
Вальцы для линолеума своими руками
Обновлено: 17.05.2024
Как сделать вальцы своими руками?
При необходимости частого изготовления полых или конусовидных изделий из тонколистового металла основным технологическим процессом является гибка, а наиболее подходящим оборудованием — трёхвалковые листогибочные вальцы.
Почему именно трёхвалковые? Потому, что кинематическая схема четырёхвалковых листогибочных машин с ручным приводом значительно усложняется, а видимых преимуществ от этого получить не удаётся.
Листогибочные вальцы трехвалковые своими руками

Как разработать техническое задание на разработку вальцовочного станка своими руками
Простейшая схема трёхвалкового ручного станка включает в себя:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.
- Три продольных вала, один из которых – верхний — размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения наружного диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, которая обеспечит синхронное вращение приводных валков в одну сторону.
- Нажимной узел с пружинами сжатия, который обеспечит возможность прижима неприводного валка к заготовке. Его проще выполнять слева или справа, поскольку тонкий лист довольно легко выходит из зазора при изменении его первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
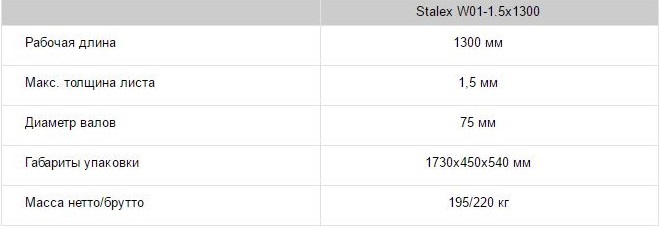
Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм.
При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков.
Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия. Из двух вариантов – асимметричное либо симметричное размещение приводных валков – предпочтение стоит отдать второму варианту, поскольку в этом случае сделать вальцы своими руками значительно проще.
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки.
Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп.
Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.

Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба.
Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно.
В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары.
Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов. Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.

Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Сборка вальцовочного станка своими руками
Самодельные валковые листогибы с ручным приводом собираются в следующей последовательности:
- Сваривается (по размерам, приведенным на чертеже общего вида) станина вальцовочного станка.
- Монтируются боковые стойки, для которых подойдёт стальной швеллерный профиль из низкоуглеродистой стали марки 09Г2С или подобной.
- Крепится корпус под детали передачи (если шестерни придётся сделать самостоятельно или заказывать, то для монтажа цепной передачи можно подобрать силовые звёздочки и натяжную цепь, например, от горного велосипеда).
- Валы вводятся в отверстия корпусов подшипников, после чего выставляется их параллельность, и производится окончательная фиксация узлов станка.
- Перед окончательной сборкой валкового агрегата своими руками стоит произвести пробную гибку детали, уточнить количество и характер смазки опор подшипников, а также отрегулировать натяжение приводной цепи.

Если установка вальцев предполагается в неотапливаемом помещении (например, в гараже), то все детали стоит покрасить атмосферостойкой краской или позаботиться об их антикоррозионном покрытии.
Самодельные вальцы для листового металла

Ротационная гибка листового и широкополосного металла востребована в производственной деятельности и мелких компаний, и ремонтных мастерских. Вальцы своими руками смогут изготовить даже домашние умельцы, сэкономив при этом на приобретении аналогичного промышленного оборудования.
Преимущества ротационной гибки на вальцах
В процессе деформировании металла на машинах ротационного действия (какими и являются вальцы) основное деформирующее усилие прикладывается не одновременно ко всей поверхности заготовки, а постепенно, по мере того, как в очаг деформации вовлекаются все новые объемы металла.
В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
Последовательность операций листовой вальцовки заключается в следующем:
- Исходную заготовку (лист или широкая полоса) заправляют в начальный зазор между рабочими валками.
- Опускают подвижный валок до надежного прижима заготовки к нижним валкам.
- Проворачивая подвижный валок, изгибают заготовку. Количество оборотов инструмента может быть разным — все зависит от ровности поверхности заготовки.
- Когда нужное качество гибки достигнуто, деталь извлекают из валков.
Таким способом можно получать продукцию типа цилиндров и конических деталей, производить правку полос и т.д. Усилие ротационной вальцовки невелико, поскольку трение в ходе штамповки минимально, и необходимо лишь для фиксирования заготовки в валках. Более существенен крутящий момент, но и его значения относительно малы.
Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения).
Поэтому ротационная вальцовка выгодна для малоуглеродистой стали толщиной не более 4 мм, жести, алюминия и других высокопластичных металлов и сплавов.
Ввиду малости усилий и моментов, вальцы своими руками в большинстве случаев обходятся без электродвигателя. Более того, электромеханический привод приводит к увеличению металлоемкости станка и усложнению его конструкции. Так, потребуется понижающий редуктор, промежуточный вал, и, возможно, тормоз.
Выбор и обоснование конструктивной схемы станка

Листогибочные вальцы различаются по следующим параметрам:
- По количеству рабочих валков: могут быть трех– или четырехвалковыми (установки с большим числом валков встречаются редко).
- По схеме расположения валков. Имеются механизмы, оси валков которых расположены симметрично и асимметрично поперечной оси.
- По способу фиксации валков в станине — на подшипниках качения или скольжения.
- По типу привода — от вальцев ручных, до приводимых в действие двигателями переменного и (реже) постоянного тока.
Вопрос — как сделать вальцы, которые будут предназначены для листового металла — следует начать с разработки технического задания.
При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
По той же причине трехвалковую схему стоит предпочесть четырехвалковой — сложность изготовления возрастет, а видимых выгод пользователь не получит. Тем более нет смысла делать вальцы с еще большим количеством валков (например, семивалковые исполнения нужны при необходимости выполнения радиусной гибки листовых изделий на диаметры от 1500…1600 мм).
Более сложным является вопрос симметричности расположения валков в трехвалковых вальцах. Симметричная схема (при которой валки располагаются равносторонним треугольником: нажимной — сверху, а рабочие — снизу) конструктивно проще и технологичнее в изготовлении.
Однако, после обработки на таком оборудовании передний и задний края заготовки на некотором расстоянии (примерно половины от межосевого) останутся прямыми и потребуют повторного цикла деформирования.
Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Таким образом, оптимальной для изготовления в домашних условиях можно считать установку с тремя симметрично расположенными рабочими валками.
Состав узлов и особенности их изготовления

Вальцовочные станки с ручным приводом состоят из следующих узлов:
- Сварной станины рамного типа, которая, в свою очередь, состоит из двух опорных стоек, связанных для повышения жесткости крест–накрест профильными трубами или квадратными стальными стержнями. Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
- Узла регулировки расстояния между подвижным и неподвижным валками.
- Рукоятки вращения верхнего валка (для увеличения скорости вращения валков можно предусмотреть повышающую передачу, для чего следует снабдить вал рукоятки зубчатым колесом, а на одном из валков установить соответствующую шестерню).
- Рычажных устройств для осевого перемещения верхнего валка (при установке исходной заготовки в зазор между валками).
- Собственно валков, два из которых — нижние, устанавливаются в подшипники опорных стоек, а верхний, нажимной — в оси поворотного рычага.
- Фиксатора положения нажимного валка, который учитывает толщину обрабатываемого металла.
- Опорной трубы, на которую укладывается исходная заготовка (вместо трубы можно смонтировать небольшой приемный столик из холоднокатаной стали толщиной 6 мм).
Многие детали для конструкции можно позаимствовать от списанных рольгангов, предназначенных для подачи листа, например, к листовым ножницам. Порядок изготовления и сборки в условиях домашней мастерской вальцев ручных с тремя валками заключается в следующем.
Например, с уменьшением расстояния между опорными стойками (по сравнению с теми, что указаны на рисунке), можно пропорционально увеличить диаметр валков, при этом предельно допустимое значение их прогиба при деформировании не увеличится. Уменьшать поперечное сечение опорных стоек при этом не следует.

Материалом стоек можно принять профильную квадратную трубу из стали типа Ст.3, которая хорошо поддается сварке. Вначале привариваются распорки жесткости, а затем к ним — трубчатые или сплошные профили. Сварку необходимо проводить в кондукторах, чтобы исключить коробление конструкции и обеспечить строгую параллельность полученной рамы.
Далее изготавливают рабочие валки. Для этого используют толстостенные трубы, причем они должны быть либо холоднокатаными, либо изготовленными из нержавеющей стали: таким образом можно обеспечить нужную шероховатость рабочей поверхности. Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Подбирают под свои потребности нужный типоразмер подшипникового узла. Для подшипников скольжения лучше принимать стандартные узлы, изготовленные по ГОСТ 27672. Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Следующий этап изготовления вальцев — монтаж валков. Его надо выполнять, используя лазерный уровень, чтобы исключить перекос инструмента, и с учетом зазора между нижними валками. Отверстия под крепеж корпусов подшипников к стойкам стоит выполнять овальными, для последующей регулировки.
Убедившись в легкости вращения нижних валков, приступают к установке механизма перемещения верхнего валка. Валковые рычаги проектируют так, чтобы в конечном положении ось нажимного валка располагалась точно между осями нижних валков, а ход рычага соответствовал возможности извлечения готового изделия из зоны гиба.
Второе плечо рычага выполняют с несколькими отверстиями, в которые при регулировке технологического зазора будут вставляться фиксирующие штифты. Процесс подгонки размеров производят с одной установки, учитывая то, что левый и правый рычаги отличаются зеркально друг от друга.
Последний этап перед опробованием станка — монтаж опорного стола или трубы. Для удобства на ней стоит предусмотреть подвижные ограничители ширины заготовки.
Самодельные вальцы можно устанавливать и вне помещений, тогда придется дополнительно изготовить защитный кожух. Часто его делают откидным, используя при работе вальцев в качестве задней опоры деформируемому металлическому листу.
Как сделать прикаточный каток для линолеума
Процесс сварки заключается в том, что разогретый специальный шнур (присадка) давлением ролика вдавливается в стык между смежными кромками полотнищ, края которых разогреваются одновременно с присадкой. Под давлением ролика шнур и края полотнищ спрессовываются в единое целое.

Сварка горячим воздухом может выполняться централизованно в специально оборудованных мастерских и непосредственно на строительстве. В последнем случае пользуются ручной горелкой С-694.
Вторым способом укладки линолеума является сплошная приклейка. При сплошной приклейке вначале производится раскрой ковра. Раскроенные полотнища выдерживают на основании до полного выпрямления. Затем полотнища осторожно загибают лицевой стороной внутрь.
Клеющую мастику наносят на основание от середины полотнища, распределяя ее зубчатым шпателем слоем толщиной 1,0-1,5 мм. После того, как мастика несколько провянет, полотнище отгибают и плотно прижимают катком.
В настоящее время разработано несколько конструкций катков для прикатки линолеума: виброкаток С-661, малый виброкаток ОМ-15 и др. Каток ОМ-15 отличается от катка С-661 меньшим весом и более низкой производительностью. Поэтому они используются в помещениях меньшей площади, при меньших объемах работ.
Смежные кромки прирезают одновременно у обоих полотнищ линолеума, достигая этим плотного их стыкования. После удаления отрезанных полосок края полотнищ заворачивают, смазывают основание мастикой и приклеивают к нему края. При недостаточно вязкой мастике кромки прижимают грузом или рейками, прибитыми гвоздями в шов.
Работу по настилу линолеумных полов рекомендуется проводить бригаде из 8 человек. Бригаду разбивают на 4 звена по 2 человека в каждом.
Первое, наиболее квалифицированное звено проверяет основание и раскраивает полотнища линолеума.
Второе звено подготавливает основание, очищая, шлифуя и шпаклюя его.
Третье звено наклеивает линолеум на основание.
Четвертое звено окончательно отделывает ковер: прирезает стыки, приклеивает их к основанию и прибивает плинтуса.
В качестве клеющих составов рекомендуется применение следующих мастик:
— поливинилхлоридного безосновного линолеума — кумароно-каучуковая мастика КН-2, дифенилкетонная ДФК;
— для ПВХ линолеума на основе — битумные, КН-2, ДФК и казеиновая;
— для коллоксилинового линолеума — коллоксилиновая мастика;
— для алкидного линолеума — битумные, ДФК, казеиновые, карбонафталевые мастики;
— для релина — мастика КН-2.

Инструмент для укладки линолеума
Давно прошли те времена, когда мастер укладывал линолеумное покрытие на бетонный пол или фанеру, используя три-четыре основных инструмента: нож для линолеума, специальную металлическую линейку с угольником и переделанный из утюга паяльник с алюминиевой лентой. Этого было достаточно, чтобы раскроить ножом и безукоризненно постелить импортный линолеум, или почти безукоризненно. В большей части мастера изготавливали инструмент сами. Например, нож для нарезки линолеума переделывался из безопасной бритвы, кромочный резак из сапожного резчика.

Что нужно для качественной укладки линолеума
Современные марки линолеумных покрытий требуют целого арсенала инструментов для укладки линолеума. Нельзя сказать, что современные мастера не используют старые ножи. Просто требования к способу и качеству укладки выросли на порядок, и одним ножом для резки линолеума не обойдешься.
В современный набор для укладки линолеума входят:
- Мерители и стальные линейки под работу раскроечным ножом по линии реза;
- Шпатели для разгонки клеевой массы по поверхности пола;
- Набор ножей для раскройки, разделки линии стыка и подрезки сварного валика;
- Прикаточные валики для прижимания кромки полотна к клеевой основе;
- Сварочный аппарат или фен для линолеума, если кромки полотен предполагается соединять с помощью сварки.
Помимо перечисленного, также используются специальные защитные скотчи, клей, опорные доски, машинки для прикатки полотнища и сварные шнуры. Много всего разного, без чего сложно уложить коммерческий или полукоммерческий тип покрытия своими руками, не имея достаточного опыта.


Разумеется, главным инструментом для укладки линолеума остается нож, с недавнего времени к нему добавился сварочный аппарат. Без этих двух инструментов качественная укладка практически невозможна.


Остальные приспособления и инструменты делают работу максимально удобной и комфортной. Например, шпатель позволяет быстро и равномерно нанести клей на основание.
К сведению! Если попытаться нанести клей валиком или кисточкой, то будьте готовы убирать массу крошек и мельчайших крупинок, поднятых мягкой кромкой инструмента из пор и трещин на полу.


Шпатель, наоборот, позволяет убрать весь строительный мусор из-под линолеума.
Второй по важности инструмент – прикаточная машинка. В домашних условиях кромку полотнища линолеума после нарезки шва ножом можно пригладить сухой и чистой тряпкой, но не факт, что таким способом удастся выгнать все пузыри воздуха. Использование валика практически гарантирует результат при минимуме усилий.
Инструмент для выполнения сварочных работ
Для укладки линолеума в домашних условиях можно обойтись двумя-тремя видами ножей:
- Раскроечным ножом-резчиком;
- Ножом для разделки кромок полотна линолеума;
- Обрезным ножом.
Количество ножей и способ их использования зависит от выбранного способа соединения кромок полотнищ линолеума. Современная технология укладки линолеумного покрытия предусматривает два варианта: сварку и склейку.
Ножи для раскройки линолеума
Простейший вариант ножа для нарезки и раскройки линолеума приведен на фото. Это обычный упаковочный или строительный нож, с помощью которого подрезают бумагу, полипропиленовые шнуры, скотч, всевозможные листовые и рулонные материалы.
Остроты и жесткости режущей кромки достаточно для того, чтобы ровно раскроить напольное покрытие на основе ПВХ и текстильной подкладки. Чтобы режущая кромка ножа не «петляла» при движении, ее обязательно опирают на торец металлической линейки. Попытка раскроить даже самый тонкий линолеум без линейки, как правило, оканчивается плачевно. Но даже в этом случае возможностей строительного ножа явно недостаточно для нарезки более плотного полукоммерческого линолеума.


Для этих целей используют ножи с серповидным лезвием.


Благодаря изогнутой U-образной кромке и большой толщине клинка можно относительно точно и достаточно быстро резать самые прочные сорта линолеума. Для этих же целей можно использовать и сапожный нож.


Главное отличие между двумя ножами состоит в длине реза. Сапожным резчиком можно очень ровно и точно выполнить надрез на относительно небольшой длине, 40-50 см. Дальше из-за устройства человеческой руки угол наклона лезвия меняется, и кромка становится неровной, с большим количеством штрихов. Использование серповидного ножа обеспечивает правильное расположение режущей кромки независимо от положения руки.
Тем не менее, при разрезании коммерческого линолеума с трехмиллиметровым полиуретановым защитным слоем приходится прикладывать очень большое усилие, поэтому руки быстро устают, даже при небольшом объеме работы. Кроме того, приходится жестко фиксировать направляющую линейку, чтобы получить максимально ровную линию реза.
Идеально ровную кромку можно получить с помощью линоката – ручного приспособления для идеально ровного разрезания линолеума, причем, сделать это можно одной рукой, безо всяких линеек. Например, модель Rollino или Ril.


Пример устройства с трапециевидными лезвиями. Кроме серповидного клинка, широко используются специальные электрические ножи, фото.


Таким инструментом можно относительно быстро и ровно, без использования линеек и направляющих планок разрезать линолеум любой плотности и класса износостойкости. Если в доме планируется укладка коммерческого линолеума общей площадью более 35 квадратов, имеет смысл взять в аренду электрический нож, чем тратить титанические усилия на работу ручным инструментом.
Неплохим вариантом будет ручной электрический нож фирмы Бош.


Склеивание кромок полотна линолеума
Потребность в специализированных видах ножей определяется технологией укладки линолеумного покрытия. Наиболее простая схема стыковки кромок предполагает использование так называемой холодной сварки. По сути, это специализированный клей, способный растворять кромки двух полотнищ линолеума и превращать их в монолитный материал.
Процесс соединения сводится к выполнению следующих операций:
- Вырезанные по длине полотна укладываются с минимальным перехлестом кромок;
- С помощью рулетки и стальной линейки наносится линия, по которой нужно будет ориентироваться при разрезании перехлеста кромок;
- По линии укладывается стальная линейка, и строительным или серповидным ножом выполняется разрез;
- На полученную линию стыка двух полотнищ линолеума наклеивается защитный скотч. По скотчу выполняется разрез, лучше всего использовать нож с максимально тонким лезвием.
По линии разреза наносится тонкий слой клея, после высыхания скотч удаляется, остается практически незаметный и очень ровный клеевой шов. Как правило, линию реза подгоняют под рисунок на линолеуме, чтобы рельеф и тиснение еще больше скрывали шов, даже если при работе ножом был допущен небольшой дефект, на поверхности покрытия этого видно не будет.


Сваривание линолеума
Более плотные и жесткие сорта линолеума 32-33 класса преимущественно не склеивают, а сваривают. Во-первых, это обеспечивает более высокую прочность шва, а во-вторых, технология сварки в два-три раза более производительная и дешевая.
Сварку выполняют специальным феном с насадкой, обеспечивающей тонкий равномерный поток горячего воздуха. В некоторых случаях вместо воздуха используется разогретый ролик, которым прикатываются две перехлестнутые линолеумные кромки к жесткому основанию. Остается срезать серповидным ножом часть облоя, образовавшуюся на линии стыка. Как правило, таким способом свариваются специальные виды линолеума, которые невозможно склеить или соединить потоком горячего воздуха.


В домашних условиях линолеум можно сваривать только воздушным аппаратом. Для этого предварительно необходимо подготовить кромки двух полотнищ так, чтобы линия стыка имела V-образное сечение. Операция называется «разделка кромок» и выполняется специальным ножом. Можно сделать ручным инструментом, а можно электрическим раздельщиком кромок Easy 500.


После разделки в линию стыка укладывается специальный сварочный шнур из полимерного материала. При нагреве шнур расплавляется и сваривает две кромки линолеумного материала. Остается срезать ножом оставшийся от шнура сварочный валик. Делается это в два захода. Первый раз шов подрезается сразу после сваривания и затвердения, второй раз после окончательной усадки линолеумной кромки. Не стоит пытаться срезать оставшуюся часть шнура по уровню с плоскостью линолеума, как правило, после окончательного остывания материал дает значительную усадку, и может так получиться, что вместо плоской поверхности образуется выемка.


Заключение
Ручные трехвалковые вальцы своими руками: чертежи, фото, видео
Вальцы представляют собой универсальное оборудование, позволяющее эффективно справляться с листогибочными операциями. Изготовить вальцы своими руками не так уж трудно, но для этого необходимо предварительно познакомиться с серийными моделями, их конструкцией и принципом действия.
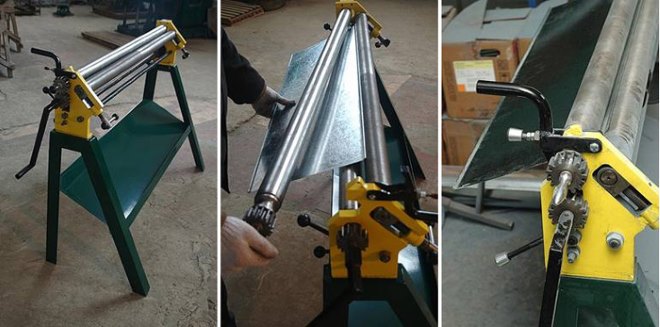
Трехвалковые ручные вальцы – наиболее подходящая конструкция для самостоятельного изготовления
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.

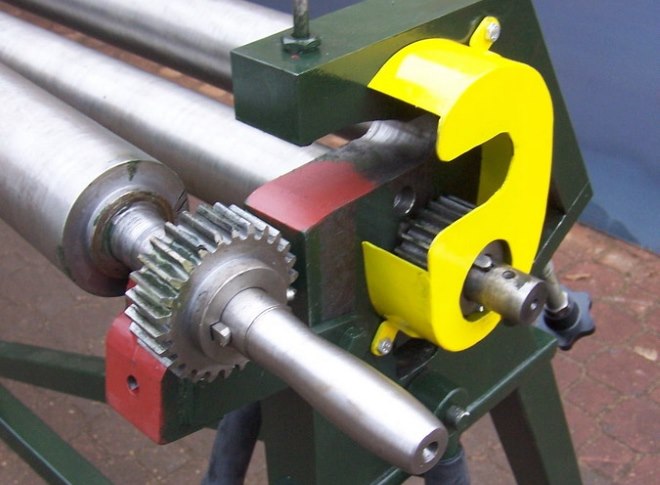
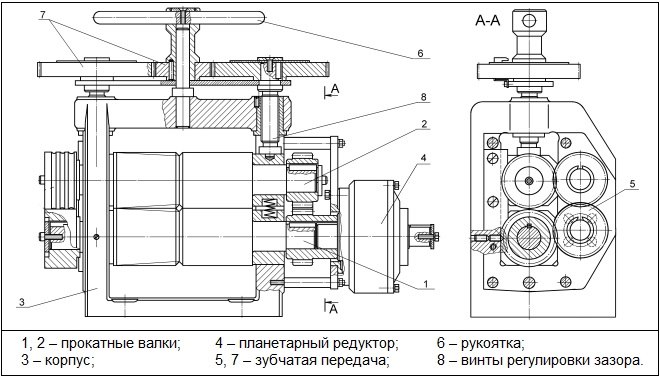
Устройство трехвалковых вальцов ручного типа
Станина-основаниеЭто несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
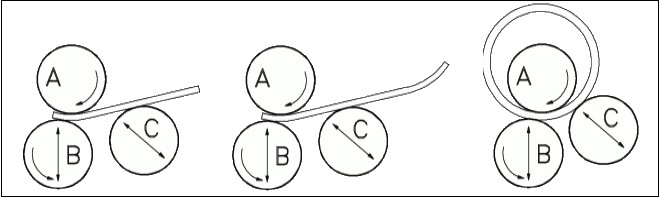
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий.
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.

Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводомЭто наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.

Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Основные технические параметры
Как сделать листогибочный станок своими руками? Для этого необходимо не только разработать чертежи такого устройства, но и определиться с его техническими характеристиками. Лучше всего взять за основу конструкцию серийной модели и уже самостоятельно адаптировать ее под собственные потребности.
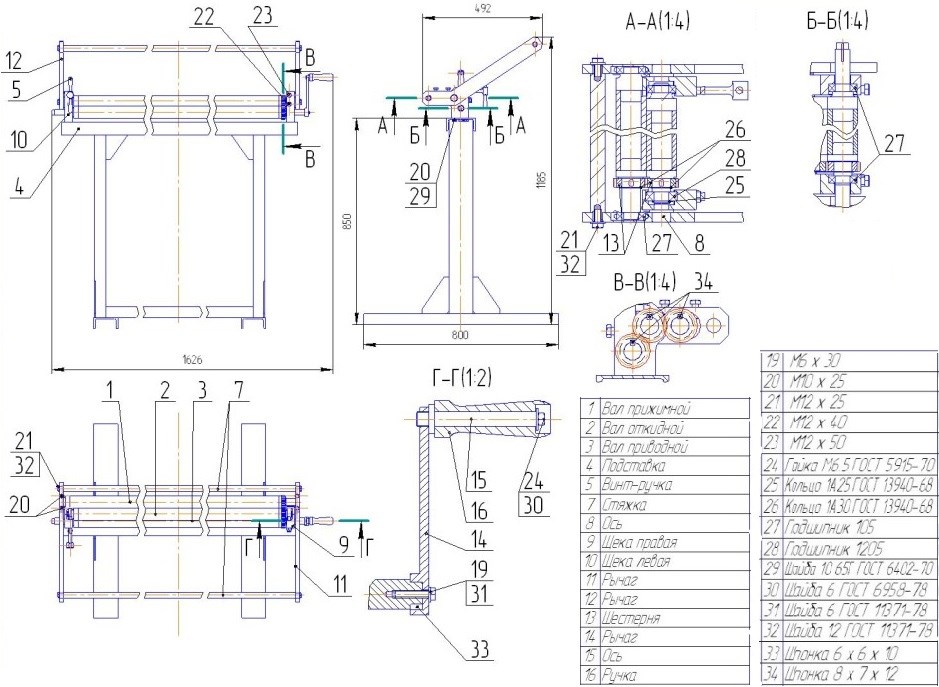
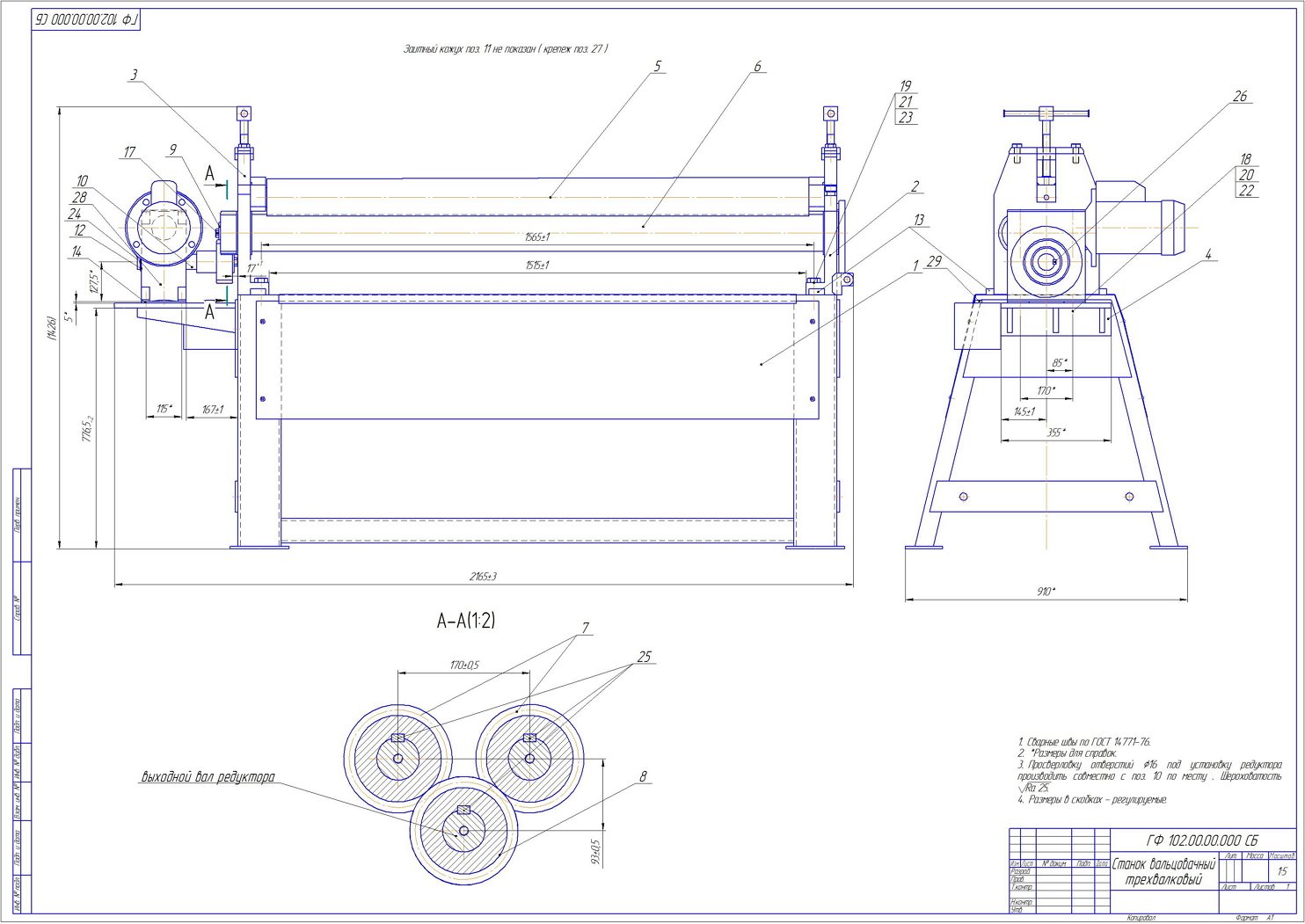
Сборочный чертеж трехвальцового станка заводского изготовления (нажмите для увеличения)
Учитывая тот факт, что свои вальцы вы собираетесь установить в определенном помещении, следует сразу определиться с их габаритами. От данного параметра, который напрямую зависит от длины устанавливаемых валов, будет зависеть, какой ширины листовые заготовки вы сможете обработать на устройстве, изготовленном своими руками. Определяясь с размерами ручных вальцов, следует также учитывать и то, что выполнять на них обработку листовых заготовок с шириной более 1,2 метра будет достаточно тяжело физически. Масса самодельного станка будет оказывать влияние на возможность его перемещения по помещению и транспортировки.
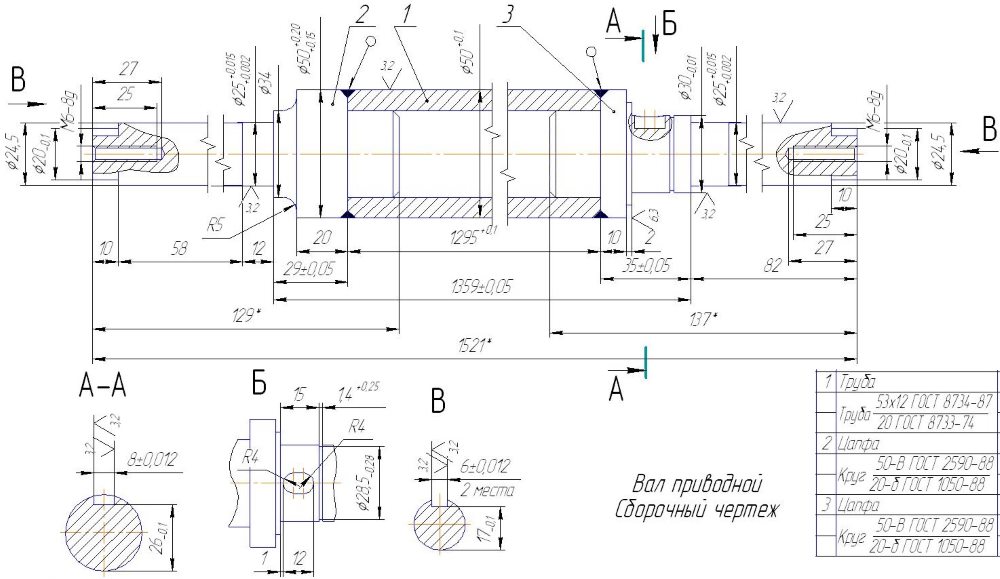
Вал приводной. Чертеж (нажмите для увеличения)
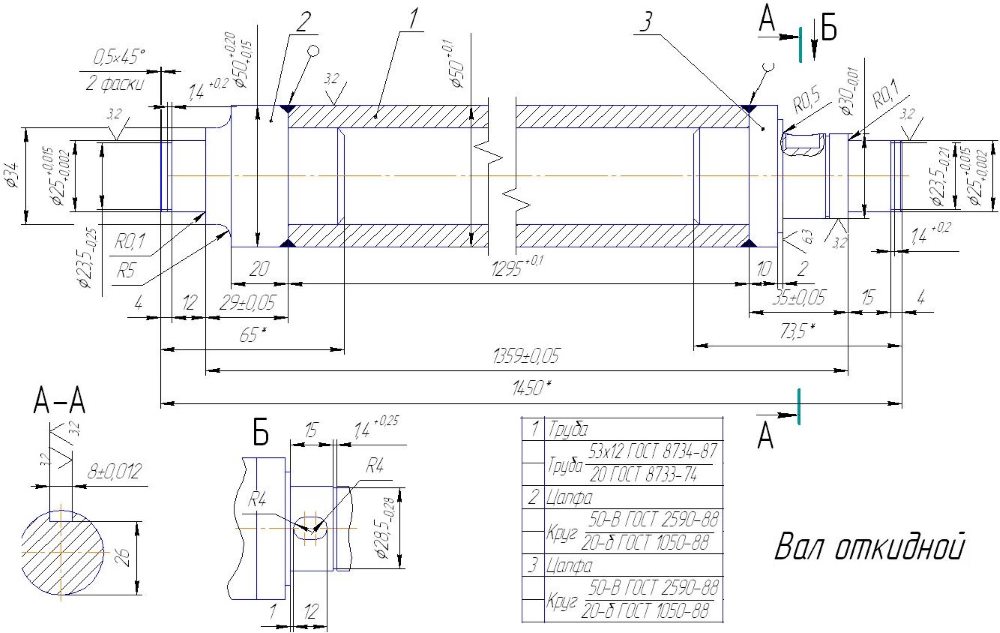
Вал откидной. Чертеж (нажмите для увеличения)
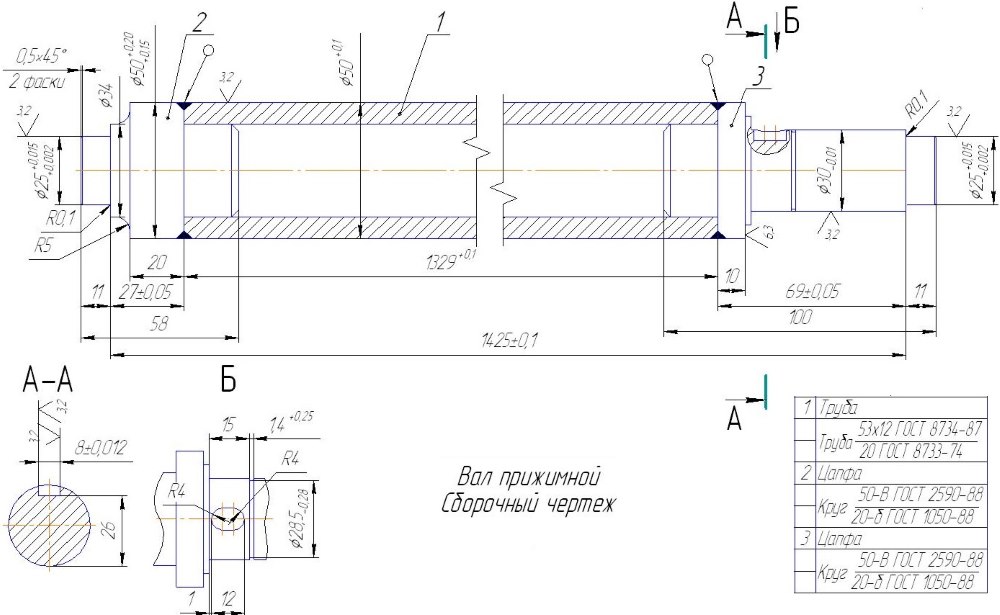
Вал прижимной. Чертеж (нажмите для увеличения)
Чертеж трехвалковых листогибочных вальцов с электроприводом (нажмите для увеличения)
Кроме габаритов и массы будущих вальцов, надо определить следующие характеристики такого оборудования:
- диаметр валков – основных рабочих органов устройства (от данного параметра, который является достаточно важным, будет зависеть то, с каким максимальным радиусом вы сможете сгибать обрабатываемые металлические листы);
- максимальное расстояние, на котором верхний упорный валок сможет располагаться от нижних;
- максимальное расстояние, на которое смогут раздвигаться нижние валки;
- скорость, с которой обрабатываемый листовой материал сможет перемещаться между валками.
Определится с размерами и конструкцией станка поможет изучение технических параметров заводских моделей
Важным параметром, на который следует обращать особое внимание при разработке чертежа будущих вальцов, является жесткость их конструкции. При обработке металлических листов значительные механические нагрузки испытывают не только валки, но и все остальные узлы – станина, приводной механизм и др. Именно поэтому выбирать схему работы вальцов, а также подбирать материалы для ее реализации следует с особой тщательностью.
Чаще всего принимаются за изготовление вальцов 3-х валковых, так как увеличение количества рабочих органов таких маломощных ручных устройств приводит к увеличению и уровня нагрузки, оказываемой на его приводной механизм.
Рекомендации по изготовлению вальцовочного станка
После того как чертежи ваших будущих вальцов разработаны, а материалы подготовлены, можно приступать к изготовлению станка. Перед его сборкой вам надо изготовить следующие элементы.
На ней будут установлены нижние валки оборудования. Изготовить такую раму можно из двух листов толстого металла, которые соединяются между собой ребрами жесткости (можно использовать для этого несколько труб). К боковой поверхности листов, из которых будет изготовлена рама, для придания им дополнительной жесткости необходимо приварить стальные уголки. Опорные валы на элементы такой рамы устанавливаются в специальные пазы, которые следует предварительно разметить и вырезать.

Самодельная рама в сборе с валками
Опорные стойкиНа них будет располагаться верхний валок. Для изготовления таких стоек лучше использовать не трубы, а массивный П-образный профиль из стали. Для обеспечения вертикального перемещения верхнего валка подойдет червячная передача.
Он будет состоять из трех звездочек, цепи и механизма ее натяжения.

Вид станка с торца до закрепления деталей приводного механизма

Самодельный привод станка можно собрать и на основе шестереночной передачи
Сами валки, которые и будут выполнять основную работу по деформированию листового металла, лучше приобрести в заводском исполнении, а не использовать для этого трубы или не пытаться выточить их на токарном станке самостоятельно.
Вам также потребуются болгарка, сварочный аппарат, дрель и набор слесарных инструментов. Порядок действий по изготовлению вальцов своими руками выглядит следующим образом.
Ювелирные вальцы: виды, назначение, изготовление своими руками
Ювелирные вальцы по принципу своего действия и внешнему виду очень напоминают отжимные устройства старых стиральных машин. Такие устройства, которые устанавливались на стиральные машины в прошлом веке, просто обжимали постиранное белье между двух прорезиненных валов, отжимая из него воду.
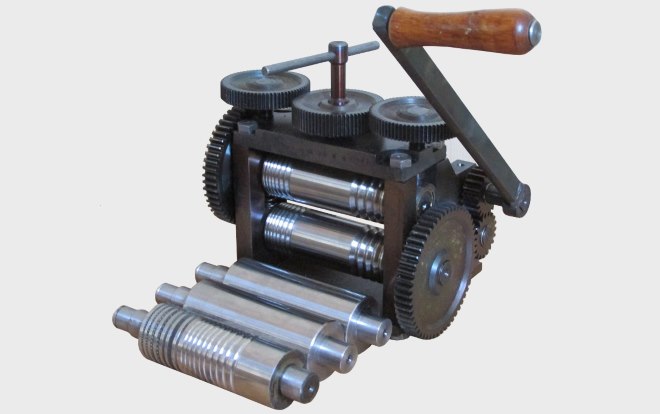
В ювелирном производстве вальцы используют для прокатки и вальцевания листового металла, а также проволоки и прутков
Особенности конструкции
Вальцы ювелирные, в отличие от прорезиненных валов старых стиральных машин, изготавливаются из металла, но работают по такому же принципу. Функционировать такие устройства, расстояние между валами которых можно регулировать, могут как от ручного, так и от электрического привода. Есть также комбинированные модели, в конструкции которых реализованы оба варианта.
Вальцы, используемые в ювелирном производстве, предназначены для сжатия и сгибания изделий, изготовленных из металла. Устанавливая расстояние между рабочими органами таких вальцов меньше, чем толщина или другой размер поперечного сечения обрабатываемого изделия, можно изменять не только его изначальную толщину, но также ширину и длину.
Устройство вальцов ручного типа
В отличие от выжимных устройств старых стиральных машинок, вальцы ювелирные могут иметь в своей конструкции не только 2, но также 3, 4 и даже 5 обжимных валов. Использование большого количества валов позволяет не только выполнять эффективную прокатку металлических изделий, но и сгибать их под разными углами. Из-за своей универсальности среди мастеров ювелирного дела большей популярностью пользуются трех- и четырехвалковые вальцы, которые при желании можно изготовить своими руками.
На поверхности рабочих элементов вальцов, произведенных в заводских условиях, могут присутствовать ручьи – специальные отверстия, через которые прогоняется прутковый материал.
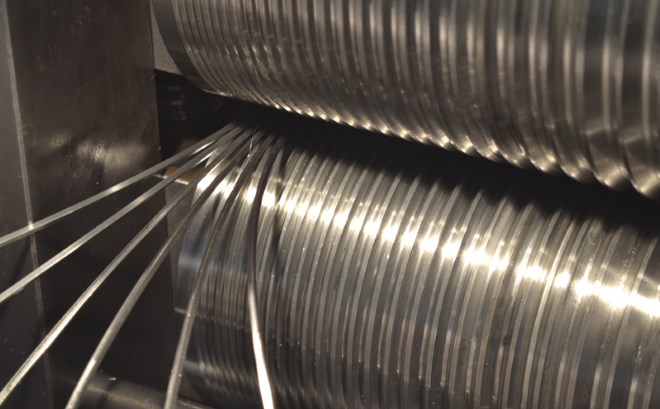
Мощные станки позволяют задействовать для прокатки несколько ручьев одновременно
Выполнить такие желобки на поверхности обжимных валов, изготавливаемых своими руками, проблематично. Для этого необходимо иметь в своем распоряжении достаточно сложное металлорежущее оборудование или обратиться к специалистам по металлообработке. Именно поэтому многие мастера ювелирного дела отказываются от использования самодельных вальцов, отдавая предпочтение более эффективному и функциональному заводскому оборудованию.
Стоимость
Стоимость заводских моделей ювелирных вальцов, которые могут быть оснащены как ручным, так и электрическим приводом, зависит от их функциональных возможностей и находится в довольно широком диапазоне. Наиболее бюджетные модели, которые по своей функциональности напоминают самодельные устройства, стоят около 6 тыс. рублей. Как правило, такие модели – это миниатюрные устройства настольного типа без дополнительных функций, позволяющие обрабатывать изделия ограниченной ширины и определенной конфигурации. Естественно, что на рабочих поверхностях таких устройств (имеющих, как правило, ручные приводы) нет желобков, которые называют ручьями.

Профессиональные вальцы электрические с чугунным редуктором обойдутся примерно в 200 тыс. рублей
Вальцы для ювелирного производства, находящиеся в среднем ценовом диапазоне, стоят 20–30 тыс. рублей. Именно такие устройства пользуются наибольшей популярностью. Благодаря большему количеству рабочих валов такие модели, по сравнению с самыми бюджетными и изготовленными своими руками, отличаются большей длиной рабочей поверхности, за счет которой и обеспечивается воздействие на обрабатываемое изделие. Если у вальцов, сделанных своими руками и относящихся к бюджетной категории, длина такой поверхности составляет порядка 30 см, то у более функциональных моделей данный параметр доходит до 1 метра.
Стоимость самых дорогих и по-настоящему функциональных устройств вальцового типа, используемых в ювелирном деле, может доходить до 1 млн рублей, а в среднем она находится в интервале 100–300 тыс. руб. Альтернативой их приобретения, которая также сопряжена с достаточно большими расходами, являются услуги специализированных компаний, имеющих в своем распоряжении подобное оборудование.
Виды и сферы применения
По типу используемого привода ювелирные вальцовые устройства делятся на несколько категорий.
Эти модели не предполагают подключения к электрической сети. Такие вальцы, хотя и очень компактны, требуют приложения значительных физических усилий для своего использования, так как являются ручными. Применение ручных устройств сопряжено со значительными трудозатратами, помимо этого функциональность таких приспособлений находится на достаточно низком уровне.

Ручные вальцы RM-03 прокатывают металл шириной до 60 мм
С электрическим приводомЭлектрический привод обеспечивает протягивание металлических изделий через систему вальцов. По сравнению с ручными моделями, такие устройства обладают большей функциональностью и значительно сокращают время выполнения работ. Вал электродвигателя при помощи цепной передачи приводит во вращение рабочие органы, а в отдельных моделях за счет электрического привода обеспечивается и подача изделий в зону обработки. Между тем эти вальцы по своей конструкции практически ничем не отличаются от ручных моделей.

Модель вальцов В-9М представляет собой оснащенную электроприводом модификацию легендарного ручного станка В-9
С гидравлическим приводомЗа счет высокой мощности гидравлического привода такое оборудование успешно используется для обработки изделий сложной конфигурации, которые изготовлены из элементов, отличающихся значительной величиной параметров поперечного сечения. Использование ювелирных вальцов данного типа позволяет получать элементы со сложной конфигурацией даже за один проход через систему валков. Для приведения в действие таких устройств и придания им требуемой мощности используется энергия сжатой жидкости – воды или технического масла. Недостатками ювелирного оборудования, оснащенного приводами гидравлического типа, являются значительные габариты и масса.
С приводом комбинированного типа
Для таких вальцов характерна широкая универсальность. Следует иметь в виду, что оборудование данного типа отличается более высокой ценой, что следует обязательно учитывать при его выборе.
Мощные прокатные станы оснащаются дополнительными опциями, например, устройством протяжки проволоки или системой охлаждения валов
На различные категории вальцы делятся и по своему назначению. Так, модели для изготовления ювелирных изделий используются преимущественно для обработки мягких металлов, возможность пластической деформации которых не требует предварительного нагревания. Металлами, поддающимися холодной прокатке, в частности, являются медь, серебро, латунь и золото. Между тем использовать такое оборудование можно для деформирования изделий и из других металлов, но для этого заготовку придется предварительно нагреть, что часто и делают мастера ювелирного дела.
Если вы занимаетесь изготовлением ювелирных изделий и других украшений на дому и объемы вашего производства пока небольшие, можно использовать и самодельное оборудование, чертежи которого несложно найти в интернете. Однако, когда объемы вашего производства выйдут на приличный уровень, а степень сложности изделий, которые вы изготавливаете, будет достаточно высокой, лучше приобрести серийное оборудование, отличающееся высокой мощностью и широкими функциональными возможностями.
Читайте также: