
Винтовые сваи с полиуретановым покрытием
Обновлено: 21.05.2024
Винтовые сваи с полимерным покрытием
(порошковая окраска)
Винтовые сваи в современном строительстве широко используются для возведения малоэтажных гражданских построек. Если перед установкой их подвергнуть специальной обработке, то они прослужат значительно дольше. Сваи с порошковой окраской сохраняют прочность и надежность минимум до ста лет.
Данный вид покрытия имеет следующие преимущества
Надежно защищает от коррозии, которой подвержены даже сделанные из новых материалов и установленные с полным соблюдением технологических нюансов сваи;
Такой вид покраски делает металл или любой другой материал более устойчивым к ударам. Обработанные порошком винтовые сваи очень сложно поцарапать или механически повредить;
Нет необходимости грунтовать поверхность;
Сваи с порошковой покраской имеют электроизоляционные свойства. Кроме того, они устойчивы к загрязнению различными химическими веществами и к ультрафиолетовому излучению;
Порошковая краска не подвержена абразивному стиранию. Она придает сваям устойчивость к негативному воздействию внешних физических факторов;
Порошковое покрытие является более экологически чистым, чем обычная краска;
Такая обработка обеспечивает высокую устойчивость металла к перепадам температур;
Обычная краска наносится в несколько слоев, а при обработке порошком достаточно однослойного покрытия.
В «Свайном деле» вы можете заказать винтовые сваи с полимерным покрытием. На всю приобретенную продукцию мы выдаем реальную гарантию.
Обработка винтовых свай порошком происходит в несколько стадий. Сначала их тщательно очищают от заводской смазки. Для этого используется специальный пескоструйный аппарат. Если не произвести очистку, то порошок может просто не лечь на металл. Под сильным давлением песок выдувается из аппарата на металл. Происходит очистка поверхности сваи от смазки. Обратите внимание, что применяется специальный строительный песок. На очищенный металл можно наносить порошковую краску.
Сваи нагревают до 200 градусов в специальной печи. Затем происходит нанесение порошковой краски. Потом сваи снова ненадолго помещают в печь, чтобы краска лучше прилипла к металлу. Потом их достают из печи, дожидаются остывания и упаковывают.
Винтовые сваи с полимерным покрытием
Покрытие – только дополнительная мера защиты свайно-винтового фундамента от коррозии.
Во время погружения в грунт винтовая свая испытывает значительное абразивное воздействие (на истирание). Поэтому сложно гарантировать, что краска сохранит целостность и будет работать надлежащим образом.
Существуют более эффективные способы защиты от коррозии: использование качественных высоколегированных сталей, увеличение толщины металлопроката, использование цинковых колец (анодов) и др. (подробнее «Коррозия: причины и способы защиты»).
В то же время нельзя отрицать, что покрытие, при условии сохранения целостности, позволяет снизить негативное воздействие окружающей среды. В каких случаях и как это работает?
1. Эффективность применения краски на разных участках винтовой сваи
Установленная в грунт свая по типу и степени воздействия среды, условно «делится» на три части:
- Верхняя часть (расположена над землей). Подвержена только действию атмосферной коррозии. Вероятность повреждения покрытия минимальна. Можно восстановить краску.
- Средняя часть (расположена в контактной области «атмосфера – грунт»). Длина – приблизительно 1 м от поверхности земли. Подвержена почвенной коррозии. Причины негативного воздействия на этот участок – нарушение структуры грунта при завинчивании, высокая вероятность наличия в грунте воды и кислорода. Вероятность повреждения краски – средняя.
- Нижняя часть. Располагается ниже 1 м от поверхности земли. Также подвержена почвенной коррозии, но грунт более инертен по отношению к металлу, так как на этой глубине доступ воды и кислорода ограничен. Вероятность повреждения краски – максимальная.
Если учесть условия эксплуатации, присущие свае в ее средней части, можно добиться максимального эффекта от использования краски, оградить от негативного воздействия надземную часть и участок в контактной области «атмосфера – грунт».
2. Полимерное покрытие винтовых свай
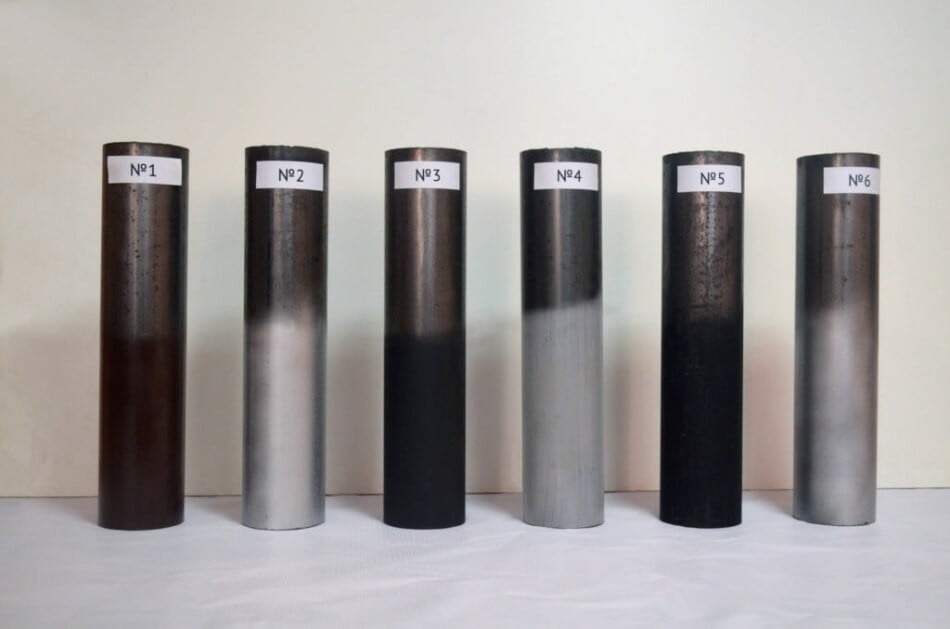
Компания «ГлавФундамент» постоянно проводит в своей лаборатории исследования разных красок для винтовых свай. Все полученные таким образом данные систематизируются и вносятся в базу, а после очередных испытаний результаты по новому образцу сопоставляются с имеющейся информацией. Это позволяет составить объективное представление о разных красках.
Подробная информация о ходе и результатах испытаний в статье «Сравнительный анализ разных типов антикоррозийного покрытия».
Среди прочих образцов в исследованиях участвуют полимерные покрытия разных производителей.
2.1. Зависимость качества полимерного покрытия от толщины
Абразивостойкость (устойчивость к воздействию на истирание) – одно из наиболее важных качеств покрытия, которое зависит от толщины нанесения: избыточность слоя, как правило, приводит к отслоению краски.
По результатам испытаний покрытия полимерные, как и наносимые методом горячего цинкования, демонстрируют наибольшую эффективность при окрашивании слоем от 80 до 120 мкм.

2.2. Зависимость качества покрытия от способа подготовки поверхности
Хорошая подготовка поверхности – залог качества любой краски. Однако в случае с винтовыми сваями может потребоваться окрашивание в полевых условиях.
Полимерные покрытия демонстрируют высокий уровень адгезии (сцепление с поверхностью) при нанесении на ровную поверхность, подготовленную надлежащим образом (в соответствии с ГОСТ 9.402-80), незначительно уступая только горячему цинкованию. В то же время при нанесении на сварные швы, пусть и прошедшие надлежащую подготовку, адгезия снижается, появляются сколы и т.п.
Нанести полимерное покрытие в полевых условиях не представляется возможным, так как оно требует специальных условий и оборудования (т.е. возможно нанесение только в заводских условиях).
3. Выводы
Таким образом, полимерное покрытие обладает как достоинствами, так и недостатками. Чтобы принять решение о его использовании необходимо проанализировать большое количество факторов.
Кроме того, как мы уже говорили ранее, окрашивание является лишь дополнительной мерой защиты металлоконструкций, устанавливаемых в грунт методом завинчивания, тогда как основной упор должен быть сделан на использование цинковых колец (анодов), высоколегированных сталей и увеличение толщины металлопроката.
Как выбрать винтовые сваи для фундамента

Как выбрать винтовые сваи для фундамента? Достаточно ли обладать общей информацией о нагрузках от будущего строения и о грунтовых условиях на участке строительства? Какие параметры свай должны назначаться индивидуально?
Содержание статьи:
Назначение практически всех параметров винтовых свай (геометрических, конструктивных) осуществляется индивидуально на стадии разработки проекта на основании целого комплекса данных, прежде всего данных о грунтах.
Основание для назначения
На основании требований к жесткости и прочности, а также исходя из грунтовых условий, в том числе данных о коррозионной агрессивности грунтов, и условий эксплуатации (подробнее «На что влияет марка стали?»).
Толщина стенки ствола сваи, мм
На основании данных о коррозионной агрессивности грунтов и в соответствии с требованиями к жесткости и прочности (подробнее «Расчет толщины стенки ствола»).
Диаметр ствола сваи, мм
На основании данных о коррозионной агрессивности грунтов и в соответствии с требованиями к жесткости, прочности и устойчивости (подробнее «Коррозия: причины и способы защиты»).
Исходя из показателей расчетной глубины промерзания и несущей способности грунтов (подробнее «Как подобрать длину свай для фундамента?»).
Диаметр лопасти, мм, количество лопастей
На основании данных о нагрузках от строения (в соответствии с требованиями к устойчивости) и о несущей способности грунтов (подробнее «Особенности расчета многолопастных винтовых свай»).
На основании данных о физико-механических свойствах грунтов: пористость, степень насыщения водой, консистенция, гранулометрический состав и т.д. (подробнее «Ключевые принципы подбора параметров лопастей»).
Кажется, что такой объем данных дадут только полноценные геологические изыскания, но это не так. Процедуры, разработанные и введенные в качестве обязательных компанией «ГлавФундамент», – геолого-литологические и геотехнические исследования, а также измерения коррозионной агрессивности грунтов (КАГ) – позволят получить всю необходимую информацию. Так как исследования адаптированы под ИЖС их цена не высока (подробнее «Геотехнические и геолого-литологические исследования и измерения коррозионной агрессивности грунтов»).
1. Широколопастные и узколопастные
По ширине лопасти сваи делятся на две группы. К первой относятся узколопастные модификации, диаметр лопасти которых превосходит диаметр ствола менее чем в полтора раза. Они применяются в особо прочных сезоннопромерзающих и многолетнемерзлых (вечномерзлых) грунтах.

Небольшая ширина лопасти сводит к минимуму риск ее деформации во время погружения в грунт. Хорошая же способность к восприятию проектных нагрузок обеспечивается:
- высокой несущей способностью самих грунтов;
- расчетом таких параметров, как количество витков, шаг и ширина лопасти, которые назначаются исходя из грунтовых условий площадки строительства и позволяют в полном объеме учитывать трение по боковой поверхности ствола (подробнее в статье «Сравнительный анализ винтовых свай с литым и сварным многовитковым наконечником»).
Ко второй группе относятся широколопастные сваи, диаметр лопасти которых в полтора и более раз превосходит диаметр ствола. Имея большую площадь опирания, они хорошо проявляют себя в дисперсных грунтах, в том числе характеризующихся сравнительно невысокой несущей способностью, заторфованных грунтах, илах и водонасыщенных песках.
1.1. Классификация по конфигурации лопасти
Наряду с диаметром, обеспечивающим площадь опирания, для широколопастных свай необходимо подбирать и конфигурацию лопасти, которая делает возможной установку с минимальным нарушением структуры грунта (подробнее в материале «Ключевые принципы подбора параметров лопастей»). В зависимости от конфигурации лопасти сваи делятся на модификации для грунтов:

- текучих, текучепластичных и мягкопластичных;
- тугопластичных и полутвердых;
- твердых.
Конфигурация лопасти подбирается на основании данных о физико-механических характеристиках грунтов, для получения которых достаточно провести простую процедуру – геотехнические и геолого-литологические исследования (подробнее читайте здесь «Геотехнические и геолого-литологические исследования и измерения коррозионной агрессивности грунтов»).
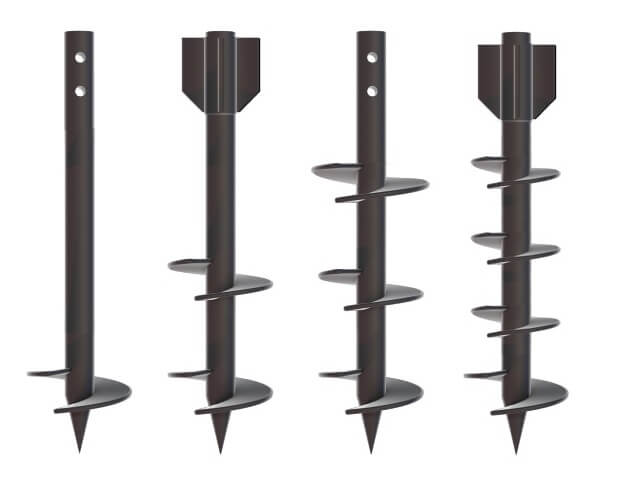
1.2. Классификация по виду лопастей
В зависимости от вида лопастей сваи подразделяются:
- Свая винтовая лопастная (CBЛ) – винтовая свая, имеющая одну или несколько лопастей и ствол со значительно меньшей по сравнению с лопастью (лопастями) площадью поперечного сечения; лопасти могут быть размещены на наконечнике и по длине ствола.
- Свая винтовая спиральная (СВС) – винтовая свая, состоящая из конусного или открытого наконечника и ствола с приваренной многовитковой спиралью (спиралями).
- Свая винтовая комбинированная (СВК) – винтовая свая, имеющая конусный или открытый наконечник с приваренной многовитковой спиралью и ствол с одной или несколькими винтовыми лопастями.

2. С литым и сварным наконечником
Наконечники свай свариваются (сварные) или отливаются целиком и навариваются на трубу (литые).
Контакт двух разнородных металлов (металла трубы и металла отливки), характерный для свай с литыми наконечниками, ведет к образованию гальванической пары, что повышает вероятность развития коррозии. Кроме того, сварка разнородных металлов – это технологически более сложный процесс, поэтому стоит обратить особое внимание и на качество сварного шва.
Также запас прочности литого наконечника несопоставимо выше запаса прочности трубы, конечно (а срок службы конструкции будет определяться по минимальному показателю), если не выбран ствол, соответствующий ему по толщине (встречается крайне редко, так как цена сваи в этом случае значительно увеличивается).
Так как формы отливок унифицированы, и изготовить литой наконечник с определенной конфигурацией лопасти невозможно, сваи со сварным наконечником и лопастью, подобранной исходя из грунтовых условий, всегда будут иметь большую несущую способность.
3. Однолопастные и многолопастные
В большинстве случаев при проектировании однолопастных свай не рекомендуется учитывать трение по боковой поверхности, так как в их работу не включается околосвайный массив грунта. Кроме того, при установке конструкций малых длин и диаметров, крайне неустойчивых к воздействию горизонтальных нагрузок, рекомендуется для обеспечения устойчивости применять элемент сопротивления боковым нагрузкам (ЭСБН) или выполнять обязательное бетонирование основания колонны.
У многолопастных свай две и более лопасти. Благодаря включению в работу околосвайного массива грунта, они одинаково хорошо воспринимают вдавливающие и выдергивающие нагрузки, демонстрируют хорошую несущую способность даже в слабых грунтах (заторфованные грунты, торфы, илы и т.д.).
Еще одно существенное преимущество этой конструкции – при достижении критической нагрузки она не «уходит в срыв», а продолжает набирать несущую способность.
В то же время достижение максимальных показателей многолопастных свай сопряжено с некоторыми сложностями, так как обеспечивается расчетом расстояния между лопастями, шага и угла наклона лопастей. Ошибки в вычислениях могут привести к возникновению «обратного эффекта»: введение второй лопасти окажется не просто бесполезным, но и ухудшит работу конструкции, вплоть до того, что многолопастная свая будет уступать в восприятии горизонтальных нагрузок даже конструкции с одной лопастью (подробнее об этом в статье «Особенности расчета многолопастных свай»).
За счет увеличения числа лопастей такие сваи воспринимают большие нагрузки при меньшем диаметре трубы. При этом жесткость ствола меньшего диаметра обеспечивается использованием толстостенного трубопроката (от 6 мм).
4. Винтовые сваи для малых и больших нагрузок
Если говорить об усредненных грунтах с достаточной несущей способностью, то к винтовым сваям для малонагруженных конструкций относят:
- однолопастные с диаметром лопасти до 500 миллиметров включительно, толщиной лопасти до 6 миллиметров включительно и толщиной стенки ствола до 4,5 миллиметра включительно;
- многолопастные с диаметром лопастей до 300 миллиметров включительно, толщиной лопасти до 5 миллиметров включительно и толщиной стенки ствола до 3,5 миллиметра включительно.
Их используют при возведении объектов ИЖС и сопоставимых по нагрузкам промышленных сооружений. При условии применения свай с аналогичными параметрами под более серьезные нагрузки и в особо прочных грунтах, необходимо для увеличения прочности по материалу использовать металлопрокат большей площади сечения.
К винтовым сваям для больших нагрузок относят конструкции:
- с одной лопастью диаметром более 400 миллиметров, толщиной лопасти более 6 миллиметров и толщиной стенки ствола более 4,5 миллиметра;
- с двумя и более лопастями диаметром более 300 миллиметров и толщиной более 5 миллиметров, толщина стенки ствола которых составляет более 3,5 миллиметра.
Их применяют при строительстве крупных гражданских и промышленных объектов.
Существует также точка зрения, что относить сваи к первой или второй группе по нагрузкам следует, исходя из диаметра ствола. Это допустимо, но только когда речь идет о широколопастных сваях больших длин и диаметров (более 6 метров и свыше 159 мм) или узколопастных сваях. В случае с узколопастными конструкциями, используемыми в особо прочных сезоннопромерзающих и многолетнемерзлых (вечномерзлых) грунтах, не меньшее значение имеет толщина металла, которая выступает дополнительным основанием для классификации.
Дополнительно
5.1. Толщина стенки ствола
По толщине стенки ствола винтовые сваи делятся на сваи малых толщин (до 3,5 мм включительно), средних толщин (свыше 3,5 миллиметра) и толстостенные (6 и более миллиметров).
Первая группа (до 3,5 мм включительно) рекомендована для строительства легких зданий и сооружений (беседки, ограждения и т.п.), которые относятся к классу ответственности III (пониженный), при условии их эксплуатации в неагрессивных грунтовых условиях.
Вторая группа (свыше 3,5 мм) применяется для строений III класса ответственности, передающих на фундамент более высокую нагрузку, а также для построек II (нормального) класса ответственности, но только на участках, представленных неагрессивными грунтами.
При строительстве в средне- и сильноагрессивных грунтах и/или при больших нагрузках (классы ответственности II (нормальный) и I (повышенный) лучше использовать толстостенные винтовые сваи.

Подбирается толщина металла на стадии разработки проекта с учетом данных о коррозионной активности грунта на участке строительства, о чем подробно рассказывается в статье «Подбор толщины стенки ствола на основании требований к сроку службы». Для уточнения правильности подбора параметров рекомендуется после выполнения расчета долговечности проверить остаточную толщину стенки ствола на соответствие проектным нагрузкам и требованиям ГОСТ 27751-2014 «Надежность строительных конструкций и оснований. Основные положения».
Подбор диаметра ствола также осуществляется с учетом коррозионных процессов в грунте и в соответствии с требованиями к жесткости и прочности.
5.2. Толщина лопасти
Если говорить о толщине лопасти, то сейчас в строительстве используются сваи с толщиной лопасти до 5 миллиметров включительно и 6 и более миллиметров.
Как и в случае с толщиной стенки ствола, конструкции, относящиеся к первой группе, можно использовать только при строительстве легких зданий и сооружений, временных объектов. Для долговременных построек, крупных гражданских и промышленных объектов и для агрессивных грунтовых условий рекомендованы сваи с толщиной лопасти 6 и более миллиметров.
Подбирается толщина лопасти на стадии разработки проекта с учетом данных о коррозионной активности грунта.
5.3. Марка стали
При выборе марки стали нужно учитывать агрессивность среды, характер нагрузок и условия эксплуатации. Более подробную информацию о марках стали Вы найдете в статье «Использование стали различных марок в производстве».
5.4. Покрытие
Покрытие относят к дополнительным мерам защиты винтовых свай от коррозии, так как во время установки в грунт конструкции испытывают значительное абразивное воздействие. Более эффективным является увеличение толщины металла и использование качественной стали. Но нельзя отрицать, что нанесение покрытия при условии сохранения его целостности позволяет снизить негативное воздействие на надземную часть сваи и на участок в контактной области «атмосфера – грунт».
Производители винтовых свай в основном используют следующие покрытия:
- полимерные;
- грунты-эмали по ржавчине;
- полиуретановые;
- эпоксидные;
- цинковые (полученное методом горячего или холодного цинкования).
Подробные результаты испытаний перечисленных покрытий Вы можете найти в статье «Сравнительный анализ различных типов антикоррозийного покрытия.
Типы покрытий винтовых свай: как их выбирать и проверять

Срок службы фундамента на винтовых сваях специалисты называют разный, но в любом случае это внушительные цифры – минимум 80-100 лет. Понятно, что обычная сталь, при постоянном контакте с грунтом, заржавеет уже за несколько лет, поэтому, полноценная технология изготовления винтовых свай включает в себя использование разнообразных способов защиты. Какие они существуют, мы попросили рассказать эксперта в этой области – руководителя отдела продаж завода КЗС, Марину Юлдашеву.

Внутренняя защита винтовых свай
В течение всего срока службы свая находится в земле и постоянно подвергается воздействию грунтовых вод и различных химических элементов, содержащихся в почве. Но кроме этого надо учитывать, что винтовая свая представляет собой полую трубу, а значит, ее стенки должны быть защищены не только снаружи, но и изнутри.
Чаще всего для этого применяется стандартное бетонирование – во внутреннюю полость уже закрученной сваи заливается качественный бетонный раствор, который заполняет собой все пустоты и препятствует дальнейшему контакту стенок сваи с воздухом, а значит, и коррозионным процессам.
Более простого и надежного способа защитить внутреннюю полость винтовой сваи пока еще не придумали. А учитывая, что бетонирование значительно повышает прочность сваи, то заливку трубы бетоном можно считать частью технологии.
На заметку! Так как бетонирование нужно в первую очередь для защиты внутренних стенок свай, для эксплуатации свайного поля не обязательно ждать застывания бетона. Кроме того, опытные монтажники применяют маленькую хитрость – поверх залитого бетона досыпают сухую бетонную смесь, слоем примерно 10 сантиметров. Эта смесь вытягивает лишнюю влагу из раствора и со временем твердеет, формируя прочную пробку, предотвращающую проникновение влаги во внутреннюю полость сваи.


Каталог компаний, что специализируются на ремонте и проектировании фундамента.
Наружная защита винтовых свай
Главные враги свай – содержащаяся в почве химия и механические повреждения, которые могут появиться при закручивании трубы в землю. Чтобы свайный фундамент прослужил долго, защита свай должна противостоять всем возможным повреждениям, для чего применяются такие решения:
Полимерные покрытия
Технологии защиты свай полимерами хоть и являются «старожилами», но все еще актуальны и достаточно распространены – в частности, благодаря сравнительно невысокой стоимости.
Эпоксид
Применение эпоксидных смол было широко распространено еще со времен СССР и давно доказало свою эффективность. Поэтому, когда шли поиски недорогих способов защиты металлических свай, про эпоксид вспомнили в первую очередь и он полностью доказал свою состоятельность.
Обработанные смолами поверхности (толщина пленки от 400 мкм до 4 мм) отлично защищены от влаги и химических веществ, а прочность застывшего эпоксида позволяет материалу выдерживать нагрузки, возникающие при завинчивании сваи в землю.
Срок службы свайного фундамента с эпоксидным покрытием составляет около 50 лет, что было достаточно неплохо до появления современных покрытий. Даже сегодня этого может быть вполне достаточно для хозяйственных построек поэтому, когда вопрос экономии стоит особенно остро, то можно обратить внимание на сваи с эпоксидным покрытием.

Перед приобретением не поленитесь осмотреть сваи, чтобы не «нарваться» на брак, когда эпоксид наносился на неподготовленную поверхность. Плюс, помните, что эпоксид набирает прочность со временем, поэтому «вчерашние» сваи использовать нельзя.

Полиуретан
Это тоже разновидность смол, но используется чаще всего не в чистом виде, а в качестве основы для защитного состава. Преимущества покрытия, по сравнению с тем же эпоксидом налицо – в частности это отличная «прилипаемость» (адгезия) и прочность, обусловленные способностью материала создавать молекулярные связи с защищаемым покрытием. Также специалисты отмечают равномерное распределение полиуретана с возможностью создавать защитный слой толщиной до 0,3 миллиметра.
Перед нанесением полиуретановой защиты, поверхность свай должна быть тщательно зачищена, обработана и прогрунтована. Если это не выполнить, то покрытие окажется бесполезным. Поэтому, лучше не покупать сваи с полиуретановой защитой у непроверенных изготовителей, у которых на производстве отсутствует тщательный контроль качества.

На заметку! Полиуретан можно наносить непосредственно перед использованием сваи. Если у вас есть время понаблюдать за ходом работ, то некоторые строительные компании предлагают нанесение защиты прямо на стройплощадке.
Оцинковка
Технологически, покрытие металлических свай слоем цинка – это самый совершенный способ их защиты, обеспечивающий максимально возможный срок службы фундамента. Существует две технологии цинкования – холодный и горячий. Чтобы выбрать подходящий тип защиты, надо понимать, в чем между ними разница.
Горячее цинкование
Это способ нанесения цинкового покрытия, когда вся свая полностью погружается в ванную с расплавленным цинком (или цинковый электролитический раствор), в результате чего вся поверхность металла покрывается защитным слоем толщиной около 100 мкм. Это единственный способ защиты, предполагающий обработку даже внутренней поверхности трубы, из которой сделана свая.

Этот метод защиты металла является самым дорогостоящим, но на сложных грунтах ему практически нет альтернативы, так как цинковое покрытие обладает способностью к самовосстановлению. Это значит, что даже если при закручивании сваи поцарапать защитное покрытие, то со временем царапина «затянется» – исследования показали, что цинк заполняет трещины со скоростью 2 миллиметра за год.
Более надежной защиты не существует – срок службы свай после такой обработки составляет порядка 120 лет.
Холодное цинкование
Разработано как более экономная альтернатива горячему цинкованию – для тех случаев, когда нет необходимости в максимальной защите свай. Например, если анализ не показал в почве агрессивных компонентов и высокого уровня грунтовых вод.
По сути, это покраска металла цинкосодержащим составом или нанесение сухого цинкового порошка. Толщина слоя цинка 60 мкм. Срок службы металлических свай с такой защитой составляет порядка 80 лет, чего вполне достаточно для большинства построек.


Технология двойной защиты винтовых свай
Даже к цинковому покрытию, несмотря на всю его инновационность, у потребителей есть вопросы. Если часть мнений не особо разобравшихся в вопросе сетует на блуждающие в земле токи, то другие пользователи вполне резонно указывают на то, что при погружении сваи в землю цинковое покрытие сотрется так, что его «восстанавливающая способность» не сможет себя проявить.
Чтобы исключить вероятность повреждения антикорродирующего слоя, производители применяют различные технологические решения. Например, при производстве винтовых свай КЗС используется технология двойной защиты. От простой ржавчины металл защищен слоем горячего или холодного цинкования, на который затем наносится дополнительный слой антикора, предназначение которого уже сохранять цинковое покрытие при закручивании сваи в землю.

Немного об истории развития производства винтовых свай
Несмотря на то, что технология изготовления винтовых свай была изобретена еще в 1833 году, активно усовершенствовать ее взялись только в середине прошлого века. В силу тогдашней конъюнктуры и ряда других причин, на территории бывшего СССР бо́льший упор делался на развитие винтовых свай с литым наконечником. Этот метод позволяет получить надежное основание для постройки, которое можно ввинтить даже в сложные почвы (крупнообломочные и особоплотные грунты, крупные гравелистые пески или грунты с природными и техногенными включениями). Единственный минус литых наконечников – такие сваи достаточно дорогие в производстве, поэтому обычно нет экономической целесообразности их применения в жилом малоэтажном строительстве.


Уже в начале XXI века – в постперестроечные времена – отечественная строительная отрасль начала возрождаться и развиваться. Были проведены исследования, показавшие, что если взять за основу материалосберегающую технологию производства – когда наконечник формируется из той же трубы, что и вся винтовая свая, то можно получить ощутимую экономию при сохранении качественных характеристик основания.
Так как сваи сами по себе не являлись чем-то новым, то технология начала достаточно быстро приживаться. К сожалению, это породило большое количество подпольных гаражных производств, на которых сваи собирались полностью вручную, и просто окрашивались без всякой дополнительной обработки (зачастую, даже обычной малярной кистью). Разумеется, говорить о какой-либо серьезной долговечности тут сложно.

На современных сертифицированных производствах весь технологический процесс максимально автоматизирован. Производственные линии оснащены установками для резки металла, которые полностью управляются компьютерами и роботизированной сваркой. Это позволяет достаточно легко отличить контрафакт ведь при ручном производстве практически невозможно добиться ровных швов и однородности защитного покрытия.

Кроме того, большое производство подразумевает ответственность производителя перед покупателем. Покупая сертифицированную продукцию, вы получаете гарантию того, что она прослужит вам оговоренный срок. Например, расчетный срок службы оцинкованных винтовых сваи КЗС составляет от 80 до 120 лет и при этом производитель дает на свою продукцию двадцатилетнюю гарантию.


Заключение
Винтовые сваи принято считать одним из самых доступных по цене фундаментов и это действительно так. Но надо помнить, что срок службы такого фундамента во многом определяется не только качеством металла, но и его обработки. Поэтому, если Вы сталкиваетесь ну с очень привлекательным предложением, то спросите себя – с чем это связано. Плохо продуманная экономия чревата тем, что если через 20 лет сваи попросту сгниют в земле из-за некачественной защиты, то ремонт обойдется значительно дороже, чем установка изначально качественного фундамента.
Лакокрасочные материалы для окрашивания винтовых свай
Лакокрасочное покрытие играет важную роль в увеличении срока службы винтовых свай. Сегодня на строительном рынке можно встретить большое разнообразие лакокрасочных материалов для металлоконструкций. Однако особенности эксплуатации винтовых свай вносят свои требования, влияющие на выбор покровного материала.
1. Взаимодействие поверхности винтовых свай с внешней средой
Различают три основных участка винтовой сваи, воздействие на которые со стороны внешней среды несколько различаются:
- Наземная часть сваи
- Тело трубы в толще грунта
- Окончание тела сваи и наконечник с лопастью или винтом в наиболее плотных слоях грунта
Очевидно, что условия, которые оказывают влияние на винтовую сваю, могут быть различны на данных участках. Соответственно, нужно так подбирать антикоррозионное покрытие, чтобы оно удовлетворяло защите сваи на всем ее протяжении.
Так, наименьшее химическое воздействие испытывают наземные участи сваи, на которые устанавливается обвязка – здесь труб испытывает соприкосновение только с окружающим воздухом, а также водяными парами. Если цоколь дома закрыт, то влияние воздуха практически не сказывается на состоянии свай, хорошая вентиляция обеспечивает отвод водяного пара, и стандартного покрытия для металлоконструкций вполне достаточно.
Верхняя часть заглубленной сваи трубы находится в области контакта с грунтом и с атмосферой. Здесь наиболее сильное влияние почвенной коррозии. Почва здесь насыщена кислородом, что приводит к интенсивному ржавению металла.
На углубленных участках меньше доступа кислорода и влаги, и сам грунт более плотен, поэтому теснее прилегает к телу трубы. Это слой инертен по отношению к металлу и коррозия сама по себе меньше, но высока повреждения покрытия в процессе завинчивания. На этом участке сваи повышается роль механической прочности лакокрасочного слоя.

Распространение коррозии в приповерхностном слое металла
2. Подготовка винтовой сваи к окрашиванию
Как и любая поверхность, поверхность сваи тоже готовится к нанесению лакокрасочного материала, и от этого во многом зависит качество покрытия в целом. Процесс подготовки включает в себя:
- Механическую очистку поверхности
- Абразивную обработку
- Химическую обработку, обезжиривание
- Высушивание
Механическая очистка играет важную роль в подготовке поверхности к окрашиванию. Дело в том, что трубы, из которых изготавливаются винтовые сваи, почти стопроцентно проводят некоторое время на складах. Даже только что выпущенные трубы с завода покрыты специальными антикоррозионными составами, маслом и проч. Если труба хранится на открытом складе, она подвергается воздействию водяных паров в воздухе, атмосферных осадков, и поверхность уже корродирует. Большинство труб, закупаемых для обработки покрыты тонким слоем ржавчины. Наносить на него слой ЛКМ нежелательно, так как адгезия к такой поверхности ухудшается.
На первом этапе труба очищается от грязи, масла и т.д., затем подвергается более глубокой очистке. Это может быть очистка металлическими щетками, удаляющими самые крупные включения окалины, ржавчины и проч. На трубе появляется металлический блеск, а поверхность становится шероховатой, что способствует более качественной адгезии лакокрасочного материала.
Более высокого качества поверхность приобретает после абразивной обработки. Особенно загрязненные и заржавевшие участки зачищают шкуркой или используют пескоструйную обработку всей трубы.
Поскольку даже после абразивной обработке на поверхности остается достаточное количество органических составляющих, пленок жира, масел и тому подобных, поверхность необходимо обезжирить. Обычно для этого используются стандартные растворители: уайт-спирит или растворитель № 646.
Высушивание происходит буквально в считанные часы. Проверить качество обезжиривания можно простым способом – протереть металл фильтровальной бумагой. Качественное обезжиривание не оставит на бумаге следов масла.
Следует отметить, что окрашивать поверхность желательно сразу после обезжиривания, в крайнем случае – не позднее, чем через сутки. Более того, можно окрашивать поверхность свай без обезжиривания сразу после механической обработки.

Винтовые сваи после пескоструйной обработки
3. Грунтовка поверхности
Лакокрасочное покрытие должно быть нанесено минимум в два слоя. Первый слой обеспечивает достаточную степень адгезии (прилипания) краски к металлу. Второй слой, собственно, образует защитную пленку. Опыт показывает, что чем тоньше слои и чем их больше, тем прочнее покрытие.
Обычно для грунтовки используют ту же самую самую краску, что и для основного покрытия. Иногда пользуются специальными грунтами по металлу.
4. Окрашивание поверхности
Существует четыре основных способа окрашивания поверхности винтовых свай:
- Окраска кистью или валиком
- С использованием краскопульта
- Полное погружение сваи в красочный раствор
- Камерное окрашивание (электростатическое распыление)
Каждый способ предъявляет свои требования к лакокрасочному материалу. Так, для окрашивания в специальных камерах годится только специальная порошковая краска. Она достаточно дорога, но качество окрашенной поверхности считается самым высоким. Понятно, что для погружения свай и электростатического окрашивания требуются просторные помещения – эти способы используют только на достаточно крупных предприятиях, производящих винтовые сваи.

Окрашенные сваи
5. Стойкость к истиранию поверхности
Как показывают исследования, существенный вклад в износ поверхности сваи производится в момент заворачивания ее в землю. Грунт выступает в виде абразивного порошка, и стойкость покрытия к истиранию должна быть достаточно высока. Особенно это существенно в нижних слоях грунта, где он более плотный и зачастую включает в себя мелкие камни.
Лучшие износостойкие качества проявляют полиуретановые лакокрасочные материалы, при толщине их нанесения 30-60 мкм. Несколько меньшую стойкость имеют эпоксидные краски. Толщина покрытий при равной износостойкости должна составлять при их использовании до 80-120 мкм.

Стандартная эмаль для окраски металла
6. Битумная мастика для винтовых свай
Наиболее проблемным участком сваи с точки зрения коррозии является ее окончание, не заглубленное в грунт. В точке стыка с землей свая подвергается интенсивному воздействию водяных паров и естественной влажности грунта, воздействию талых вод и дождевых потоков и т.д. Поэтому целесообразно дополнительно защитить этот участок винтовой сваи от воздействия в первую очередь воды.
С этой целью широко применяется грунтовка окончания сваи гидрофобной мастикой. Окрашивание мастикой ведется от самого места выхода сваи на поверхность и до оголовка.

Выступающие над землей части сваи покрываются мастикой
Эластичная пленка мастики поверх лакокрасочного покрытия создает дополнительную защиту сваи от коррозии. Используется, как правило, обычная битумная мастика, которую применяют для гидроизоляции многих материалов – металла, дерева, бетона и проч. Подробнее о разных видах битумных гидроизоляционных материалов рассказано здесь.
Мастика наносится обычной широкой флейцевой кистью или специальным квачом. Следует работать с мастикой осторожно – чтобы избежать загрязнения рук и одежды. Использовать мастику можно даже после большого перерыва в работе – она легко растворяется в специальных растворителях, типы которых указаны на упаковке.
7. Полиуретановые краски для окрашивания свай
Исходя из вышесказанного, к лакокрасочному материалу предъявляются следующие основные требования:
- Красочная пленка должна быть водонепроницаемой
- Высокоэластичной, так как при высоких нагрузках возможно повышенное ошелушивание, вызванное хрупкостью карсночной пленки
- Достаточно прочной и твердой, чтобы препятствовать механическим воздействиям
- Иметь химическую и электрохимическую пассивность
Строгий подход к окрашиванию различных элементов винтовой сваи требует учитывать многие факторы, это:
- Марка стали, из которого изготовлена свая и лопасти
- Рельефность поверхности трубы
- Габариты сваи
- Предполагаемые нагрузки, в том числе механических
- Стоимость лакокрасочного материала
Мы уже отмечали, что в последние годы наиболее оптимальным является использование полиуретановых смесей. Они наиболее полно учитывают особенности окрашивания поверхности и эксплуатации винтовых свай.
Полиуретановые краски представляют собой гомогенизированную смесь, в корой содержатся полиэфирные смолы, некоторые наполнители, отвердитель и цветовой пигмент. В промышленности такую краску выпускают в виде сыпучих порошков, и ее можно закупать в специальных мешках и готовить на месте – тогда стоимость краски значительно сократится, особенно если планируется большой объем производства винтовых свай.

Однако следует обратить внимание, что существуют специальные условия хранения готового раствора – в течение 12 месяцев при температуре от 0 до +20 градусов Цельсия и влажности не выше 70 процентов. Следовательно, разводить красочных состав нужно с учетом этих требований. Если краска, заготовленная с избытком, начнет портиться, ее лучше не использовать – иначе окраска и эксплуатация свай будет происходить вне соответствия нормам, что, в конце концов, ухудшит антикоррозионную защиту.
Относительно высокая стоимость полиуретановых ЛКМ по сравнению с эпоксидными аналогами окупается:
- Во-первых, качеством поверхности, а, следовательно, более высокой степенью антикоррозионной защиты винтовых свай
- Во-вторых, тем, что расход краски на окраску существенно ниже, так как защитная пленка требуется более малой толщины при равных условиях
Отметим, что использование полиуретановых красок требует как минимум краскопульта и средств защиты дыхательных путей при работе. Это определяется высокой дисперсностью материала – то есть частицы краски имеют очень малые размеры.
Полиуретановые краски различаются и по степени матовости поверхности. Для винтовых свай можно использовать типы красок, дающих как матовую, так и глянцевую поверхность. Глянцевая поверхность винтовых свай имеет более привлекательный внешний вид, и если не планируется закрывать внешние окончания труб под домом, лучше использовать именно ее.
Что касается конкретных фирм-производителей, то здесь при условиях использования и эксплуатации винтовых свай особого различия нет. Конечно, зарубежные фирмы давно зарекомендовали себя качеством (и ценой), но отечественные аналоги справляются со своей задачей не хуже. Сегодня широко налажено даже российское производство порошковых красок для камерной окраски, а раньше такие материалы можно было закупить только за рубежом.
8. Итоги
Мы вкратце рассказали о способах защиты винтовых свай от коррозии путем нанесения лакокрасочных материалов. Следует отметить, что данные покрытия в целом нисколько не уступают другим видам защиты от коррозии, в частности, методам холодного или горячего цинкования труб, но превосходят их в мобильности и простоте – при равных показателях защитных пленок. Дело в том, что преимущества одного способа связаны с его недостатками, и многое зависит от конкретных условий эксплуатации винтовых свай.
Фирма «К-Дом» специализируется на производстве винтовых свай и установке свайно-винтовых фундаментов. Изготавливаются сваи на современном оборудовании, в частности, с использованием самых качественных лакокрасочных материалов и способов их нанесения.
Читайте также: