
Печь с силитовыми нагревателями для проведения сплавления образцов с различными плавнями
Обновлено: 19.05.2024
Силитовые нагреватели
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Печь с силитовыми нагревателями для проведения сплавления образцов с различными плавнями
Выбор типа плавильной печи является первым и одним из самых главных этапов технологического процесса производства литых деталей из легкоокисляемых сплавов.
Выбор печи зависит от масштабов производства, характера и назначения литья, а также от вида топлива. Кроме того, выбор типа печи определяется специфическими свойствами сплава и особенностями его приготовления. Однако необходимо, чтобы в производстве было небольшое число универсальных, стандартизованных печей, поддающихся автоматизации и удобных в работе.
С учетом специфики производимого литья плавильные печи должны в основном обеспечивать: 1) высокое качество расплава; 2) необходимую производительность; 3) возможность плавки сплавов различных марок без загрязнения их примесями; 4) минимальное время плавки и минимальные потери металла; 5) минимальный износ футеровки и возможность наведения и удаления флюсов; 6) необходимую температуру при рафинировании и модифицировании сплавов; 7) экономный расход топлива, огнеупорных материалов и т. д.; 8) простоту обслуживания и ремонта; 9) бесшумность и санитарно-гигиенические условия работы; 10) возможность измерения температуры в процессе плавки.
В настоящее время для плавки алюминиевых сплавов применяются разнообразные печи. Так, в цехах с малым масштабом производства применяются тигельные топливные и электрические печи, в цехах массовою производства — электрические и индукционные печи большой емкости.
Каждый тип печи отличается от остальных в основном несколькими геометрическими характеристиками: 1) отношением поверхности соприкосновения металла с атмосферой печи к объему металла; 2) отношением поверхности нагрева к объему металла в печи; 3) отношением поверхности охлаждения к объему металла в печи; 4) направлением передачи тепла металлу от источника нагрева. Кроме того, все плавильные печи можно подразделить на стационарные и подвижные (переносные, качающиеся, наклоняющиеся).
Через поверхность газы проникают в жидкий металл. Если условиться называть площадь поверхности ванны, приходящуюся на единицу массы сплава, «удельной площадью ванны» и обозначить ее через К дм2/кг, то
где S — площадь поверхности ванны, дм2;
Q — масса плавки, кг.
Чем выше этот коэффициент у плавильной печи, тем хуже условия для защиты сплава от проникновения в него газов.
По данным, приведенным на рис. 47, были определены следующие значения коэффициента К для различных печей:

Конвекционные потоки, возникающие в ванне за счет электромагнитного или теплового воздействия, постоянно подводят снизу к поверхности ванны свежие слои металла, имеющие меньшую насыщенность газами, и увлекают вниз поверхностные слон расплава, сильно насыщенные газами. Благодаря этому даже в печи, имеющей небольшое отношение площади ванны к ее массе, может происходить очень быстрое насыщение расплава газами.

Наличие паров воды в атмосфере печи особенно резко сказывается на увеличении количества растворенного водорода в расплаве — чем больше печная атмосфера содержит паров воды, тем больше сплав насыщен водородом. Многократное перемешивание жидкого сплава плавильным инструментом (как у раздаточных печей) также приводит к сильному увеличению газонасыщенности расплава. Это происходит за счет газов (особенно паров воды), адсорбированных на поверхности инструмента. Кроме того, погружаемый в ванну инструмент на какое-то время разрушает окисную пленку, защищающую сплав от проникновения в него газов. Газы атмосферы более свободно проникают в расплав, усиленно в него диффундируют, растворяясь или образуя за счет химических реакций неметаллические включения.
Если условно примем, что все рассматриваемые печи имеют мощности, обеспечивающие проведение плавок за одно и то же время, то уровень газонасыщенности в основном характеризовала бы только скорость процесса газонасыщения, свойственная данной печи. При таком положении самой лучшей печью будет такая, которая; имеет наименьший коэффициент К; в атмосфере которой содержится минимальное количество паров воды; в которой отсутствует перемешивание расплава.
В табл. 58 приведены оценки вышеуказанных показателей рассматриваемых нами печей. He прибегая к экспериментальным материалам, только по данным этой таблицы можно отметить, что очень большие скорости газонасыщения характерны для раздаточных печей; в электротигельной печи и в тигельном горне они будут значительно меньшими, чем в газовой тигельной; не должно быть особенно большой разницы в скоростях газонасыщения металла при плавке в индукционной печи и в печи САН-0,5.

Электрические печи сопротивления получили широкое распространение для плавки легкоокисляемых сплавов благодаря следующим преимуществам этих печей перед пламенными: I) высокое качество расплава и незначительное газонасыщение; 2) малый угар металла: 3) высокая производительность; 4) высокий коэффициент полезного действия (достигающий 70%); 5) сравнительно невысокий расход электроэнергии (до 500 кВт*ч/т); 6) простота конструкции печей и их обслуживания; 7) облегченные условия труда; 8) возможность регулирования температуры и контроля технологических параметров плавки.
В качестве нагревателей для печей рассматриваемого типа применяются неметаллические материалы — уголь, графит, криптон, дисплицид молибдена и карборунд (силит) и металлические. Металлические нагреватели для плавки алюминиевых сплавов чаще всего изготовляются в виде ленты или проволочной спирали из нихрома. Применение в качестве нагревателей проволочной спирали менее выгодно, так как участки каждого витка спирали, находящейся в пазах печи, нагреваются неравномерно вследствие неодинаковой отдачи тепла в сторону футеровки и в сторону рабочего пространства.

Электрические печи сопротивления бывают стационарными (электрогорны) и поворотными. Внутренняя часть стационарных печей выложена фасонным огнеупорным кирпичом, в пазы которого вставлены электронагревательные элементы (нихромовые спирали, силитовые стержни и т. д.). Более совершенны по сравнению со стационарными электропечами однотигельные печи сопротивления типа CAT (с индексами А — стационарные; Б — поворотные; В — раздаточные) и двухтигельные печи типа ОКБ-230 и ОКБ-75 (рис. 48). Печи типа CAT просты по конструкции — представляют собой стальной сварной корпус, выложенный изнутри теплоизоляционным материалом и огнеупорным фасонным шамотным кирпичом; в корпусе на электрокорундовых полках размещены нагреватели. В верхней части печи имеется кольцо из жароупорного чугуна, на которое опирается тигель; в нижней части предусмотрено отверстие для слива металла в случае прогорания тигля. Тигли литые из жароупорного чугуна. Для предохранения сплавов от насыщения железом и увеличения стойкости тигля внутреннюю его поверхность покрывают обмазкой (130 г окиси цинка, 65 г жидкого стекла и 25 г молотого асбеста на 1 л воды или 19% каолиновой глины; 5% жидкого стекла, остальное — вода).
Поворот печи осуществляется с помощью редуктора пли червячной пары вручную. Средний расход электроэнергии на плавление алюминиевых сплавов составляет 500—600 кВт*ч/т, коэффициент полезного действия 50—55% (табл. 59).
Конструкция печей типа ОКБ отличается от печей типа CAT наличием двух камер с двумя тиглями. Тигли закрываются крышками, над которыми установлен поворотный вентиляционный колпак.

Наиболее совершенными плавильными агрегатами в настоящее время следует считать индукционные печи, так как они имеют высокий тепловой л электрический к. п. д., весьма экономичны, наиболее удобны в обслуживании и обеспечивают минимальный угар металла. К преимуществам индукционных печей надо отнести также их высокую производительность, достигающую 200—400 кг/ч (в зависимости от емкости печи), и незначительный расход тиглей благодаря тому, что наружная поверхность их не находится под воздействием раскаленных газов и не подвергается активному окислению.
Индукционные печи для плавки алюминиевых сплавов можно подразделить на две основные группы:
а) индукционные канальные печи с железным сердечником;
б) индукционные тигельные (без сердечника) печи промышленной и высокой частоты.
Конструкции индукционных печей с железным сердечником отличаются лишь мощностью и некоторыми конструктивными решениями отдельных узлов.
Из-за высокой однородности выплавляемого сплава, а также малого угара (0,6—1%) эти печи широко применяются для плавки алюминиевых сплавов. Основная металлургическая особенность этих печей — канал, заполнение металлом которого для замыкания вторичного витка — обязательное условие работы печи. Это вынуждает оставлять в канальной печи после каждой плавки часть расплавленного металла, что практически исключает частую смену марок выплавляемых сплавов. Возникает необходимость и в применении специальной футеровки.
Наличие у канальных печей узкого, заполненного металлом канала, выполняющего роль вторичного витка, делает процесс футеровки этой печи своеобразным, а условия работы очень тяжелыми. Футеровка таких печей состоит из канальной части, называемой подовым камнем, и шахты печи. Особенно тяжелые условия работы канальной части обусловлены действием столба перегретого жидкого металла, энергично циркулирующего (между каналом и шахтой печи) под действием электродинамических тепловых сил. Все это заставляет тщательно подходить к выбору футеровочных и связующих материалов, а также к изготовлению футеровки.

Чем меньше материал для футеровки содержит кремнезема, активно взаимодействующего с алюминием, тем меньше зарастает канал печи окислами алюминия и дольше работает печь. Иногда футеровку подового камня печи выполняют из графитовых пластин (бой графитовых тиглей и пустотелых электродов). Однако перечисленные материалы для футеровки довольно дороги, поэтому для отливок неответственного назначения иногда применяют футеровку из боя шамотных кирпичей (62—63%), огнеупорной глины (13—15%) и буры (2-3%).
В настоящее время в России эксплуатируются канальные индукционные печи емкостью от 300 кг до 40 т. Во ВНИИЭТО разработаны индукционные печи со съемными индукционными единицами, позволяющими устранить один из главных недостатков канальных печей — невозможность перевода их на плавку другого сплава из-за наличия «болота».
Индукционной единицей называют совокупность индуктора, магнитопровода и подового камня с плавильными каналами в разъемном металлическом кожухе. Индункционные единицы могут быть однофазными или трехфазными, с прямыми или круглыми каналами квадратного, прямоугольного или овального сечения; некоторые конструкции выполнены с объемными индукционными единицами, которые при выходе из строя могут быть заменены новыми, заранее подготовленными, без остановки печи. В табл. 60 приведена техническая характеристика индукционных канальных печен ИАК.
В значительной мере для устранения указанных недостатков индукционные печи опрокидывают на 180° и тщательно удаляют металл из канала, применяют съемные индукционные единицы и т. д. Анализ работы печей при круглосуточной и прерывистой работе показал, что во втором случае расход электроэнергии больше всего на 30—35%.
К достоинствам индукционных тигельных печей следует отнести; 1) легкость перевода печи с одного сплава на другой; 2) быстроту смены и набивки тиглей; 3) возможность плавки в вакууме и в инертных средах; 4) относительно небольшие габаритные размеры.

По принципу работы индукционная тигельная печь (рис. 49) представляет собой воздушный трансформатор, первичной обмоткой которого служит медный индуктор, а вторичной — расплавленный металл. Плавление шихты происходит за счет тепла, выделяющегося в печи при наведении электрического тока. Таким образом, магнитный поток в печи без сердечника происходит в большей или меньшей степени по шихте и, следовательно, работа такой печи зависит от магнитных свойств, размеров и формы кусков шихты, соотношения диаметра тигля и индуктора и др.
Характерной чертой работы этих печей, отличающей их от высокочастотных, является интенсивное движение жидкого металла в тигле. При этом интенсивность движения увеличивается по мере уменьшения частоты тока, удельного электросопротивления, плотности металла. В результате улучшения теплопередачи при перемешивании плавление протекает быстрее, но происходит замешивание в металл окисной пленки, увеличение угара и повышение износа тигля. В значительной мере устранить эти недостатки можно при применении покровно-рафинирующих флюсов.
Однако сплавы, приготовленные в печах ИАТ, значительно уступают по чистоте сплавам, приготовленным в газовых и тем более в печах электросопротивления.
По частоте питающего тока индукционные тигельные лечи подразделяются на: 1) установки промышленной частоты, питающиеся от сети 50 Гц непосредственно или через специальные понижающие трансформаторы; 2) установки повышенной частоты (500—10000 Гц), питающиеся от электромагнитных преобразователей частоты; 3) высокочастотные установки, питающиеся от ламповых генераторов. Рабочая частота индукционных тигельных печей зависит от емкости тигля: крупные печи, как правило, работают на частоте 50 Гц; чем меньше емкость печи, тем выше ее рабочая частота.
В последнее время все большее применение для плавки алюминиевых сплавов получают индукционные тигельные печи промышленной частоты. В конструкцию таких печей входит каркас круглой или прямоугольной формы, индуктор, TOKO- и водоподводящие устройства, магнитопроводы, разделенные на пакеты и равномерно распределенные по oкружности индуктора, и опрокидывающий механизм.
В табл. 61 дана характеристика вакуумной индукционной установки (ВИУ500М), предназначенной для плавки токами промышленной частоты с последующим вакуумированием перед разливкой для удаления газов из расплава, а в табл. 62 — даны технические данные печей типа ИАТ.
Установка может быть использована для отливки ответственных деталей массой до 650 кг и представляет собой цилиндрическую камеру с крышкой, внутри которой расположен многовитковый индуктор с тиглем из жаропрочного бетона.
Бессердечниковые индукционные печи промышленной частоты являются наиболее прогрессивными и экономичными по сравнению с печами с железным сердечником и превосходят их в скорости и температуре нагрева, а также в универсальности применения.
Характерное отличие работы этих печей от работы высокочастотных заключается в степени интенсивности движения жидкого металла в тигле. Интенсивность движения увеличивается по мере уменьшения частоты тока, удельного электросопротивления, плотности металла. При перемешивании улучшается теплопередача и плавление протекает быстрее, но вследствие возникновения аксиальных и радиальных сил в слое металла, в котором плотность тока достигает желаемой величины, в металл замешивается окисная пленка, увеличивается угар и повышается износ тигля.



Индукционная печь — плавильный агрегат периодического действия, который для цехов массового производства с небольшой металлоемкостью форм не может обеспечить непрерывную работу заливочных участков и конвейеров без дополнительных раздаточных печей — миксеров. При отборе металла малыми порциями работа плавильной печи по режиму миксера длится 3—6 ч, что приводит к снижению производительности, вызывает необходимость в периодическом прерывании заливки на время подогрева оставшегося металла и связано с рядом трудностей (увеличение простоя печи, ухудшение качества металла), исключающих возможность использования индукционных печей как раздаточных.
Индукционную печь следует использовать как плавильный агрегат, из которого готовый сплав переливают в установленные на заливочных участках и литейных конвейерах раздаточные электрические печи типа CAT, необходимые для выдержки сплава в узких интервалах технологических температур, рафинирования и модифицирования. Перелив из индукционной печи и выдержку в раздаточных печах следует использовать для проведения комбинированного рафинирования (фильтрация при переливе и рафинирование в раздаточной печи).
Представляется, что устранение основного недостатка плавки в индукционных печах — загрязнение сплава неметаллическими включениями возможно при организации плавки по схеме дуплекс-процесса: плавка в индукционной печи, перелив с фильтрацией и рафинированием в раздаточную печь. Такая схема процесса не только обеспечит высокое качество расплава, но и позволит максимально использовать высокую производительность индукционных печей.
В настоящее время даже в таких высокопроизводительных агрегатах, как машины для литья под давлением и механизированные кокильные станки, наиболее трудоемкая операция — заливка металла выполняется вручную, что приводит к захвату шлака и повышенному окислению металла.
Известно много различных устройств для механизации процесса заливки металла в форму: механические, пневматические и электромагнитные. Применяются и раздаточные электропечи с дозирующим устройством.
Принцип действия дозирующих устройств раздаточных печей CAT может быть основан как на механическом, так и на пневматическом вытеснении. При механическом вытеснении жидкий металл подается из тигля печи к месту разливки по обогреваемому желобу, положение которого можно менять.
Дозирующее устройство представляет собой колонну, по которой движется каретка с закрепленным на ней вытеснителем. Погружаясь в тигель, он вытесняет порцию металла, величина которой зависит от числа оборотов ходового винта каретки. Число оборотов задают вариатором и конечным выключателем. Схема механического вытеснения предусматривает автоматический и полуавтоматический режим работы дозатора.
Механические устройства обладают теми же недостатками, что и ручная заливка, так как большинство из них копирует движения, производимые ложкой или заливочным ковшом при ручной заливке. Кроме того, для обеспечения стабильности работы механических устройств необходимо поддерживать постоянный уровень металла в раздаточной печи.
Печь CAT представляет собой герметичную камеру, в полости которой выложена ванна из магнезитового кирпича. Внутри ванны установлен керамический тигель, посредством которого осуществляется дозирование металла. Нагревательные элементы — проволочные спирали из сплава ЭИ625 заключены в алундовые трубы и расположены над металлом. Порционная подача жидкого сплава ведется методом пневматического вытеснения.
Схема дозирующего устройства электропечи САТ-0,16Р с пневматическим вытеснением металла показана на рис. 50. По трубопроводу в камеру подается азот.

Под его давлением жидкий металл поднимается по керамической трубе 9 и, переливаясь через края тигля 8, заполняет его до замыкания контактов I и II, которые дают сигнал на прекращение подачи азота в камеру и сброс давления. Затем азот под давлением подается одновременно в камеру и трубу 9. Порция жидкого металла из тигля поднимается по трубе 7 и сливается по желобу 5 в кокиль литейной машины или в камеру прессования машины литья под давлением. Уровень металла в тигле, опускаясь, размыкает контакты II и III, по сигналу которых сбрасывается давление.
В табл. 63 приведены основные характеристики электропечей типа CAT, а в табл. 64 — характеристика дозаторов.

Тираспольским заводом литейных машин им. С.М. Кирова выпускаются специальные дозаторы, предназначенные для автоматизации процесса заливки мелких доз жидких алюминиевых сплавов в машины для литья под давлением и в кокильные установки. Конструкция дозатора проста и обеспечивает довольно высокую точность дозирования металла.
Дозатор снабжен электронагревателями для поддержания необходимой температуры жидкого металла в герметично закрытой футерованной ванне. Контроль максимального и минимального уровней металла осуществляется двумя уровнемерами. Ванна дозатора пополняется жидким металлом через люк ковшом или другими способами. Слив остатков металла из ванны производится через наполнительный люк при наклоне дозатора. Дозатор может работать как автономно, так и в едином цикле с машинами для литья под давлением или кокильными машинами.
Ниже приведена техническая характеристика дозатора Д630:

Необходимо отметить, что пневматические заливочные устройства подают в форму чистый от шлака металл, однако при этом способе заливки повышается газонасыщенность металла, а необходимость герметизации раздаточной печи существенно усложняет условия эксплуатации таких установок.
Электромагнитные устройства лишены перечисленных недостатков. Отсутствие движущихся механизмов, воздействующих на перемещающийся металл, — одно из главных преимуществ электромагнитных установок.

Магнитогидродинамический дозатор, показанный на рис. 51, представляет собой раздаточную электропечь, закрепленную по центру тяжести на цапфах. Червячный привод одной из цапф позволяет плавно и легко поворачивать маховиком печь для слива металла из металлопровода после окончания работы. Основание — тележка 1 представляет собой прочную легкую платформу с четырьмя винтовыми домкратами для регулирования положения дозатора по высоте в пределах ±110 мм. Каждый домкрат опирается на ролик; два из четырех домкратов — поворотные. Такая конструкция тележки в сочетании с насадкой на выходном конце трубы 2 позволяет использовать дозатор для работы с любой машиной для литья под давлением, кокилем и т. п. Тигель 3 прочно закреплен фланцем в металлической крышке печи; приемный конец входной трубы входит через дно в тигель на 80—100 мм для выдачи чистого металла. Тигель и труба сварены. Труба под днищем печи соединяется с входным фланцем щелевого канала индукционного насоса 4.
Разъемный корпус насоса отлит из чугуна. В каждой его половине закреплен электромагнит из наборного железного пакета, в пазы которого помещена обмотка из никелированной медной шины. Обмотки насоса питаются трехфазным переменным током силой 450—500 А и напряжением около 8 В. Канал насоса снаружи снабжен герметизированным электрическим нагревателем. Насос не требует специального охлаждения, габариты его минимальны, и при малом потреблении энергии он развивает давление более 0,5 ат. Выходящая из печи часть трубы 2 снабжена электронагревателями и термопарами; такие же термопары контролируют температуру канала насоса. Насос может поворачиваться вокруг оси 5.
Металлопровод дозатора разогревается одновременно по всем участкам до температуры разливки сплава; температура нагрева автоматически регулируется многопозиционной следящей системой. Уровень металла в тигле регулируется с помощью капсулы с источником радиоактивного излучения и счетчиков. Шкала грубой настройки дозатора может быть разбита на интервалы 0,4—0,8—1,2 и т. д. до 4 кг по алюминию.
Таким образом, работа дозатора полностью автоматизирована, но управление им требует, на наш взгляд, упрощения. Кроме того, применение магнитогидродинамического дозатора в условиях литья алюминиевых сплавов связано с серьезными затруднениями, вызываемыми прежде всего высокой химической активностью сплавов. Специфика конструкции требует изготовления огнеупорного керамического канала (стойкого в среде движущегося алюминиевого расплава) длиной около метра со стенкой толщиной 3—5 мм. В настоящее время это технически трудновыполнимая задача. He менее серьезной является проблема стойкости изоляции обмоток индуктора насоса при заливке такого высокотемпературного расплава, как алюминий. Вероятно, этими причинами и можно объяснить, что до сих пор эти насосы мало применяются в литейных цехах для разливки алюминиевых сплавов.
Для плавки и разливки алюминиевых сплавов применяют чугунные (литые) и графитовые тигли различных марок. Графитовые тигли (по ГОСТ 3782—54) изготовляются из смеси молотого графита (30—50%), шамотной глины и боя сухого обожженного шамота. Для увеличения срока службы тигли перед использованием подвергают термической обработке — медленно нагревают до 200° С (2—3 ч), затем до 400—500° С (2—4 ч) и при 900—1000° С прокаливают 10—16 ч.
Во избежание преждевременного разрушения графитовых тиглей из-за воздействия на них флюсов рекомендуется применять защитную стальную или чугунную обечайку. Обечайки вставляют в тигель до засыпки флюсов на глубину 80—100 мм от поверхности металла и вынимают после снятия шлака. Тигли, бывшие в употреблении, применяют для плавки только после тщательной очистки их внутренней поверхности от следов металла, флюсов и окисных пленок. Допускаемые к эксплуатации тигли He должны иметь трещин, отставших кусков и других дефектов.
Сплавы Al — Mg склонны к взаимодействию с материалом тигля, как стального, чугунного, так и графитового. А незначительное загрязнение сплавов железом и кремнием, как уже говорилось, оказывает отрицательное влияние на его свойства.

На рис. 52, 53 показано изменение содержания железа и кремния в расплавах алюминия, а также сплавов с 5 и 10% Mg при плавке в различных тиглях. Содержание железа, показанное на рисунках, получено при анализе образцов, отлитых из тигля. Поверхность соприкосновения расплава с тиглем постоянно уменьшалась. Поэтому данные значения не отражали действительной скорости, отнесенной к единице площади контакта и количеству расплава. Скорость растворения железа показана с учетом таких факторов, как масса металлического скрапа, площадь соприкосновения и объема плавки. На рис. 54—56 показан внешний вид и структура пода тигля, где протекала плавка. После плавки сплава алюминий — магний коррозия тигля проходила равномерно по всей его поверхности.
Судя по внешнему виду, имеет место интенсивное взаимодействие с материалом тигля, так как сплавы алюминий — магний образуют пористые окисные пленки и реакция протекает через их поры по всей поверхности.

Печь с силитовыми нагревателями для проведения сплавления образцов с различными плавнями
Владельцы частных домов и дач успешно решают проблему сбора и утилизации сточных вод путем установки на участке локальной системы канализации. Основным элементом.
18.09.2021Услуги геодезистов могут потребоваться в том случае, если вы планируете строительные работы на участке.
17.09.2021Среди всей линейки металлопроката профтруба пользуется наибольшим спросом. Универсальный материал задействован во всех сферах деятельности.
17.09.2021Компания «МеталлЭлементГрупп» предлагает продажу металлопроката по выгодной цене.
16.09.2021Релейная защита является частью электронных и электрических схем электрооборудования. В случае возникновения повреждения, релейная защита определяет участок, на котором.
16.09.2021Токарная обработка - один из наиболее часто используемых методов обработки, когда заготовка должна иметь форму любого вращающегося твердого тела.
16.09.2021Оценка недвижимости – это услуга, которая пользуется популярностью перед продажей или покупкой жилья.
15.09.2021При наличии высоких потолков можно использовать вертикальное позиционирование, а в стандартных строениях – горизонтальное. Но в обоих случаях важной задачей станет выбор.
Печь с силитовыми нагревателями для проведения сплавления образцов с различными плавнями
Cилитовые нагреватели
Силитовые нагреватели

Одним из видов нагревательных элементов являются силиты. Силиты представляют собой смесь силиката углерода SiC (карборунд), глицирина и свободного кремния.
Для силитов характерна большая устойчивость при достаточно высоких температурных режимах, а также падением мощности (увеличением сопротивления) вместе с возрастанием температуры. Из-за большой зависимости сопротивления силитов от температуры нужна в обязательном порядке регулировка напряжения.
Карбидкремниевые силиты применяются в электропечах в режимах непрерывной и периодической работы с температурой по поверхности активной зоны нагревателя до 1450˚С
Еще одно положительное качество силитов, это их небольшой вес при одинаковой мощности по сравнению с металлическими нагревателями, что позволяет значительно снизить затраты в применении их в печах с большой площадью, как если бы нагреватели изготовляли бы, например, из нихрома. Поэтому за силитовыми нагревателями стоит будущее в разработке экономичных, мощных нагревательных устройств нового поколения.
В типовом исполнении, силитовые нагреватели изготовляются в виде стержней, в которых рабочая часть находится в центральной части, а по обе стороны расположены холодные зоны, имеющие пониженное сопротивление. Для лучшего контакта при соединении края силитов покрывают порошковым алюминием. Производятся нагреватели уменьшенного диаметра в активной зоне в сравнении с холодными зонами и единого диаметра по всей длине стержня. Конструкция его показана на рис.1.
Обозначения на рисунке:
m – длина холодной части;
l – длина греющей части (рабочая зона);
L – единая длина;
n – участок покрытия порошковым алюминием (для подсоединения)
d – диаметр рабочей зоны
D – диаметр холодной части.
| dxDxlxL (m) [mm] | R (Om) |
| 8x14x100x360 (130) | 2,4 |
| 8x14x150x450 (150) | 3,6 |
| 8x14x180x480 (150) | 4,4 |
| 14x22x200x700 (250) | 1,8 |
| 14x22x250x750 (250) | 2,2 |
| 14x22x400x1100 (350) | 3,5 |
| 18x28x250x950 (350) | 1,3 |
| 18x28x300x1000 (350) | 1,7 |
| 18x28x500x1300x(400) | 2,7 |
Свойства:
1. Диапазон рабочих температур от 600°C до 1600°C,
2. Работа в воздухе, в других атмосферах, где максимальная температура зависит от катмосферы в печи,
3. Cтойкость на гораздо большие электрические нагрузки, чем металические элементы, при сохранении значительных достижений, как при постоянных, так и при циклических нагревательных процессах,
4. Монтаж может вестись как вертикальный, так и горизонтальный.
Применение:
Силитовые нагревательные элементы находят применение в различных печах: начиная от малых лабораторных печей до больших промышленных, где нагревательный процесс идет в широком диапазоне температур. К таким печам относятся печи, применяемые в термической обработке керамики, металлов, стекла и др. (например, КО-14, КS-520, KS400…KS800, типа PSK, PSR.)
Монтаж:
1. Так как для силитовых нагревателей характерна хрупкость, то при транспортировке, в процессе монтажа требует особой аккуратности, а также нужно обращать внимание на мех-повреждения.
2. Монтажные отверстия выполняют по оси во избежание поперечных нагрузок.
3. Монтажные отверствия должны быть выполнены по оси, для того, чтобы не доходило до поперечных нагрузок, на которые силитовые нагревательные элементы наиболее восприимчевы.
4. Активные зоны нагревателей не должны находиться внутри монтажных отверстий. Эти отверстия должны иметь большой диаметр, исключающими прикосновения с нагревателями; возможно прикосновения силитов только с керамическими материалами.
5. Вывода нагревательных элементов необходимо выполнять за пределами воротников втулок, причем расстояние должно быть не менее двойного диаметра силитового стержня.
6. Оптимальное расстояние между осями соседних нагревательных элементов должно быть равняться 2,5-3 кратности диаметра силитов, но не менее двух их диаметров.
Принципы расположения силитов в печи показаны на рисунке 2.
A = (1.5×D) – минимальное расстояние между осью нагревательного элемента и стенкой печи,
B = (2×D) – минимальное расстояние между осями нагревательных элементов,
C = (2×D) – минимальное расстояние между осью нагревательного элемента и предметом топки,
фD – диаметр нагревательного элемента.
В некоторых случаях может оказаться необходимым увеличить выше указанные величины.
Электрическая характеристика
График зависимости сопротивления силитовых нагревателей от температуры показан на рис.3. Из графика видно, что силиты имеют положительный ТКС. При низких температурах сопротивление у них высокое, при нагревании оно уменьшается и достигнув температуры примерно 700С, становится максимальным. При дальнейшем нагревании, сопротивление постепенно растет. Заштрихованное пространство на графике обозначает разброс в неточности измерения, так как сопротивление при нагревании до 600С имеет дифференцированную величину и точно измерить сопротивление здесь трудно.
Мощность и поверхостная нагрузка
У силитовых нагревателей нет номинальной мощности. Мощность здесь определяется функцией температуры, атмосферы, где работают нагреватели, в том числе циклы и работы
Чтобы получить достаточную по мощности и в то же время продолжительного действия в эксплуатации печь подбирают параметры так, чтоб поверхностная нагрузка была в пределах 3…8 Вт/см².
Атмосфера:
Наиболее лучшей атмосферой в работе силитовых нагревателей является чистый сухой воздух, но также возможно эти нагреватели применять и в других средах, которые требуют различные технологические процессы.
Силиты окисляются, продукт их окисления – это двуокись кремния, благодаря чему создается аморфичный устойчивый охранный слой на поверхности силитов, предохраняющий их от дальнейшего окисления.
Очень плохо действует на выносливость силитовых нагревательных элементов водяной пар, приводящий даже при незначительном временном промежутке к неотвратимым повреждениям на их поверхности. Поэтому перед установкой нагревателей, печь подвергают тщательной сушке. В случаях, если необходима сушка печи с помощью силитовых нагревателей, нужно обеспечить вентиляцию печи.
Максимальные температуры работы в зависимости от выбранных атмосферах представлены в таблице:
2.1.2. Силитовые электронагреватели
Силитовые нагреватели представляют собой карборундовые стержни (карбид кремния). Карборунд хорошо выдерживает температуру до 1400… 1450°С и, следовательно, может обеспечить работу электрических печей до 1350-1400°С. Срок службы нагревателей в электрической печи может колебаться в пределах от сотен до тысяч часов. Удельное сопротивление силита изменяется в широких пределах и достигает у разных типов нагревателей 4·10 -4 …4· 10 -3 Ом·м. В процессе нагрева от комнатной температуры до 700 о С удельное электрическое сопротивление силитовых стержней уменьшается примерно в 3 раза. Поэтому они чувствительны к быстрому нагреву, вследствие чего разогрев печи следует производить постепенно. Для этого нередко используют регулировочные трансформаторы, позволяющие по мере повышения температуры снижать напряжение, с тем, чтобы сила тока не превысила максимально допустимую величину. Силит – хрупкий и непрочный материал, поэтому его применяют лишь в сравнительно больших сечениях, диаметром от 8 до 45мм, и длиной активной части до 1200мм. В связи с трудностью получения однородной структуры силитовых стержней на заводе-изготовителе подбирают партии нагревателей по 6 – 12 штук примерно одного сопротивления. Величину сопротивления каждого из стержней наносят мелом на концевую сторону стержня. Силитовые стержни имеют активную зону -L1 холодные зоны – L2. Концы стержней, к которым подсоединяют токоподводящие проводники, покрыты порошковым алюминием. На рис.1.2 показаны два типовых варианта конструкции силитовых стержней.

а)

б)
Рис. 2.4. Слитовые стержни. а) – цилиндрический; б) – гантелеобразный.
Существуют различные способы соединения токовых выводов с проводами или шинами токоподводов.
Крепление с помощью стального хомута наименее надёжно. Это объясняется тем, что коэффициент линейного расширения стали значительно больше чем силита. Поэтому в процессе разогрева усилие затяжки хомута ослабевает, сопротивление в зоне контакта стержня и хомута увеличивается, что приводит к прогрессивному разогреву хомута, постепенному окислению и оплавлению. Наиболее надёжными являются водоохлаждаемые стыковые соединения. Однако они сложны и дороги и применяются только для крупных нагревательных устройств. Хорошие результаты даёт использование в качестве токоподвода многослойной алюминиевой ленты прижатой к токовому выводу стержня пружинным зажимом из жаропрочной стали (рис.2.4).
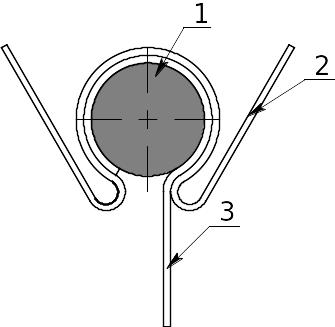
Рис. 2.4 Соединение силитового стержня с токоподводом с помощью пружинного зажима. 1-торец силитового стержня, 2- пружинный зажим, 3- многослойная алюминиевая лента.

Рис .2.5. Крепление силитового стержня в стенках печи.
1- активная часть силитового стержня;
2- футеровка печи; 3-монтажная керамическая втулка;
4- токовый вывод стержня;
6- лента токоподвода;
7- пружинный зажим.
На рис. 2.6. приведён пример расположения совокупности стержней в рабочем пространстве печи.
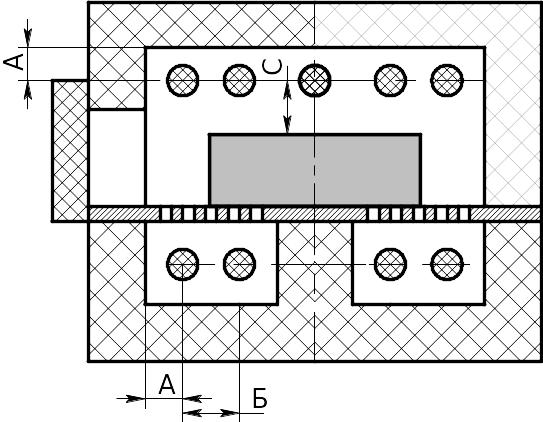
Рис. 2.6. Пример расположения совокупности стержней в рабочем пространстве печи.
Минимальное расстояние между осями соседствующих нагревательных элементов - В равняется их двойному диаметру, а от оси стержня до футеровки -А равно полуторному диаметру. Это создаёт возможность равномерного рассеивания энергии, выделяющейся в стержне, по всем направлениям и предотвратить его местный перегрев. Расстояние между силитовыми стержнями и садкой печи - С должны быть достаточными для свободной загрузки и извлечения, но не менее 2-х диаметров стержня.
Расчёт силитовых нагревателей сопротивления выполняют после того, как проведён расчет электротермического устройства, в результате которого определена необходимая мощность нагревателей, максимальная температура, требуемая для проведения соответствующего технологического процесса (спекания, закалки, отпуска и т.п.), а также размеры рабочего пространства и толщина стенок печи.
Технология изготовления силитовых стержней не позволяет получать точно заданного сопротивления стержня. В большой партии силитовых стержней одного типоразмера величина электрического сопротивления может изменяться в пределах 10 и более процентов. Кроме того, изготовление силитовых стержней по размерам заказчика обходится в несколько раз дороже, чем приобретение аналогичных стержней из серийно выпускаемых партий.
Заводы изготовители экспериментально определяют действительное сопротивления изготовленных стержней и записывают их величину на выводе стержня мелом. Обычно указывают также номинальное напряжение или ток. (Если номинальное напряжение не указано, его определяют по формуле: , В).
Поэтому целью расчета является выбор размеров силитовых стержней, из каталога завода изготовителя, а для работы стержней в номинальном режиме используют многоступенчатые трансформаторы.
1. Исходными данными для расчёта являются: мощность печи, температура нагревателей, длина рабочего пространства и толщина футеровки печи;
2. По температуре нагревателя определяют величину допустимой удельной поверхностной мощности по графику на рис. 2.6;
3. Вычисляют суммарную поверхность активной части стержней по формуле: , см 2
4. По каталогу изготовителя стержней выбирают стержни, длинна активной части которых не превышает длину рабочего пространства печи, а длина токовых выводов больше толщины футеровки на 2…3 диаметра;
д) вычисляют площадь поверхности активной части одного выбранного стержня: , см 2 ;
5. Вычисляют требуемое количество стержней:
5. Округляют расчётное количество стержней до ближайшего большего целого числа, а при трёхфазной схеме соединения до ближайшего большего кратного трём;

Рис.2.6. Допустимая удельная поверхностная мощность силитовых нагревателей.
6. Для принятого числа стержней – nпр. вычисляют удельную поверхностную мощность нагревателя и новое значение допустимой для него рабочей температуры (по рис. 2.6.);
7. По номинальному напряжению на силитовых стержней и характеристикам трансформатора выбирают схему соединения стержней в печи и их подключения к трансформатору.
Вопросы для самоконтроля.
1. Ссформулируйте закон Ома.
2. Назовите материалы для электрических нагревателей сопротивления.
3. Перечислите способы размещения металлических нагревателей в рабочем пространстве печи.
4. Опишите способ размещения силитовых стержней в рабочем пространстве печи.
5. В чём заключается трудность надёжного соединения токоподвода с силитовым стержнем?
6. Поясните способы этих соединений.
7. Что называют допустимой удельной поверхностной мощностью нагревательного элемента?
8. Как определяют эту величину?
9. Как изменяется удельное электрическое сопротивление металлических нагревательных элементов при увеличении их температуры?
10. Как изменяется удельное электрическое сопротивление силитовых стержней при увеличении их температуры?
Большая Энциклопедия Нефти и Газа
В качестве реакционной зоны и зоны нагрева использовались электрические печи сопротивления с силитовыми нагревателями типа ТК-30 / 200, в которые была вмонтирована кварцевая трубка диаметром 50 мм. В начале кварцевой трубки перед реакционной зоной установлен смеситель для предварительного перемешивания газа и воздуха. [17]
Таким образом, нет возможности дать какое-то одно численное выражение для подсчета сопротивления силитовых нагревателей при различных температурах, так как температурный коэффициент электрического сопротивления, с одной стороны, зависит от состава и структуры материала, весьма неоднородных и от значения удельного сопротивления в холодном состоянии, а с другой - является сам очень сложной функцией температуры. [18]
РС-5, 2 - шнсковый питатель; з - уравнительный бункер колчедана, 4 - силитовые нагреватели , - 5 - труба из стали 1Х18ШОТ ( диаметром 121 Х7 мм), К - царга, 7 - циклон, - герметичные бункеры, 9 - подина с беспровальным колпачком. [20]
Для экспериментального исследования процесса кристаллизации в рассмотренных системах использовалась установка, состоящая из одно-зонной горизонтальной печи сопротивления с силитовыми нагревателями , газовой системой, термостатов и реакционного аппарата. [22]
Поэтому, как указывалось выше, карборундовые материалы используются, наряду с абразивным делом, также и для производства силитовых нагревателей . В СССР метод производства силитовых стержней разработан Ленинградским всесоюзным институтом огнеупорных и кислотоупорных материалов ( К. [23]
Карборунд находит применение не только в качестве огнеупорного материала, но также в качестве материала, из которого выполняются нагревательные элементы в виде стержней и трубок - так называемые силитовые нагреватели . [24]
В промышленности при малом масштабе производства МоО3 при 1100 - 1200 возгоняют в тигельных наклонных вращающихся электропечах, при большом масштабе - в карусельной электропечи с вращающимся подом и силитовыми нагревателями . [25]
В процессе эксплуатации вещества, дающие основную реакцию, - щелочи, окислы щелочноземельных, а также и тяжелых металлов, силикаты и бораты, - реагируют при температурах накала силитовых нагревателей с материалом последних, разрушая их. Поэтому необходимо устранить соприкосновение этих веществ со стержнями. [27]
Силитовые стержни изготовляются на основе карбида кремния, кристаллического кремния и углерода. Силитовые нагреватели применяются в электрических печах различной мощности, рассчитанных на максимальные температуры до 1500 С. Срок службы нагревателей в электрической печи может колебаться в пределах от сотен до тысяч часов. [28]
Силнтовые стержни изготовляются на основе карбида кремния, кристаллического кремния и углерода. Силитовые нагреватели применяются в электрических печах различной мощности, рассчитанных на максимальные температуры до 1500 С. Кривая относительного изменения электрического сопротивления силитового стержня от температуры показана на рис, 8 - 25, Срок службы нагревателей в электрической печи может колебаться в пределах от сотен до тысяч часов. [30]
Читайте также: