
Печь для обжига клинкерного кирпича
Обновлено: 18.05.2024
Обжиг клинкера
Технологии. Основным и самым энергоемким переделом в производстве цемента является обжиг клинкера, потребляющий до 80% общей энергии. На получение цемента в нашей стране расходуется до 25 млн. т условного топлива в год.
Независимо от способа производства, завершающая стадия процесса обжига клинкера осуществляется преимущественно во вращающихся печах. Попытки осуществления спекания клинкера в других агрегатах-реакторах пока не получили широкого промышленного внедрения. Особенностью работы вращающейся печи является то, что в одном агрегате одновременно протекают взаимообусловленные химические и физические превращения вещества, термохимические, тепло - массообменные, газодинамические процессы, осуществляется факельное сжигание топлива, происходит перенос возогнанных и конденсированных фаз из материального потока в газовый и обратно. Каждый из приведенных отдельных процессов сам по себе достаточно сложен. При управлении же всей системой в целом возникают дополнительные трудности, обусловленные взаимным влиянием указанных процессов, накладывающихся друг на друга.
Так, интенсивность сушки шлама определяет грансостав материала в подготовительных зонах, который, в свою очередь, существенно влияет на теплообмен между газовым потоком и обжигаемым материалом. Величина теплообмена в значительной мере определяет температуру и энтальпию газового потока в зоне сушки и тем самым влияет на интенсивность этого процесса и грансостав высушенного материала. В результате возникает подобие замкнутого круга, когда нарушение в одном звене многократно усиливается в циклическом процессе. Подобные явления наблюдаются и в других участках печи. Например, при повышении слоя материала в печи необходимо увеличить расход топлива. С увеличением расхода топлива интенсифицируется декарбонизация материала в зоне кальцинирования и, следовательно, скорость его движения, т. е. еще в большей степени увеличивается слой материала в зоне горения
Топлива, что требует более теплонапряженного факела. Однако выделяющееся в этих условиях большое количество углекислого газа из материала замедляет процесс горения топлива и, следовательно, снижает теплонапряжение и температуру факела,
Что, естественно, приводит к нарушению процесса спекания клинкера.
Подобные замкнутые взаимозависимые процессы наблюдаются и при рециркуляции пыли, выносимой и возвращаемой в печь в системах колосниковый холодильник — печь, угольная мельница — печь и в других случаях. На основании приведенных данных можно подчеркнуть принципиальную особенность вращающейся печи по сравнению с другими тепловыми агрегатами, которая заключается в том, что при эксплуатации невозможно обособленно влиять на какой-либо один процесс или параметр, щ затрагивая всю систему в целом. Например, если в туннельных печах можно изменять количество обжигаемого материала и, следовательно, скорость движения вагонеток, принудительно и совершенно независимо от состояния газового потока в печи, то подобной свободы действия для вращающейся йечи не имеется. Причем с интенсификацией производства и увеличением мощности агрегатов усиливается и усложняется взаимное влияние физико-химических и теплотех - нологических процессов.
С увеличением единичной мощности вращающейся печи не только увеличивается производительность агрегата, но меняется и ряд важнейших теплотехнических характеристик (табл. 1).
При неизменном объемном теплонапряжении, которое для печей мокрого способа производства составляет около 43 кВт/м2, с увеличением мощности агрегата повышаются теплонапряжение на свободное сечение печи и поверхность футеровки и материала. Последнее обстоятельство связано с важными параметрами процесса. Вследствие уменьшения удельной поверхности теплообмена интенсификация теплопередачи может быть!» основном осуществлена путем увеличения температуры газшшго' потока. При этом возникают затруднения по сохранению футеровки в зоне спекания и созданию защитной обмазки. Порышенное теплонапряжение на свободное сечение при одновременном увеличении температуры газа в мощных печах приводит к значительному увеличению скорости газового потока, вследствие чего наблюдается тенденция к увеличению пылеуноса из отдельных зон агрегата. Это усиливает внутреннюю и внешнюю циркуляцию пылевых потоков,
Изменение теплотехнических параметров в зависимости от мощности вращающейся печи
Печь обжига цементного клинкера

Независимо от типа технология производства цемента обязательно будет включать в себя такой этап как обжиг клинкера.
Компания «Тульские машины» предлагает заказчикам вращающиеся печи для обжига клинкера серии ПК собственного производства.
Устройство печи для обжига цемента серии ПК
Печь для обжига клинкера представляет собой стальной толстостенный вращающийся барабан с бандажами, установленный на фундаментные опоры через опорные ролики под небольшим углом (3-4 о ) к горизонту.
Процесс обжига клинкера протекает при высокой температуре, постоянном воздействии горячих и агрессивных газов, а также непрерывном трении.
Для снижения воздействия этих негативных факторов внутренняя часть барабана футеруется различными жаростойкими и огнеупорными материалами.
Печь для производства цемента можно разделить на несколько зон.
- Декарбонизации
- Охлаждения
- экзотермических реакций
- спекания
Холодная зона – зона загрузки шлама вращающейся печи цемента футеруется клинкер-бетоном.
Внутренние стенки среднетемпературной зоны вращающейся печи цемента обычно футеруются шамотным кирпичом.
Самые высокотемпературные зоны покрываются периклазохромитовым или хромитопериклазовым кирпичом.
Принцип работы линии по производству цемента
Печь обжига клинкера
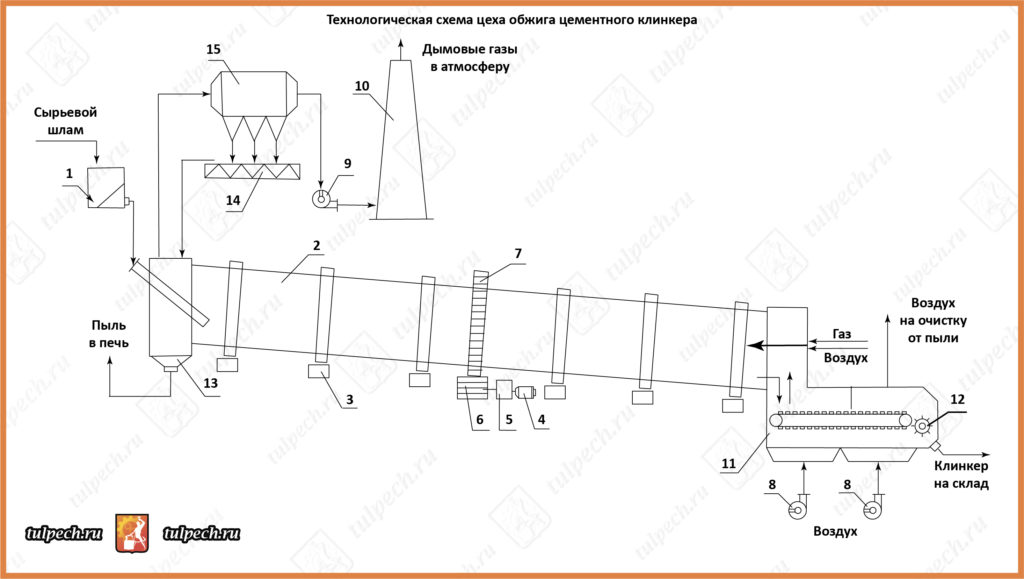
Сырье, подверженное обработке в печи обжига клинкера, называется шлам. Шлам загружается в шламовый питатель, откуда он равномерно загружается в зону испарения печи.
Соблюдать технологический процесс производства цемента, путем поддержания необходимой скорости газовых потоков и разряжения внутри печи цемента помогает вентилятор дымососа – 9, установленный между печью обжига клинкера и трубой дымососа – 10.
В зоне подогрева материал закатывается в гранулы и, подогреваясь до 850-900 о С, перемещается в зону декарбонизации.
Температура на выходе из зоны составляет порядка 1100 о С. Такая температура необходима для протекания реакции разложения карбонатов.
При протекании экзотермических реакций выделения компонентов из шлама температура резко возрастает до 1300 о С. Экзотермическая зона является наиболее термически нагруженной зоной печи.
Дальше шлам перемещается в зону спекания, где с 1300 градусов он сначала нагревается до 1450 о С, а затем опять охлаждается до 1300 о С.
Воздух в камере холодильника за счет высокой температуры, исходящей от клинкера, нагревается для 500 – 600 градусов. Это позволяет его повторно использовать и подавать в зону сжигания топлива.
Т.к. процесс производства клинкера достаточно неэкологичен, в следствие образования большого количества пыли на участке предварительного дробления, а также в местах пересыпки клинкера и шлама, линия по производству цемента в обязательном порядке включает в себя систему аспирации.
Пыль, образующаяся в процессе загрузки шлама, осаживается в пыльной камере – 13, а очистка избыточного воздуха, выбрасываемого в атмосферу, происходит с помощью фильтра – 15.
Осаженная пыль шнековым транспортером 14 перемещается на склад с предварительно измельченным клинкером.
Наши высококвалифицированные специалисты помогут Вам подобрать необходимое оборудование для производства цемента и другое сушильное оборудование.
Как осуществляется обжиг клинкерного кирпича?


Температура обжига клинкерного кирпича составляет около 1200 °C, что придает материалу высокую прочность.
Немного исторических фактов
Первичные данные о клинкере относятся к 1743 году. В это время в городе Бокхорно в Дании открылась мастерская, в которой обжигался кирпич. Эти изделия выпускались для мощения дорог.
Глубокий обжиг делал их сравнимыми по прочности с булыжником, которого в стране было очень мало. Искусственный камень в виде прямоугольных брусков в укладке был проще, обходился намного дешевле булыжника, его не нужно было везти издалека.
Через много лет в российской деревне Топчиевка, расположенной в Черниговской губернии, тоже началось производство клинкерного кирпича. Случилось это в далеком 1884 году. На заводе использовалась печь системы Гофмана и немецкие шнековые прессы.
Изображение № 1. Окись железа придает глине красноватый оттенок.
Подготовленная глина спекалась в печи в некую массу в виде пласта. Его раскалывали на части. В таком виде использовали для дорожных работ.
Через 20 лет завод начал выпускать клинкерный кирпич. Печь Гофмана заменили на камерную. Раньше процент брака был равен 50 и более, теперь он остановился на показателе 25.
В СССР на нескольких заводах стали выпускать кирпич не только для дорог, но и для возведения отопительных печей. Мощность заводов была очень небольшой. В настоящее время обжигом занимаются многие предприятия. Выпускают они несколько видов керамических изделий, в том числе и клинкерный кирпич.
Производство кирпича
В составе глины должно сохраняться определенное количество кальция, магния, кремния. При их недостатке изделия требуют строго определенных температур при обжиге, а от этого усложняется технология производства. При превышении содержания меняются характеристики и свойства кирпича. Он становится хрупким.
Изображение № 2. Облицовочный кирпич применяют для отделки внешних фасадов домов.
Более высокого качества изделий можно добиться использованием экструзионного метода изготовления. Применение этого способа заключается в следующем:
- глина с другими компонентами тщательно перемешивается;
- смесь помещается в экструдер;
- экструдер выдавливает рабочую формовочную смесь через отверстия определенного сечения;
- лента из глины разрезается на кирпичи;
- кирпичи попадают в камеру для обжига.
Такой способ производства и обжига изделий довольно дорог. Российский клинкерный кирпич подобным образом выпускается лишь на нескольких заводах. Остальные предприятия работают методом полусухого прессования, он требует более низких энергозатрат. Способ производства включает в себя следующие операции:
- глина сушится и измельчается;
- измельченная смесь размещается в формах;
- происходит прессование кирпича;
- заготовки сушатся при температуре 80°С в течение суток;
- высушенные заготовки отравляются на обжиг.
Кирпич по своему назначению может быть разным. Различают следующие виды клинкерного кирпича:
- высокая прочность;
- морозостойкость;
- презентабельный внешний вид;
- долговечность (порядка 100 лет).
К недостаткам можно отнести высокую плотность. Это качество требует более прочного фундамента и усложняет доставку кирпича на место использования. К этому можно добавить потерю тепла из-за теплопроводности материала и высокую стоимость.
Заключение по теме
Клинкерный кирпич часто используется в отделке зданий, в мощении дорожек, в строительстве отопительных печей и каминов. В его состав входит глина, добавки для придания некоторых особых свойств.
Сформованные заготовки проходят обжиг в специальных камерах в течение длительного времени.
В целом процесс изготовления похож на то, как делается обычный красный кладочный материал. Разница заключается только в специальных режимах обжига при более высоких температурах, придающих керамическому кирпичу особые свойства.
Печь для обжига кирпича дома и на производстве
Изготовление печей для обжига кирпича является важным моментом в процессе производства. Кирпич после обжига приобретает определенную крепость и цвет. Ниже будет приведена инструкция по вариантам выбора печи для обжига. Если к вопросу подойти творчески, ее можно сделать и самостоятельно. Хотя это дело не простое, но оно себя быстро окупит. Ведь цена качественной продукции довольно высокая.
Внимание: В принципе прекрасно можно сделать для кирпичного обжига. Ведь здесь самое важное, это равномерное распределение тепла. А источник каждый уже и может выбрать и сам.
Обжиг имеет важное значение. Он влияет не просто на цвет материала, но и на марку. Этот показатель очень важен при строительстве. Так же от этого будет зависеть и вид материала.
Варианты печей для обжига
Обычно, чтобы создать кирпич используют один метод – обжиг углем. Процесс обжига вызывает изменение в структуре строительного материала на молекулярном уровне. В итоге выходит нечто похожее на керамику. Для проведения такого технологического процесса применяют печь для обжига.
Они бывают нескольких типов:
Печь газовая для обжига
Должна иметь температурный режим, более чем девятьсот градусов. Кирпич благодаря данной технологии приобретает особые характеристики. Он не содержит влаги и с помощью прокалки становится достаточно крепким к повреждениям различного рода.
Туннельная печь для обжига кирпича
Одна из разновидностей тепловых строений, с чьей помощью возможно изготовить большое количество готового материала. Здесь учтены все нюансы для создания необходимых стандартов.
Печь кольцевая для обжига кирпича
Кольцевая печка в отличие от других типов имеет два важных момента – повышение температурного режима до максимальных значений и остывание. Большую партию сырого кирпича закладывают таким способом, чтобы все экземпляры получали термическую обработку, после чего его вытаскивают не сразу, а оставляют до полного остывания.
Изготовление печи для обжига кирпича вполне может делаться и самостоятельно. Теперь давайте рассмотрим варианты обжига более детально. Ведь здесь важен принцип работы, а как это сделать, можно уже придумать.
Принцип обжига кирпича
Обжиг материала прост, но сложно выполнит условия. Ведь здесь важны некоторые моменты. На видео вы можете посмотреть наглядно.
В этом вопросе самые важные моменты:
- Обеспечить равномерный обжиг всего материала. Ведь нельзя спалить нижний, и верхний оставить сырым.
- Выбрать нужное время обжига. Это зависит от объема продукции. Если ее мало, тогда и обжиг будет длиться не долго.
Внимание: Для не больших объемов это сделать не сложно. Здесь можно путем эксперимента решить эти задачи. При наращивании производства придет опыт и умение.
Так что учится все равно придется. Но это умение может принести и не малые деньги.
Устройство для обжига своими руками
Она дает возможность создавать изделия, применяя для этого подручные материалы, как делали это предки. Ведь кирпич является очень древним материалом, который используется для строительства. Существует огромное количество чертежей для обжига. Самый простой и надежный метод – яма, выкопанная в земле. В нее закладывают сырой кирпич, разжигают огонь, а затем засыпают все песком.
Как только человечеству раскрылись секреты, связанные с производством камня, именно в то время появились печи, в которых обрабатывали глиняный кирпич. Постепенно начали открываться новейшие технологии, которые направлены на создание такого стройматериала, поэтому все время происходила модернизация производства. За данное время было придумано большое количество новых технологий. Но обжиг остается обжигом. Это воздействие огня на материал. Здесь ничего не изменилось. Поэтому дома эту работу тоже можно делать самостоятельно. Конечно, это не промышленное производство, но оно полностью себя окупает.
Для создания домашних печей не нужно обязательно вызывать специалистов, все будет зависеть от самих людей, которые решили производить такие строительные материалы в домашних условиях.
- Самым простым вариантом обжига может быть просто яма. В ней разводится огонь и сверху укладывается сырец;
- Надо правильно распределить огонь. Для этого делаются решетки и кирпич укладывается с зазором. Тепло проходит сквозь него.
Внимание: В этом варианте не следует загружать много кирпича. Ведь к верхнему слою будет доходить меньше тепла. Поэтому внизу получится пережог.
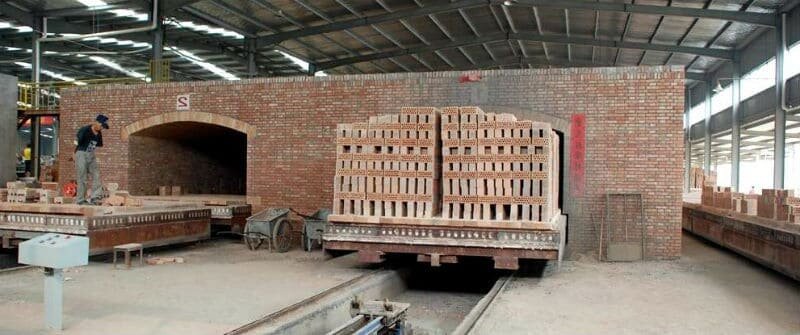
Как загружаются туннельные печи
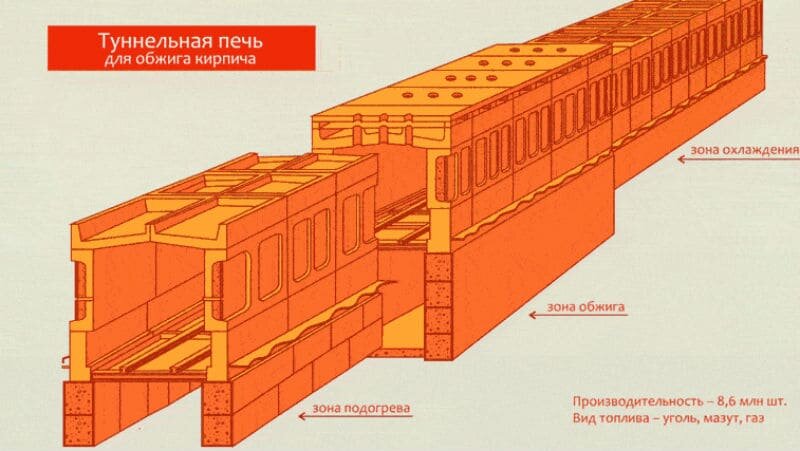
Печь туннельная для обжига кирпича довольно несложная конструкция. Здесь просто надо правильно рассчитать объем продукции для загрузки и период времени обжига. Здесь предусмотрены камеры, он так называемые туннели, а по центру располагается элемент нагревания. С помощью этих устройств вся система приводится в действие. Все они разделены на отсеки, которые при изготовлении кирпича нагреваются до определенных температур.
- Сама схема может изменяться в зависимости от потребностей типа. В этом варианте в каждой секции имеются специальные толкатели. В свою очередь они не способны работать без специальных тележек, а для их передвижения необходимы рельсы. Чтобы рабочий процесс проходил быстрее нужно все автоматизировать, это значительно экономит денежные траты, что является несомненным плюсом для предпринимателей, которые решили взять за подобное производства.
Внимание: Чтобы построить туннельную печь для обжига, обратитесь к специалисту, который сделает чертеж, ведь она может быть самой разной формы. В момент загрузки кирпича он имеет серый цвет, а на выходе становится оранжевым, то есть более привычным для всех. Во время процесса изготовления печь работает по некоторым правилам:
- На первую тележку, оборудованной поддоном, загружаются в несколько рядов сырые заготовки. При загрузке не забывайте о соблюдении высота. Она не должна превышать одного метра, если данный порог будет пройден, то кирпич становится бракованным;
- Для начала работы туннельной печи необходимо включить толкатели, а также автоматические устройства. Тележку загружают материалом после чего активируют. После того как она заедет внутрь печи, сырые кирпичи подаются в камеру;
- Обычно следующим шагом в технологии является промежуточная сушка изделия. Принцип работы домашней печки для обжига отличается от производственных объектов.
Внимание: Вместе с постепенным нагревом печки, из кирпича начинает выходить влага, поэтому если строительный материал будет помещен уже в разогретую печь, то он либо деформируется, либо просто лопнет. Поэтому к рабочим объемам следует относиться крайне внимательно.
- Для постепенного перемещения сырого изделия, используются камеры печи. Когда кирпич подъезжает к ней, температура внутри достигает примерно девятисот градусов, в некоторых случаях даже выше. Материал находится в отсеке определенное количество времени. После этого временного отрезка, подается другая партия, а первая переходит на следующую стадию обработки. Если использовать данный метод, тогда проект быстро окупится. Здесь можно постепенно увеличивать объемы выпускаемой продукции;
- Как только влага, находящаяся между кристаллами глины, испарится полностью, сырье станет напоминать керамику. Самое удивительное, что керамические детали изготавливаются по такой же технологии;
- Обжиг на этом считается законченным, а будущий материал отправляется в следующую камеру, где и будет остывать. Данный процесс также должен проходить постепенно, а не резко. В этом время автоматический конвейер продолжает работать и практически готовый кирпич попадает в последний отдел. Перед реализацией все кирпичи находятся в мобильной версии печи для обжига в том отделе, где поддерживается самый низкий температурный режим;
- На последнем этапе толкатели впихивают вагонетку, и кирпичи без механического или физического вмешательства, и без резких перепадов температуры, начинают остывать. Как только этот процесс будет окончен, материал можно отправлять в хранилище.
Небольшая печь для обжига – автоматизированная и мобильная конструкция, выполняющая производство изделия. Здесь вся работа выполняется конвейерным методом. Безусловно, в подобное мероприятие придется вложить большое количество денежных вливаний, но с данным видом оборудования, производящим огромные объемы продукции, все вложенные деньги окупятся достаточно быстро.
Особенности изготовления на дому
Печи для обжига кирпича изготовление процесс не такой и простой. Технология обжига материалов в кольцевых печах отличается, но незначительно. Изделия, которые сделаны своими силами считаются очень примитивными. В основном, сами печи состоят из ямы, вырытой в земле и костра. Рассмотрев все варианты, связанные с обжигом кирпича, можно прийти к выводу, что если вы не обучались и не имеете практики, то лучше всего не начинать такое дело, так как данный процесс отнимает много сил, а также времени.
Например, возьмем угольную печь для обжига, сделанную своими руками дома и рассмотрим те утверждения, которые имеют хоть доли правды:
- Такой строительный материал не является дефицитом и каждый человек сможет приобрести его;
- Кирпичи могут быть использованы несколько раз. Если заниматься самостоятельным производством, то это выйдет дороже, нежели приобретение уже готового варианта;
- Печь Гофмана не получится сделать дома, так как в итоге вы получите просто колоссальные объемы материала не пригодного или имеющего какие-либо дефекты. Все дело в том, что если изделие уже подвергалось тепловой обработке, то во второй раз размножить его не получится. Так что вы зря потратите свои деньги. Конечно, существует люди, которые в настоящее время занимаются домашним изготовлением кирпичей, но этот секрет отец передает своему сыну, а подобная работа выполняется определенной кастой;
- Некоторые полагают, что дом, построенный из сделанного своими руками кирпича, приобретет особый шарм. Для таких людей существуют специальные пособия, обучающие строительства печи.
Внимание: Если вы все же решили самостоятельно заняться производством этого материала, необходимо знать несколько основных моментов. Во-первых, для всех партий требуется свой способ обжига и укладки. Во-вторых, количество готовых изделий значительно упадет.
Сложности, с которыми можно встретиться
С характеристиками туннельной печки, необходимой для обжига камня можно ознакомиться при использовании или во время сборки, но в то же время есть некоторые нюансы. Перед каждым последующим запуском вы должны следить за следующими вещами:
- Как расходуется топливо, ведь, в настоящее время стоит оно не дешево. И если требуется сразу несколько розжигов с максимальными температурами, то расход будет огромным. Многие производители пытаются вмести всю партию товара в первый розжиг. Если все делать по правилам, то цена на готовое изделие многократно увеличится;
- Производительность печки. Если в день вы будете закладывать по тридцать штук товара, то из данного процесса не получится добыть выгоду.
- Многие мастера говорят о том, что не выгодно заниматься обжигом глиняных изделий, и что лучше всего выпускать силикатный кирпич марки М150;
- Всегда стоит следить за температурой и сравнивать ее, хотя этот процесс усложняется вследствие того, что дорогостоящая и высокотехнологичная аппаратура требует к себе особого внимания.
Прежде чем взяться за строительство печки и дальнейший выпуск товара, стоит несколько раз продумать все детали, оценить все риски, экономическую выгоду и принять взвешенное, обдуманное и правильное решение. При самостоятельном производстве изделий, не забывайте соблюдать все нормы и стандарты, что поможет создать качественный продукт, конкурирующий с другими
Как сделать печь, вы можете подумать и применить свой вариант. При этом применяя уже испытанные схемы. Ведь строительство постоянно растет и вы можете сделать дело не просто для себя, а и передать его по наследству. Так что посмотрите фото, изучите процесс и после этого уже принимайте окончательное решение.

Полезная информация
Здесь вы найдете множество полезной информации, которая относится к этой статье. Строительство, это довольно многогранная отрасль, где есть довольно много составляющих. Здесь надо правильно произвести расчеты, которые помогут выбрать нужное количество материалов. Так же надо произвести их осознанный выбор выбор, ведь на рынке продаж есть и не качественная продукция. То что находится ниже поможет вам сделать правильный выбор.
Технологии производства клинкерного кирпича и известные в России производители клинкера

Клинкерный кирпич – это одна из разновидностей керамического кирпича, которая обладает большой плотностью и особой структурой. Он гораздо прочнее и долговечнее всем привычного материала.
Кто сталкивался с его приобретением, осведомлены о достаточно высокой стоимости, которая объясняется трудоемким процессом производства. И здесь возникает вопрос о самостоятельном производстве клинкерного кирпича. И в этой статье мы поговорим о технологиях изготовления клинкера и о цене производства, об известных российских производителях клинкерного кирпича и приложим полезные фото и видео к материалам.
Что вам понадобится
Чаще всего клинкерный кирпич получается путем использования метода гиперпрессования, а в качестве сырья берется красная тугоплавкая глина. В результате получается строительный материал с высокой морозоустойчивостью, прочностью и при этом низким уровнем поглощения влаги.
Сырье
- В процессе производства данного вида кирпича используется особая глина, имеющая высокий уровень содержания оксида алюминия. Этот химический элемент уменьшает вязкость смеси и сводит к минимуму процесс деформации при обжиге. Оптимальным содержанием оксида в сырье является диапазон от 17 до 23%. Если глина изначально имеет меньшее содержание оксида алюминия, его искусственно добавляют путем смешивания с каолинитовой глиной.
- Главное сырье также содержит в себе оксиды железа (двух- или трехвалентного), которые влияют на цвет готового кирпича. Поэтому конечный продукт может быть от красного до фиолетового цвета. Содержание трехвалентного оксида не должно превышать 8% от общей массы. В противном случае при обжиге может начаться химическая реакция, которая послужит возникновению корки на поверхности материала. А это, в свою очередь, станет причиной вздутия готовых изделий.
- Содержание в глине оксида кальция должно быть не более 8%. Чрезмерное его присутствие приведет к следующим негативным реакциям:
- Сокращение длительности спекания глины. Сначала она медленно начинает спекаться, а затем резко ускоряется, деформируя кирпичи под собственным весом.
- Увеличение пористости готовой продукции. В процессе термической обработки выделяется углекислый газ, который увеличивается в объеме и создает пористость.
Про оборудование для производства клинкерного кирпича (клинкера) и цены поговорим ниже.
Оборудование
![производство клинкерного кирпича]()
На сегодняшний день производство клинкерного кирпича представляет собой полностью автоматизированный процесс, где каждый этап осуществляется в определенном оборудовании. И стоимость таких установок будет зависеть от уровня их мощности и целей приобретения (будет ли это малое или большое производство).
Для производства данной разновидности кирпича потребуется:
- Смеситель;
- Оборудование по резке цилиндров;
- Сушилка;
- Печь;
- Баки и вагонетки.
Это тот минимум, который необходимо иметь для самостоятельного производства клинкерного кирпича.
Про возможность производства клинкерного кирпича в домашних условиях, про способы его изготовления на заводе, технологические схемы поговорим ниже.
О производстве клинкерных кирпичей ручной формовки поведает данный видеоролик:
Технологии производства клинкерного кирпича
Процесс создания клинкерного кирпича включает в себя такие этапы:
- Соединение воды и глины;
- Замес раствора;
- Формовка смеси в цилиндрические формы;
- Разрезание форм на части;
- Обжиг в печи под высокими температурами;
- Укладка готового материала для последующего хранения или транспортировки.
Начальным этапом является подбор сырья, в роли которого выступает специальная глина. Она должна отвечать ряду требований:
- Иметь высокую тугоплавкость и пластичность;
- Быть тщательно очищенной от посторонних примесей;
- Содержать минимальное количество солей и известняка.
Подготовленная глина помещается в экструдер, где происходит формирование кирпича. Масса под прессом выходит в виде пластины, которая в дальнейшем разрезается на кирпичи и раскладывается по специальным вагонеткам.
Этот этап может быть заменен на полусухое прессование . Сам процесс занимает меньшее количество времени и энергии, но при этом позволяет получать такой же крепкий кирпич, как и при экструзии.
Готовые формы укладывают по вагонеткам и направляют в печь для последующего обжига. Температура при этом удерживается в пределах 1100-1200 градусов. Нахождение в печи может занимать до двух суток, включая в себя не только обжиг, но и постепенное охлаждение и подсушивание.
На всех стадиях производства продукт проверяется на соответствия ГОСТ стандартам. Готовый клинкер укладывается на паллеты для дальнейшей фасовки и транспортировки.Теперь, когда вы знаете про производство клинкера сухим и иными способами, погорим и о популярных заводах.
О технологии производства клинкерного кирпича рассказывает данное видео:
Заводы по изготовлению
На сегодняшний момент существует достаточно большое количество заводов, которые специализируются на производстве клинкерного кирпича. К их числу можно отнести:
- «Ост Клинкер Групп». Компания под этим названием производит клинкерный кирпич на протяжении трех лет. Сама же она представляет собой холдинг, который соединил несколько смежных компаний с целью изготовления и продвижения продукции под своим именем.
- «Магма Керамик». Эта компания специализируется на производстве как клинкерных, так и керамических изделий. Ее продукция относится к классу «премиум».
- Кирпичный завод «Терекс». Этот завод активно внедряет новые технологии по производству клинкерного кирпича.
О том, сколько стоит клинкерный кирпич российского производства лучше всего узнавать в фирменных магазинах производящих его заводов.
Все большее количество людей выбирают клинкерный кирпич из-за его надежности, прочности, долговечности и презентабельного вида. И на этапе его приобретения встает вопрос: стоит ли покупать готовый продукт либо наладить собственное производство? В случае выбора второго варианта, следует тщательно изучить все необходимые его составляющие, оборудование, а также технологию изготовления.
О том, как изготавливают клинкер на заводе во всех красках расскажет данное видео:
Футеровка печной системы для обжига клинкера
Поскольку огнеупоры контактируют с обжигаемым материалом при высоких температурах, они должны быть химически устойчивыми по отношению к этим материалам. Поэтому первично огнеупоры делятся на кислые (для обжига кислых материалов), оснóвные (для обжига оснóвных материалов) и нейтральные.
Наиболее характерные представители указанных разновидностей огнеупоров: кислых — динас (в основном состоящий из полиморфных модификаций SiО2), оснóвных — периклаз (MgO) и нейтральных — алюмосиликатные (муллитосодержащие).
Для футеровки высокотемпературных зон вращающихся цементных печей, как правило, применяют оснóвные огнеупоры — периклазовые и, гораздо реже, доломитовые. Остальные участки и запечные системы могут футероваться нейтральными огнеупорами — шамотными и высокоглиноземистыми, которые обычно заметно дешевле и менее прихотливы, поскольку не подвержены гидратации. Кислые огнеупоры в цементных печах не применяются.
Огнеупоры могут поставляться в виде формованных изделий (обожженных или необожженных) или неформованными — в виде огнеупорных смесей, которые могут укладываться различными способами и на различных связках, или пластичных масс.
2. Свойства и методы испытаний огнеупоров
Из общепринятых характеристик огнеупоров для применения в цементных печах имеют значение следующие: прочность, температура деформации под нагрузкой, пористость, кажущаяся плотность, термостойкость и химическая стойкость. В некоторых случаях для стационарных участков печного агрегата, например для шахты, холодильника, циклона, также имеет значение крип — ползучесть. Огнеупорность, определяемая по результатам испытаний, является очень условной характеристикой и для определения качества материала обычно значения не имеет.
Особо следует отметить показатель термостойкости — это способность огнеупора выдерживать смены температур без изменения прочностных показателей и растрескивания. Для его определения могут использоваться разные методы. Поведение огнеупоров при определении температуры деформации под нагрузкой (обычно равной 2 кг/см2 — около 200 кПа) очень различается для оснóвных и алюмосиликатных огнеупоров. Если последние деформируются постепенно в довольно широком интервале температур, то оснóвные огнеупоры разрушаются практически мгновенно при достижении определенной температуры.
Поскольку огнеупоры используются для защиты от перегрева металлического ограждения, существенное значение имеют их теплоизоляционные свойства. Они могут описываться через значение пористости — чем пористее огнеупор, тем выше его теплоизоляционные свойства. Также они могут описываться через плотность — чем она меньше, тем лучше теплоизоляция.
На данный момент общепризнанных методов определения химической стойкости не существует. Все они носят довольно условный характер и могут использоваться только для сравнительных целей.
3. Механизмы износа
Как правило, наиболее подвержена износу футеровка высокотемпературной зоны печи. Однако разъедание толщи огнеупора расплавом происходит только при грубых нарушениях технологии. В нормальных условиях перерождению подвергается только поверхностный слой огнеупора толщиной несколько миллиметров, на поверхность которого затем налипает слой обжигаемого материала — обмазка. Обмазка предохраняет огнеупор от воздействия материала и значительно улучшает теплоизоляцию. Без образования достаточно устойчивой обмазки обеспечить длительную службу футеровки в зоне спекания практически невозможно.
Обычный механизм износа огнеупоров — это сколы их поверхностных слоев. Сколы происходят под воздействием механических и термомеханических нагрузок по ослабленным слоям огнеупора, которые возникают в толще футеровки из-за химического износа. Особенно сильные термомеханические нагрузки возникают при остановках печи с ее охлаждением и последующим розжигом, что часто сопровождается обрушением обмазки и части футеровки.
Наиболее сильному механическому воздействию огнеупоры подвергаются на участках возле бандажей из-за деформации корпуса печи. Поэтому подбандажные участки являются наиболее уязвимыми в цементной печи, и в какой-то мере это относится и к алюмосиликатному огнеупору.
Основной химический износ происходит за счет диффузии газов из печного пространства в толщу огнеупора, поэтому большое значение имеет пористость изделий. При проникновении печных газов в огнеупоре откладываются щелочные соли, подвергающиеся возгонке в зоне спекания. Как правило, этот процесс приводит к возникновению зональности по толщине футеровки. В нескольких сантиметрах от горячей поверхности имеют место особенно интенсивное отложение солей, перерождение структуры и потеря прочности. Именно по этой зоне обычно происходит скол.
Проникновение щелочных солей в алюмосиликатные огнеупоры также приводит к перерождению слоев, особенно в зонах температур, близких к 1000 °C, т. е. в зоне загрузочной головки печи, вертикальном газоходе и нижнем циклоне. За счет новообразований здесь также происходят постоянные сколы.
Магнезиальные огнеупоры обладают высокой химической устойчивостью, в том числе и к щелочным солям. Они практически не подвергаются химическому износу. Но использование чистых магнезиальных огнеупоров практически невозможно ввиду их низкой термостойкости, они легко растрескиваются при смене температур. Чтобы магнезиальные огнеупоры обладали достаточно высокой термостойкостью, в них добавляют шпинель. Благородная шпинель сохраняет устойчивость даже при 2000 °C. Но именно она и реагирует с солями, вследствие чего происходит ее разрушение. Подбор оптимального состава и количества шпинели в магнезиальных огнеупорах — это направление постоянных исследований и новых решений.
При использовании альтернативного топлива, особенно в случае наличия в нем поливинилхлорида (ПВХ), нужно учитывать количество поступающего хлора, поскольку хлорид калия в зоне спекания испаряется полностью, накапливается в обжигаемом материале, разъедает футеровку, а на поверхности циклонных теплообменников осаждается в виде жидкости, из-за чего начинается образование налипаний, которое может привести к экстренной остановке печного агрегата. В этом случае обязательна установка байпаса, если превышено ограничение по поступлению хлора в печь (не более 0,02 %).
При подборе огнеупоров нужно учитывать абразивные свойства материалов в различных зонах. Сырьевая мука имеет очень низкие абразивные свойства, поверхность футеровки может практически не подвергаться истиранию в течение многих лет. Совершенно иная ситуация с клинкером, который является очень абразивным материалом. Поэтому зоны охлаждения, шахты, вход в холодильник подвержены довольно сильному абразивному износу. В этих зонах целесообразно применение алюмосиликатных огнеупоров с добавлением карборунда, а также высокоглиноземистых огнеупоров.
Длина зон спекания в цементных печах зависит от вида топлива. При использовании угля зона получается короткой (ее длина равна 4—5 диаметрам печи) и перенапряженной. Если же используется газ, то зона спекания длиннее — 8—10 диаметров печи. Лучеиспускание в первом случае гораздо интенсивнее, теплопередача тоже, поэтому при использовании угля в зоне спекания срок службы огнеупоров часто меньше.
В большинстве случаев при нормальной эксплуатации срок службы огнеупоров на отдельных участках составляет примерно год. С таким интервалом и производятся плановая остановка и перефутеровка печи.
4. Выполнение и ремонты футеровок
Методы укладки футеровок различаются в зависимости от используемых материалов.
Для выполнения арки или круговой футеровки вращающейся печи штучными огнеупорами кирпич должен иметь клиновидную форму, поскольку длина внешней окружности больше, чем внутренней. В России, а теперь и во всем мире, для кладки используется набор из двух клиньев, один из которых рассчитан на больший диаметр, второй на меньший; таким образом, из кирпичей этого набора можно выполнять футеровку на разных диаметрах. Ранее в Европе на каждый диаметр печи выпускался кирпич своего размера.
При укладке используются передвижные кружала или применяется система распоров с подворотами печи. Если используются кружала — кладка происходит кольцами, если система распоров – тогда вперевязь.
В высокотемпературных зонах наиболее часто используются прокладки из стальных пластин, которые помещают между кирпичами в расчете на то, что сталь расплавится и сварит кирпичи между собой. Многие фирмы выпускают огнеупоры сразу в кассетах, спрессованные с такими пластинами, а также метят внутреннюю сторону кирпича, чтобы исключить ошибку при укладке. Зоны высоких температур почти всегда футеруются кирпичами.В запечной системе целесообразно использовать бетоны. Как правило, эти системы футеруются двумя слоями, иногда используются муллитовые маты — материал с высокими теплоизоляционными свойствами.
Требования к условиям хранения различных огнеупоров неодинаковы. Например, магнезиальные огнеупоры необходимо хранить на крытых складах, так как они реагируют с водой. Остальные огнеупоры допустимо хранить под навесами.Пластичные массы с фосфатными связками поставляются в виде брикетов в герметичных упаковках. Для их укладки используют системы анкеров. Пластичные массы применяются на геометрически сложных участках, например, на горелке.
Ремонты футеровки бывают плановые и внеплановые, случаются и горячие ремонты, когда печь либо не остывает, либо остывает не полностью (как правило, таких ремонтов требуют высокотемпературные зоны). Значительную трудность представляет собой задача предварительного определения объемов ремонта. Для планового ремонта закупаются и подаются в печь сотни тонн огнеупоров, привлекаются ремонтные бригады, проводится установка транспортеров, подводится демонтажная техника. В последнее время применяются специальные тепловизионные методы, которые позволяют определить и рассчитать необходимый объем работ и выполнить необходимую подготовку.
Кирпичную футеровку иногда меняют панелями, не целиком, а частями, по обрезным швам. Отбойными молотками удаляется полоса кирпичей (штроба), а затем печь проворачивается, и оставшийся кирпич обваливается.
Демонтаж футеровки — сложная и опасная часть ремонта, поэтому предпочтительнее выполнять демонтаж при помощи специальной техники.Отработанный огнеупор утилизуется. Иногда возможна его последующая переработка в заполнители для огнеупорных бетонов. При утилизации огнеупоров необходимо учитывать, что отходы магнезиально-хромистых огнеупоров представляют особую опасность, так как во время эксплуатации в них образуется шестивалентный хром, для которого введены очень строгие ограничения на его попадание в окружающую среду.
5. Особенности эксплуатации футеровок
При правильной эксплуатации огнеупорная футеровка может прослужить достаточно долго и не требовать остановок печи за весь срок между плановыми ремонтами. Для этого существует ряд общих рекомендаций.
Во-первых, следует избегать вращения печи в холодном состоянии, поскольку в нагретом, соответственно, расширенном состоянии футеровка «садится» на корпус печи, а при остывании и усадке возникают зазоры, и при повороте возможно смещение и скручивание футеровки, что может вызвать ее обрушение.Во-вторых, желательно избегать остановок печи с охлаждением, так как при этом происходит обрушение обмазки, которая может захватывать с собой и огнеупоры.
В-третьих, если в печной системе используются бетоны, розжиг печи следует проводить очень постепенно и равномерно, чтобы футеровку не повредило паром. Обычно это происходит в течение нескольких суток, по специальному графику розжига.
В-четвертых, нежелательно форсировать печь и создавать короткую и перенапряженную зону спекания. Если это возможно, рекомендуется поддерживать длину зоны горения максимальной, хотя в печах сухого способа выполнить эту задачу весьма непросто из-за того, что вторичный воздух имеет очень высокую температуру.
Большую помощь в правильной эксплуатации огнеупорной футеровки могут оказать сканирующие инфракрасные устройства с соответствующим программным обеспечением. Они позволяют вовремя обнаружить проблемы и принять меры по наращиванию обмазки на опасных участках.
На многих заводах для улучшения образования обмазки и предохранения корпуса печи вдоль высокотемпературной зоны устанавливают воздуходувки, охлаждающие корпус печи.
6. Заключение
Основные тренды в улучшении качества магнезиальных огнеупоров — это использование все более чистых материалов, высокотемпературный обжиг исходных материалов и изделий, обжиг с нагрузкой, что приводит к увеличению стоимости. Естественно, такое увеличение стоимости огнеупоров оправдано только в том случае, если оно обеспечивает соответствующее сокращение эксплуатационных расходов.
Интересно направление использования доломита. Он намного дешевле магнезита, а по своим огнеупорным качествам ничуть ему не уступает. Главный недостаток доломита — наличие в больших количествах свободного оксида кальция, который легко гидратируется, что делает применение доломитового кирпича очень сложным.
Читайте также:
