
Можно ли варить отопление полуавтоматом
Обновлено: 19.05.2024
Сварка труб полуавтоматом – преимущества современных технологий
Сегодняшний мир невозможно представить без новых технологий и сложных машин, без механизмов и инструментов, облегчающих работу. Прогресс наблюдается и в сварочных технологиях, где одним из важных шагов является появление разновидностей оборудования для дуговой сварки, например, сварочного полуавтомата.
Любой способ сварки плавящимся электродом базируется на двух основных движениях: первое – сварочная ванна смещается по оси шва, второе – электрод подается в область дуги. При ручной дуговой сварке (РДС) оба движения сварщик делает вручную, при полуавтоматической – электрод (проволока) подается автоматически.
Сварочные полуавтоматы.
Сварочный полуавтомат производит высококачественные работы с любыми марками стали - от рядовой до нержавеющей. Принципиальная схема работы (рис.1) основана на применении специального механизма автоматической подачи проволоки к горелке. Такая технология позволяет достигнуть высокой производительности труда без постоянной замены использованных электродов.

Самыми распространенными являются полуавтоматы для сварки в среде защитного газа, другое название - MIG/MAG. Если их сравнить с методом, в котором используется флюсовая защита, то в этом случае MIG/MAG допускает вести работы в любом положении в пространстве, и дальнейшие усилия по обработке зоны шва (удаление шлаковой корки и т. д.) становятся значительно проще.
Особенности работы полуавтоматов при сваривании труб.
Сварка труб полуавтоматом не имеет больших различий в сравнении с ручными методами. К ее особенностям можно отнести ярко выраженную криволинейность швов, небольшую протяженность и достаточно высокую скорость.
В качестве электрода используется проволока диаметром от 0,8 до 1,2 мм в зависимости от толщины стенки труб. Работы производятся как с предварительной разделкой кромок, так и без таковой.
Применение метода полуавтоматической сварки для соединения труб.
Использовать этот способ вместо РДС можно как в производственных цехах, так и непосредственно на объекте монтажных работ.
Чаще всего полуавтоматическая сварка применяется для приготовления трубных заготовок для коммуникационных систем водо- и газоснабжения промышленных помещений. На объекте при монтаже внутренних газовых систем или внешних газопроводов она применяется значительно реже вследствие жестких требований современной индустриализации работ.
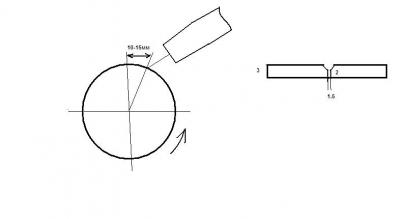
В процессе монтажа трубопроводных систем применяются стыковые и нахлесточные типы сварочных соединений (рис. 2), а в некоторых ситуациях - угловые.

Сварка труб полуавтоматом в среде СО2 иногда используется монтажными предприятиями прямо на месте работ по монтажу систем внутреннего газо- и водоснабжения и отопления. При этом сварочное оборудование устанавливается на специальный прицеп.
Подготовка труб под сварку.
Качество сварочных работ напрямую зависит от предварительной подготовки труб. Прежде всего нужно произвести резку труб, обработать фаски, очистить поверхности кромок, выполнить центровку стыка.
Скос кромок нужно проверить в нескольких местах. Трубы нужно отторцевать под углом 90° к продольной оси. Недопустимо сваривать трубы, края которых проржавели или имеют пятна от масла, краски или грязи. Устойчивость дуги в таком случае значительно ухудшается, снижая прочность сварного шва. Очистка кромок от посторонних загрязнений производится с наружной и внутренней стороны на ширину как минимум 15 мм от границы сварного стыка.
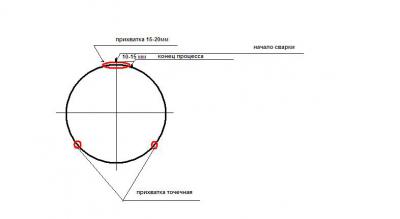
Повышенного внимания требует центровка стыка труб. При монтаже очень важно соблюдать точность совпадения кромок и их надежную фиксацию во время прихватки. Прихватка - короткий сварной шов, накладываемый при сборке сварных конструкций, с качеством как и у основного шва. Желательно, чтобы прихватка была выполнена тем же сварщиком, который сварит весь стык.
Чем лучше варить водопровод?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Сварка полуавтоматом труб отопления
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Сварка отопления
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
Василий Задов,Присоединяюсь к вышеизложенным советам. Добавлю, что если навык сварки электродом не очень, то дерзайте полуавтоматом- процесс немного проще.Я собираюсь себе варить отопление, электросваркой
[b]aleksandrbogdanov[ В теме Котлы отопления есть небольшая фотка моего котла на даче с началом обвязки- ничего сложного, одноконтурная, двутрубная, обкатана полностью п/а, сделана прошлым летом. Может для вас это и "ананизм", но думаю что ничего сложного нет, все зависит от навыка.Там и поворотные и от стеныесли навык сварки электродом не очень, то дерзайте полуавтоматом- процесс немного проще.
Стоп, стоп, давайте спустимся с небесных цехов, на землю- дачную, я не в 5 этажке собрался варить, почему по вашему ПА это ананизм?
Хотелось бы посмотреть неповоротные стыки 32, 40 или 50 трубы, сваренной п/а. Просто примерно представляю результат сварщика, не варившего трубы до этого : ).
Если бы предоставился такой случай то:
1. Свариваемый металл на стыках должен блестеть как "яички".
2. Делаю зазор для контроля проплавления кромок.
3. Перед сваркой обязательно мучаю катушки, подбирая ампераж. Маленькая ампера, причина непровара в "замке" шва.
4. "Подозрительные" места начала шва срезаю и началом (концом) встречного шва перекрываю (варим стык трубы).
Помнится варили регистру в гараж из профиля 80*40, дырок 10 было. Сварной принебрег этими "правилами", в результате почти все углы "заплакали".
Давление в системе частного дома ничтожное, должно получится, а где потечет, можно и молотком расчеканить. ; )
Как варить полуавтоматом трубы
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно "зенита" верхней точки трубы) горелки. А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
//////До нашей эры,соблюдалось чувство меры. //////Есть трубы разных диаметров(от 40 до 300мм), толщина стенки 3-6 мм(варим все без скоса кромок). так же имеется вращатель, пробуем варить трубы (стенка 3 мм) на режимах 25-30В , скорость проволоки 6 м в минуту (сварочник ewm taurus 451), то прожигаем, то получается тонкий отвратительный шов без провара(зависит от скорости вращателя). Подскажите можно и в один проход сварить трубу стенкой 3-5мм с полным проваром и на каких режимах, если нет, то на каком режиме корень шва а на каком 2 проход. Спасибо.
На вращателе ещё многое зависит от позиционирования (угол наклона,и положение относительно "зенита" верхней точки трубы) горелки. А об этом нет ни слова, и 25-30 вольт(размытое представление)- для каждого диаметра,разный режим.
Металл черняга, положение трубы горизонтальное, горелку хоть в каком положении можно расположить. мы варили диаметр 100мм, толщина 3мм, волтаж как писал 29В!
горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её - для меня загадка.

У вас Таурус , на какой программе варите и в какой защите?
//////До нашей эры,соблюдалось чувство меры. //////горелку хоть в каком положении можно расположить.
Я это понимаю,но как и,где вы располагаете её для меня загадка.
У вас Таурус подающий Таурус 551.jpg, на какой программе варите и в какой защите?
варим газом евромикс, зачем вам в каком положении я варю, лучше дайте дельный совет в каком положении надо варить и как правильно на каких режимах! программу мы настраиваем сами, вольтаж и скорость подачи проволоки что ранее писал!
программу мы настраиваем сами, вольтаж и скорость подачи проволоки
вперёд к успеху
программа 180 (точнее на своей таблице смотри) для толщины 3мм, вольтаж и динамика дуги подстраивается индивидуально.
Чтоб все параметры выдать ,надо быть вашим технологом (или волшебником),но направление (в поиске истинны) я вам подкинул.
//////До нашей эры,соблюдалось чувство меры. //////диаметр 100мм, толщина 3мм, волтаж как писал 29В
какие вы скорострельные,на диаметр 1000мм и стенку 30мм само то.
//////До нашей эры,соблюдалось чувство меры. //////зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём "проб и ошибок".
А это в довесок прихватки должны быть подрезаны и зачищены.
//////До нашей эры,соблюдалось чувство меры. //////зачем вам в каком положении я варю
А это нужно для того,что бы вам ответ наиболее правильный дать.Всё достигается путём "проб и ошибок".
А это в довесок на вращателе2.JPG прихватки должны быть подрезаны защенны.
Нужен ли зазор? если да то какой? сколько проходов?
Нужен ли зазор? если да то какой? сколько проходов?
Гадая на "кофейной гуще" я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки.
//////До нашей эры,соблюдалось чувство меры. ////// Нужен ли зазор? если да то какой? сколько проходов?Гадая на "кофейной гуще" я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки.
Сегодня пробовал варить, то прожигаю, то усиление чуть ли не 10см, а проплава нету! горелку держу в ругах труба на вращателе крутиться. зазор ставил от 1мм до 3мм все равно нечего не выходит. забыл сфоткать, в след раз обязательно скину что у меня вышло. трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
трубы идут на модульную котельную, давление до 16 атм. так что качество провара обязательно
Такие трубы сначала аргонят по корню.Полуавтоматом заполняют.
Сразу на раз полуавтоматом сложно,но можно.Тем более таким как у вас.
Валик большой (10мм это круто),провара нет - скорость вращателя большая и горелка близко к "зениту" находится (смещается в сторону вращения).Посмотрите на рисунки (ещё раз).
//////До нашей эры,соблюдалось чувство меры. ////// Проварить полуавтоматом за один проход трубу с формированием обратного валика? Лихо, однако.Проще на самом деле мне кажется корень пройти рАДС, а заполнение-облицовку полуавтоматом.
Я тут почитал что люди пишут интересно стало))) почему швы корневые "аргонят" на чернухе. про корень ручником это тоже крутатень в условиях цеха еще)) учитывая что кпд ручника в разы ниже полуавтомата. это как можно давать размер зазора разделки не зная какого сечения сварочную проволоку используют. и еще очень огромный момент в защите какого газа варим, какая динамика дуги, ампераж, ну вольтаж огромен это да тут уже написали про это)))
почему швы корневые "аргонят" на чернухе.Если варить покрытыми электродами,то вся шлаковая "шелуха" с обратного валика осыпется в трубу.В некоторых случаях,при сварке технологических трубопроводов и ёмкостей,это не есть хорошо.РАДС позволяет получить чистый обратный валик.Особенно,если выполняется газовая защита изнутри.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет "пропускать через вращатель" несколько разных диаметров, с небольшим изменением только скорости вращения трубы.
Я тут почитал что люди пишут интересно стало)))
не внимательно читал.
Дополню
AMBIVERTа
аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно.
А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет "пропускать через вращатель" несколько разных диаметров, с небольшим изменением только скорости вращения трубы.
скажи пожалуйста вот при толщине стенки 3-4мм нужен зазор для РАДС? и на обычном режиме или импульсном лучше сварить?
А возможность РАДС имеется ?(не много запоздалый вопрос )
//////До нашей эры,соблюдалось чувство меры. //////ovik,
А возможность РАДС имеется ?(не много запоздалый вопрос )
имеется РАДС,сорри что не сообщил ранее, хотелось бы конечно без разделки кромок сваривать толщину 3-4мм. tig аппарат тоже евм тетрикс 300-2 есть 3 режима инпульсной сварки
Течёт котёл
в некачественном газе
Что мешает тебе?Расскажи нам,Бездарный танцор.канал ВЕБСВАРКА в ZELLO
Александр1975, Фото швов для наглядности будут? В дефекты швов тему тогда перенесем.
Георгий 11Просьба не хамить мне,а не то буду жмать кнопку жалоба
Трубы чем режете?Если ленточной пилой,то охаждающая жидкость при высыхании оставляет пленку и если ее не удалять,то возможны такие дефекты,тоже сталкивался с подобным,но варили рдс,току чуть побольше давал и дугу больше на трубу наводил,были конечно утечки при опрессовке,но очень редко и как раз из под шва.
Если из под кромки течет значит несплавление.
Наверно непровар. Течёт в угловых швах ,где труба малого диаметра входит в трубу большего диаметра. Может есть какието специальные траектории движения горелкой при проходе угловых швов, чтобы с запасом перекрывать кромки? Или применять проволоку большего диаметра?Наверно непровар. Течёт в угловых швах ,где труба малого диаметра входит в трубу большего диаметра. Может есть какието специальные траектории движения горелкой при проходе угловых швов, чтобы с запасом перекрывать кромки? Или применять проволоку большего диаметра?
Дольше на кромках задерживайтесь,спешить не стоит,полуавтомат плавность любит.В один проход варите ? если в один не получается и течет ,то сверху еще два,замок на замке тоже не надо ставить.Грубо говорят полуавтомат и сварка покрытым электродом это одно и тоже,только в полуавтомате шлака нету
Полуавтоматическая сварка трубы

Современные сварочные технологии предполагают широкое использование полуавтоматических аппаратов. Устройства такого типа применяются как в гаражных мастерских, так и на промышленных производствах. Одним из преимуществ такой техники является упрощение работы мастера на дуговых поверхностях, включая трубопроводы. Из этой статьи вы узнаете о том, как производится полуавтоматическая сварка трубы, и поймете все особенности данного процесса.
Что такое полуавтоматическая сварка

Залог эффективного использования оборудования – знание его строения и технологии работы. Основное отличие полуавтоматического сварочного аппарата заключается в том, что во время процесса электродная проволока подается к месту плавления автоматически.
Конструкция такого устройства состоит из:
- Основного блока, который преобразует сетевой электрический ток и отвечает за равномерную подачу электродной проволоки. Здесь же производится настройка аппарата перед процедурой.
- Шланга (сварочного рукава).
- Горелки с электродной проволокой.
- Токопроводящего наконечника.
- Газовой защиты.
Крупные предприятия с большим объемом заказов для полуавтоматической сварки трубы используют стационарные агрегаты. Такое оборудование обеспечивает высокое качество швов, экономию времени и электроэнергии.
Все полуавтоматы условно можно разделить на несколько видов:
- с порошковой проволокой;
- с флюсованной проволокой;
- с защитой в виде инертных газов;
- универсальные.
Несмотря на такое разнообразие, все они отлично справляются со сваркой труб как из цветного, так и из черного металла.

В зависимости от способа подачи электрода, аппараты для полуавтоматической сварки труб можно разделить на:
- переносные – представляют собой небольшой блок, который легко перемещать;
- передвижные – установлены на специальных колесиках для более удобной транспортировки;
- стационарные – прочно закрепленные на подставке в одном помещении.
По типу функционирования подающего устройства выделяют:
- толкающие, когда специальные ролики выталкивают электрод к месту сварки;
- тянущие, когда подающее устройство находится в самой ручке и подтягивает к наконечнику проволоку, которая, как правило, находится в основном блоке.
Суть работы полуавтоматов при сваривании труб

1. Отличительные особенности.
Полуавтоматическая сварка труб не имеет кардинальных отличий от проведения процедуры ручным аппаратом, но по окончании процесса некоторые особенности заметить можно. Полуавтоматический шов будет иметь зигзагообразную форму плавления. Кроме того, сам процесс займет гораздо меньше времени.
Проволока-электрод, используемая в полуавтоматической сварке, может иметь диаметр от 0,8 до 1,2 мм в зависимости от специфики труб. Перед началом работ кромки изделия иногда подготавливают разделкой.
Рекомендуем статьи по металлообработке
2. Область применения полуавтомата.
Благодаря различным формам агрегата его можно использовать как в цехах промышленных масштабов, так и на отдельном объекте (выездной формат работ).
Полуавтоматическая сварка трубы, как правило, производится на этапе заготовок. Монтаж водопровода, газопровода и оснастки промышленных помещений, как правило, производится на самом объекте при помощи других технологий.
Особенности монтажа имеют значение при выборе типа швов. Так, для соединения двух элементов используют стыковые и нахлесточные швы, а в некоторых случаях – угловые.
Для монтажа водо- и газоснабжения мастера выезжают на объект и проводят процедуру непосредственно в эксплуатационных условиях. Для простоты перемещения аппарата его устанавливают на специальный прицеп. При этом работы производятся с применением газовой защиты (например, СО2).
3. Подготовительные работы.

Чтобы шов получился качественным, а скрепление прочным, следует провести некоторые подготовительные работы. Сперва необходимо нарезать трубы. Затем под углом снимаются фаски (это делается для более глубокой проварки стыков). После этого счищается верхний слой кромок и оцентровывается место соединения.
Для контроля качества операций, проделанных на этом этапе, скос кромок проверяется в нескольких местах, оценивается параллельность деталей изделия (они должны располагаться точно под углом 90° по отношению к центральной оси), осматриваются срезы на предмет чистоты. Наличие на кромках пятен ржавчины или нескольких капель масла существенно снижают прочность сцепления труб. Во избежание подобной ситуации необходимо произвести очистку материала с внешней и внутренней стороны не менее чем на 15 мм от среза.
Для четкой стыковки труб необходимо установить их строго параллельно и сделать вдоль места сцепления несколько прихваток – коротких швов того же качества, что и основной. Это делается для того, чтобы зазор не изменял свою конфигурацию во время проведения полуавтоматической сварки трубы.
Для сварки сложных материалов (поржавевших, оцинкованных и т. п.) полуавтоматическим способом лучше всего подходят медная и алюминиевая проволоки. Именно они дают равномерный и прочный шов в такой ситуации.
Преимущества полуавтоматической сварки трубы

Использование полуавтоматической технологии для выполнения сварки может существенно упростить и ускорить работу мастера. Для этого нужно лишь хорошо владеть азами сварочного дела, знать принцип работы агрегата, разбираться в расходных материалах и обладать навыками подбора нужного режима.
В учебных заведениях молодых специалистов обучают всему этому мастера-профессионалы. Но это не означает, что работе на полуавтомате нельзя обучиться самостоятельно. Такой вид аппаратов широко применяется не только в производственных цехах и на промышленных объектах для сцепления труб, но и в гаражных мастерских, в том числе, для личного пользования. Главное – умело подобрать настройки работы агрегата.
В качестве газовой защиты новичкам и сварщикам-любителям лучше использовать углекислый газ – он доступен по цене и обладает достойными качественными характеристиками.
Полуавтоматическая сварка с применением углекислого газа хороша тем, что:
- позволяет выполнять процесс в ускоренном темпе;
- с ее помощью легко получить надежный и качественный шов;
- не портится вид изделия;
- удобна для работы на разных участках (даже труднодоступных);
- минимизируется количество отходов.
Оборудование для полуавтоматической сварки трубы

Сварка полуавтоматом может выполняться на трубах разного типа стали – от стандартной до нержавеющей. Преимуществом такого метода является то, что электродная проволока подается непрерывно на протяжение всего процесса. Это избавляет мастера от необходимости постоянно менять электроды, экономит его время и энергозатраты.
Наиболее распространены агрегаты, оснащенные защитной газовой системой – MIG/MAG. В отличие от полуавтоматов с флюсовой защитой, их можно применять для работы как в вертикальной плоскости, так и в горизонтальной, при этом эстетику шва сохранить гораздо легче.
Правила и нюансы проведения полуавтоматической сварки трубы

Вопрос о том, как правильно осуществлять полуавтоматическую сварку трубы, часто волнует молодых специалистов и мастеров-самоучек. Эта процедура содержит множество нюансов касательно выбора расходников и контроля процесса.
Итак, как мы выяснили выше, в зависимости от конкретного признака агрегаты бывают:
- переносного, передвижного и стационарного типа исполнения;
- автономными или встроенными;
- с газовой системой защиты, с флюсовой, комбинированного типа или без защиты;
- со стальной электродной проволокой, порошковой, алюминиевой, сплавной или комбинированной;
- с толкающим, тянущим или с комбинированным способом подачи электродной проволоки;
- с плавным, ступенчатым или плавно-ступенчатым способом регулирования интенсивности подачи проволоки;
- рассчитанные на напряжение 220 В или 380 В;
- с естественным или искусственным способом охлаждения горелки;
- профессиональные, полупрофессиональные и бытовые – в зависимости от назначения.

Вне зависимости от фирмы и страны-производителя все аппараты для полуавтоматической сварки труб характеризуются механическим способом подачи проволоки. Электрод диаметром от 0,6 до 2,5 мм подается к наконечнику через гибкий шланговый кабель. При этом настройка оборудования производится мастером отдельно для каждой процедуры.
Основными элементами устройства являются:
- горелка;
- шланговый кабель;
- механизм подачи электрода.
Подающий механизм работает за счет вращения роликов (одной или двух пар). Их скорость регулируется в настройках основного блока агрегата плавно или ступенчато в зависимости от строения прибора.

Мощность оборудования напрямую зависит от веса кассеты – от 1,5 до 50 кг. Все они могут быть как закрытого, так и открытого типа (существует также аппарат для полуавтоматической сварки труб открытого типа, установленный на тележке). От основного блока к держателю или горелке с проводом отходит шланг (сварочный рукав). Он может быть 1,5, 2,5 или 3 м в длину. Оборудование, оснащенное системой газовой защиты, имеет также устройства для подведения соответствующего вещества.
Горелка – основной инструмент сварщика. С ее помощью производится как сам процесс наложения швов, так и защита (газовая или флюсовая, если таковая имеется). Производители понимают всю важность этого приспособления, поэтому стараются сделать все для его усовершенствования.
Для расходных материалов разного типа предусмотрен свой оптимальный режим использования. Основные параметры для работы с каждым из них отражены в таблице ниже.
Какая полуавтоматическая сварка лучше

Какая полуавтоматическая сварка лучше – с использованием газа или без него? Ответить на эти вопросы достаточно сложно. У каждой технологии есть свои достоинства и недостатки, поэтому тот или иной метод лучше использовать в зависимости от конкретной ситуации.
Вообще, сварка полуавтоматом, причем любым из способов, на сегодняшний день является одним из самых востребованных видов металлообработки. Но чтобы правильно воспользоваться ее преимуществами, нужно иметь представление о технологических нюансах каждого метода.
Принцип работы полуавтомата
Полуавтомат представляет собой инверторный аппарат, который используется при TIG и MIG/MAG сварке. Иногда предполагается дополнительный режим для осуществления сварки ММА. По сравнению с обычным инвертором полуавтомат обеспечивает более широкий спектр возможностей. Инвертор работает в паре с электродом и необходим для ручной дуговой сварки. Тогда как полуавтомат используется с электродом, проволокой, газом, а значит, с ним доступно гораздо больше разных операций. В том числе можно осуществлять работу в среде защитного газа. В результате получаются очень качественные и надежные швы.
Название полуавтомата объясняется принципом действия механизма, отвечающего за подачу проволоки в рабочую зону. Иными словами, он работает именно в полуавтоматическом режиме.
Прежде чем говорить о том, какая полуавтоматическая сварка лучше, нужно представлять себе работу аппарата. Здесь все просто: в подающий механизм монтируется бобина с проволокой, последняя подается в процессе сварки в зону обработки металла. Благодаря такой особенности не требуется часто менять электроды, как это делается во время ручной дуговой сварки. Параллельно с подачей электродной проволоки в зону реза поступает защитный газ. Электрод и изделие находятся под напряжением, в газовом облаке происходит разряд, в результате возбуждается дуга, которая плавит металл. Благодаря всем этим процессам и возможна сварка.

Плюсы и минусы полуавтоматической сварки
Данная разновидность сварки постепенно приобретает все большую популярность среди профессионалов и любителей. У работы с полуавтоматом есть свои достоинства и недостатки, о которых важно составить представление до начала использования оборудования.
Среди плюсов технологии стоит назвать такие, как:
- формирование неразъемного соединения на оцинкованных изделиях без повреждения покрытия за счет использования медной проволоки;
- обработка не только конструкционной стали, но и других металлов, таких как алюминий, чугун;
- возможность сварки тонких стальных листов, толщина которых составляет 0,5 мм;
- отсутствие воздействия на результат загрязнений, ржавчины на основном материале;
- возможность оценивать шов в процессе работы, так как шлак не перекрывает оператору обзор;
- низкая стоимость по сравнению с другими технологиями, позволяющими создавать неразъемные соединения.
Минусов работы на полуавтомате меньше, чем плюсов, однако о них тоже важно помнить:
- раскаленное железо сильнее разбрызгивается при сварке без среды газа;
- наблюдается более интенсивное излучение дуги, поэтому сварщику требуется защитная форма и маска для лица.
Рекомендуем статьи по металлообработке
Несмотря на эти недостатки, полуавтоматическая сварка активно используется на многих производствах. Наибольшее распространение она получила в сфере автостроения и ремонта транспортных средств.
Оборудование для полуавтоматической сварки
Существует большой выбор устройств, работающих на основе данной технологии, поэтому важно понимать, какая полуавтоматическая сварка лучше. Среди специалистов используются различные классификации.
По способу защиты материала в процессе сварочных работ выделяют такие типы сварки полуавтоматом:
- Под слоем флюсов, где флюс представляет собой порошок, находящийся в сердцевине рабочей проволоки. По химическим характеристикам он близок к обмазывающему составу для электрода.
- С использованием инертных и активных смесей газов.
По способу подачи проволоки оборудование бывает:
- стационарное, то есть устройство закреплено на подставке или специальной консоли;
- передвижное – со специальной тележкой для перемещения в пределах помещения;
- переносное – оборудование выполнено в виде переносимой тумбы.

Агрегаты для сварки полуавтоматом могут быть однофазные и трехфазные. Однофазные устройства питаются от бытовой розетки в 220 В. Если сеть не соответствует мощности агрегата, невозможно получить стабильную дугу, а это чревато дефектами шва. Для трехфазного аппарата не всегда просто найти подходящий источник питания, зато он обеспечивает высокое качество работы вне зависимости от нагрузок.
Полуавтоматическая сварка без использования газа
Часто приходится слышать вопрос о том, какая полуавтоматическая сварка лучше: с газом или без. На данный момент специалисты считают наиболее перспективной и востребованной технологию без использования газа.
В этом случае сварка осуществляется при помощи флюсовой проволоки, также известной как сварочная порошковая проволока. Речь идет о стальной трубке, внутри которой находится специальный порошок. Это и есть сварочный флюс, напоминающий обмазку электродов.
Флюс горит под действием высокой температуры, за счет чего образуется защитное газовое облако в зоне обработки металла. По своему принципу действия процесс мало отличается от обычной электродной сварки.

Основным преимуществом такого подхода является широкий выбор материалов с различными химическими составами. Это позволяет обеспечивать нужные в конкретной ситуации свойства дуги и менять характеристики шва.
Так как нас интересует, какая полуавтоматическая сварка лучше, то стоит остановиться еще на ряде достоинств безгазовой технологии. Это:
- простота;
- отказ от использования и транспортировки газового баллона;
- быстрое проведение работы.
Данный метод очень похож на обычную электродную сварку, например, здесь тоже не удается полностью защитить шов от попадания шлака из сгоревшего флюса. А значит, важно обеспечить герметизацию сварочной поверхности, наложив поверх готового шва несколько дополнительных.
Флюсовая проволока отличается низкой жесткостью, в связи с этим ее подают к зоне обработки металла с небольшим усиленным нажатием. Любые изгибы шланга полуавтоматической сварки являются недопустимыми.
Важно соблюдать условия полярности фазного провода и «массы». Перед началом работы источник питания подсоединяют по такой схеме: минус – к держателю горелки, плюс – к свариваемой поверхности. Если планируется сварка в среде защитного газа, то подключение должно происходить наоборот. В результате достигается высокая температура, необходимая для плавления флюса и формирования защитной среды.
Безгазовая технология имеет и свои минусы. Основным из них является высокая стоимость расходных материалов. Кроме того, получающийся шов немного уступает по качеству результатам использования метода с газом.
Полуавтоматическая сварка в газовой среде
Сварочный полуавтомат для работы в защитной газовой среде считается новым видом сварки, который сегодня только начинает приобретать популярность. Однако за последние 20 лет он заслужил доверие специалистов. Метод позволяет проводить работы двух типов:
- MIG (Metal Insert Gas), где соединение металлических элементов осуществляется под воздействием инертного газа. В роли последнего может выступать аргон или иные газовые смеси.
- MAG (Metal Active Gas)предполагает сварку с использованием активного газа, такого как углекислый газ.
Из-за объемных и тяжелых газовых баллонов данная технология не может использоваться в любых условиях, оборудованию не хватает мобильности. Тогда как при стационарной работе этот вид сварки незаменим.
В состав применяемой электродной проволоки входит кремний и марганец. За счет подачи проволоки в зону сварки вместе с углекислым газом формируется среда, защищающая электрод и сварочную поверхность от воздействия окружающей среды.

Каково главное достоинство данного типа полуавтоматической сварки? Такой способ соединения металла дает возможность лучше отслеживать процесс. Кроме того, использование среды газа позволяет быстрее завершить работу, так как при безгазовой сварке требуется менять электроды и удалять шлак со сварочных швов.
В защитной газовой среде получается шов, значительно превосходящий по качеству результат работы при безгазовой сварке. Правда, здесь есть свои тонкости. Так, ключевую роль играет выбор газовой смеси. Если применяется активный газ СО2, шов будет чешуйчатым, с гратами, то есть с эффектом прилипших шариков. Тогда как за счет смеси 80 % аргона и 20 %углекислого газа формируется гладкий и ровный шов, не требующий дополнительной обработки.
Серьезными минусами технологии считаются необходимость в обеспечении защиты при работе на открытых площадках и дополнительные расходы, связанные со снабжением газами.
Какой метод полуавтоматической сварки лучше
При работе без газа зона сварки полностью закрыта от внешнего воздействия за счет флюса. Он легче металла, поэтому способен формировать защитную поверхность.
Если планируется работа без газа, недопустимо использование обычной проволоки. В противном случае получится неровный шов низкого качества с раковинами. Также подобное решение приведет к значительному повышению расхода проволоки, ведь в процессе сварки часть ее будет испаряться. И самое важное – в сварной ванне будет протекать реакция с кислородом, из-за чего в шве появятся окислы и каверны.
При соблюдении безгазовой технологии и всех правил можно сформировать аккуратный шов.
Тогда какая полуавтоматическая сварка лучше: с газом или без? За счет газовой среды удается предотвратить попадание кислорода в зону непосредственного проведения работ. Поэтому можно не бояться появления дефектов, вызванных содержанием углерода – шов получается действительно высокого качества. Однако применение данной технологии сопряжено с серьезными физическими и финансовыми затратами. Так, передвижение больших газовых баллонов, без которых сварка невозможна, является нецелесообразным ради нескольких швов. Зарядка баллонов считается нерентабельной, если работы проводятся довольно редко. В таком случае гораздо выгоднее, допустим, сварка алюминия полуавтоматом без газа.
Однако при использовании газовой среды, например, с углекислотой, формируются более благоприятные условия. Кроме того, в зоне обработки обеспечивается охлаждение металла. Этот способ применяется чаще, так как здесь действует простое правило: об экономической выгоде можно говорить, только если аппарат используется на постоянной основе.

Сложно точно сказать, какая полуавтоматическая сварка лучше, так как зачастую выбор одного из методов зависит от определенной ситуации.
Вам решать, какую технологию выбрать, тем более, что все необходимое оборудование сегодня можно легко найти в специализированных магазинах.
Критерии выбора аппарата для сварки
При покупке аппарата нужно не только понимать, какая полуавтоматическая сварка лучше, но и оценивать конкретные технические характеристики.
Ключевым показателем считается рабочий ток, на котором происходит сварка. От этой цифры зависит доступная для обработки толщина металла. Рекомендуется выбирать устройство таким образом, чтобы максимальный ток был на 20–30 % больше необходимого. Имея такой запас, можно не беспокоиться о надежности и времени работы аппарата.
Другая важная характеристика – продолжительность включения. Она фиксируется в процентах и позволяет понять, какую часть отрезка времени в 10 минут полуавтомат находится в работе. По данному параметру происходит разделение сварочного оборудования на профессиональное и любительское. Кроме того, от этого показателя во многом зависит стоимость устройства.
Например, автоматические сварочные аппараты, которые используются на сборочных конвейерах машиностроительных предприятий, имеют продолжительность включения до 100 %. Если планируется применение в домашних условиях, достаточно и 20 %.
Еще одна значимая характеристика – напряжение питания. Для дома рекомендуется выбирать аппараты с однофазным питанием, так как их можно подключить к обычной розетке в квартире, на даче, в гараже.
Также обязательно стоит учитывать производителя. Правда, в этом случае сложно что-либо рекомендовать, ведь нередко продукция малоизвестных брендов способна отлично служить в течение многих лет, тогда как товары популярных марок выходят из строя еще до завершения гарантийного срока.
Но лучше сделать выбор в пользу известной компании, хотя бы потому, что у нее точно будет сеть сервисных центров. А это может сильно облегчить жизнь, если вдруг придется прибегнуть к ремонту устройства по гарантии.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.

Я варил дома трубы полуавтоматом. Но это были не монтажные стыки.
Про монтажные стыки полуавтоматом при ремонте в квартирах даже и не слышал.
Может кто ещё что из участников поведает?
лев денисов
Сварка труб полуавтоматом
При особой необходимости некоторые вещи где присутствует давление варятся полуавтоматической сваркой . Например, ремонт мотор-компрессоров для холодильников и многое другое. Применяют П/А сварку в тех случаях когда толщина металла 3мм и меньше, такая работа проводится в цеховых условиях а детали цилиндрической формы желательно делать в специальных вращателях. Использовать п/а сварку в монтаже труб неудобно по многим причинам. Самая первая причина, это громоздкое оборудование, если перечислять список неудобств будет длинным. А конкретно на вопрос я бы ответил так; на швах полуавтоматической сварки трудно распознать места дефектов, поэтому нет уверенности в сделанной работе.Сварка труб полуавтоматом
Цитата: лев денисов от 19 Ноябрь 2011, 18:49:43первая причина, это громоздкое оборудование
Да, есть такое дело. Но только из-за баллона с CO2. Хотя если таскать по квартирам большие баллоны кислорода и ацетилена то не такая уж и большая разница по громоздкости.
Цитата: лев денисов от 19 Ноябрь 2011, 18:49:43на швах полуавтоматической сварки трудно распознать места дефектов
А вот тут не соглашусь. Может если под рентген варить, и есть разница, но мы тут про более бытовые вещи.
Читайте также: