
Как рассчитать катушку индуктивности для индукционной печи
Обновлено: 06.07.2024
Индукционный нагреватель металла
Индукционный нагреватель позволяет нагреть металл вплоть до красноты, даже не прикасаясь к нему. Основой такого нагревателя является катушка, в которой создаётся поле высокой частоты, которое и действует на помещённый внутрь металлический объект. В металле наводится ток высокой плотности, который заставляет металл нагреваться. Таким образом, для создания индукционного нагревателя понадобится схема, генерирующая высокочастотные колебания и сама катушка.
Схема
Выше представлена схема универсального ZVS-драйвера, основой которого являются мощные полевые транзисторы. Лучше всего применить IRFP260, рассчитанные на ток более 40 А, но если достать такие не удаётся, можно применить IRFP250, они так же подходят для этой схемы. D1 и D2 – стабилитроны, можно применить любые, на напряжение от 12 до 16 вольт. D3 и D4, ультрабыстрые диоды, можно применить, например, SF18 или UF4007. Резисторы R3 и R4 желательно взять мощностью 3-5 ватт, иначе возможен их нагрев. L1 – катушка индуктивности, можно брать в пределах 10-200 мкГн. Она должна быть намотана достаточно толстым медным проводом, иначе не избежать её нагрева. Изготовить её самим очень просто – достаточно намотать 20-30 витков провода сечением 0,7-1 мм на любом ферритовом колечке. Особое внимание стоит уделить конденсатору С1 – он должен быть рассчитан на напряжение минимум 250 вольт. Ёмкость может варьироваться от 0,250 до 1 мкФ. Через этот конденсатор будет протекать большой ток, поэтому он должен быть массивным, иначе не избежать его нагрева. L2 и L3 – это та самая катушка, внутрь которой помещается нагреваемый предмет. Она представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра. На катушке необходимо сделать отвод от середины и подключить его к катушке L1.
indukcionnyj-nagrevatel-matalla.zip [47,33 Kb] (cкачиваний: 688)
Сборка схемы нагревателя
Схема собирается на кусочке текстолита размерами 60х40 мм. Рисунок печатной платы полностью готов к печати и отзеркаливать его не нужно. Плата выполняется методом ЛУТ, ниже представлены несколько фотографий процесса.
После сверления отверстий плату обязательно нужно залудить толстым слоем припоя для лучшей проводимости дорожек, ведь через них будут протекать большие токи. Как обычно, сначала запаиваются мелкие детали, диоды, стабилитроны и резисторы на 10 кОм. Мощные резисторы на 470 Ом для экономии места устанавливаются на плату стоя. Для подключения проводов питания можно использовать клеммник, место под него на плате предусмотрено. После запаивания всех деталей нужно смыть остатки флюса и проверить соседние дорожки на замыкание.
Изготовление индукционной катушки
Катушка представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра, оправка обязательно должна быть диэлектрической. Если провод хорошо держит форму, можно и вовсе обойтись без неё. Я использовал обычный провод 1,5 мм и намотал его на отрезок пластиковой трубы. Для скрепления витков хорошо подходит изолента.
От середины катушки делается отвод, можно просто снять изоляцию с провода и подпаять туда третий провод, как я и сделал. Все провода должны иметь большое сечение, чтобы избежать лишних потерь.
Первый запуск и испытания нагревателя
Напряжение питания схемы лежит в пределах 12-35 вольт. Чем больше напряжение, тем сильнее нагревается металлический объект. Но вместе с этим и возрастает тепловыделение на транзисторах – если при питании 12 вольт они почти не нагреваются, то при 30-ти вольтах им уже может потребоваться радиатор с активным охлаждением. Следует так же следить за конденсатором С1 – если он ощутимо нагревается, значит следует взять более высоковольтный, или собрать батарею из нескольких конденсаторов. При первом запуске понадобится амперметр, включенный в разрыв одного из питающих проводов. На холостом ходу, т.е. при отсутствии металлического объекта внутри катушки, схема потребляет около 0,5 ампер. Если ток в норме, можно помещать металлический объект внутрь катушки и смотреть, как он нагревается буквально на глазах. Удачной сборки.
Индукционный нагреватель металла: простая схема для изготовления своими руками

Технология индукционного нагрева быстро наращивает популярность, благодаря многим преимуществам практического использования. Причём этот метод работы с металлами привлекает не столько промышленную индустрию, сколько частный бытовой сектор. Однако условия создания аппаратных установок в обоих случаях существенно отличаются. В отличие от промышленного сектора, частникам, работающим в быту, требуется аппаратура относительно небольшой мощности, простая по исполнению, доступная по цене. Здесь описывается схема на индукционный нагреватель мощностью 1600 Вт, которая вполне реализуется в домашних условиях. Это своего рода пример, демонстрирующий, как создать аппарат под индукционный нагрев для применения в быту.
Принцип технологии индукционный нагрев
Принцип технологии индукционного нагрева достаточно прост с физической точки зрения. Образованная из проводника тока катушка генерирует высокочастотное магнитное поле.
В свою очередь, металлический объект, помещённый во внутреннюю область катушки, индуцирует вихревые токи. В результате объект сильно нагревается.
Параллельно с катушкой индуктивности, как правило, включается резонансная ёмкость. Предпринимается такой шаг для компенсации индуктивного характера катушки.
Резонансная цепь, созданная элементами катушка-конденсатор, возбуждается на собственной резонансной частоте. Значение тока возбуждения существенно меньше, чем значение тока, протекающего через катушку индуктивности.
Схема индукционного простого нагревателя мощностью 1600 Вт
Представленную схему следует рассматривать, скорее, как экспериментальный вариант. Тем не менее, этот вариант является вполне работоспособным. Главные преимущества схемы:
- относительная простота,
- доступность деталей,
- лёгкость сборки.
Схема индукционного нагревателя (картинка ниже) работает по принципу «двойного полумоста», дополненного четырьмя силовыми транзисторами с изолированным затвором из серии IGBT (STGW30NC60W). Транзисторы управляются посредством микросхемы IR2153 (самостоятельно тактируемый полумостовой драйвер).

Схематически представленный упрощённый индукционный нагреватель малой мощности, конструкция которого допускает применение в условиях частных хозяйств
Двойной полумост способен обеспечить ту же мощность, что и полный мост, но тактируемый полумостовой драйвер затвора проще в исполнении и, соответственно, в применении. Мощный двойной диод типа STTH200L06TV1 (2x 120A) работает как схема антипараллельных диодов.
Гораздо меньших по мощности диодов (30А) будет вполне достаточно. Если предполагается использовать транзисторы серии IGBT со встроенными диодами (например, STGW30NC60WD), от этого варианта вполне можно отказаться.
Рабочая частота резонанса настраивается с помощью потенциометра. Наличие резонанса определяется по наиболее высокой яркости светодиодов.
Конечно, всегда остаётся возможность построения более сложного драйвера. Вообще, оптимальным видится решение использовать автоматическую настройку.
Таковая, как правило, используется в схемах профессиональных индукционных нагревателей, но текущая схема, в случае такой модернизации, явно утрачивает фактор простоты.
Регулировка частоты, катушка индуктивности, мощность
Выход схемы индукционного нагревателя подключается к рабочей цепи катушки через согласующий дроссель L1 и трансформатор изолирующего действия. Дроссель имеет 4 витка провода на сердечнике диаметром 23 см, изолирующий трансформатор состоит из 12 витков двухжильного кабеля, намотанного на сердечнике диаметром 14 см.
Выходная мощность индукционного нагревателя с указанными параметрами составляет около 1600 Вт. Между тем не исключаются возможности наращивания мощности до более высоких значений.

Экспериментальная конструкция индукционного нагревателя, изготовленная своими руками в домашних условиях. Эффективность устройства достаточно высокая, несмотря на малую мощность
Рабочая катушка индукционного нагревателя изготовлена из проволоки диаметром 3,3 мм. Лучшим материалом исполнения катушки видится медная труба, для которой допускается применить простую систему водяного охлаждения. Катушка индуктивности имеет:
- 6 витков намотки,
- диаметр 24 мм,
- высоту 23 мм.
Для этого элемента схемы характерным явлением видится существенный нагрев по мере работы установки в активном режиме. Этот момент следует учитывать, выбирая материал для изготовления.
Модуль резонансного конденсатора
Резонансный конденсатор сделан в виде батареи небольших конденсаторов (модуль собран из 23 малых конденсаторов). Общая ёмкость батареи равна 2,3 мкФ. В конструкции допускается использование конденсаторов ёмкостью 100 нФ (
275В, полипропилен МКП, класс X2).
Этот тип конденсаторов не предназначен для таких целей, как применение в схеме индукционного нагревателя. Однако, как показала практика, отмеченный тип элементов ёмкости вполне удовлетворяет работой на резонансной частоте 160 кГц. Рекомендуется использовать ЭМИ фильтр.

Фильтр электромагнитного излучения. Примерно такой рекомендуется использовать в конструкции индукционного нагревателя с целью минимизации помех
Регулируемый трансформатор допускается заменить схемой «мягкого» старта. Например, можно рекомендовать прибегнуть к использованию схемы простого ограничителя тока:
- нагреватели,
- галогенные лампы,
- другие приборы,
мощностью около 1 кВт, подключаемые последовательно с индукционным нагревателем при первом включении.
Предупреждение о мерах безопасности
Изготавливая индукционный нагреватель по представленной схеме, следует помнить: контур схемы индукционного нагрева подключается к электрической сети и находится под высоким напряжением. Настоятельно рекомендуется использовать в конструкции потенциометр с изолированным стержнем.
Высокочастотное электромагнитное поле несёт вредный потенциал, способный повредить электронные устройства и носители информации. Представленная схема, учитывая простоту реализации, несёт значительные электромагнитные помехи. Этот фактор может привести к различным аварийным последствиям:
- поражению электрическим током,
- ожогам,
- возгораниям.
Поэтому, прежде чем принять решение по созданию и проведению экспериментов с индукционным нагревателем, следует обеспечить полную безопасность для конечного пользователя и окружающих.
Видео: индукционный нагреватель сварочным инвертором
Представленный выше видеоролик – демонстрация работоспособности устройства по нагреву металла. Это устройство изготовлено посредством переделки сварочного инвертора, и как отмечает автор, действует вполне эффективно:
Заключительный штрих
Таким образом, сооружение индукционного нагревателя своими руками для расплавления металла в домашних условиях – это не фантастическая идея, но вполне реализуемое дело. При желании, наличии соответствующей информации, комплектующих деталей, собрать работоспособный нагреватель вполне допустимо.
При помощи информации: Danyk
КРАТКИЙ БРИФИНГ
Индукционный нагреватель 🔥 своими руками | Рабочая схема
Индукционные кухонные плиты прочно занимают место на наших кухнях, вытесняя обычные электрические. И все благодаря их быстрому нагреванию, малому потреблению электроэнергии и практически мгновенному остыванию рабочей поверхности. Вы задумывались когда-нибудь, как работает такая плита. В нашей статье мы расскажем вам, как самому сделать индукционный нагреватель. Конечно, картошки на нем не сваришь, но стакан чая вскипятить вполне возможно.
Материалы для изготовления
Для того, чтобы сделать индукционный нагреватель, вам понадобятся:
- медная проволока сечением 1,5 мм;
- два полевых транзистора и радиаторы охлаждения для них;
- конденсатор (или несколько), общая емкость батареи — 2,5 мкФ;
- по два резистора на 10 кОм и 470 Ом;
- источник питания (аккумуляторная батарея) на 12 В;
- изолированные провода;
- паяльник;
- два стержня диаметрами 70 и 25 мм;
- деревянный брусок;
- термосмазка;
- плоскогубцы.
Индукционный нагреватель будем собирать по следующей схеме навесным монтажом.
Ручной индукционный нагреватель подшипников болтов гаек металла

Ремонт механических узлов, оборудования, прочих систем, действующих в условиях открытой окружающей среды, зачастую становится проблематичным по причинам известным. Под негативным воздействием жёстких условий металлические детали ржавеют, утрачивают функции лёгкого съёма. Особо подвержены подобным явлениям металлические резьбовые соединения. Однако технологии «рулят». Если использовать ручной индукционный нагреватель болтов, гаек, подшипников и прочих механических деталей, сделать ремонт проще. Рассмотрим аппарат подобного типа для ознакомления.
Собственно, технология индукционного нагрева успешно используется уже продолжительное время. Правда, основным местом действия такой технологии является промышленная сфера. Там применяются мощные индукционные нагреватели для разных производственных целей, включая плавку металлов.
Но здесь рассматривается устройство исключительно «бытового» назначения, которое видится эффективно применимым, например, для ремонта автомобилей или сантехнических систем. Хозяйственный или автомобильный индукционный нагреватель (иностранное распространённое название – mini ductor) представляет собой портативный ручной прибор.
Несмотря на портативность исполнения и зачастую применение обычного сетевого напряжения питания (220 вольт), ручной хозяйственный индукционный нагреватель способен прогревать металл до покраснения. Причём нагрев до красноты осуществляется буквально за считанные секунды.

Демонстрация практического применения аппарата под нагревание металлических резьбовых соединений. Состояние «до красноты» достигается через считанные секунды. Конкретный счёт определяется диаметром болта и гайки
Устройством обеспечивается точное нагревание для лёгкого снятия деталей, подвергшихся коррозии или резьбовых соединений, а также включая:
- подшипники,
- шаровые опоры,
- рулевые тяги,
- болты коллектора и многое другое.
Допускается использовать индукционный хозяйственный нагреватель (mini doctor) там, где недопустимо применять горелку. Например, рядом с топливной магистралью или близко расположенными пластиковыми, резиновыми элементами. Налицо техника быстрого, безопасного, лёгкого съёма проблемных деталей.
Классическая конструкция ручного индукционного нагревателя
Как устроен технически ручной портативный индукционный хозяйственный нагреватель подшипников и других металлических деталей? Рассмотрим одну из распространённых конструкций индукционного нагревателя ручного пользования.
Внешне портативный ручной хозяйственный индукционный нагреватель напоминает обычный паяльник. Только вместо привычного жала, у такого «паяльника» установлена катушка индуктивности. Эта деталь прибора получает энергию от инвертора, встроенного непосредственно в конструкцию.

Такими, примерно, выглядят рабочие индуктивности, коими комплектуется классический хозяйственный индуктивный ручной нагреватель. Набор к одному прибору содержит несколько конфигураций катушек
Кроме рабочих стандартных индуктивностей, устройство также комплектуется специальной нагревающей платой (Mini Pad). Этот аксессуар предназначен под использование, когда требуется легко снять (удалить) с металлических поверхностей:
- наклейки,
- графику,
- полосы,
- эмблемы,
- молдинги и т.п.
Одним словом, всё, что закреплялось на металлических поверхностях при помощи клеевых составов. Есть возможность при помощи этого же аксессуара смягчить аэрозольную краску для последующего облегчённого удаления с поверхности.

Дополнительная плоскостная нагревательная рамка (mini-pad), входящая в комплект индукционного бытового нагревателя. Используется для очистки поверхностей от предметов, посаженных на клей, герметик, липучку и т.п.
Наконец, комплектация конструкции включает гибкую термостойкую катушку (Bearing Buddy) для линейных применений. Это своего рода универсальная индуктивность, которая допускает применение на деталях любой формы путём намотки катушки под форму детали самим пользователем.
Как работает этот удобный хозяйственный прибор?
После подключения аппарата к внешнему источнику питания и активации кнопки управления, на рабочей насадке (индуктивности) формируется высокочастотное магнитное поле. Взаимодействие сформированного магнитного поля с металлом приводит к эффекту электромагнитной индукции.
Как результат – кинетическая энергия электронов способствует образованию теплового эффекта. Образующаяся теплота нагревает участок металла непосредственно в зоне рабочей насадки. Применяя разнообразные насадки из комплекта, пользователь может нагревать самые разные поверхности до нужной температуры. Причём нагрев объекта проходит за короткое время.

Инновационный инструмент автомеханика – Mini Ductor, или простой ручной портативный индукционный нагреватель демонстрирует эффективный ремонт сложных узлов автомобиля
Вот как выглядит применение индукционного нагревателя на стандартном резьбовом соединении с использованием обычной катушки индуктивности:
- Накрыть рабочей катушкой резьбовое соединение.
- Нагревать не более двух секунд.
- Снять прибор и применить гаечный ключ для отворачивания.
- Если соединение не поддаётся, нагреть ещё две секунды.
- На крайний случай, нагреть узел до красноты.
Последний подход нагреванием до красноты, как правило, позволяет разъединить резьбовое соединение практически любой сложности в плане повреждения коррозией.
Полный перечень возможностей ручного «Mini Ductor»
Итак, применяя на практике инновационный ручной инструмент механика, имеется возможность выполнять следующие виды работ:
- прогрев резьбовых соединений, повреждённых ржавчиной;
- выправление мелких вмятин на металлических поверхностях без подкраски;
- рихтовка кузовной части автомобиля;
- работа с прессованными деталями ходовой части автомобиля;
- термообработка (закаливание) металлических деталей;
- работа с подшипниками, требующими горячей посадки;
- удаление герметиков для металла;
- удаление молдингов, наклеек, металлических спойлеров;
- удаление ржавчины и лакокрасочных покрытий с металлических поверхностей.
Как показывает список возможностей ручного индукционного хозяйственного нагревателя, это действительно нужный в хозяйстве инструмент. Для владельцев автомобилей такой аппарат видится неотъемлемым аксессуаром транспортного инструментария.
КРАТКИЙ БРИФИНГ
Индукционный нагрев: технология бесконтактной плавки металла

Исторические памятки на заметку
Применяется отмеченная техника плавки в промышленности, медицине, бытовой сфере, благодаря выраженным преимуществам по сравнению с традиционными методами прогрева:
- резистивным,
- пламенным,
- печным и другими.
Индукционный нагрев особенно полезен для выполнения высокоточных или повторяющихся операций.
Индукционный нагрев впервые применил Майкл Фарадей – физик и химик в одном лице – выходец из Великобритании. Учёный обнаружил уникальное свойство нагрева в момент изучения индукции токов в проводах под действием магнита.
Однако базовые принципы индукционного нагрева чуть позже представил Джеймс Максвелл в единой теории электромагнетизма. В то же время Джеймс П. Джоуль первым описал эффект прогрева током, протекающим через проводящий материал.
На момент 1887 года, Себастьян Зиани де Ферранти предложил индукционный нагрев как метод плавки металлов. Первую полнофункциональную индукционную печь соорудил и представил обществу (1891 год) Ф. А. Кьеллин, Первое применение высокочастотной печи реализовано Эдвином Ф. Нортрупом (1916 год).
Разработка твердотельных генераторов с использованием новых технологий силовых полупроводников обеспечила потенциал за пределами промышленной среды. С конца 1980-х годов появились различные предложения к применению.
Последние годы фиксируется особый интерес к индукционному нагреву под медицинские процедуры, поскольку этот метод обеспечивает точное и целевое локальное прогревание.
Основы технологии индукционного нагрева
Технология индукционного нагрева требует источника переменного тока, пропускаемого через катушку индуктивности. В результате катушка индуктивности генерирует переменное магнитное поле, что приводит к следующему эффекту:

Вот такого эффекта, к примеру, удаётся достичь посредством использования описываемой технологии работы с металлами, элементами полупроводниками
Когда объект помещается в область этого поля, возникают два эффекта прогрева:
Оба эффекта приводят к прогреву обработанного объекта, но второй чаще всего является основным источником тепла в процессах индукционного нагрева. Кроме того, гистерезис не наблюдается в немагнитных материалах.
Магнитные материалы теряют магнитную специфичность при прогревании выше определённой температуры (точка Кюри).

Принцип получения прогрева: 1, 2 – переменный ток; 3 – объект, подлежащий воздействию магнитным полем; 4 – магнитные потоки; 5 – вихревые токи
Вихревые токи также зависят от частоты магнитного поля по причине скин-эффекта: на высоких частотах токи протекают вблизи поверхности проводника.
Эта специфика используется для контроля глубины проникновения процесса индукционного нагрева. В результате прогревается либо весь объект, либо только конкретная часть (например, область поверхности).
Индукционный нагрев: использование для различных применений
Таким образом, индукционный нагрев может использоваться для различных применений:
-
,
- пайки,
- поверхностного упрочнения и т.д.
Проводникам индукционной катушки также присущ скин-эффект. Поэтому вместо сплошных проводов следует использовать трубы. Когда ток протекает через индуктор, аналогичные резистивные потери наблюдаются из-за эффекта Джоуля. Для предотвращения расплавления и повреждения катушки часто применяется водяное охлаждение.

Принципиальная схема установки для бытового применения, собираемая из электронных компонентов вполне доступных для приобретения на коммерческом рынке
Учитывая обширное наличие электрических (электронных) компонентов, доступных простому обывателю, есть все возможности для создания системы индукционного нагрева своими руками для бытового применения. Возможная для выполнения схема бытового устройства относительно небольшой мощности представлена выше.
Индукционный нагрев – преимущественные стороны
Если рассматривать индукционную технологию и сравнивать с некоторыми классическими технологиями нагрева:
- резистивный,
- пламенный,
- печной и т. д.
Индукционный нагрев выделяют следующие преимущества:
Инновации технологии индукционного нагрева и будущее развитие
Даже с учётом того, что системы индукционного нагрева уже достигли зрелости в качестве технологии, развитие современных технологий постоянно сопровождается возможностями для новых направлений исследований.
Ближайшие годы обещают пополниться следующими темами, которые, как ожидается, должны представлять значительный интерес для индустриального сектора.
Повышение эффективности применения
Совершенство технологий производства полупроводников обещает появление систем индукционного нагрева более высокой эффективности. Кроме того, специальные формы и конструкции катушки индуктивности также обеспечат повышение эффективности технологии.
В результате улучшения следует ждать не только в плане производительности, но и в плане надежности систем индукционного нагрева.

Индустриальные машины, относящиеся к описываемой технологии, то есть – поддерживающие индукционный нагрев, уже несколько последних лет отмечаются активным совершенствованием
Технологические нагреватели, наделённые несколькими катушками – это:
- лучшее распределение тепла,
- более высокая производительность,
- гибкость процессов,
при использовании нескольких одновременно работающих катушек.
Такие системы представляют значительный технологический прорыв и всё чаще применяются не только в промышленности, но и в бытовом секторе. Однако не обходится и без проблем.
Совершенство процесса управления и расширение применения
Усовершенствованное управление требует внедрения надёжных алгоритмов управления для обеспечения правильной работы преобразователя мощности под различные нагрузки индукционного нагрева и рабочих точек.
Управление системами, где используются несколько катушек, является еще одной проблемой. Ожидается повышение производительности и оптимизация переходных процессов за счёт внедрения блоков управления идентификацией в реальном времени с адаптивными алгоритмами.
Ожидается, что диапазон применения индукционного нагрева будет увеличиваться с ростом технологий. Прогрев материалов с низким удельным сопротивлением, а также прогрев биологических тканей, используемых для медицинских целей, являются вопросами, представляющими особый интерес.
Есть ещё другие применения, которые нуждаются в дальнейших исследованиях для оптимизации параметров процесса.
При помощи информации: UltraFlexPower
КРАТКИЙ БРИФИНГ
Индукционный нагрев ТВЧ :: Статьи
Расчет основных параметров системы индуктор-деталь индукционной установки
1. Расчет параметров системы индуктор-деталь
![]()

Величина С называется коэффициентом приведения параметров и характеризует длину системы. Коэффициент приведения всегда меньше единицы и лишь при большой длине системы (l1 >> 2R1и l1 = l2) стремится к ней.
Приведенные рассуждения справедливы лишь при условии, что магнитное поле на поверхности детали однородно (H0 = const). Это допущение принимается при всех приближенных расчетах. Лишь в последнее время появились расчеты по методу наведенных э. д. с., в которых неоднородность поля учитывается заранее. Эти расчеты дают точные результаты, однако они разработаны только для простых индукционных систем.
Сопротивления пустого индуктора. Если специально не оговорено, то принимается, что индуктор изготовлен в виде однослойной катушки из медной трубки. Для индукторов следует использовать только электротехническую медь марок М0 или Ml, так как наличие нежелательных добавок, например фосфора, резко увеличивает ее удельное сопротивление. При рабочей температуре (20÷50) °С сопротивление меди Ml можно считать ρ = (1,8ч2) 10 -6 Ом см. Трубка индуктора обычно профилируется на прямоугольник. Принято считать, что в наружных индукторах основная часть тока протекает по стенке трубки, обращенной в сторону детали.
Тогда для индуктора длиной l1 из w витков трубки с толщиной стенки т1 (см) активное сопротивление равно
где Δ1 -глубина проникновения тока в медь; Пэ- эквивалентный периметр окна индуктора:
для цилиндрического индуктора с внутренним радиусом R1 Пэ = 2 πR1, для прямоугольного индуктора с окном h1 х b1 Пэ = 2 (ht + b1 + 2Δ).

Коэффициент увеличения сопротивления kr1 учитывает толщину стенки трубки (рис. 13). Его минимальная величина, равная 0,92, соответствует Поскольку минимальному r1 соответствуют минимальные потери тепла, толщину трубки следует брать в пределах τ1 = (1,25÷2,8) Δ1 (табл. 11).
Таблица 11. Оптимальная и предельная толщина трубки индуктора
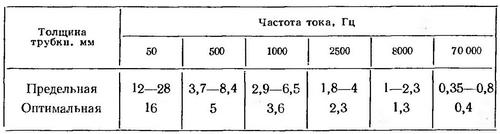
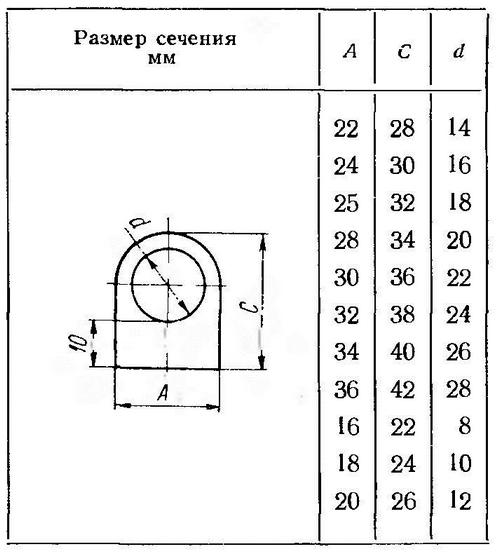
Для индукторов промышленной частоты изготовляются специальные неравностенные трубки (табл. 12).
Таблица 12. Сложные профили токопроводов для индукторов промышленной частоты тока
Иногда для этой цели используют равностенные трубки толщиной τ1 = (З÷4) мм. Поскольку на частоте 50 Гц Δ1 = 10 мм и поверхностный эффект в проводе выражен слабо, для однослойных обмоток r1 (Ом) можно определять, как на постоянном токе:
где S0-площадь поперечного сечения меди проводника.
В формуле для r1 на повышенной частоте обычно в знаменатель вводится величина g - коэффициент заполнения индуктора медью по длине. Изучение распределения плотности тока и потерь в проводниках в зависимости от формы трубки и зазора между витками показало, что r1 на повышенных частотах слабо зависит от g в обычно используемом диапазоне (0,6 ≤ g ≤ 0,9). Поэтому коэффициент g из формулы исключен. Форма проводника (прямоугольная или круглая трубка) также не дает существенных различий в r1, однако прямоугольное сечение обеспечивает большую площадь окна для охлаждающей воды при том же коэффициенте g.
Расчетные формулы для цилиндрического индуктора:
![]()
Аналогично для индуктора прямоугольного сечения высотой окна h1, шириной b1 и длиной l1
Реактивное сопротивление индуктора определяется по известной формуле:
где ω = 2πf - круговая частота; S1- площадь окна индуктора, ограниченная эквивалентным периметром, см 2 ; kx1 - поправочный коэффициент самоиндукции, зависящий от длины индуктора (рис. 14).

Расчетная формула для цилиндрического индуктора:
Для индуктора прямоугольного сечения
Рассмотрим основные методы расчета вносимых сопротивлений детали.
Метод связанных контуров. Метод основан на аналогии индуктора и детали с двумя связанными катушками. Вторичная катушка, заменяющая деталь и имеющая один виток с радиусом R2 и длиной l2, замкнута на сопротивление r2, определенное для отрезка длинного индуктора. Конечная длина индуктора и детали учитывается поправочными коэффициентами. Полное сопротивление индуктора
![]()
здесь kr2 и kх2 - поправочные коэффициенты активного и реактивного сопротивлений детали (рис. 15, 16); х2м- индуктивное сопротивление потоку внутри детали;
где S2- площадь сечения детали по внешнему периметру.

Рис. 15. Значения kr2

Для цилиндрических деталей
Коэффициенты kr2 и kx2 зависят только от геометрических размеров индуктора и детали:
и применимы лишь при l2 ≈ l1. При нагреве прямоугольных тел вместо R1 и R2 следует брать 2h1 и 2h2. Метод не является универсальным, так как kr2 и kx2 не зависят от частоты тока и свойств нагреваемой детали. Однако он является самым простым и может применяться для индукторов большой длины (l1 > 5R1).
Метод расчета по общему потоку. Метод основан на составлении и расчете магнитной схемы замещения нагруженного индуктора. Допускается, что все его витки охвачены одним общим потоком. Участок прохождения магнитного потока по детали и по зазору вдоль ее поверхности является полезным и рабочим, а участок внутри индуктора, но вне детали (при l1 > l2) и снаружи индуктора - участком замыкания потока. Сопротивления, обусловленные наличием зазора (xs) и детали (r2 и х2м), рассчитываются как для отрезка длиной l2 бесконечной системы (еслиl2 > l1, то условно считаем l2 =- l1). Расчет прост и универсален. Ошибка расчета обычно не превышает 8% по хн и 10-15% по rн.
Полное сопротивление индуктора равно
![]()
где х0 - сопротивление обратного замыкания; С - коэффициент приведения параметров;
![]()
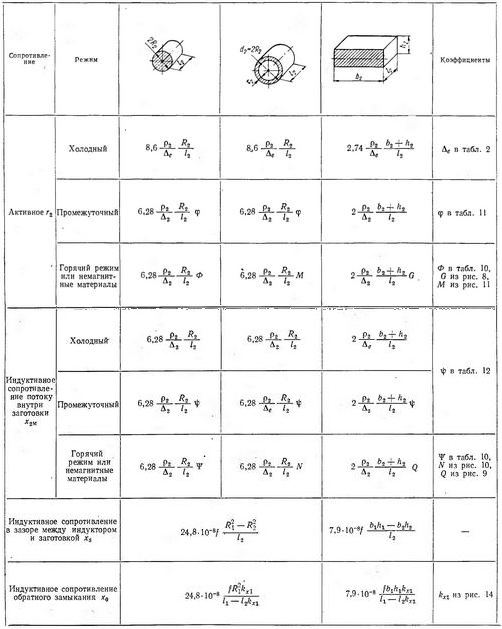
Формулы для расчета r2, х2м, х0 и xs сведены в табл. 13.
Таблица 13. Формулы для определения активных и реактивных сопротивлений нагреваемых тел различной формы
Порядок электрического расчета индуктора следующий.
1. По электрическим свойствам определяем глубины проникновения:
![]()
![]()
2. Находим расчетные геометрические размеры индуктора и детали в каждом режиме в соответствии с табл. 13. В горячем режиме расчетные размеры детали равны истинным.
3. По формулам табл. 13 рассчитываем сопротивления r2, х2м и xs и вычисляем коэффициент С.
4. Находим активное сопротивление пустого индуктора r1.
5. Сопротивления нагруженного индуктора:
6. Электрический к. п. д.7. Коэффициент мощности
8. Активная и реактивная мощности индуктора:
9. Ток индуктора
10. Число витков. Если число витков заранее неизвестно, в расчете полагаем w - 1 и затем число витков находим по формуле
2. Выбор частоты и размеров индуктора
Выбор частоты является одним из наиболее ответственных моментов при проектировании индукционных установок. Он определяется требованием высокого электрического к. п. д. как индуктора, так и всей установки, необходимостью получения заданного распределения температуры по сечению детали, наличием и техническими данными оборудования (преобразователей требуемой мощности, конденсаторов, контакторов). Окончательно частота выбирается по результатам технико-экономического анализа.
Однако основные требования к частоте определяются системой индуктор-деталь. При поверхностной закалке для получения высокого термического к. п. д. и хорошего качества термообработки необходимо обеспечить так называемый глубинный тип нагрева, при котором горячая глубина проникновения тока Δ2 в один-три раза превышает толщину нагреваемого под закалку слоя. Отсюда рекомендуемый диапазон частот равен
где хк - глубина закаленного слоя в см.
Зависимость электрического к. п. д. от частоты довольно сложна и определяется характером детали и ее состоянием. Для сплошных деталей (круглых и прямоугольных) к. п. д. обычно растет с повышением частоты, стремясь к предельному значению. Для полых цилиндров и широких пластин существует оптимальная частота, при которой к. п. д. максимален. При нагреве ферромагнитных тел к. п. д. зависит от частоты косвенно, через μе. Одна и та же удельная мощность будет передаваться на более высокой частоте при меньших напряженностях Н0. Это приведет к росту μе, и, следовательно, повышению r2 и ηи.
Используя полученные ранее формулы для ηи, можно написать выражение
где ϒ - один из коэффициентов (φ, Ф, М, G), относящийся к данному режиму и виду детали.
В приведенной формуле от частоты зависят kr1, μ2 (при постоянстве р0), С и ϒ. Поскольку kr1 всегда может быть взято близким к оптимуму, а С мало зависит от f, частотная зависимость ηи определяется в основном коэффициентом ϒ. Наибольшему значению ϒ соответствует максимум ηи: При повышении частоты ϒ стремится к единице и к. п. д. достигает своего предельного значения
здесь μ2 равна единице.
Предельный к. п. д. зависит только от геометрических размеров системы и удельного сопротивления р2.

Рис. 17. К. п. д. индуктора при нагреве сплошного цилиндра
При отсутствии подходящего оборудования в этом диапазоне частоту следует брать выше, одновременно увеличивая время нагрева.

Рис. 18. Вспомогательная величина С1

найти отношение диаметра проводника к внутреннему диаметру индуктора d2/d1;
определить отношение внутреннего диаметра индуктора к его длине d2/l1;
вычислить квадратный корень из произведения электрического сопротивления проводника на его относительную магнитную проницаемость (√ρ2μ2);
найти отношение диаметра проводника к глубине проникновения тока (d2/Δ2);
по кривым графика рис. 18 найти вспомогательную величину С1; вычислить вспомогательную величину С2 = С1 √ρ2μ2;
по графику на рис. 19 найти к. п. д. индуктора.
При уменьшении длины индуктора к. п. д. снижается из-за уменьшения коэффициента приведения С.
Из графика следует, что увеличение зазора приводит к заметному снижению к. п. д., особенно при низкой частоте (m < 2,5). Кроме того, сильно падает коэффициент мощности индуктора и увеличивается конденсаторная батарея.
Явление резкого падения к. п. д. индуктора при т < 2,5 может быть использовано на практике для выравнивания температуры неравномерно нагретой по длине заготовки из ферромагнитных материалов с последующим догревом на более высокой частоте или в случае, когда требуется нагрев только до температуры точки Кюри без опасения перегрева. Для этого частоту подбирают так, чтобы в горячем режиме глубина проникновения не превышала радиус детали. В холодном режиме μе велико и нагрев происходит интенсивно. С потерей магнитных свойств т снижается (т < 1,4) и нагрев практически прекращается. Этот способ стабилизации температуры требует осторожности, так как при переходе в горячий режим ток индуктора может сильно возрасти из-за падения zи, и мощность, потребляемая индуктором, снизится мало при резком увеличении потерь в индуктирующем проводе.
На рис. 20 показан максимально возможный к. п. д. при нагреве немагнитных материалов с разными значениями электросопротивления. Предполагается, что d2/Δ2 = ∞.

Полый цилиндр с наружным радиусом R2 и толщиной стенки т2. К. п. д. длинного индуктора определяется формулой
Для полых цилиндров, в отличие от сплошных, имеется оптимальная частота, при которой к. п. д. максимален. Этот максимум заметно выражен лишь при малых толщинах стенки (т2 ≤ 0,2R2):
Максимум к. п. д. является пологим, и возможны значительные отклонения от оптимальной частоты без заметного падения к. п. д., и можно рекомендовать следующие пределы:
Уменьшение частоты приводит к резкому падению к. п. д. С увеличением частоты выше указанного диапазона к. п. д. падает до минимума при т2 = π/2 Δ2 и затем немного снова поднимается, стремясь к предельному значению для сплошного цилиндра.
Для коротких индукторов (l1 < 4R1) при нагреве деталей всех видов желательно увеличение частоты по сравнению с рекомендованной. Это увеличение может достигать полуторакратной величины.
Например, при нагреве полых цилиндров в коротких индукторах (l1 < 2R1) частоту следует брать в диапазоне
Источник: "Проектирование и эксплуатация высокочастотных установок" Шамов А. Н., Бодажков В. А.
Индукционный нагрев, основные принципы и технологии.
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
Недостатки трёх точки:
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
Последовательный колебательный контур – резонанс напряжений.
Читайте также: