оборотов вокруг трубы и т.д. до тех пор, пока труба не будет отрезана. Наверное это для кого-то покажется долго, но на мой взгляд труба таким образом меньше изменяет свою геометрию, т.к. если подкручивать слишком сильно, то сечение трубы может поменяться из круглого на овальное, что нам совершенно не нужно (за всю мою практику я с таким не сталкивался, даже когда весьма жестко экспериментировал, но в теории или при работе с мягкой медной трубой такое весьма возможно).
Есть еще одна небольшая тонкость при работе с диаметром медной трубы выше 20 мм: при отрезании необходимо, чтобы лезвие трубореза двигалось назад, иначе есть вероятность того, что лезвие уйдет чуть в сторону и вы начнете вместо отрезания нарезку спирали. Такое в принципе достаточно редко можно поймать на 22 медной трубе, а вот на 28 это правило нужно соблюдать неукоснительно, т.к. там попортить участок реза спиралькой можно весьма легко;
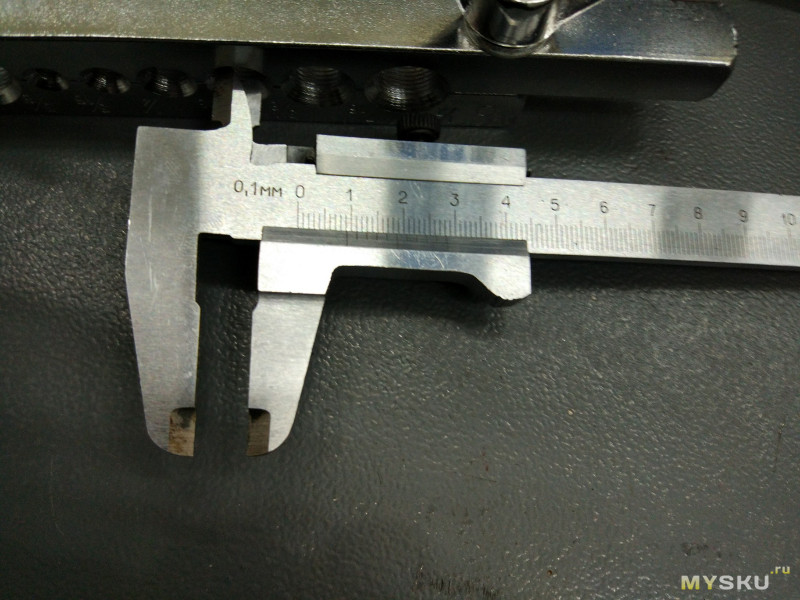
4. Отрезали трубу — снимаем грат. В любой последовательности: хотите сначала снимайте с внутренней поверхности, а потом с наружной, хотите наоборот. Труба после снятия грата имеет фаску как с внутренней, так и с наружной стороны, так что снятие грата, по сути своей, процесс формирования фаски;
Неснятый грат (вид изнути)
Неснятый грат (вид снаружи)
Снятый грат (вид изнутри)
Снятый грат (вид снаружи)
5. Зачищаем трубу и фитинг зачисткой/ершиком до блеска. Особенно это хорошо видно на трубе;

Четко виден зачищенный участок
6. Наносим пасту/флюс для пайки. Я наношу исключительно на внешнюю поверхность трубы таким образом, чтобы он равномерно покрыл всю поверхность. Кто-то наносит еще на внутреннюю поверхность фитинга — на мой взгляд это лишнее, т.к. даже при нанесении только на внешнюю поверхность трубы, уже выдавливаются из зазора, а также опыт разъема соединений после нанесения флюса показывает, что его там вполне хватает на две детали. Однако в местах очень ответственной пайки по месту, где нет возможности вращения деталей друг относительно друга, я наношу пасту как на внешнюю поверхность трубы/фитинга, так и на внутреннюю.
Резюмирую: если хотите наносить флюс/пасту и туда, и туда, пожалуйста, наносите, хуже не будет;

Нанесенный флюс
7. Соединяем детали между собой и, тут небольшая фишка: для того, чтобы распределить флюс/пасту равномерно в месте пайки, прокручиваем соединяемые детали друг относительно друга;
8. Убираем тряпочкой выступившие излишки пасты (смотрим на фото как они выглядят), т.к. не нужно протравливать трубу в месте, кроме места соединения. На этом пункте соединение готово к тому, чтобы его начать паять;

Излишки пасты после вставки фитинга
9. Берем припой и подгибаем его приблизительно по диаметру трубы. Характерная особенность пайки состоит в том, что пока соединение нагрето и припой расплавлен, существует капиллярный эффект, и поэтому зазор будет втягивать в себя припой. Поэтому если не уследить за тем, сколько вы подаете припоя в зазор, то вполне можно будет увидеть потом с внутренней стороны фитинга вполне-таки приличные наплывы припоя. Исходя из практики (не только моей) зазору хватает ровно того количество припоя, которое равно диаметру трубы, которую паяют. Т.е. прикладываете пруток к трубе, и подгибаете его по диаметру, чтобы в процессе пайки по гибу ориентироваться сколько еще нужно будет подать припоя.
Замечу, что у меня диаметр проволоки припоя — 2 мм, а есть еще 3 (возможно есть и большие диаметры). Если у вас будет припой с диаметром 3 мм, то его понадобится меньше, и там нужно будет это учитывать при гибе прутка;

Отмеряем припой (приблизительно)
10. Поджигаем горелку, регулируем пламя. В горелку должен подаваться воздух в максимальном количестве, т.е. пламя не должно быть вялым как у свечи, мягким и оранжевым, а должно быть острым и синим;
11. Устанавливаем наше соединение так, чтобы на него можно было свободно направлять пламя горелки, и начинаем прогревать место пайки. Прогревать можете как хотите, но я обычно стараюсь прогревать равномерно все соединение, т.е. направляю пламя на место пайки с разных сторон.
Теперь вопрос в том: сколько нужно держать горелку, чтобы соединение было готово к пайке? Я для себя установил следующий момент: при достижении оптимальной температуры паяемых деталей пламя горелки начинает чуть-чуть окрашиваться в зеленый цвет. Видимо это связано с реакцией разогретой меди с кислородом. Вот как только пламя приобрело зеленоватый оттенок, все, соединение готово к пайке.

Зеленоватый оттенок пламени (фото сделано в темноте, чтобы он был более заметен)
12. Убираем горелку в сторону и подносим к месту пайки пруток припоя. ВАЖНО: припой должен плавиться именно от соприкосновения с нагретой трубой/фитингом, а не от попадания в пламя горелки. Иначе вы можете попасть в ситуацию, когда соединение еще не прогрето, а припой уже расплавился и заляпал снаружи весь зазор. В итоге внешне все может получиться очень даже и неплохо, но само соединение потечет либо сразу, либо в течение короткого промежутка времени после подачи воды. Именно поэтому нужно убирать горелку перед началом ввода припоя, потому что это показывает вот что: не плавится пруток припоя — значит убираем его, и догреваем соединение, плавится — значит паяем. Как только припой дошел до нашего сгиба, убираем его, и даем соединению остыть.
Схватывается оно в зависимости от диаметра трубы и фитингов и общей площади поверхности: чем меньше диаметр, тем быстрее схватывается, и чем больше концы труб, тем быстрее вся пайка остывает. Все физично: если фитинги большие, то и масса металла больше, а значит и остывать будет дольше, если большая площадь теплообмена, то и остывать будет быстрее.
И еще: в процессе пайки флюс выделяет газы, которые похожи на дым, пугаться этого не стоит, это нормально.

Паяное соединение с остатками флюса (небольшие коричневые пятна на месте пайки)
13. Ждем окончательного остывания соединения, после чего щеткой/тряпкой смываем продукты от флюса/пасты, чтобы они не продолжали травить металл в месте пайки.
Вот такой процесс пайки получается у меня. Может кто-то делает по-другому, я лично делаю все так, как описал. В результате получается вот такая пайка.
P.s.: На самом деле, гораздо больше времени у меня ушло на то, чтобы описать непосредственно сам процесс. Все пункты, которые я привел выше, легко укладываются в пять-семь минут, после чего вы получаете красивое и надежное соединение.
Риммер для снятия фаски с пластиковых и медных труб РемоКолор 19-5-042

Риммер для снятия фаски с пластиковых и медных труб РемоКолор 19-5-042 подготавливает трубы после резки к последующим операциям:
пайке;
нарезанию резьбы;
монтажу.
Рельефная поверхность корпуса обеспечивает надежный хват.
Технические характеристики риммера РемоКолор 19-5-042
Гарантия производителя не распространяется на товары РемоКолор- *Производитель оставляет за собой право без уведомления дилера менять характеристики, внешний вид, комплектацию товара и место его производства. Указанная информация не является публичной офертой
Комплектация
- Риммер;
- Упаковка.
Информация об упаковке
- Единица товара: Штука
- Вес, кг: 0,05
- Длина, мм: 130
- Ширина, мм: 80
- Высота, мм: 50
Сервисное обслуживание
Гарантия производителя не распространяется Простой обмен и возвратПоможем решить любую проблему с товаром
Собственный сервисный центрУстраним любую неисправность по гарантии. Срок указан без учета логистики
Набор для резки/развальцовки медных/алюминиевых трубок
Добрый день!
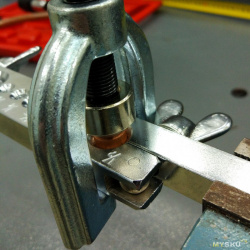
Мне предложили на обзор набор для резки/развальцовки медных/алюминиевых трубок, и так как я владею стареньким автомобилем с гидроподвеской у которой все подводы сделаны из медных трубок (до этого читал на форумах, про то как владельцы автомобилей с гидроподвеской самостоятельно меняют прогнившие трубки) я соответственно согласился. Сразу скажу, что до этого я ни разу не вальцевал трубки.
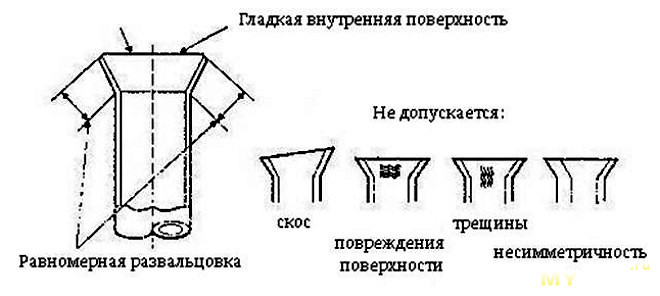
Любое устройство, при помощи которого осуществляется развальцовка трубок, изготовленных из меди, работает по принципу пластической деформации, поэтому очень важно, чтобы оно справлялось с таким процессом максимально бережно, не нарушая однородность структуры материала, сохраняя равномерность толщины стенок изделий, а также гладкость их внутренней поверхности.
Схема правильной развальцовки и примеры неправильно произведенной операции:

Различают несколько основных вариантов воронки.
Евростандартный грибок (по центру). По форме напоминает шину колеса, широко применяется в большинстве авто, выпускаемых на заводах Евразийского континента. Получается самый прочный вариант соединения из приведенных, но считается одноразовым. При умелой постановке можно использовать до трех раз.
Обычная простая воронка, полученная отгибом стенок торцевой части трубки специальным инструментом для развальцовки тормозных трубок.
Воронка, полученная двойным сложением закраины трубки или простой воронки. Считается стандартом в американских авто. Получают такой тип развальцовки тормозной трубки из грибка, осаживая верхнюю его часть с помощью конусной оправки.

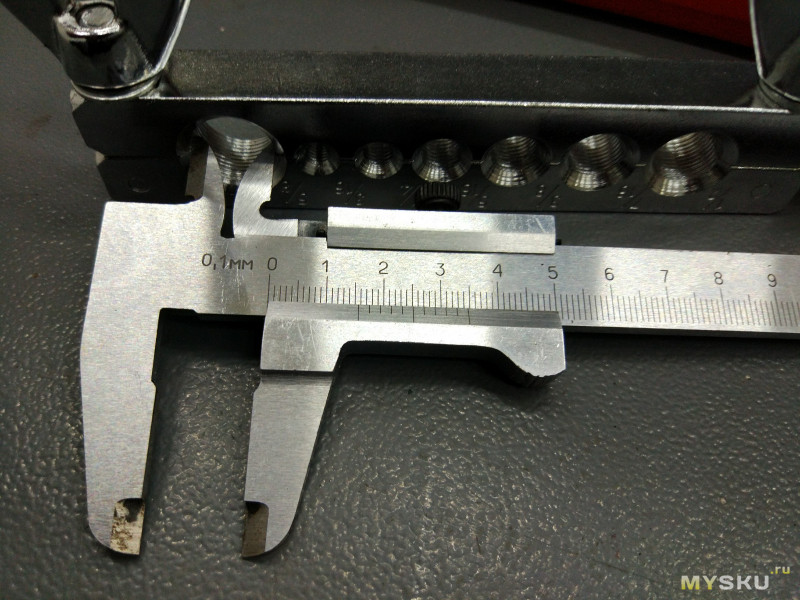
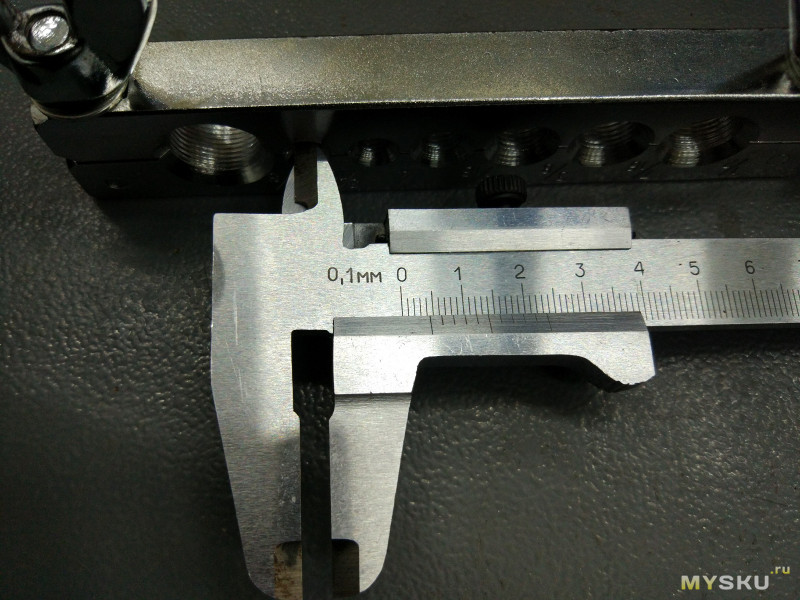
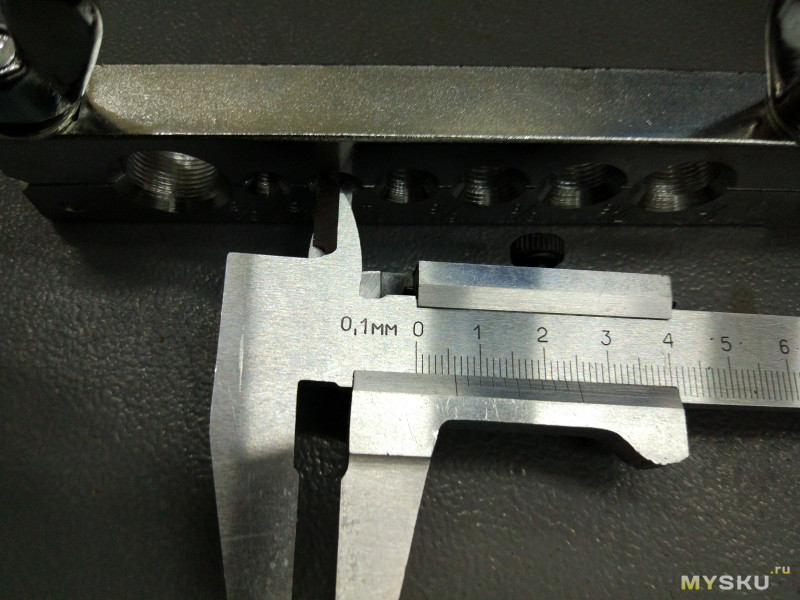
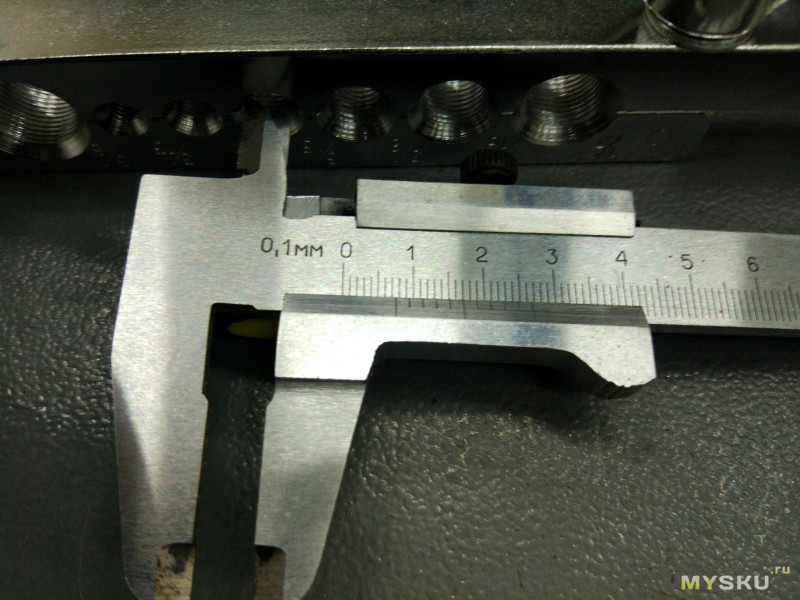
Одним из главных условий при вальцовке это высота выпуска трубки (в статьях и видеороликах мало кто говорит про высоту, а это одно из главных условий качественной вальцовки):





Комплектация:


Для начала попробуем обрезать трубку:
Резак на первый взгляд выглядит качественно, имеет запасной диск и способен резать трубки диаметром от 4мм. до 28мм.:
Подгоняем нож к трубке и начинаем вращать инструмент вокруг трубки, постепенно поджимая с небольшим усилием:
После обрезки необходимо убрать наклеп, для этого на труборезе есть необходимые наконечник:

Для начала попробуем сделать одинарную воронку:
Зажимаем трубку в форму таким образом, чтобы выпуск ее конца соответствовал высоте, указанной в таблице, в моем случае это от 0.5 до 0.8 мм.
Результат:
В целом для первого раза неплохо,
на трубке остаются насечки от формы, пробовал подкладывать бумагу, результат остался практически такой же:
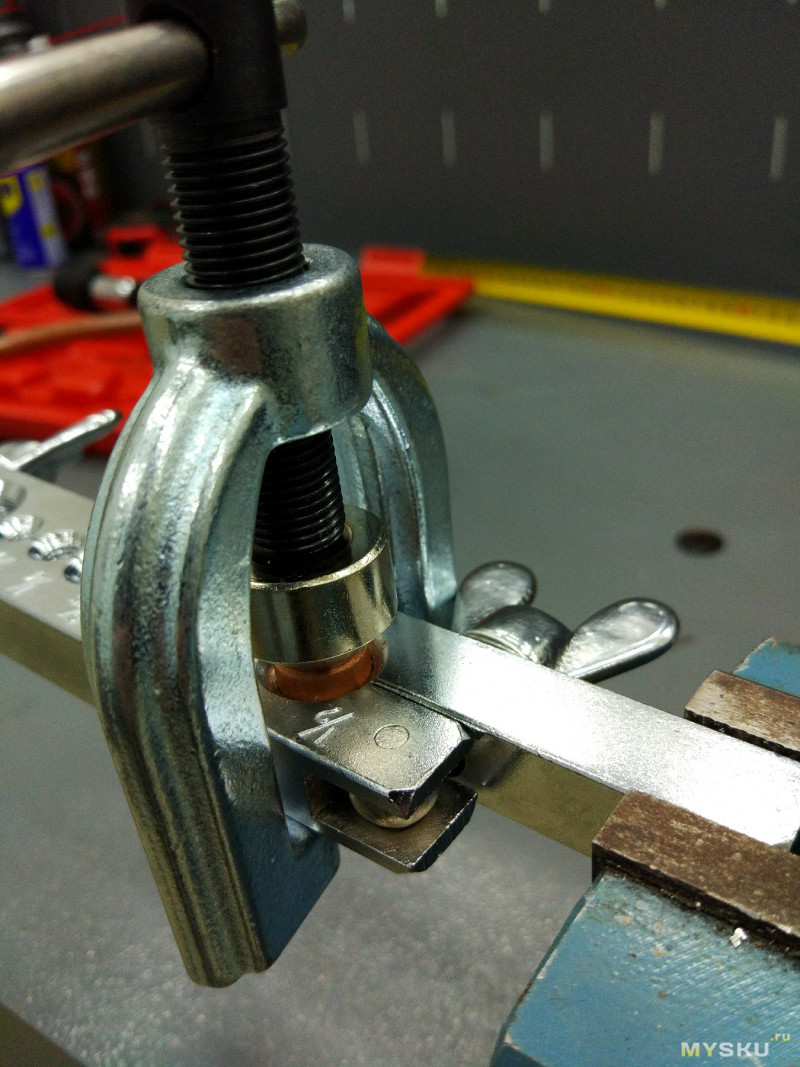
Далее сделаем евростандартный грибок, для этого нам потребуется оправка соответствующего диаметра:
Это самый лучший результат, все таки необходим опыт.
Двойная воронка:
С этим видом вальцовки куда проще, чем с предыдущим, результат соответственный:
После двух часов возни, что-то стало получаться, это самые лучшие результаты:
торец идеально ровный:
Изначально думал, что вальцовка трубок это легкой занятие, но как оказалось, чтобы качественно развальцевать трубку нужна практика, которой у меня не было. Я с вальцовкой провозился целый вечер и потратил метр медной трубки и после это только более-менее стало получаться (евростандартный грибок как на образце, так и не получился).
К плюсам развальцовки своими руками можно отнести то, что вы отнесётесь к работе ответственно и серьёзно и будете уверены в качестве выполненной работы. Нет необходимости платить кому-то за работу, часто необоснованную цену.
Из минусов стоит отметить, что медные трубки не очень часто выходят из строя и ваш инструмент может понадобиться всего один раз. Делать ремонт своими руками по инструкции или доверить специалистам приходится решать каждому человеку индивидуально.
Для себя решил, что лучше обращусь к проверенному мастеру.
Если есть вопросы, обращайтесь, постараюсь на них ответить.
Всем спасибо за внимание!
Если обзор понравился, не забываем нажать «Обзор понравился»!) Всем добра!
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Как работать с обжимными фитингами для медных труб

Трубы из меди не просто так завоевали свой авторитет на рынке. Медь, если можно так выразиться, является абсолютным фаворитом в гонке материалов для создания сантехники.
Она наилучшим образом подходит для сантехнических изделий любого типа, так как обладает поистине уникальными свойствами.
В этой статье мастер сантехник рассмотрит фитинги под обжим, монтаж которых можно выполнить непосредственно на медные трубы.
Нюансы применения медных труб
Для начала рассмотрим положительные свойства меди, как металла. Наверняка вы уже слышали о том, какие преимущества дают медные трубы, перед применением обычных стальных или металлопластиковых соединений.
Медь – благородный металл. С ней работать очень приятно. Чтобы понять, почему же именно медью специалисты рекомендуют пользоваться при сборке трубопроводов, следует присмотреться к уникальным возможностям медных труб.
А смотреть тут действительно есть на что. Медные трубы :
- обладают антибактериальными свойствами;
- не реагируют на перепады температуры, а также способны выдерживать крайне высокий рабочий диапазон;
- простой монтаж;
- имеют сравнительно низкий вес;
- обладают хорошей прочностью;
- приятно выглядят;
- не токсичны, не подвергаются коррозии;
- чрезвычайно долговечны (медные трубопроводы сохраняют свои первоклассные свойства в течение, без преувеличения сотен лет).
И это еще не все существующие преимущества. Не будем забывать о гладкости поверхности меди, а чем плотнее поверхность металла в трубопроводе, тем меньше шанс того, что на внутренних стенках труб сможет что-то отложиться.
Единственным же недостатком медных труб можно назвать их цену. Именно цена отпугивает большинство покупателей. Что впрочем, вполне логично.
Да и далеко не всегда медные трубы действительно необходимы. Их с успехом можно заменить использованием стальных труб или металлопластиковых труб, но результат уже будет не столь впечатляющим и долговечным.

Решившимся использовать медь для оборудования систем водоснабжения у себя в доме, следует обратить внимание на тот факт, что соединение медных труб имеет несколько особенностей.
Важно учитывать некоторую прихотливость меди. Крайне не рекомендуется при обработке медных труб применять фитинги из стальных или любых других металлических изделий.
С медью хорошо взаимодействует только медь, также подойдет латунь или бронза. Соединение, собранное из вышеназванных металлов прослужит вам как минимум десятки лет.
Трубы из меди собирают разными способами. Однако по мнению довольно внушительного количества специалистов, именно обжимные фитинги предполагают самое прочное соединение и минимум трудностей во время работы.
Монтаж обжимных фитингов довольно тривиален, да и сами они рассчитывались специально для упрощения рабочего процесса. Однако в нем есть несколько нюансов, на которые следует обратить внимание. В большинстве случаев речь идет о тонких моментах, что касаются рабочего процесса, а также особенностей применения.
Виды и отличия
Фитинги под обжим, что применяются для соединения медных труб, бывают сразу нескольких типов.
Каждый тип подразумевает свой процесс установки и особенности монтажа, хотя если смотреть в общем, то разница между ними не столь велика.
На рынке встречаются фитинги:
- Обжимные стандартные (пресс-фитинги);
- Обжимные разборные (цанговые).
В первом случае речь идет о фитингах, что формируют полностью неразборное соединение. То есть смонтировать их можно только один раз. Снять потом фитинг, без основательного повреждения трубы, очень сложно.

Гораздо проще просто удалить отрезок, зачистить трубу и использовать затем в своих личных целях. Зато соединение получается очень прочным и надежным.
Второй вариант дает человеку возможность работать с разборными соединениями. Подобные решения применяются при обработке труб и трубопроводов со средним давлением рабочей среды. Впрочем, соединение, формируемое цанговыми фитингами, разборным можно считать в условном порядке.
Теперь рассмотрим каждый образец подробнее, оценим их свойства и разберемся с процессом монтажа.
Пресс-фитинги
Пресс-фитинги называют так потому, что их монтаж напрямую зависит от использования специальных инструментов, называемых обжимными прессами.
Обратите внимание! Пресс-фитинги, как мы уже отметили выше, формируют неразъемные соединения. Вся их конструкция продумана так, чтобы после деформирования обжимной гайки снять фитинг стало невозможно. Его можно только удалить вместе с отрезком трубы.
Такой монтаж дает свои плюсы и минусы. Из плюсов можно отметить чрезвычайно простой процесс установки и возможность создать крайне надежное соединение, оно выдерживает огромные давления.
По сути, посадка пресс-фитинга на медные трубы дает вам возможность забыть о нем на долгие годы. Что, конечно же, выгодно отличает их от компрессионных или резьбовых решений.
Что же до минусов, то тут выделяют только тот факт, что трубу затем невозможно разобрать без деформации, а также необходимость применения обжимного ключа. В противном случае гайку просто не удастся деформировать должным образом.
Чаще всего пресс-фитинги делают неразборными. Вернее, сама деталь не является полностью цельной, но разбирать их отдельно нет нужды. Впрочем, тут все зависит от конкретной модели.
Особенности монтажа

В работе вам потребуется иметь минимум инструментов, но без них завершить монтаж успешно не получится.
Главный инструмент – обжимной ключ. Это переносной агрегат, что по форме напоминает обычный ключ, типа разводного. С помощью ключа деформируется обжимная гайка, которая затем и присоединяет фитинг к поверхности трубы.
Трубы необходимо предварительно подготовить. В отличие от других металлических или металлопластиковых изделий, медь надо не только обрезать, но также и качественно зачистить, убрать все заусеницы и т.д.
Подготовительный этап серьезно влияет на качество итогового результата. Так что к нему следует отнестись со вниманием.
Этапы работы:
- Обрезаем трубу.
- Зачищаем ее концы.
- При необходимости снимаем фаску.
- Калибруем выходное отверстие.
- Вставляем концы труб в готовый фитинг.
- Используем пресс для деформации обжимных гаек.
- Проверяем прочность соединения.
Крайне важно установить фитинг плотно, чтобы концы труб четко прилегали к уплотнительному материалу внутри корпуса. Если этого не сделать, то деформация гаек приведет к разрушению всей конструкции.
Пресс-фитинг становится герметичным в первую очередь из-за использования внутреннего уплотнительного кольца. Обжимные гайки же в этом процессе выполняют функции в большей мере фиксаторов.
Разборные фитинги
Разборные фитинги имеют некоторые отличия. Во-первых, они сами являются разборными, то есть уплотнительные детали, накидные гайки и корпус необходимо предварительно собрать.
Во-вторых, монтаж фитинга тоже отличается, как и качество соединений. Разборные фитинги сильно напоминают аналоги для стальных труб.
Только для стальных труб применяются детали, что ориентируются преимущественно на резьбовые соединения, в то время как для медных труб разборные обжимные фитинги применяют куда более продвинутые решения.
Модели такого типа действуют за счет возможности частичной деформации трубы. Их разделяют на образцы для:
- твердых медных труб;
- мягких медных труб.
Первые используются на трубах с большой толщиной и высокой прочностью. При внимательном осмотре становится ясно, что фитинг мало чем отличается от своего металлопластикового собрата.
Он состоит из корпуса, накидных гаек, ограничителей и уплотнительных колец . Сначала на трубы монтируют ограничители, затем натягивают уплотнительные кольца. После этого остается только соединить их вместе и затянуть гайки.
При взаимодействии с мягкими моделями труб предпочитают использовать конусные уплотнители. Здесь принцип действия основывается на частичной деформации краев трубы. В остальном же процесс и детали идентичны.
Особенности монтажа
Монтировать разборные фитинги можно без применения дополнительных инструментов. Хватит и наличия простого разводного ключа, а также нескольких подручных средств, типа отвертки, калибратора, трубореза и т.д.
Этапы работы:
- Обрезаем трубу.
- Снимаем фаску, зачищаем концы.
- Калибруем отверстие.
- Натягиваем на края труб уплотнители, если в этом есть необходимость.
- Собираем фитинг за счет затягивания обжимных гаек.
- Проверяем надежность соединения.
Не стоит перетягивать гайки слишком сильно. Если вы правильно собрали устройство, то достаточно просто вручную закрутить гайку, а затем затянуть ее ключом еще на один оборот, но не более того.
В сюжете - Применение фитингов для медных труб
В продолжение темы посмотрите также наш обзор Мастер-класс: гнем медные трубы
Инструмент для работы с медными трубопроводами в системах кондиционирования
Качество монтажа хладагентных контуров при устройстве холодильных и климатических систем во многом зависит от того, какие методы работы используются при подготовке и соединении медных труб. Допущенные ошибки или брак могут стать причиной поломок дорогостоящего оборудования. Так что вопрос выбора подходящих инструментов требует самого пристального рассмотрения.
Такая востребованная медь
Медные трубы известны как один из самых удачных материалов для устройства бытовых и промышленных трубопроводных коммуникаций. Их легко гнуть и резать. Они долговечны, выдерживают высокое давление, могут работать в широком диапазоне температур. Такое сочетание достоинств в полной мере используется при монтаже холодильных и климатических систем.
Для прокладки хладагентных контуров (фреоновых трасс) применяются трубы из так называемой «холодильной» меди. Этот материал должен соответствовать международным стандартам (американскому ASTM B 280 или европейскому EN 12735-1) и характеризуется высокой чистотой (содержание меди не менее 99,9%), прочностью и пластичностью.
Для разных типов климатической и холодильной техники применяется широкая номенклатура медных труб различных сечений. Так, для прокладки межблочных магистралей бытовых и промышленных систем кондиционирования используются трубы диаметром от 6.35 до 22.22 мм (1/4″–7/8″). Обычно они поставляются в бухтах от 15 до 50 м. Кроме того, для монтажа холодильных систем применяются медные трубы диаметром до 108 мм (4 1/8″), поставляемые в отрезках по 3 и 5 м. Они имеют специально обработанную и очищенную внутреннюю поверхность, исключающую попадание посторонних примесей и включений в хладагент.
• нарезать трубы нужной длины;
• очистить края труб от заусенцев и загрязнений;
• при необходимости согнуть отрезки труб на нужный угол;
• развальцевать края труб до нужного диаметра или откалибровать для соединения с фитингами;
• соединить трубы непосредственно друг с другом или с помощью фитингов (муфт) с обеспечением должной герметичности.
«Ножовка по металлу или «болгарка» не позволяют получить качественный срез. Труба неизбежно деформируется, а в просвет может попасть стружка, – отмечает Антон Милюшкин, инженер по продажам российского подразделения компании RIDGID, ведущего мирового производителя профессионального инструмента для строительно-монтажного, сантехнического и промышленного секторов. – Так что обязательно использование специально разработанных для этих целей роликовых труборезов.
Они не деформируют трубу, не создают лишней стружки и оставляют идеально ровный срез, что крайне важно для качественного соединения».
Для большинства задач, связанных с прокладкой фреоновых трасс, чаще всего достаточно ручных роликовых труборезов, имеющих простую и надежную конструкцию.
Особо пользуются спросом мини-труборезы на малые диаметры труб (3-24 мм) и модели с закрытой подачей, конструкция которых предотвращает заедания инструмента. Для работы в ограниченном пространстве популярны труборезы с трещоточной рукояткой и автоподачей – такие как RIDGID 118».

Если нужна высокая производительность при стабильном качестве, например, при прокладке протяженных фреоновых магистралей в зданиях большой площади, лучше подойдут модели с электроприводом. К примеру, портативный станок RIDGID 122 предназначен для быстрой и профессиональной резки, чистки, зенковки и удаления заусенцев с кромок труб и фитингов.
При использовании ручных труборезов края отрезанных труб нуждаются в дополнительной обработке. Для этого обычно используется гратосниматель (зенковка) – ручной инструмент, позволяющий за несколько вращательных движений снять фаску и грат с внешней и внутренней стороны среза, очищая его от заусенцев и подготавливая для дальнейших операций.
Под любым углом
При прокладке фреоновых трасс по помещениям зачастую возникает необходимость согнуть медную трубу. Если делать это руками или в тисках, на сгибе образуется «гармошка», и нарушается круглое сечение, что приводит к проблемам в циркуляции хладагента и перегрузкам компрессора. Также на изгибе могут образоваться микротрещины, через которые будет утекать фреон.
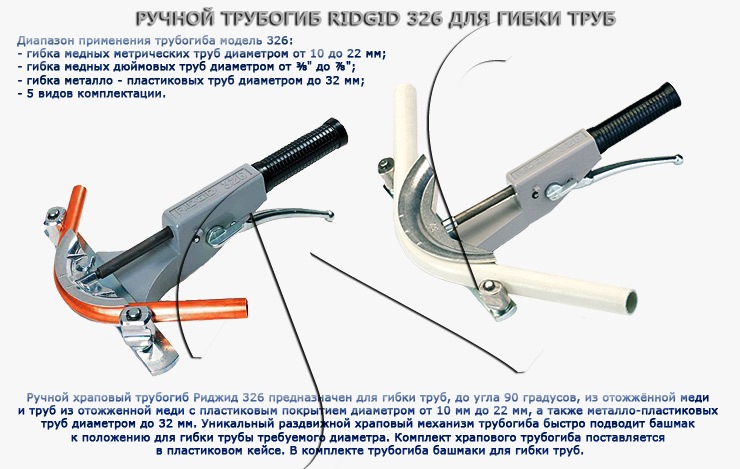
Чтобы гнуть трубы без заломов и перегибов с более стабильным и качественным результатом, следует использовать рычажные трубогибы. Они позволяют точно регулировать получаемые углы сгиба (вплоть до 180°) и предназначены для работы двумя руками.
Благодаря сменным гибочным башмакам (профилям) одним инструментом можно сгибать под углом до 90° медные трубы разных диаметров, например самых ходовых 10, 12, 14, 15, 16, 18, 22 мм или аналогичных в дюймах 3/8"–7/8". Также для прокладки бытовых сплит-систем удобны компактные трубогибы. К примеру, RIDGID 456 без какой-либо перенастройки может сгибать под углом до 90° тонкостенные медные трубы трех наиболее востребованных диаметров – 1/4", 5/16" и 3/8"».
Инструмент для вальцовки
Для монтажа фреоновых трасс или подключения к внешним и внутренним блокам часто приходится развальцовывать окончания медных труб. Бортик с увеличенным внутренним диаметром, который при этом формируется, должен быть с ровной поверхностью, без трещин и разрывов. Такого результата можно добиться только с применением специализированного инструмента.
По словам Антона Милюшкина (RIDGID), наиболее распространены два типа развальцовщиков:
• матрица с набором метрических или дюймовых отверстий-шаблонов в комплекте с вальцовочным конусом, который постепенным нарастанием усилия вдавливает в шаблон зафиксированную трубу;
• экспандер – клещи со сменными насадками-головками под разные диаметры, позволяющие с использованием рычага растянуть трубу в одно движение.
Эспандеры, как ручные, так и электрогидравлические, характеризуются высокой скоростью вальцовки при стабильном качестве. Поэтому, несмотря на сравнительно высокую цену, они пользуются спросом в монтажных организациях с большими объемами работ.

Нежная и надежная фиксация
Еще один важный аспект, который нельзя не затронуть, – выбор инструмента для фиксации медных труб во время их подготовки и соединения. Толщина стенки тут составляет всего 0,7-1,5 мм, а сам материал весьма пластичен и легко деформируется. Так что обычные разводные ключи с металлическими губками тут не подходят – они могут повредить поверхность трубы, нарушить ее целостность или оставить вмятину. Фиксировать их руками также не удобно (особенно если трасса прокладывается вплотную к стене или в узкой штробе) и не безопасно.
«Для случаев, когда велик риск повреждения или деформаций трубы, разработаны специальные ремешковые ключи. Они снабжены плетеным нейлоновым ремнем шириной 12-45 мм с полиуретановым покрытием для надежного захвата, исключающего скольжение или прокручивание трубы, даже если она мокрая или испачкана маслом, – рассказывает Андрей Макаров, директор российского подразделения компании RIDGID. – Такие ключи предназначены для работы с трубами диаметром от 50 мм (2") до 135 мм (5 1/2")».
Искусство герметичного соединения
Чтобы обеспечить максимальную герметичность, фреоновые трассы бытовых сплит-систем монтажники стараются прокладывать одним отрезком трубы, без промежуточных соединений. Благо производители ограничивают максимальную длину трубопроводов 15-20 метрами, а в реальных условиях средняя длина трасс не превышает 5-6 м. К внутреннему и внешнему блокам трубопровод чаще всего подключается соединением типа «накидная гайка-штуцер».
Резьбовые и компрессионные фитинги, применяемые для монтажа водопроводных систем из медных труб, в данном случае не подходят, так как не могут обеспечить должный уровень герметичности. Так что единственным приемлемым вариантом остается та или иная разновидность пайки, то есть соединение участков трубы посредством легкоплавкого сплава. Для пайки обычно используют серебряный или медно-фосфорный припой, сочетающий такие достоинства, как высокая прочность на растяжение и вибростойкость.
Чтобы образующаяся окалина не попала в просвет фреоновой трассы и не стала причиной выхода из строя компрессора, такая пайка должна проводиться при пропускании азота через трубу. После остывания припоя получается прочное и герметичное соединение. Чтобы избежать работы с открытым пламенем, нередко применяют более безопасные индукционные паяльные станции.
Более технологичный вариант – использование специальных фитингов для капиллярной пайки. Причем у некоторых производителей припой уже нанесен на внутреннюю поверхность фитинга – достаточно только вставить подготовленные отрезки трубы и нагреть соединение до нужной температуры.
Итак, исправная работа дорогостоящего климатического оборудования зависит от таких «мелочей», как чистый и ровный срез или герметичность соединения медных труб.
Как Снимать Фаску На Трубе Болгаркой

Фаской именуется поверхность изделия, которая образована при обработке проката либо трубы скосом торцевой кромки материала. Фаска нужна для подготовки кромки листов, балок и труб под сварку.
Основными видами фаски являются:
- «Газовая». Это самый дешевенький вид фаски для трубы по причине собственного низкого свойства. Но миф вид один из более всераспространенных. Данная фаска снимается с помощью машин газовой резки серии CG-11. Фаска «Газовая» вам больше понравятся выполнена и на месте поломки. Ее поверхность обычно с соответствующими желобками, образующихся от струи газа (пропан или ацетилен).
- «Плазма». Снаружи Данный вид фаски фактически ничем не отличается от «механики». Его также относится к «заводским». Фаска «Плазма» это воздушно плазменный резак, компрессор и машина плазменной резки CG2-11B, заставляющая резак двигаться строго по кругу, при выставлении точно данного угла фаски.
- «Механика». Это заводская фаска, самого наилучшего свойства. Для вырезки фаски «механики» употребляются машины серии «Мангуст» и фаскосниматели «ТТ». В торговле труб по большей части употребляется эта самая фаска по причине качественной работы фаски.
Для чего снимают фаску? При сварке заготовок происходит проплавление металла, что значит обеспечивает соединение краев между собой. Напротив толщина металла чем просто 3-5 мм, получение полного и высококачественного соединения становится затруднительным. Для получения высококачественного провара и проводится Такой вид обработки: он позволяет сделать так именуемую сварочную ванну, которая заполняется сварочным составом в ходе сварки. Принципиально держать в голове, что приготовленная под сварку кромка — это кромка с фаской и притуплением (см. набросок и обозначения к нему ниже).
Значения, приводимые в схеме слева:
Р. притупление (выделено жирным):
d. глубина фаски (глубина разделки) (катет):
w. ширина фаски (выделена жирным):
H. толщина заготовки
Притупление обычно составляет 3-5 мм; оно нужно для дополнительной гарантии надежности сварочного шва. Участок притупления в момент наполнения сварочной ванны сварочным составом проплавляется сам, соединяя таким макаром свариваемые совместно заготовки.
Виды фаски (методы разделки кромок).
Есть три главных метода разделки кромок под сварку: Y-образный, Х-образный, и J-образный. Время от времени в неких источниках они обозначаются знаками: V, K и U, соответственно. Тут и дальше вышеобозначенные методы будут обозначаться знаками: Y, X. J. В большинстве случаев проводится Y-образная разделка кромок, однако существует Х-образный метод. В особенных случаях, когда существует завышенное требование к качеству сварного шва, применяется J-образная фаска, другими словами фаска с криволинейной поверхностью (не путать с криволинейностью кромки!).
Подготовка кромок трубы болгаркой под просвет (фаска под просвет)
В этом вопросе видео я покажу как приготовить кромки трубы под просвет и внедрением болгарки.
Как резать трубу Болгаркой!Подготовка под сварку!
Тут вы наглядно увидите как просто и просто, приготовить отменно трубу под сварку.
Кроме главных методов обработки кромок Y, X. J существует еще ряд разделок кромок. Они встречаются совсем не так изредка, и даже не всюду есть возможность отыскать их описание. К примеру, в ГОСТе 5264-80 описывается стыковой тип соединения со сломанным косом кромки; условное обозначение – С14.
На схемах сверху изображены несколько примеров методов обработки:
1: пример Y-образного метода снятия фаски;
4, 3, 4: примеры Х-образного метода снятия фаски;
5: Y-образная обработка торцов 2-ух труб с следующим их соединением;
J-образная фаска позволяет получить сварочную ванну большего объема, чем с Х- или Y-образной фаской. В нашей стране миф метод еще именуют «рюмочным», потому что соединение 2-ух кромок с J-образной фаской снаружи припоминает рюмку. При сравнении (набросок слева), в рюмку заходит по объему чем просто вещества (А), чем в посуду с прямолинейной поверхностью (Б).
Методы снятия фаски.
Снять фаску можно 2-мя методами: механическим и тепловым (таблица 1). Механическое снятие фаски производится при помощи фрезерных, кромкоскалывающих и кромкострогальных станков. Для теплового снятия фаски используются газорезательные машины (стационарные либо портативные), которые делают плазменную либо газокислородную резку. Но более желаемым методом является механический, потому что он позволяет исключить конфигурации физических и хим параметров материала и поэтому перегрева. Ни для кого не секрет, в период термообработки появляется так именуемая зона термовлияния. Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое усугубляет свариваемость и увеличивает хрупкость и ломкость кромки. Несмотря на все эти недочеты, тепловой метод довольно всераспространен по причине собственной простоты и скорости внедрения, и относительно низкой цены оборудования.
Тепловой метод снятия фаски
Механический метод снятия фаски
Недочет:
Конечно зона термовлияния, другими словами участок с модифицированными физическими и хим качествами металла.
Недочеты:
Высочайшая трудозатратность и цена.
Достоинства:
Достоинства:
Отсутствует зона термовлияния, другими словами не происходят физические и хим конфигурации параметров материала.
Таблица 1. Достоинства и недочеты теплового и механического методов снятия фаски.
В таблице 1 сказано, что тепловым методом есть вариант снять фаску стремительно и недорого. Из обрисованных выше методов обработки все-же лучше механический, так как он позволяет сохранить металл от перегрева и от следующих только за этим конфигураций физических и хим параметров. В странах запада, когда, Этот расхожий слух метод именуется cold-cutting (прохладная обработка), другими словами вид обработки, где нет теплового воздействия на металл, а это означает и нет конфигураций в хим и физических свойствах металла.
Видеоматериал:
1. Резка трубы машиной газовой резки CG2-11G, одновременное снятие фаски с трубы осуществляется наклоном резака под нужным углом.
4. Снятие фаски с трубы 76х6мм машиной Мангуст-2МТ
3. Снятие фаски с трубы при помощи фаскоснимателя серии ТТ, а кроме того резка трубы со снятием фаски разъемным труборезом P3-SD
Компании СПИКОМ предлагает к поставке оборудование для снятия фаски с труб и металла с применением всех вышеуказанных методов обработки (газовый, плазменный, механический).
Развальцовка является более всераспространенным методом получения крепких и герметичных соединений труб с трубными решетками (коллекторами) теплообменных аппаратов и котлов
Советы по чистке теплообменных аппаратов и котлов аппаратами ЗЕВС и TURBO
Читайте также: