
Печь для фьюзинга в домашних условиях
Обновлено: 17.05.2024
Печь для фьюзинга и моллирования PS BVD (Чехия)
Многообразие форм стекла получается за счет его высокотемпературного спекания и закалки . В результате образуются требуемые геометрические параметры для заготовок. Процесс спекания (fusing англ. – плавление, спекание) происходит в интервале 650…8500С. При большем увеличении температуры аморфная масса теряет пластичность и переходит в жидкое состояние.
Справка: моллирование стекла - придание конструкции изогнутой формы. Фьюзинг стекла - сочетание различных цветовых фактур, орнаментов и рисунков.
Эти свойства успешно используются в современном производстве. Одним из востребованных аппаратов в данной области остается электрическая печь для фьюзинга и моллирования PS BVD (Чехия). Результатом обработки является декоративное стекло, обладающее следующими характеристиками:
- материал практически не подвержен старению;
- заготовки имеет уникальную фактуру;
- цветовые параметры не поддаются выгоранию или существенному изменению;
- в процессе изготовления на промышленных линиях удается получить расширенную гамму оттенков.
При помощи данного оборудования рисунок формируется объемным, а также имеется возможность наносить двухмерное изображение на криволинейную поверхность. В результате изделие приобретает заданную толщину, рельеф и общие геометрические параметры.
Характеристики оборудования
Основное предназначение PS BVD в изготовлении мелкосерийных или единичных партий продукции. Его применяют на средних и мелких предприятиях различных отраслей:
- в мебельных компаниях;
- на фирмах по изготовлению промышленной стекольной продукции;
- при производстве сувениров;
- для изготовления витражей;
- на предприятиях, занимающихся производством стеклянных раковин и т.д.
Данные печи чемоданного типа в основе конструкции имеют неподвижный каркас и крышку нагревательной камеры, оснащенную теплоносителями. Это свойство обеспечивает применение моллирования на крупных объектах. В качестве базового материала используется нержавеющая сталь, соединенная по швам сваркой. Наружная поверхность обработана порошковой краской.
Оборудование обладает низкой инертностью, и при этом имеет высокую управляемость технологическими процессами. Модель оснащена двойной термоизоляцией, имеющей небольшую толщину. Цена установок доходит до 820000 рублей.
Особенности конструкции
В производства осуществляется открытие/закрытие камеры. Процесс возможен в ручном или автоматическом режиме с помощью электромоторов. Внутри нее используется жаропрочный материал, зафиксированный высоколегированной арматурой, выдерживающей высокие температурные режимы.
Спиральные нагреватели, применяющиеся в конструкции, изготовлены по современным технологиям. С их помощью осуществляется прямая передача тепловой энергии к заготовке, обеспечиваю максимальный прогрев по всей массе. Спирали монтируются на керамическую основу.
В конструкции присутствуют смотровые окна на боковых поверхностях крышки и в верхней плоскости.
Управляющий модуль вынесен наружу. На панели отображается актуальный температурный режим. С помощью автоматики удается повторить на всех заготовках требуемые технологические циклы нагрева/остывания, что важно при серийном производстве.
Особенностями программного модуля, как у экструдеров, являются такие качества:
- программирование на десять режимов обработки, включающих в себя до 20 операций;
- установление точного тайминга для каждой операции;
- постройка алгоритма нагрева/охлаждения с использованием нескольких циклов;
- лимитирование температурных пределов в процессе обработки;
- возможность корректировки алгоритма во время его исполнения.
Красивые стеклянные витрины и декоративные конструкции также можно изготовить своими руками, без станков и оборудования, о чем будет отдельная статья на нашем канале.
"Фьюзинг" в микроволновке. Бюджетный вариант
Обожаю стекло в разных его проявлениях. От бисера до горячих эмалей. Но стекло — достаточно трудный (местами опасный) материал для творчества (и недешёвый), поэтому я обходилась практически только бисером и бусинами. Фьюзинг, лэмпворк, эмалирование — какие красивые вещи и какой высокий порог входа. Потратить 100 000+ рублей, чтобы понять, что не получается или это не твоё, не мой вариант. К тому же, хорошая муфельная печь занимает много места и кушает много электроэнергии (хнык-плак), а запасы хорошего стекла подорвут мою семейную экономику.
Гуляя по сети, я набрела на набор для спекания стекла в микроволновке. Сайт пестрил картинками красивых кулончиков и серёжек, обещали немыслимую лёгкость в работе и занедорого.
"Да врут опять", — подумал мой мозг. — "Только деньги на ветер потратишь и ничего не получится".
"Конечно, врут!" — отозвалась рука. И нажала "Положить в корзину".
Это всё лирика. Но наборчик на самом деле через некоторое время приехал ко мне. О нём и моих экспериментах со стеклом я и поведу речь в этой статье. Сразу предупрежу мастеров фьюзинга, что ни в коем случае не претендую на звание фьюзингиста (фьюзера?), никаких навыков у меня нет, художественная ценность получившегося может быть сомнительна, и ваще я снимаю шляпу и преклоняюсь перед вашим мастерством. Всех остальных прошу проследовать далее.
- собственно котелок (далее по тексту "килн");
- стекло толстенькое квадратиками нескольких цветов;
- стекло очень тоненькое разных цветов (было подписано конфетти-гласс);
- кругляшки довольно толстенькие (подписано гласс фрит, но вроде фрита должна быть более равномерной и мелкой);
- такие же кругляшки, но с цветочками (миллефьори гласс);
- дихроическое стекло (очень мало и подозрительного вида, смену цвета надо очень внимательно выискивать);
- стеклорез;
- алмазная пилочка для стекла;
- термостойкие перчатки;
- керамическая бумага для подложки;
- инструкция;
- пузырёк валерьянки (шутка).
Отдельных фотографий не покажу, так как большинство перечисленного появится далее. Ну разве что дихроическое стекло, с которым я не работала ещё, и стеклорез.

Килн представляет из себя белый кожух из какого-то материала типа керамики. Внутри чёрный слой, в котором и заключается вся соль мероприятия: этот слой каким-то хитрым образом поглощает микроволны, нагреваясь до температуры, при которой плавится стекло. Я слышала, что такой печкой ещё можно обжигать серебряную глину. Вот так она выглядит сразу после спекания (через дырочку видно, что внутри адское пекло):

Сразу же к технике безопасности. Производитель крайне не рекомендует использовать ту же микроволновку, в которой вы готовите еду. При плавлении стекла из набора никакого запаха я не ощутила, а вот при плавлении постороннего контента иногда ощущался слабый запах, поэтому надо отнестись к этому требованию с повышенным вниманием. В крайнем случае, если запасной микроволновки нет, тщательно отмойте от жира внутренности имеющейся, перед готовкой еды тоже хорошо её мойте, помещение проветривайте и после сеанса "фьюзинга" оставляйте дверцу печки открытой для вентиляции. Сразу же после спекания килн надо достать из микроволновки и оставить остывать. Ни в коем случае не делайте это голыми руками - он горяченный! Используйте прилагающиеся термостойкие перчатки. И даже через них ощущается, какой килн горячий (шутка ли, 800+ градусов). Ну и не забывайте, что стеклянные осколки - штука острая, не пораньтесь.
Постращала и хватит. Теперь к приятному. Производитель рекомендует включить мощность микроволновки на максимум, желательно от 1000W, но у меня старая добрая печка выдаёт максимум 700W. Однако этого хватило для полноценного спекания (ура-ура). Поддон (вращающуюся тарелочку) я не снимала, ставила печку прямо посерединке.
Порядок действий:
- Отмываем микроволновку и поддон от жира и загрязнений.
- Решаем, какого будет размера наше произведение искусства и отрезаем подходящий кусочек керамической бумажки (заготовка обязательно должна помещаться на бумажку, в идеале должен быть даже запас, потому что если стекло попадёт на килн без бумаги, то намертво там прилипнет). Кладём бумажку на нижнюю часть килна.
- Обезжириваем стекло (можно спиртом, я мыла фейри и потом пинцетом клала на площадку килна). Размещаем на бумажке.
- Добавляем ещё другого стекла, творим, креативим и созидаем.
- Аккуратно (чтобы не испортить композицию) накрываем верхней частью и ставим в микроволновку. Для того, чтобы в процессе установки килна в печку ничего не съехало, можно собирать конструкцию из стекла прямо в микроволновке, а потом просто накрыть. Но там темно и тесно, к тому же мне надо было фотографировать, ну и я старалась понадёжнее делать слои, чтобы в процессе спекания ничего не съехало, поэтому я просто собирала вне микроволновки и очень аккуратно вписывала внутрь.
- Переставляем заботливо выставленную трёхлетней дщерью мощность с минимума обратно на максимум.
- Заряжаем на выбранное время (4-10 минут). Время надо будет подбирать экспериментально.
- Надеваем перчатки, вынимаем килн из печки, ставим на подставку для горячего (я ставила на стеклянную разделочную доску), не открываем.
- Ждём полчаса (о боги, о муки! Как мастера фьюзинга ждут по полдня? Как?).
- Открываем крышку (осторожно, ещё горячо). Смотрим на результат, радуемся. Руками пока не трогаем, можно обжечься. Минут через 10 остынет и можно будет работать дальше.
Сразу уточню, что у стекла существует такая характеристика как коэффициент расширения (по-басурмански выглядит как COE). Я не физик, поэтому объясню своими словами. Характеристика эта зависит не только от состава самого стекла, но и от различных добавок. Вполне вероятно, что у бутылок, бисера и, скажем, марблс эти характеристики разные. В наборе пришло стекло с одним COE, на фото выше видно, что он примерно 90. Что конкретно значит цифра 90, я не знаю, но она обозначает, насколько меняется объём нашего стекла при нагреве и охлаждении. Если вы спекаете два стекла с разными COE, велик риск того, что один слой при охлаждении заготовки будет "сжиматься" сильнее второго, стекло не выдержит и пойдут трещины. Изделие может получиться хрупким.
С основами разобрались. Теперь перейдём к моим изысканиям.
Первым делом я взяла довольно крупный кусок конфетти (тонкого стекла), сверху положила кусочек миллефиори и отправила всю конструкцию на 5 минут. Затем я положила на края китайский бисер и пропекла ещё 7 минут. К сожалению, мысль о фотографировании каждого шага пришла ко мне попозже, поэтому здесь не будет фотографии "до". Зато будет фотография "после".

Капельки справа — это не пожелавший прилепляться к основе бисер.
Затем я решила воспользоваться стеклорезом и нарезать себе кусочки поменьше из больших квадратов стекла, выходивших в набор. Было трудно, но наконец я отломала что-то, более-менее похожее на половину искомого квадрата. Обезжирила, выложила бисером некое подобие художества и отправила в микроволновку на 6,5 минут. "Рисунок" вплавился в поверхность основы, немного расплылся, но в целом было похоже на правду.

Кучка фиолетового бисера, 6,5 минут, затем ещё сверху бисер и 5 минут, затем синий бисер и 4 минуты. Бисер приплавился к поверхности (пара бисеринок сползла, я их вернула на место). Ещё 4 минуты и получилось некое подобие "пупырышек", уж очень они мне нравятся. Не совсем то, но похоже. То есть теоретически для пупырышек из 11-го китайского бисера надо 4 минуты для закрепления на поверхности и потом ещё 4 минуты для заплавления дырочек в бусинках.




Я попробовала эти два этапа сделать за один. Набрала рисунок бисером и поставила на 5 минут. Не-а, перебор. Результат почему-то сфотографировала вверх ногами.

Один из первых удачных в плане "пупырышек" заход был с немного более крупным бисером 8/0. 4 минуты (прилепились) + 5 минут (округлились). Кстати, на этих фото хорошо видно, что прозрачный с цветной серединкой становится просто прозрачным, а тертый бисер не отличается от глянцевого.


Перламутровый бисер и смена цвета, 7 минут. Заодно протестировала, можно ли делать сразу два изделия одновременно. Можно.

Решила попробовать бутылочное стекло. Будьте предельно осторожны с осколками! Работайте в перчатках и подальше от пищи. Я завернула бутылку в тряпки, засунула в ведро и хорошенько треснула молотком. Больше всего меня интересовали горлышко и донышко. К сожалению, донышко оказалось больше площадки моего килна. Горлышко поместилось, но я его передержала (7 минут) и дырочка затянулась, к сожалению. Но всё равно получилось интересно.

Из смешения бутылочного стекла и бисера получилось наглядное пособие по COE. Первое сплавление (8 минут) прошло практически полностью. Внутренности можно было увидеть только внимательно приглядевшись. Я положила сверху одну из своих предыдущих "лепёшек" из бисера и поставила 6 минут. Спеклось. Но во-первых, наверх вылезли несовершенства задней части "лепёшки" (о задней поверхности расскажу дальше). А во-вторых в процессе остывания по границе бутылки и бисера пошли трещины. Я поставила конструкцию из на 6 минут, неровности сгладились, а трещины остались внутри кабошона. Впоследствии они разошлись ещё больше, но именно внутри, снаружи поверхность гладкая на ощупь.





Задняя поверхность выглядит примерно так:

В принципе, шершавая поверхность меня устраивала (лучше наклеится в вышивку), но при желании можно отшлифовать. В моём наборе была алмазная пилка, которая прекрасно справилась с острыми краями (если спекать только бисер, то края буду остренькие). Можно ещё поискать в магазинах специальную плитку для фьзинга, которая даёт гладкую заднюю поверхность. Она многоразовая, но не дешёвая, не вечная и к ней нужна специальная жидкость на каждое спекание.
Несколько слов о керамической бумаге. В наборе было как-то маловато листов, я использовала подложку по несколько раз. Её можно купить отдельно в магазинах, где продают килны. Но, по-моему, будет дешевле купить бумагу в специальных магазинах для фьюзинга. Я прочитала, что эту бумажку можно использовать не только как подложку, но и для формования стекла.
Что делать с полученным добром?
Производитель предлагает покупать бейлы (основы для подвешивания) с площадкой и сажать их на клей. Получаются кулончики. Я же планирую использовать полученное как кабошоны и даже оплела один в хулиганский кулон.

Плюсы и минусы:
Если вам нравится стекло и нужны небольшие кабошоны, то килн — оптимальный вариант. Он недорогой, неприхотливый, даёт простор фантазии и подходит экспериментаторам. Теоретически он не вечен, но, как мне кажется, десяток удачных кабошонов оправдывает затраты. Судя по состоянию моего килна, там будет ещё не один десяток. К тому же магазины продают наборы по ремонту килнов (дешевле, чем покупать новый).
Однако у килна есть и недостатки. У вас будет очень слабый контроль над процессом: по сути только время прогрева. Ни температуру, ни длительность спекания, ни режим остывания вы задать не сможете. Соответственно на чёткий результат и безупречное качество рассчитывать не приходится.
Чрезвычайно простая и дешевая мини-печь для сплавления цветных стекол (фьюзинга)
Фьюзинг, (англ. fusing от fuse — спекание, плавка) относительно новомодное рукоделие и в том виде, как есть сейчас, родилось в 1990 г. Видимо, изготовление «спекаемого» витража, стало возможным с появлением цветных стекол с равным КТР (коэффициентом теплового расширения). Выполняется так – на стекло-основу, выкладывается рисунок из цветных кусочков стекла, причем края их, в большинстве случаев, не требуют точной подгонки и обработки, достаточно стеклореза и специальных кусачек. Собранную заготовку помещают в специальную печь и нагревают до температуры начала расплавления стекла.
Полученный витраж выглядит очень своеобразно – плавные округлые края, каждый элемент напоминает этакий растаявший леденец. При наличии толики художественных способностей, получаем весьма интересные вещицы. Более того, здесь можно применить целый арсенал приемов - задействовать металлическую фольгу, опилки, проволоку, крошки и пудру из стекла , трафареты для них, приемы перегородчатой эмали, применять обжиговые краски по стеклу и керамике, химикаты дающие пузырьки внутри стекла. Печь для фьюзинга позволяет также проводить формовку листового стекла – моллирование. Готовые вещицы можно соединять «низкотемпературными» методами, тот же Тиффани , в большие витражи. Словом – бездна возможностей для творчества.
Цветное стекло, с одинаковым КТР, как и многие материалы, для фьюзинга, стоят дорого, однако же, самой затратной статьей в освоении этой техники, является, конечно, печь. Печь для сплавления стекол довольно необычна, форма ее диктуется технологией спекания – плоский под-стол, на который удобно класть стеклянный лист-заготовку, откидная крышка с внутренними нагревателями. В целом, напоминает чемодан, на некоторых, даже застежки есть.
Классическая печь-чемодан для фьюзинга, небольшого объема.Муфельные печи – с нагревателем поверх камеры-муфеля, не используются – после нагрева стекла до температуры плавления, изделие следует довольно быстро охладить до температуры отжига, при этом, печи частенько приоткрывают. Быстрый сброс температуры в муфеле, затруднен – слишком велика тепловая инерция, да и закладывать заготовки в камеру неудобно.
Спекание стекол «за не дорого».
Попробовать себя в этом интересном деле можно и не тратя больших сумм – для начала, существует оригинальный вариант с АлиЭкспресса – специальные тигли для микроволновки. Представляет собой огнеупорный тигель, с графитовой обмазкой изнутри. Обмазка раскаляется в СВЧ волнах и греет излучением стекло. Достоинство одно, но изрядное – стоимость. На момент написания, тигель стоил 2-4 тыс.руб. в зависимости от размера.
Недостатков у такого простого варианта, как водится, масса. Контролировать температуру можно только визуально, «на глазок», контролируемый отжиг для снятия внутренних напряжений невозможен. Малый размер – только для бижутерии, невозможность использования металлов. Как правило, подобрав опытным путем режим спекания и израсходовав при этом прилагающиеся в комплекте осколки стекла, занятие и тигель забрасывают.
Маргариту оттащил Коровьев. – Я ванну пристроил, – стуча зубами, кричал окровавленный Могарыч и в ужасе понес какую-то околесицу, – одна побелка. купорос.
Булгаков А.М. – Мастер и Маргарита.
Специализированная электрическая печь, конечно, значительно более совершенна, однако, самая маленькая – 200х200 мм, стоит 35 тыс. руб. Понятное дело – одни огнеупоры, контроллер с заданием термопрофиля, кварцевые и керамические трубки для нагревателей, сборка опять-же… Обладая мастерской или гаражом, толикой слесарных навыков и опытом работы с электричеством, вполне можно собрать такую печь самостоятельно, потратив на материалы меньше половины стоимости, но что делать безлошадным-безгаражным жителям «бетонных джунглей»?
Идея чрезвычайно простой и недорогой печи для фьюзинга «промежуточных» характеристик, принадлежит тов. «Илья МГУ», с металлического форума. Печь небольшого размера, но уже можно выпекать стекляшки, куда более серьезные, нежели кольца-брошки-подвески в микроволновке. Можно использовать проволоку, фольгу и весь арсенал фьюзинговых приемов. Электрический нагреватель сопротивления в крышке, термопара с простым температурным контроллером. Невысокая, даже для квартиры мощность, возможность изготовления на кухне из широко распространенных недорогих деталей, элементов. Конструкция не содержит специализированных высокотемпературных огнеупоров.
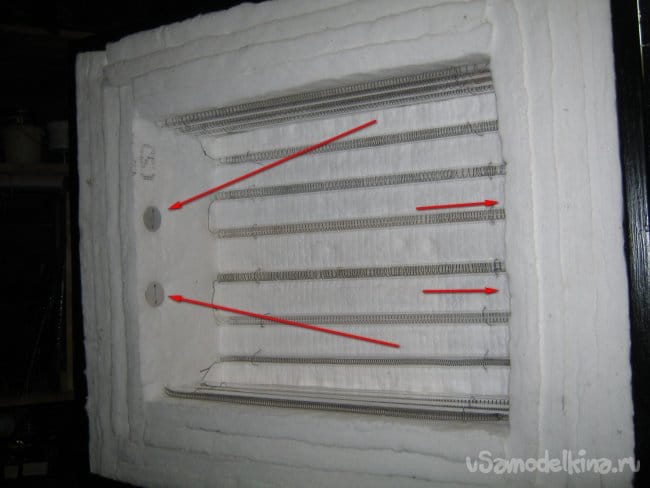
Авторская конструкция мини-печи для фьюзинга.В качестве верхней крышки печи чемодана, используется деталь от электрической плиты со стеклокерамической поверхностью – конфорка. Она имеет металлический кожух, футерованный волокнистым огнеупором, в который заформованы специальные выступы ленты-нагревателя. Конфорка дополняется ручкой и термопарой подключенной к простому контроллеру. В качестве основания, применена плоская жестяная банка залитая гипсом.
Собственный вариант простой печи из конфорки.
Мне досталось две б/у конфорки внутренним «рабочим» диаметром 140 мм, с механическим термостатом в металлическом (существуют варианты с кварцевой трубочкой) чехле.
Что было использовано при работе.
Инструменты, приборы, оборудование.
Набор обычного некрупного слесарного инструмента, ювелирный лобзик с принадлежностями, небольшая УШМ, шуруповерт или электродрель. Набор электромонтажного инструмента, паяльник 40 Вт для электромонтажа, покрупнее – 60…80 Вт – для конструктивной пайки. Разметочный инструмент. Пригодился инструмент для установки вытяжных заклепок, строительный фен.
Кроме самих конфорок, понадобился листовой асбест, пенобетонный кирпич, провода разные, термопара, термотрубки, нейлоновые хомуты. Использовался готовый блок управления для муфельной печи (или контроллер+твердотельное реле+радиатор+корпус). Гасящий резистор подходящей мощности (масляный обогреватель). Немного оцинкованной стали, крепеж.
Контакты термостата конфорки были принудительно замкнуты и пропаяны, к выходным клеммам припоем олово-медь, припаяны провода в силиконовой изоляции. Рядом с термостатом, просверлено отверстие и во внутреннюю полость, введена термопара хромель-алюмель (тип К), от мультиметра. К щупу штатного термостата, термопару прикрепил несколькими витками нихромовой проволоки.
Жестяной кожух – на поверку, оказался самым сложным элементом моей печи. Спаян он из «кровельной» оцинкованной стали 0,5 мм, припоем олово-медь (температура плавления выше чем у свинцовых припоев) . Флюс – паяльная кислота (хлористый цинк), паяльник 60 Вт. Сложные детали выпилены ювелирным лобзиком, прямые резы – слесарными ножницами по металлу. Кривые линии размечались так – заготовку железки приставлял в нужное место, и циркулем, с иголкой в центре конфорки, вычерчивал нужного радиуса дугу.
Паял изнутри, главным образом для эстетики. Напротив «ножевых» клемм штатного конфорочного термостата, с припаянными к ним проводами, на кожухе сделал вентиляционные отверстия (сверху и снизу), чтобы те охлаждались током воздуха, и припой не расплавился.
За край кожуха, решил зацепить и один из кронштейнов для ручки, этим же крепежом, пришпилил держалку для проводов. Жестяные железки скреплял алюминиевыми вытяжными заклепками.
Передний кронштейн для ручки крепился на штатный кожух и состоит из двух жестяных деталей. К кожуху крепится короткими саморезами, соединение между собой – заклепками.
Внешняя часть.
Нагреватель конфорки, мощностью 1200 Вт, для запекания стёкол слишком мощный – темп нагрева, для столь малого объема, велик, стекло не успевает равномерно прогреваться, заготовка растрескивается. Для устранения недостатка, мощность нагревателя пришлось понизить – включить последовательно с ним мощное сопротивление – масляный обогреватель на половине мощности. При этом на нагревателе конфорки, падение напряжения составляет ровно половину сетевого – 110 вольт.
Контроллер для управления печью – простой, «однотемпературный» с самодельным «твердотельным реле» - мощным тиристорным ключом . На его задней стенке смонтирована розетка для подключения последовательной с печью нагрузки и винтовой клеммник для нагревателя печи. Термопара подключается непосредственно к контроллеру.
Крышка печи стоит на огнеупорной основе – асбестовый лист, под которым половинка кирпича из пенобетона. Рядом, стоит держать такую же огнестойкую подкладку – на нее, при необходимости можно поставить горячую верхушечку «открытой» печи.
При спекании стекол нужно выдержать две главных температуры – начала плавления стекла (710…800°С в зависимости от сорта стекла) и температуру отжига (500…600°С зависит от сорта и размеров заготовки). Первичный нагрев происходит максимально (в разумных, конечно, пределах) плавно, после, температура быстро сбрасывается до «отжиговой».
Обычно, процессом руководит программируемый контроллер «с термопрофилем». Здесь, применен простой контроллер, с поддержанием одной температуры, а переключают их, вручную - полуавтомат. По достижении 800 °С (
30 мин.), крышка печи приоткрывается, на контроллере устанавливается 500 °С и изделие отжигается 1 час. После, нагреватели печи отключаются, и изделие остывает вместе с печью до комнатной температуры (
1 час). Небольшие размеры стекляшек, позволяют не опасаться мелких неточностей процесса.
Ну что же, первый опыт вполне удачен – стекла сплавились, но не в ровную поверхность, образец не растрескался – температурный профиль для этого сорта стекла следует признать удачным. Попробуем, что ни будь более осмысленное.
Два зверя, хм, вполне в духе дня, как олимпийские мишки, в свое время… Здесь, в порядке эксперимента, вплавлено два сорта бисера, медная проволочка, стекла приплавлены не только «внахлест» но и практически «встык». Бисер (стекло с отличающимся КТР) и медная проволока (тем более) должны быть очень небольшого размера (диаметра, сечения), относительно основного стекла, тогда, возникшие напряжения не разрушат изделие.
Небольшая электрическая печь для фьюзинга своими руками

Фьюзинг, сплавление цветных стекол в печи, одна из самых интересных областей при работе с декоративным стеклом. Занятие относительно новое, получило развитие и распространение с разработкой цветных стекол с одинаковым КТР (коэффициентом температурного расширения). Главное препятствие для занятий такого рода творчеством – дорогая печь, особенно, если речь идет о сколь ни будь существенных размерах. Здесь описана самодельная печь для фьюзинга с рабочей камерой 300х400 мм и полезной высотой 120 мм. Это позволит кроме спекания плоских заготовок, еще и формовать (моллировать) стекло на невысоких моделях, отжигать довольно крупные стекляшки, например, выполненные стеклодувным способом. Печь проста, не содержит дорогих и дефицитных материалов, потребляет немного электричества. Общая мощность печи 1.5 кВт, ее можно включать, в том числе и в квартирную, гаражную сеть. Футеровка печи выполнена на основе рулонных огнеупорных материалов. В числе прочего, это дало и невысокую массу печи – ее без труда могут переносить два человека. Разъединив печь (верх-низ), она помещается в легковой автомобиль для перевозки. Это дает возможность использовать печь на выездных семинарах, мастер-классах. В стационарных условиях печь установлена на специальном столике, ее проволочные нагреватели объединены в три группы и подключены к разным фазам трехфазной сети.
Что было использовано при работе.
Набор инструмента для слесарного дела, набор инструментов для электромонтажа, сварочный инвертор с принадлежностями, мелочи.
Материалы – металлопрокат, керамическое одеяло, металлическая сетка, кварцевые трубки, крепеж, мелочи
Столик. Рама печи. Сварены из стандартной квадратной трубы 20х20х1 мм. Первым делом сварил столик, на нем, как на шаблоне собрал еще четыре одинаковых прямоугольника. Это были основания (верх-низ) для двух частей печи.

Получив основания, собрал их с вертикальными стойками, на дне и крыше печи установил по две дополнительные перекладины, отрезал и установил две коротких стойки и длинную горизонтальную ручку для откидывания крышки печи с нагревателями и контроллером.

Из не толстого стального листа нарезал и вварил небольшие косынки. Тщательно проварил все швы, сбил шлак, зачистил неровности.
Металлическое ограждение каркаса печи выполнено из мелкоячеистой стальной оцинкованной сварной сетки. Сетка крепится изнутри каркаса. К ней и трубам каркаса прикрепляется мягкая футеровка.

Куски сетки по размеру стенок вырезал и подгонял. Крепил сетку короткими саморезами с большой плоской шляпкой («для плоских листов»). Предварительно для саморезов сверлил отверстия. В некоторых местах удобным оказалось применение больших «кузовных» шайб (М6) подложенных под саморез. Один из краев шайбы предварительно отгибал плоскогубцами.
Соседние сеточные стенки несколько смещены друг относительно друга, при этом их вертикальные прОволочины проходят друг сквозь друга.

Спроектировал петли крышки печи. Их несколько необычная форма нужна для более вертикального откидывания крышки в начальный момент. Это не позволяет приминаться и истираться краям огнеупорной футеровки, позволяет более полно задействовать внутренний объем рабочей камеры.
Вычерченные в Автокаде детали петель распечатаны в масштабе 1:1 и перенесены на стальной лист, вырезаны.

Дополнительные треугольные детали – подкладки для верхних частей петель. Для меньшего износа тонкого металла под нагрузкой, отверстия для осей усилил накладками.

Установил на живую нитку нижние части петель, прокладки. Поверх прокладок прихватил верхние части петель. Предварительно верхние части скреплены шарнирами (короткие болтики) с нижними.



После опробования, детали тщательно проварены, швы зачищены.
Упор для открытой крышки печи сделал из нетонкой стальной полосы и двух упоров. Упоры сделал из ввареных в раму обрезков болтиков. Фигурный паз сверху упора выпилил ручной ножовкой по металлу, просверлив в конце пропила отверстие.

Вариант повышающий удобство эксплуатации печи – газовый лифт (два). Его (их) усилие, длину и расположение придется подобрать по месту.
Готовый металлический каркас печи и столик покрасил. Столик с деревянными полками - остатками эмалей ПФ-115 нескольких цветов (что удалось наскрести), каркас печи – черной термостойкой эмалью КО. Железки предварительно зачистил и обезжирил тряпочкой смоченной бензином. Эмали немного разбавлял нужными растворителями до удовлетворительной текучести (меньше подтеков) и покрывал в три слоя с полным высыханием предыдущего. Оцинкованные детали (сетку) не красил.
Нагреватели печи проволочные в кварцевых трубках. Кварцевые трубки позволяют удобно крепить нагреватели к металлическому каркасу печи (изоляторы), не позволяют осыпаться окалине на расплавленную заготовку. Проволочные нагреватели применил готовые – запасные спирали для электроплиток. Три группы по четыре нагревателя позволяют вывести наружу выводы групп только с одной боковой стороны, внутрь корпуса контроллера. Внутренние промежуточные соединения из относительно тонкой проволоки сделал сваркой, подобно изготовлению термопар.
Мои кварцевые трубки уже были нарезаны в размер. При необходимости длинные заготовки режутся механизировано, алмазным инструментом, например, бормашиной со специальными насадками-дисками, или обычным приемом, принятым в стеклодувном деле. Внутренний диаметр моих трубок – 11…12 мм. Стандартные плиточные спирали мощностью 1.5 кВт выровнял и перемотал на диаметр близкий к 11 мм, кроме того слегка укоротил до мощности 2 кВт (последовательное соединение – 500 Вт в секции). Они лучше помещались в трубках, витки слегка растянуты для предотвращения межвитковых замыканий, остались длинные выводы.
Намотку спиралей другого диаметра делал на подходящем железном шкворне снабженном удобной ручной. Спираль навивал между двух сжатых в тисках дощечках из мягкой древесины, подобно навивке пружин.


Сваривал внутренние выводы нагревателей инвертором настроенным на малый ток
10А, флюс – кашица из буры с борной кислотой. Лучше всего у меня получались аккуратные оплавленные шарики, если хорошо скрученными проводами чиркнуть подобно спичке о кусочек нержавейки. Полярность обратная. Угольный (графитовый) электрод или порошок графита смешанный с бурой давал худшие результаты.


Наружные выводы нагревателей (под винт) приваривал из такой же проволоки сложенной вдвое – сопротивление этого участка (вывода) будет меньше, греться он будет незначительно, соединение (снаружи, зажатое между шайб) не будет слишком сильно окисляться и проработает дольше. Приварить более толстую проволоку или проволоку медную, менее удобно – сварочное соединение получается хуже, чем, если сваривать три одинаковых проволоки.
Футеровка печи выполнена из мягкого рулонного материала – «керамического одеяла» Сerablanket толщиной 25 мм. Толщина футеровки 100 мм. Одеяло легко режется строительным ножом с новым острым лезвием, работать следует в респираторе – вредная пыль. Прямоугольные куски отрезал под линейку, с небольшим запасом. На место они становились враспор.

Верхняя часть печи, ее крышка имеет чашеобразную конструкцию, нижняя часть печи заполнена огнеупором полностью, всклень. Большое число слоев позволило сформовать на углах этакие замки, аналогичным образом уложено и дно верхней части печи. Порядок укладки был такой – два слоя по периметру крышки (по боковым стенкам), два слоя дна, еще два слоя по боковым сторонам, еще два слоя дна.


Нижняя часть печи заполнялась прямоугольниками одеяла без затей, слоями. На верх (дно рабочей камеры печи - под) положил имеющуюся огнеупорную волокнистую плиту (более твердую), но можно обойтись и одним одеялом.


Монтаж нагревателей в крышке печи. Кварцевые трубки со спиралями привязывал нетолстой нихромовой проволокой (ø0,6 мм) к внешнему металлическому каркасу печи. Сквозь керамическое одеяло. Для работы сделал из 2.5 мм латунной проволоки длинное шило с зубом на конце, подобное «крючку» для прошивки обуви. Зуб выпилил ювелирным лобзиком.




Каждая трубка закреплялась проволокой в двух местах. Шило легко прокалывает мягкую футеровку, при некотором навыке можно довольно точно попасть и в нужную точку с обратной стороны. Трубки с нагревателями слегка утапливал в одеяле. Кроме механического крепления нагревателей, шилом продергивал и выводы спиралей наружу (на одну из боковых стенок печи, где будет расположена коробка контроллера).

Проволочные ячейки сетки вокруг выводов удалены (выкушены мощными кусачками).
Керамические пуговицы для крепления оставшихся без нагревателей боковых сторон футеровки. Существуют специальные, здесь применил имеющиеся керамические прокладки для транзисторов (при установке их на радиаторы) в больших металлических корпусах. Они применялись в старой специальной и промышленной электронике. Промыл растворителем от остатков теплопроводной пасты и уретанового лака, распределил немногое имеющееся. Хватило как раз.

Наружные выводы нагревателей заделал в подобранные керамические бусы от старой нагревательной техники. Получилось по несколько конусообразных, вставляющихся друг в друга и по термопарному «биноклю». Две пролочины продевались через отдельные отверстия и скручивались снаружи, бусы несколько утапливались в мягкую футеровку.

Здесь же, аналогичным образом заделывалась и термопара (К-типа, хромель-алюмелевая).

Блок управления является не отъемной частью печи смонтированной на боковой стенке верхней ее части. Все выводы (нагревателей, термопары) выходят внутрь блока управления (будет описан отдельно).
Прогон печи, лучше назвать прожогом – первоначальные несколько включений лучше делать на улице или под очень хорошей вытяжкой. Выжигаются некие необязательные частицы огнеупорного одеяла, об этом, собственно, есть предупреждающая надпись и на упаковочной коробке. Прожог делал на улице, пропустив через приоткрытую дверь трехфазный кабель. При рабочей температуре до 750 °С (max четверть часа за цикл обработки), держал печь 6 часов при 800 °С. При этом выжглась основная часть, первые 5…7 циклов внутри (помещения) немного попахивало, приходилось приоткрывать дверь. В принципе, нагревательные печи следует оснащать индивидуальной вытяжкой (зонтом).

Внешняя отделка печи ограничилась обшивкой верхней части (пыль, мусор). Обшил оцинкованной кровельной сталью 0,45 мм, закрепил вытяжными заклепками.
Печём стекло в микроволновке
Мы уже как то считали стоимость "вхождения" в ремесло фьюзингиста. Если вложиться по максимуму получается примерно 800 тысяч, если постараться на чём-нибудь сэкономить, то можно уложиться в 130 - 400 тысяч.
Но, ушлые китайцы предоставили практически каждому шанс почувствовать себя стеклоделом. Не так давно в продаже появились мини-тигли для плавления стекла в микроволновой печи. В рекламных проспектах говорится, что в этих мини-печах можно испечь для себя небольшой кулон, серьги, кабошон и т.д.
Даже известный ширботреб-производитель товаров для рукоделия фирма "Гамма" выпустила набор для фьюзинга в домашних условиях. В "Леопардо" он стоит что-то около 4500 рублей и включает в себя следующие вещи:
Набор Gamma для фьюзинга в микроволновке Набор Gamma для фьюзинга в микроволновкеперчатки, термо-бумагу (на которой печётся изделие), дихроичное стекло, цветное стекло, миллефиори, обломки (чипсы) тонкого стекла, пилку, стеклорез.
Процесс спекания стекла выглядит следующим образом: на площадку тигля (килна) кладётся термо-бумага (обязательно, иначе всё прилипнет), на неё кладётся стекло в несколько слоев, накрывается крышкой, ставится в микроволновку на максимальную мощность.
5-10 минут на максимальной мощности и вуаля, изделие готово. Нужно только подождать несколько часов пока всё не остынет.
Наши друзья купили такой набор (дочь упросила). Мы сразу его "прихватизировали" на пару дней - попробовать ради интереса. Что сказать?
Раскалённое стекло в тигле Раскалённое стекло в тиглеВ целом реклама не врёт, спекать маленькие кулоны или кабошоны в нём можно, но получать стабильный, гарантированный результат невозможно. Начнём с того, что термо-бумага не лучший вариант подложки под изделие - после её использования обратная сторона кулона будетчудовищно корявой, а по краям появляются маленькие иголочки. Лучше всего заменить бумагу на сухой гипс - получится намного ровнее. Очень сложно контролировать степень спекания стекла - почти никогда не угадаешь как ляжет стекло, насколько сильно оно спечётся.
Стеклорез в наборе ужасного качества. Для нескольких резов он подойдет, после чего можно смело выкинуть в мусорное ведро. Его цена на Ali - 80 рублей.
После первых же ожогов в мусорку полетят и перчатки. Лучше всего купить спилковые перчатки (краги) сварщика, благо стоят они 200-300 рублей.
Большие изделия в такой печке не получить - диаметр тигля всего 7,5 см., так что никаких тарелочек, панно, часов и т.д. Оптимально - небольшие кулоны, кабошоны, заготовки для пусетов.
Но самая большая проблема фьюзинга в микроволновке заключается в следующем:
нельзя обеспечить полноценный "отпуск" стекла, то есть не получится снять остаточные напряжения.
Если в большой печи стекло остывает по специальной программе с выдерживанием особой температуры, строго по минутам, то в СВЧ-печи грамотный "отпуск" сделать нельзя. Всё это чревато тем, что со временем кулон может потрескаться, лопнуть или даже взорваться прямо в руках или на груди хозяйки. Но про это в рекламе не говорится ни слова.
Итак, какой вывод мы можем сделать? Стоит ли покупать? Если есть желание попробовать что-то новое, получить новые ощущения, впечатления, то, безусловно, стоит. Но сделать профессиональную вещь в такой печи невозможно.
Если очень-очень хочется, то лучше купить СВЧ-тигель отдельно, нормальный стеклорез (около 900 рублей) и заказать кусочки стекла через интернет (или зайти в витражную мастерскую и купить у них на вес осколки стекла), получится немного дороже, но материалы будут намного качественнее.
Читайте также: