
Рейтинг вибропрессов для тротуарной плитки
Обновлено: 14.05.2024
Технологии производства тротуарной плитки: сравнение вибролитья и вибропрессования
При всем разнообразии материалов для мощения, в частной сфере наиболее востребована бетонная тротуарная плитка. Ее укладывают во въездных зонах, на отмостку, в зонах отдыха и, конечно, именно ею чаще всего мостят садовые дорожки. Однако плитка плитке рознь, ведь ее основные технические и эксплуатационные характеристики зависят от технологии производства. На сегодняшний день основных способов два: вибролитье и вибропрессование. Соответственно, и выбирать приходится между вибролитой и вибропрессованной плиткой. А разобраться, чем они отличаются и какой материал предпочесть в различных ситуациях, нам поможет специалист компании Цемсис. Он даст максимально развернутые ответы на вопросы участников портала.
Содержание
- Сырьевая база и технология производства вибролитой и вибропрессованной плитки
- Потребительские свойства вибролитой и вибропрессованной плитки
- Преимущества вибропрессованной плитки
- Как количество водоцементное соотношение влияет на характеристики плитки, способ визуального контроля

Сырьевая база и технология производства

А между литьевой и вибропрессованной бетонной брусчаткой (45-60 мм толщиной) – что выбрать для отмостки? Я так понял, что вибропрессованная чуть дороже, чем литье. Почему? Она крепче, чем вибролитье?

Прежде всего, необходимо разобраться в технологиях производства тротуарной плитки. Вибролитье – архаичная технология изготовления, является полностью ручным методом, осуществляется, как правило, в кустарных условиях. Пескоцементная смесь (цемент+песок+добавка) загружается я в пластиковые многоразовые формы мастерком и уплотняется на вибростоле. Далее формы с изделиями переносят на стеллажи на хранение. Затвердевший камень называется «тротуарной плиткой».

– Процесс производства тротуарного камня методом вибропрессования является полностью автоматизированным.
На первом этапе бетонная смесь (цемент, песок, щебень, добавка) загружается в специальную матрицу – пресс-форму, смесь уплотняется под воздействием давления и вибрации. Продолжительность вибрации контролируется с помощью специальных датчиков и происходит до максимального уплотнения бетонной смеси и требуемой высоты изделий на всём технологическом поддоне. Далее проводится немедленная распалубка изделий и автоматическая передача поддонов с продукцией в специальные камеры тепло-влажностной обработки с требуемыми параметрами влажности и температуры для достижения необходимой прочности бетона.
Производитель попросту не может использовать любой песок, щебень и цемент для производства плитки. По ГОСТу жестко регламентируются показатели качества инертных материалов и вяжущего на входном контроле, и физико-механические характеристики качества бетона готового изделия на приемочном:
- прочность на сжатие;
- прочность на изгиб;
- водопоглощение;
- истираемость;
- морозостойкость.
Безусловно, плитка, изготовленная методом вибропрессования, будет «крепче», прочнее и плотнее, чем плитка, изготовленная методом вибролитья.

Что же касается отмостки, основное ее назначение – защита цокольной части строения от возможного переувлажнения, обеспечение надежного водоотвода осадков в систему ливневки и уменьшение потери тепла, связанное с резким перепадом температуры. Высокой эксплуатационной нагрузки на отмостку не предполагается, машины заезжать не будут, поэтому достаточным будет выполнить мощение из тротуарной плитки, толщиной 40 мм.

Потребительские свойства вибролитой и вибропрессованной плитки

Подскажите, в чем отличаются по своим потребительским свойствам вибропрессованная и вибролитая тротуарная плитка?
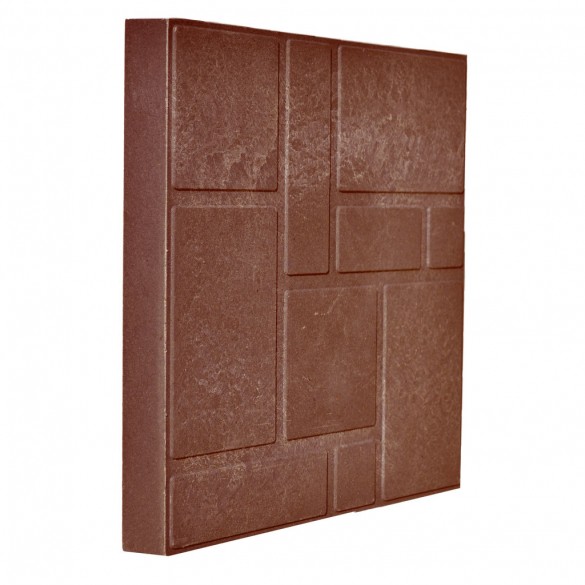
Вибропрессованный камень производится при строгом соблюдении требований по водо-цементному соотношению. Тщательный подбор рецептуры с обязательным применением крупного и мелкого заполнителей (щебня и песка различных фракций) в строго определенной пропорции обеспечивают плотную упаковку заполнителей при послойном уплотнении бетонной смеси. Такая плитка имеет высокие показатели по прочности на сжатие, морозостойкости (не менее 200 циклов в солевом растворе) и низкое водопоглощение (менее 6%) – основные критерии качества и долговечности. Кроме того, лицевой слой вибропрессованной плитки в силу технологических особенностей производства имеет шероховатую поверхность, что в свою очередь, обеспечивает противоскользящий эффект в период зимней эксплуатации.





Вибролитая тротуарная плитка
Вибролитая тротуарная плитка
Вибропрессованная тротуарная плитка "Песчаник"
Вибропрессованная тротуарная плитка с фактурной поверхностью StoneMix
Вибропрессованная тротуарная плитка ClorMix "Клинкер"
– Вибролитая тротуарная плитка вследствие высокого содержания воды в бетонной смеси имеет высокую пористость и, следовательно, низкую плотность и долговечность. В зимний период эксплуатации вследствие частых перепадов температур, что особенно актуально для условий климатического типа Северо-Западного региона, в имеющиеся поры и капилляры попадает вода и своим расклинивающим действием разрушает структуру бетона. Поверхность вибролитой плитки гладкая, глянцевая, что отрицательно сказывается на межсезонной эксплуатации – образование наледи на покрытии, в зимнее время поверхность плитки может напоминать каток.
В таблице ниже представлены сравнительные характеристики бетона изделий, изготовленных по различным технологиям.
Наименование физико-механических свойств
Значение физико-механических свойств
Прессование
Вибролитье
Класс бетона по прочности на сжатие
В30
В22,5
Водопоглощение
Менее 6 %
Более 7%
Истираемость
Не более 0,5 г/см 2
0,8 г/см 2
Морозостойкость
F200
F100 максимум
*Примечание. Марку бетона по морозостойкости принимают не ниже F200, при этом морозостойкость бетона определяют с насыщением образцов бетона плит перед испытанием 5 % водным раствором хлорида натрия, в соответствии с ГОСТ 10060.0.
Преимущества вибропрессованной плитки

Хочу положить брусчатку под стоянку. Перечитал кучу сайтов и тем. Так и не понял для себя:
- Вибролитая все-таки менее прочная, чем вибропрессованая?
- Есть ли у вибролитой какие-то эксплуатационные преимущества? Или только более яркие цвета?
- Строители говорят, что с вибролитой проще смывать грязь тем же керхером, плюс, мол, много лет у них уже такая лежит и ничего. Но я же вижу, что в городе она часто расколота (хотя и вибропрессованая тоже). В принципе, не сказал бы, что однозначно хочу «глянцевую» поверхность, поэтому, может остановиться на вибропрессованой и не париться? Но для себя хочу разобраться, может, есть у вибролитой какие-то плюсы (помимо внешнего вида, который кому-то нравится).
1) Вибролитая плитка является менее прочной и плотной, чем вибропрессованная, потому что:
- А) в ней нет щебня (основного компонента, отвечающего за прочность и долговечность бетона изделия).
- Б) при ее производстве требуется высокое содержание воды, которая при затвердевании бетонной смеси испаряется и оставляет за собой крупные поры и сообщающиеся капилляры. В период зимней эксплуатации они насыщаются водой атмосферных осадков и солевыми реагентами, вода при замерзании расширяется в объеме и бетон разрушается. В случае вибропрессования образующиеся поры в бетоне являются разрозненными и закрытыми, вода проникнуть в них извне не может.
- В) при технологии вибролитья бетон изделия уплотняется под действием вибрации, при технологии вибропрессования уплотнение происходит одновременно под действием и вибрации и давления пуансона, плотность бетона свежеотформованного изделия существенно выше.
– 2) Только яркие цвета. В общем считается, что вибролитая тротуарная плитка более привлекательна для покупателя за счет многообразия форм и расцветок в полном прокрасе. При предельно допустимой дозировке красителя цветная вибролитая плитка получается более тусклой вследствие высокого водо-цементного отношения при производстве. Поэтому производители добавляют больше пигмента для достижения более ярких и сочных оттенков.
Кроме того, в технологии вибропрессования стал применяться высококачественный гранулированный пигмент, который обладает высокой светостойкостью, абсолютно не выгорает, может использоваться в низких дозировках, при этом получается яркий, красивый продукт.

– 3) Безусловно, с гладкой поверхности грязь смывается гораздо лучше, но керхером можно прекрасно отмыть грязь и с поверхности вибропрессованной плитки. Расколотую вибропрессованную плитку на городских общественных пространствах действительно можно встретить. Связано это с тем, что существует два способа производства вибропрессованной плитки – однослойное прессование и двухслойное. При однослойном способе основные компоненты бетонной смеси – цемент и песок, при двухслойном – основной слой – цемент, песок и щебень, лицевой слой – цемент и песок. Основной слой бетона отвечает за прочность и долговечность всей конструкции, а лицевой слой – за эстетический внешний вид и износостойкость. Это две разные по смыслу конструкции, которые только в единой целостности обеспечивают все предъявляемые требования к бетону.

Двухслойная плитка является более плотной, прочной и морозостойкой, чем однослойная, и тем более чем вибролитая. Обычно однослойная плитка может крошиться в случае несоблюдения технологии производства, однако, бывают и случаи, что лицевой слой двухслойной вибропрессованной плитки может отлетать в процессе эксплуатации. Причина – нарушение технологии изготовления: неправильно подобранная влажность лицевого и основного слоев бетона. Но это редкость, как правило, технология двухслойного вибропрессования предусматривает полную автоматизацию процесса и влияние человеческого фактора в этом случае сводится к минимуму.
Как водоцементное соотношение влияет на характеристики плитки, способ визуального контроля

По вибропрессованной также как и вибролитой плитке много нюансов: если при производстве вибролитой превысить объем воды, плитка будет разрушаться при соблюдении всех остальных норм. А производство вибропрессованой требует жесткой ЦПС и превышение воды ведет к залипанию в прессе, а более сухая смесь – к разрушению. Плитка из сухой смеси очень сильно впитывает воду и долго сохнет, а при максимально возможном количестве воды, на грани залипания, мало впитывает и быстро сохнет как природный камень. Два эти фактора очень важны и влияют также на сроки эксплуатации и внешний вид, о чем прекрасно известно производителям.
Это действительно так. Необходимо правильно подбирать водоцементное отношение при любом способе производства тротуарной плитки. Однако в случае вибропрессования этот нюанс лимитирован, процесс производства автоматизирован, любой смеситель оборудован датчиками влажности, дозировка расхода воды регулируется гигрометром. В случае вибропрессования необходимо получать максимально возможную влажность бетонной смеси, которая оценивается по критерию образования «рисок», «протяжек» по боковым поверхностям изделия визуально.

На фото слева – плитка с оптимальной влажностью, справа – из сухой смеси
Вывод
Вибропрессованная тротуарная плитка – универсальный, максимально прочный и долговечный материал. И если в начале развития технологии выбор форм и цветов был ограничен, сегодня вибропресс по декоративности ни в чем не уступает литью. Естественно, если говорить о качественной заводской продукции. Вкупе с соблюдением технологии мощения, привязанной к типу грунта и уровню грунтовых вод, финишный слой из вибропрессованной плитки, это «уложил и забыл» пока не надоест.
Вибропресс - нужна информация.
Ищу адреса сайтов (телефоны,факсы) Турецких и Итальянских компаний, производящих вибропрессы для изготовления тротуарной плитки.
Пользователь Была ли полезна информация? да отчасти нет Карма: 3779.5 Звание: Опытный 16.09.05 22:24В одном китайском ресторане видел такой обычай: Весь персонал ресторана прерывал работу на несколько секунд, и приветствовал каждого нового посетителя. Хороший обычай.
Приветствую Вас Владимир Королевский!
И сразу к Вашим вопросам:
«возможно ли на нашем оборудовании производить высококачественную тротуарную плитку?»
Возможно и как раз в основном на нашем. На некоторых буржуйских прессах этого делать нельзя в принципе, но таких немного. На некоторых приходится вносить изменения в алгоритмы работы пресса. Есть и другие тонкие моменты.
Ваш вопрос:
«Обидно-вчера из под носа увели ПТ-11.Интерес к "Рефей-Универсал" Может кто сталкивался с этим оборудованием и может рассказать о достоинствах и недостатках»
Не расстраивайтесь. Пресс ПТ11 хоть и хорошая, но очень капризная машина, тем более если она БУ. Еще меньше поводов для расстройства будет у Вас, если Вы не станете использовать «Рифей» для производства тротуарной плитки.
Вот мой рецепт как начать производство тротуарной плитки на вибропрессах:
1. Ответить себе на вопрос: «Готов ли я отхватить от местного рынка сбыта 300-400 м^2 объемов реализации в день?» Если нет, то пока не стоит слезать с литья.
2. Если да, то забыть на первом этапе про пресс и сосредоточиться на подборе и стоимости местных материалов – Песочек да цемент М500 Д0.
3. Песочек момент очень тонкий. Плитку рентабельно производить именно из песчаного бетона. Начнете добавлять щебень влетите в затраты, хотя по технологии упростите себе жизнь. Если цены на плитку позволяют использовать щебень, то используйте, если нет.
4. Не всякий песок годится для песчаного бетона. Здесь даже такой замечательный показатель как «модуль крупности» часто не работает. Дело в том, что пески, с совершенно различным рассевом, могут иметь одинаковый модуль крупности. О способах подборов песка для вибропрессованого песчаного бетона мы еще поговорим на форуме. Иногда случается так что, смешав два песка снижаешь Мкр., а качество изделия – повышаешь.
5. Если удалось подобрать песок, то переходите к бетоносмесителю. Перефразируя известное высказывание Г. Форда, скажу: «Для сверхжестких бетонных смесей Вы можете выбрать бетоносмеситель любой конструкции – главное что бы он был двухвальный». Ну в смысле БП2Г по ГОСТ. Это гораздо важнее, чем выбор пресса.
6. Теперь дозирование – оно должно быть только тензометрическим. В противном случае потеря качества или перерасход цемента, или затык по производительности.
7. Только теперь можно переходить к прессу. Если вы хотите выпускать бортовой, камень, то покупайте оборудование 3-4 размерной группы. Ни когда не выпускайте на нем тротуарную плитку- это просто не выгодно. Если вы делаете меньше чем 500 камней в смену то баш бизнес будет нерентабельный. А если больше, то Вам некогда будет делать плитку.
8. Для плитки лучше добыть пресса 2-й группы. ПТ-11, 2Т01, Вип-6ПБ… Осторожно с «бесподдониками» у них очень дорогие оснастки. Зато у «поддонников» очень дорогие поддоны. Неприятная добавка к цене пресса.
9. Ну еще приборы контроля качества, ворох научной литературы и непьющий оператор БСУ, Вам не будут лишними.
И главное – Производство тротуарной плитки в наше время это не профессия, это диагноз, причем неутешительный.
5 лучших марок вибропрессов для изготовления тротуарной плитки
Теоретически для данных целей можно задействовать самодельный пресс-станок, чертежи находятся в свободном доступе, но изготовить сложный агрегат с гидроприводом, устойчивостью к вибрациям и нагрузкам и учесть все инерционные и размерные характеристики могут единицы. К отдельным требованиям относят контроль частоты воздействий, помимо высокого значения они должны быть регулируемыми или как минимум независящими от колебаний и скачков электросети. Подобрать их нужную амплитуду могут только специалисты.
Вибропресс с увеличенной зоной формовки и горизонтальной подачей поддонов, при необходимости дооснащаемый модулем для двухслойных изделий или системой автоматизации. Урал-М7 используется в практически во всех строительных областях, форма и размеры продукции зависят от вида пресс-форм, производительность установки за 1 час составляет до 100 п.м. поребриков и декоративных бордюрных элементов, 54 м2 брусчатки и 700 шт стеновых блоков с разной долей пустотности. Габариты варьируются в пределах высоты формовочной зоны – от 50 до 300 мм.
Минимальная мощность Урал-М7 – 13,5 мм, емкость основного приемного бункера – 1200 м3. При подключении к растворно-бетонному узлу для обслуживания линии задействуются силы 3-4 человек, место его расположения (над прессом или рядом) выбирается исходя из потребностей заказчика. Принятый по умолчанию горизонтальный вариант приема поддоном также может быть изменен на вертикальный.
Стационарный вибропресс с высокой производительностью, используемый для выпуска строительных материалов на основе песков, отсевов, керамзита, шлаков, щебня и аналогичных наполнителей и цемента в качестве вяжущего. Характеризуется уникальной точностью матриц, простотой управления и экономичностью. При установочной мощности в 2 кВт и двигателя гидростанции в 4 выдает до 600 шт плитки в час или 150 стеновых камней. Высота варьируется в пределах 50-215 мм, для брусчатки это значение не превышает 70.
Габаритные размеры вибропрессовального мини-станка при базовой комплектации составляют 1350 мм по длине, 1400 по ширине и 2050 по высоте, вес достигает 915 кг. Цикл формовки занимает 25-30 с, для обслуживания линии задействуются силы 2-3 человек. Площадь зоны вибропрессования – 420×600 мм. Рекомендуемый размер крупного заполнителя для данного оборудования варьируется в пределах 5-10 мм, в любом случае он не должен превышать 1/3 от величины минимальных линейных габаритов. При соблюдении этого условия получаемая на станке продукция характеризуется высокой прочностью и морозостойкостью и низким водопоглощением.
Объемное прессование осуществляется на формовочной зоне размером 500×260 мм с возможностью изменения высоты брусчатки в пределах 50-100 мм. Весь рабочий цикл занимает 15-20 с, получаемые элементы остаются на металлическом поддоне до окончательного набора прочности. Для запуска непрерывного вибропрессования потребуется помещение площадью от 130 м2 и высотой в 6 м, объем приемочного бункера составляет 0,28 м3. Модель не предназначена для выпуска стенового камня в виде крупных блоков, но с ее помощью возможно изготовление качественного кирпича для обустройства тротуаров и площадок.
Компактный китайский станок для производства кирпича и тротуарной плитки методом вибропрессования с надежными и проверенными характеристиками. Рекомендуют приобрести при необходимости запуска полноценной полуавтоматической линии для строительных материалов и элементов благоустройства, они характеризуются высокой геометрической точностью и разнообразием форм.

К конструкционным преимуществам относят надежную работу гидравлической станции за счет отвода тепла и фильтра возврата масла и наличие эффективной системы управления процессами прессования. Устройство обеспечивает вибрационную частоту до 3000 об/мин, при цикле формовки в 15-20 с на выходе получаются прочные и максимально гладкие изделия.
Как купить вибропресс: учитываем характеристики, рассчитываем окупаемость
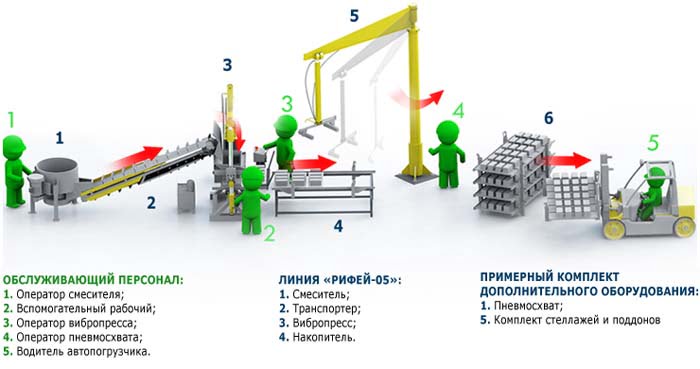
Данный параметр показывает, сколько единиц изделий станок может выдавать в течение часа или восьмичасовой смены, что очень важно для расчёта самоокупаемости оборудования. Для плоской продукции уровень производительности может указываться в квадратных метрах. В первую очередь производительность зависит от степени автоматизации, которая влияет на скорость замены поддонов и удаления из рабочей зоны готовых камней, на своевременную подачу бетонной смеси в матрицу. Лучшие показатели у линий, в которые включены различные вспомогательные механизмы, меньше всего изделий получают на ручных установках. Важно понимать, что производительность оборудования кардинально меняется в зависимости от размеров и объёма изделий, например, оснастка для тротуарной плитки может включать десятки ячеек, а стеновых блоков за один цикл на том же оборудовании можно сделать лишь несколько. Поэтому производительность иногда предлагают сравнивать по количеству поддонов, заполненных в определённый промежуток времени. Так установка «Рифей-Полюс» за час может выдать 450 стеновых блоков, 50 м2 тротуарной плитки и до 50 бордюров. Для сравнения: уфимский ВПРС 2 делает не более 1000 блоков за 8 часов, но это теоретически, станок ещё нужно обеспечить бетонной смесью.
«Рифей-Полюс» «Рифей-Полюс»Длительность цикла формирования
У моделей, близких по другим характеристикам, производительность разнится от продолжительности цикла формирования. Рабочий цикл формирования в современных вибропрессах не превышает одной минуты, нормой считаются показатели в 30–40 секунд (стационарная машина TYTAN P-300), стационарный вибропресс третьего размерного класса «Мастек» компании «Монолит» формует камни не более чем за 25 секунд. Высокотехнологичные комплексы с несколькими вибраторами, микропроцессорным управлением и гидравлическим приводом обеспечивают сверхбыструю работу — около 9–15 секунд на цикл. Очень короткий цикл может быть указан производителями ручных устройств, но процесс формирования в них, как правило, урезан.
Размер формовочной зоны
Площадь рабочего вибростола определяет размер поддона, который применяется для конкретного пресса, а это, в свою очередь, показывает, сколько камней той или иной конфигурации можно получить за один цикл. Чем крупнее формовочная зона, тем более универсальным и производительным будет агрегат. Так «Кондор» с зоной формирования 400х400 мм выдаёт 70 стеновых блоков в час, а полуавтоматический «БП-150» (стол 1040х570 мм) — свыше 300 блоков. Крупный стол предполагает наличие нескольких вибраторов, чтобы сообщить бетонной смеси достаточно ударной силы — всё это отражается на мощности, массе, габаритах оборудования.
Высота формы
Часто эту цифру указывают вместе с габаритами рабочей площадки. Она показывает, какой по высоте камень может формировать вибропресс. Нам необходимо знать не только максимальное значение, так как конструктивно ограниченной может быть и минимальная высота прессформы. Например, станок TYTAN 2 работает с формами высотой от 80 до 320 мм — это означает, что он предназначен для изготовления стеновых блоков, бордюров и прочих крупных элементов.
Частота вибрации
Данная характеристика редко указывается производителями. Простейшие модели комплектуются вибратором ВИ 99 с частотой колебаний в 50 Гц, однако для лучшего уплотнения бетонной смеси и получения более прочного изделия применяют более высокие частоты. Например, «Мастек-Стандарт» работает на частоте в 75 Гц. Ещё более продвинутые модели могут управляться с помощью компьютерных систем и менять амплитуду колебаний в зависимости от конкретных условий. Вибропресс «Рифей-Буран» может настроиться на частоту 100 Гц и ввести в резонанс мельчайшие частицы (что очень важно при производстве тротуарной плитки без щебня), улучшая их распределение по смеси.
Сила сжатия
Чем большее давление оказывается на бетонную смесь, тем более прочным получается камень. Сжимающее усилие ручных и электромеханических (или тем более гидравлических) машин отличается в сотни раз — 0,1 кг/см2 против 300 и более килограмм на сантиметр. Чтобы достичь проектной прочности изделия в слабые агрегаты приходится загружать массу с большим процентом цемента и различных добавок, что сказывается на себестоимости продукции. Нормальный коэффициент уплотнения составляет 0,97–0,98 при расходе цемента около 450–470 кг на кубический метр смеси.
Потребляемая мощность
Самое простое оборудование для полусухого прессования снабжается одним вибратором, мощность которого составляет 0,5 кВт. С использованием нескольких источников вибрации, различных приводов и вспомогательных устройств неизбежно возрастает и мощность формующей установки. Так среднеразмерные станки потребуют питания мощностью от 3 кВт («ГИД-4») до 15 кВт («Кондор»), а крупные механизированные линии — от 20 («Рифей-Удар») до 100 («Гевит-Блок») киловатт в час. Мощность установки диктует специфические требования к параметрам сети: есть однофазные машины, которые работают от розетки 220 вольт, другие необходимо подключать к трёхфазной сети 380 В.
Обслуживающий персонал
Для эксплуатации хорошо механизированного станка среднего размера необходимо минимум два человека — это лучший показатель. Сравнительно крупные комплексы, даже при использовании транспортёров, смесителей, бункеров и прочего дополнительного оборудования, обслуживаются бригадой минимум из 3–4 специалистов. Что касается микропрессов, то для достижения заявленной производительности потребуется участие также не менее 3 рабочих.
Сколько стоит вибропресс
Как вы успели заметить, вариантов вибропрессов масса, отличается их комплектация, степень механизации и автоматизации, производительность и функциональные возможности. Соответственно, у частного застройщика или предпринимателя есть возможность выбирать в нескольких ценовых категориях, в зависимости от потребностей и финансовых возможностей.
Самыми доступными являются мобильные (или настольные) минипрессы с ручным приводом, цена на которые менее 100000 рублей. Например, «Команч» стоит от 40000 рублей, а «ЭСТ-5» — от 55 тысяч. Есть, конечно, и более бюджетные модели, но их качество и функциональность вызывает множество нареканий со стороны пользователей.
Стационарные виброустановки среднего класса с гидравлическим или электромеханическим приводом стоят от 200000 рублей. Например, базовая комплектация известного вибропресса «Кондор» оценивается в 220 тысяч, а максимальная — 800000 рублей. Цена на «КВАДР 1СО2» составляет около 300000, за «ВИПР 1–2м» нужно отдать порядка 680000.
Крупных высокопроизводительных комплексов дешевле полутора миллионов не бывает. Стационарные линии серии Мастек стоят от 2157000 рублей, Рифей-Буран — 3100000, ЛП-500 — почти 8 миллионов рублей.
Знаменитый самоходный формующий агрегат от компании Монолит под названием «Несушка» обойдётся предпринимателю почти в 1150000 рублей.
Окупаемость вибропресса
Вопрос окупаемости вибропресса, который приобретается для производства строительных материалов на продажу, зависит от многих факторов. Рассматривая стоимость формовочного оборудования для коммерческого использования, следует знать, что по оценкам специалистов его стоимость составляет только треть расходов на становление производства. Высокие начальные расходы на приобретение техники и организацию производства, безусловно, окупаются, но только при грамотном подходе к снабжению сырьём и наличии налаженных каналов сбыта.
Не всегда самый технологичный и производительный вибропресс будет оптимальным вариантом. Чтобы выбрать размерную категорию оборудования, важно учесть, насколько густо заселена местность, в которой вы собираетесь работать. Например, считается, что если на 100 квадратных километров приходится менее 250000 человек, то самое мощное оборудование не получится загрузить на полную мощность.
Некоторые предприниматели, чтобы плавно освоить новое дело, приобретают сначала агрегат минимальной комплектации, а уже по мере работы добирают к нему дополнительное оборудование. Анализ различных бизнес-планов, которые разработаны производителями вибропрессов, показывает, что правильно подобранные машины (средней и большой размерной группы) при оптимальной загрузке окупаются примерно за 3–4 месяца.
Для частного застройщика важен вопрос: есть ли смысл в том, чтобы потратиться на приобретение вибропресса и самостоятельно производить штучные материалы для строительства дома? Это можно выяснить.
Для начала нужно понять, сколько можно сэкономить на одном камне, если сделать его своими руками. В общедоступных бизнес-планах есть текущие рыночные цены на продукцию полусухого прессования и показаны расходы на изготовление тех же изделий. Размер прибыли/экономии в среднем находится на отметке в 40%.
Теперь попробуем посчитать, сколько нужно, например, пустотелых стеновых блоков из бетона для строительства одноэтажного дома с площадью стен в 100 м2 (размер коробки примерно 10х10 метров). Будем считать, что на квадратный метр стены необходимо 15 блоков, итого для возведения наружных стен нужно 1500 единиц. Учтём также, что внутри будет одна несущая стена площадью 20 квадратных метров — это ещё 300 камней. Округлим цифру до 2000 блоков (что-то потребуется, допустим, на строительство крыльца или фронтона).
При рыночной цене блока в 35 рублей на дом мы потратим 2000 х 35 = 70000 рулей. Если мы изготовим материалы на собственном вибропрессе, от этой суммы мы в лучшем случае сэкономим 35–40% — это 28000 рублей.
Итак, попробуем сделать выводы. Какой вибропресс можно купить за 28000 рублей? В продаже имеются ручные настольные агрегаты за такие деньги, но продукция, которую на них можно получить, вряд ли можно использовать (учитывая вопросы качества) для постройки собственного дома. Они «заточены» только под один вид изделий.
Более-менее качественные камни получают на оборудовании, стоимость которого превышает порог в 200000 рублей (типа «Кондор» от компании «Стройтехника»). Но также нужны поддоны, стеллажи, железобетонный фундамент для установки — ещё около 70–90 тысяч рублей. Окупить такой вибропресс в индивидуальном строительстве крайне трудно, чтобы как-то «выйти в ноль» необходимо объединяться с кем-то, строить из камня все заборы, вспомогательные строения и межкомнатные перегородки, вымащивать двор плиткой. Такой ассортимент продукции вполне реален, нужно лишь приобрести матрицу и пуансон иной конфигурации.
Почему вибропрессованная плитка лучший выбор для мощения: доказательства от первого лица
При всем разнообразии материалов для мощения, в частной сфере наиболее востребована бетонная тротуарная плитка. Ее укладывают во въездных зонах, на отмостку, в зонах отдыха и, конечно, именно ею чаще всего мостят садовые дорожки. Однако плитка плитке рознь, ведь ее основные технические и эксплуатационные характеристики зависят от технологии производства. На сегодняшний день основных способов два: вибролитье и вибропрессование. Соответственно, и выбирать приходится между вибролитой и вибропрессованной плиткой. А разобраться, чем они отличаются и какой материал предпочесть в различных ситуациях, нам поможет специалист компании Цемсис. Он даст максимально развернутые ответы на вопросы участников портала.
Содержание
- Сырьевая база и технология производства вибролитой и вибропрессованной плитки
- Потребительские свойства вибролитой и вибропрессованной плитки
- Преимущества вибропрессованной плитки
- Как количество водоцементное соотношение влияет на характеристики плитки, способ визуального контроля
Сырьевая база и технология производства
Участник FORUMHOUSE
А между литьевой и вибропрессованной бетонной брусчаткой (45-60 мм толщиной) – что выбрать для отмостки? Я так понял, что вибропрессованная чуть дороже, чем литье. Почему? Она крепче, чем вибролитье?
Елена Маслова
Директор по развитию завода Цемсис
Прежде всего, необходимо разобраться в технологиях производства тротуарной плитки. Вибролитье – архаичная технология изготовления , является полностью ручным методом, осуществляется, как правило, в кустарных условиях . Пескоцементная смесь (цемент+песок+добавка) загружается я в пластиковые многоразовые формы мастерком и уплотняется на вибростоле. Далее формы с изделиями переносят на стеллажи на хранение. Затвердевший камень называется «тротуарной плиткой».
– Процесс производства тротуарного камня методом вибропрессования является полностью автоматизированным.
На первом этапе бетонная смесь (цемент, песок, щебень, добавка) загружается в специальную матрицу – пресс-форму, смесь уплотняется под воздействием давления и вибрации. Продолжительность вибрации контролируется с помощью специальных датчиков и происходит до максимального уплотнения бетонной смеси и требуемой высоты изделий на всём технологическом поддоне. Далее проводится немедленная распалубка изделий и автоматическая передача поддонов с продукцией в специальные камеры тепло-влажностной обработки с требуемыми параметрами влажности и температуры для достижения необходимой прочности бетона.
Производитель попросту не может использовать любой песок, щебень и цемент для производства плитки. По ГОСТу жестко регламентируются показатели качества инертных материалов и вяжущего на входном контроле, и физико-механические характеристики качества бетона готового изделия на приемочном:
- прочность на сжатие;
- прочность на изгиб;
- водопоглощение;
- истираемость;
- морозостойкость.
Безусловно, плитка, изготовленная методом вибропрессования, будет «крепче», прочнее и плотнее, чем плитка, изготовленная методом вибролитья.
Что же касается отмостки, основное ее назначение – защита цокольной части строения от возможного переувлажнения, обеспечение надежного водоотвода осадков в систему ливневки и уменьшение потери тепла, связанное с резким перепадом температуры. Высокой эксплуатационной нагрузки на отмостку не предполагается, машины заезжать не будут, поэтому достаточным будет выполнить мощение из тротуарной плитки, толщиной 40 мм.
Потребительские свойства вибролитой и вибропрессованной плитки
Участник FORUMHOUSE
Подскажите, в чем отличаются по своим потребительским свойствам вибропрессованная и вибролитая тротуарная плитка?
Елена Маслова
Вибропрессованный камень производится при строгом соблюдении требований по водо-цементному соотношению. Тщательный подбор рецептуры с обязательным применением крупного и мелкого заполнителей (щебня и песка различных фракций) в строго определенной пропорции обеспечивают плотную упаковку заполнителей при послойном уплотнении бетонной смеси. Такая плитка имеет высокие показатели по прочности на сжатие, морозостойкости (не менее 200 циклов в солевом растворе) и низкое водопоглощение (менее 6%) – основные критерии качества и долговечности . Кроме того, лицевой слой вибропрессованной плитки в силу технологических особенностей производства имеет шероховатую поверхность, что в свою очередь, обеспечивает противоскользящий эффект в период зимней эксплуатации.
– Вибролитая тротуарная плитка вследствие высокого содержания воды в бетонной смеси имеет высокую пористость и, следовательно, низкую плотность и долговечность. В зимний период эксплуатации вследствие частых перепадов температур, что особенно актуально для условий климатического типа Северо-Западного региона, в имеющиеся поры и капилляры попадает вода и своим расклинивающим действием разрушает структуру бетона. Поверхность вибролитой плитки гладкая, глянцевая, что отрицательно сказывается на межсезонной эксплуатации – образование наледи на покрытии, в зимнее время поверхность плитки может напоминать каток.
В таблице ниже представлены сравнительные характеристики бетона изделий, изготовленных по различным технологиям.
*Примечание. Марку бетона по морозостойкости принимают не ниже F200, при этом морозостойкость бетона определяют с насыщением образцов бетона плит перед испытанием 5 % водным раствором хлорида натрия, в соответствии с ГОСТ 10060.0.
Преимущества вибропрессованной плитки
Участник FORUMHOUSE
Хочу положить брусчатку под стоянку. Перечитал кучу сайтов и тем. Так и не понял для себя:
- Вибролитая все-таки менее прочная, чем вибропрессованая?
- Есть ли у вибролитой какие-то эксплуатационные преимущества? Или только более яркие цвета?
- Строители говорят, что с вибролитой проще смывать грязь тем же керхером, плюс, мол, много лет у них уже такая лежит и ничего. Но я же вижу, что в городе она часто расколота (хотя и вибропрессованая тоже). В принципе, не сказал бы, что однозначно хочу «глянцевую» поверхность, поэтому, может остановиться на вибропрессованой и не париться? Но для себя хочу разобраться, может, есть у вибролитой какие-то плюсы (помимо внешнего вида, который кому-то нравится).
Елена Маслова
1) Вибролитая плитка является менее прочной и плотной, чем вибропрессованная, потому что:
- А) в ней нет щебня (основного компонента, отвечающего за прочность и долговечность бетона изделия).
- Б) при ее производстве требуется высокое содержание воды, которая при затвердевании бетонной смеси испаряется и оставляет за собой крупные поры и сообщающиеся капилляры. В период зимней эксплуатации они насыщаются водой атмосферных осадков и солевыми реагентами, вода при замерзании расширяется в объеме и бетон разрушается. В случае вибропрессования образующиеся поры в бетоне являются разрозненными и закрытыми, вода проникнуть в них извне не может.
- В) при технологии вибролитья бетон изделия уплотняется под действием вибрации, при технологии вибропрессования уплотнение происходит одновременно под действием и вибрации и давления пуансона, плотность бетона свежеотформованного изделия существенно выше.
– 2) Только яркие цвета. В общем считается, что вибролитая тротуарная плитка более привлекательна для покупателя за счет многообразия форм и расцветок в полном прокрасе. При предельно допустимой дозировке красителя цветная вибролитая плитка получается более тусклой вследствие высокого водоцементного отношения при производстве. Поэтому производители добавляют больше пигмента для достижения более ярких и сочных оттенков.
Однако мало кто знает, что высокие дозировки красящего пигмента отрицательно сказываются на прочности готового изделия.
Кроме того, в технологии вибропрессования стал применяться высококачественный гранулированный пигмент, который обладает высокой светостойкостью, абсолютно не выгорает, может использоваться в низких дозировках, при этом получается яркий красивый продукт.
– 3) Безусловно, с гладкой поверхности грязь смывается гораздо лучше, но керхером можно прекрасно отмыть грязь и с поверхности вибропрессованной плитки. Расколотую вибропрессованную плитку на городских общественных пространствах действительно можно встретить. Связано это с тем, что существует два способа производства вибропрессованной плитки – однослойное прессование и двухслойное. При однослойном способе основные компоненты бетонной смеси – цемент и песок, при двухслойном – основной слой – цемент, песок и щебень, лицевой слой – цемент и песок. Основной слой бетона отвечает за прочность и долговечность всей конструкции, а лицевой слой – за эстетический внешний вид и износостойкость. Это две разные по смыслу конструкции, которые только в единой целостности обеспечивают все предъявляемые требования к бетону.
Двухслойная плитка является более плотной, прочной и морозостойкой, чем однослойная, и тем более чем вибролитая. Обычно однослойная плитка может крошиться в случае несоблюдения технологии производства, однако, бывают и случаи, что лицевой слой двухслойной вибропрессованной плитки может отлетать в процессе эксплуатации. Причина – нарушение технологии изготовления: неправильно подобранная влажность лицевого и основного слоев бетона. Но это редкость, как правило, технология двухслойного вибропрессования предусматривает полную автоматизацию процесса и влияние человеческого фактора в этом случае сводится к минимуму.
Как водоцементное соотношение влияет на характеристики плитки, способ визуального контроля
Участник FORUMHOUSE
По вибропрессованной также как и вибролитой плитке много нюансов: если при производстве вибролитой превысить объем воды, плитка будет разрушаться при соблюдении всех остальных норм. А производство вибропрессованой требует жесткой ЦПС и превышение воды ведет к залипанию в прессе, а более сухая смесь – к разрушению. Плитка из сухой смеси очень сильно впитывает воду и долго сохнет, а при максимально возможном количестве воды, на грани залипания, мало впитывает и быстро сохнет как природный камень. Два эти фактора очень важны и влияют также на сроки эксплуатации и внешний вид, о чем прекрасно известно производителям.
Елена Маслова
Это действительно так. Необходимо правильно подбирать водоцементное отношение при любом способе производства тротуарной плитки. Однако в случае вибропрессования этот нюанс лимитирован, процесс производства автоматизирован, любой смеситель оборудован датчиками влажности, дозировка расхода воды регулируется гигрометром. В случае вибропрессования необходимо получать максимально возможную влажность бетонной смеси, которая оценивается по критерию образования «рисок», «протяжек» по боковым поверхностям изделия визуально.
На фото слева – плитка с оптимальной влажностью, справа – из сухой смеси
Вывод
Вибропрессованная тротуарная плитка – универсальный, максимально прочный и долговечный материал. И если в начале развития технологии выбор форм и цветов был ограничен, сегодня вибропресс по декоративности ни в чем не уступает литью. Естественно, если говорить о качественной заводской продукции. Вкупе с соблюдением технологии мощения , привязанной к типу грунта и уровню грунтовых вод, финишный слой из вибропрессованной плитки, это «уложил и забыл» пока не надоест.
Читайте также: