
Расчет закладной детали в бетоне
Обновлено: 20.05.2024
Расчет закладной детали в бетоне
ПОСОБИЕ
ПО ПРОЕКТИРОВАНИЮ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ИЗ ТЯЖЕЛЫХ И ЛЕГКИХ БЕТОНОВ БЕЗ ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ АРМАТУРЫ
(к СНиП 2.03.01-84)
ЧАСТЬ 4
АРМАТУРА, СЕТКИ И КАРКАСЫ
Отдельные арматурные стержни
5.9. Сортамент арматурных стержней для железобетонных конструкций приведен в прил. 4.
5.10. При проектировании железобетонных конструкций, особенно с большим насыщением арматурой, необходимо учитывать следующие характеристики арматурных стержней:
размеры поперечных сечений стержней периодического профиля с учетом допускаемых отклонений от них;
радиусы загиба стержней и соответствующие габариты гнутых элементов;
допускаемые отклонения от проектных размеров при размещении стержней сварных сеток, каркасов, закладных деталей и т. п.
5.11. При проектировании гнутых стержней диаметры и углы загиба должны отвечать требованиям табл. 37. Длина гнутых стержней определяется по оси стержня.
Таблица 37
Класс арматуры | Минимальный диаметр загиба в свету при диаметре стержня d, мм | Максимальный угол | |
| 18 и менее | 20 и более | загиба, град | |
| А-I, Ас-II, марки 10ГТ | 2,5d | 2,5d | Не ограничен |
| А-II | 4d | 6d | 180 |
| A-III | 6d | 8d | 90* |
| Вр-I | 4d | ѕ | Не ограничен |
Размеры крюков для анкеровки гладких стержней арматуры должны приниматься в соответствии с черт. 92.
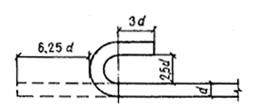
Черт. 92. Размеры крюков на концах стержней гладкой рабочей арматуры
Сварные соединения арматуры
5.12(5.32). Арматура из горячекатаной стали гладкого и периодического профилей, термически упрочненной стали класса Ат-IIIС и обыкновенной арматурной проволоки должна, как правило, изготовляться с применением для соединения стержней между собой контактной сварки — точечной и стыковой. Допускается применение полуавтоматической дуговой сварки, а также ручной согласно п. 5.18.
5.13 (5.33). Типы сварных соединений и способы сварки арматуры должны назначаться с учетом условий эксплуатации и свариваемости стали, технико-экономических показателей и технологических возможностей предприятия-изготовителя в соответствии с указаниями государственных стандартов и нормативных документов на сварную арматуру (табл. 38).
Соединения, не предусмотренные действующими нормативными документами, допускается выполнять по рабочим чертежам, утвержденным в установленном порядке.
Стыковые соединения стержней могут предусматриваться без применения сварки с помощью обжатых обойм по согласованию с предприятием-изготовителем.
5.14(5.34). В заводских условиях при изготовлении сварных арматурных сеток, каркасов и соединений по длине отдельных стержней следует применять преимущественно контактную сварку — точечную и стыковую (см. поз. 1, 2 и 5 табл. 38).
5.15(5.35).При монтаже арматурных изделий и сборных железобетонных конструкций для соединения встык стержней диаметром 20 мм и более следует предусматривать ванную сварку в инвентарных (съемных) медных или графитовых формах (см. поз. 7-9 табл. 38), а также ванную, ванно-шовную и сварку многослойными швами на остающихся стальных скобах-накладках 1 (см. поз. 10-13 табл. 38). При этом в первую очередь должны применяться механизированные способы сварки (см. поз. 7, 8, 10, 12 табл. 38), обеспечивающие возможность контроля качества соединений. Допускается при специальном обосновании сварка вертикальных стержней многослойными швами без дополнительных технологических элементов (см. поз. 14 табл. 38).
1 Скоба-накладка ѕ дополнительная конструктивно-технологическая деталь, воспринимающая часть осевой нагрузки, площадь сечения которой составляет не менее 50 % площади сечения стыкуемых стержни.
5.16. Проектирование сварных стыковых соединений арматуры с применением инвентарных форм и других формующих элементов производится с учетом следующих требований:
а) расстояния между стыкуемыми стержнями, а также от стыкуемых стержней до ближайшей грани железобетонного элемента должны назначаться с учетом возможности установки формующих элементов и удаления инвентарных форм. Размеры и способы установки инвентарных форм стальных скоб-накладок следует принимать согласно нормативным документам по сварке. Общая длина выпусков должна соответствовать расстоянию между гранями стыкуемых железобетонных элементов и быть не менее 350 мм. Расстояние от торцов стыкуемых выпусков до граней элементов (с учетом защиты бетона от перегрева) принимается не менее 100 мм (черт. 93, а);
б) расположение стыкуемых стержней должно обеспечивать возможность ввода электрода под углом не более 30° к вертикали (черт. 93, б, в);
в) зазоры между стыкуемыми стержнями при дуговой ванной сварке должны выполняться в соответствии с требованиями государственных стандартов и нормативных документов по сварке. При зазорах, превышающих максимально допустимые, соединение стержней допускается производить с применением промежуточного элемента — вставки из арматурного стержня того же диаметра и класса, что и стыкуемые стержни.

Черт. 93. Дуговая ванная сварка выпусков арматуры.
а — стыковое соединение стержней; б — горизонтальный стык; в ѕ вертикальный стык
5.17. Для соединения между собой стержневой арматуры диаметром 10 ѕ 18 мм при монтаже, а также для соединения стержневой арматуры с сортовым прокатом (закладными деталями) или с анкерными и закрепляющими устройствами должна применяться ручная дуговая сварка протяженными швами (см. поз. 15 и 16 табл. 38 и поз. 1 табл. 53). При пониженных требованиях к прочности соединения (не более 50 % прочности стыкуемого стержня) допускается сварка стержней диаметром 8 мм. Сварка стержней протяженными швами при диаметрах 20 мм и более допускается при специальном обосновании.
5.18. При отсутствии оборудования для контактной сварки допускается применять дуговую сварку в следующих случаях:
а) для соединения по длине заготовок арматуры диаметром 10 мм и более (см. поз. 15 и 16 табл. 38);
б) при выполнении крестообразных соединений арматурных сеток с ненормированной прочностью (см. п. 5.19 и поз. 3 табл. 38).
Таблица 38

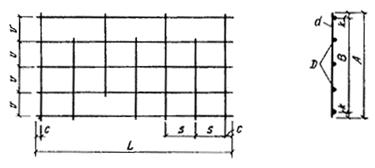
| Параметры узких сварных сеток, изготовляемых | Данные для сеток | |||
| на многоэлект | легких | тяжелых типа | Дополнительные указания | |
| родных машинах | I | II | ||
| Диаметры стержней, мм: | В одной сетке допускаются продольные стержни разных диаметров. | |||
| продольных D | От 3 до 8 | От 10 до 25 | От 12 до 40 | Рекомендуется не более двух, отличающихся не более чем в 2 раза |
| поперечных d | От 3 до 8 | От 4 до 12 | Oт 6 до 14 | В сетке должны применяться поперечные стержни одного диаметра |
| Шаги стержней, мм: | ||||
| продольных v | От 50 до 390 | От 75 до 725 | Oт 100 до 1400 | Для тяжелых сеток типа I допускается один шаг у края сетки не менее 50 мм |
| поперечных s | От 100 до 500 | От 100 до 400 | До 600 (кратно 50) | Для тяжелых сеток типа II: при d Ј 8 мм s і 100; „ d =1 0 „ s і 150; „ d і 12, s і 200; s ‑ s' і 50 |
| Наибольшее число различных шагов между поперечными стержнями | 3 | 2 | 2 | — |
| Минимальная длина концов стержней (расстояние от торца стержня до оси крайнего пересекаемого стержня), мм: | ||||
| поперечных k | 15 | 20 | 25, но не менее D | ѕ |
| продольных с | 25 | 25 | 25 | Для легких сеток-лент расстояние от торца продольного до оси поперечного стержня рекомендуется принимать равным половине шага поперечных стержней |
| Максимальная длина сетки L, м | 7,2 | 12 | 18 | ѕ |
| Ширина сетки, мм: | ||||
| А | От 80 до 420 | От 90 до 775 | От 140 до 1450 | ѕ |
| В (в осях между крайними продольными стержнями) | От 50 до 390 | Oт 50 до 725 | Oт 100 до 1400 | |
| Число продольных стержней | От 2 до 4 | От 2 до 6 | От 2 до 8 | ѕ |
Tип I
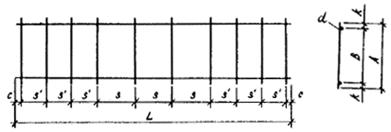
Tип II
Черт. 95. Армирование изделий переменных размеров
а — стенок балки сеткой с группами поперечных стержней одной длины; б ѕ то же, раздельными прямоугольными сетками; в ѕ то же, прямоугольной сеткой с разрезкой ее по наклонной линии и добавлением окаймляющих стержней; г ѕ сварными сетками для плит переменной ширины, получаемыми разрезкой прямоугольной сетки
Закладные детали и строповочные устройства (петли, трубки и т. п.) допускается крепить к пространственному каркасу при условии обеспечения требуемой точности расположения. Если при этом отклонения от проектного положения закладных деталей могут снизить несущую способность стыков железобетонных изделий, следует предусматривать крепление этих деталей к форме.
5.27. При образовании пространственных каркасов с применением гнутых плоских сеток рекомендуется предусматривать гнутые сетки с очертанием по типу приведенных на черт. 96, а и получаемые на серийном гибочном оборудовании. При этом должны соблюдаться следующие требования:
длина сеток должна быть не более 6 м (при согласовании с заводом-изготовителем допускается до 9 м);
Черт. 96. Примеры очертания гнутых сварных сеток
а ѕ рекомендуемые (сетки изготовляются на серийном оборудовании); б ѕ допускаемые (требующие специального оборудования или приспособления); в — при пакетировании гнутых элементов пространственных каркасов для хранения и транспортирования (расположение прямых продольных стержней показано условно)
длина отгибаемого участка (см. черт. 97, е) ѕ не менее 60 мм и не менее 8d,
диаметр отгибаемых стержней ѕ не более 12 мм (по согласованию с заводом-изготовителем ѕ до 32 мм).
При массовом изготовлении по согласованию с заводом-изготовителем допускаются гнутые сетки и других очертаний, например по типу приведенных на черт. 96, б, изготовление которых требует специального оборудования или приспособлений.
Пространственные каркасы, подлежащие транспортированию или хранению, рекомендуется проектировать из элементов, поддающихся плотному пакетированию (черт. 96, в).
Диаметры стержней гнутых сварных сеток, радиусы и углы загиба, расположение продольных стержней следует назначать с учетом классов применяемой стали в соответствии с черт. 97.
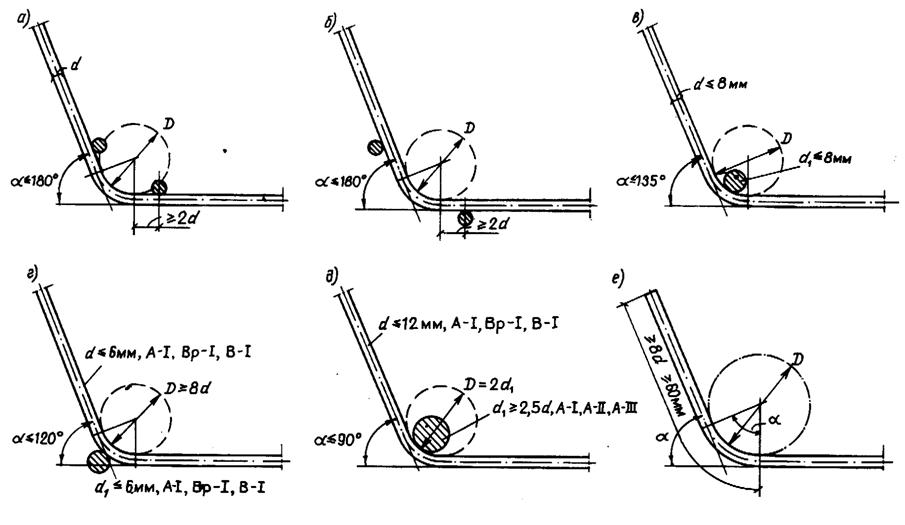
Черт. 97. Параметры гнутых сварных сеток
а, б — место загиба сетки удалено от продольных стержней (параметры загиба принимаются по табл. 37); в — место загиба сетки совпадает с продольным стержнем, расположейным с внутренней стороны сетки (диаметр D принимается по табл. 37 с увеличением на 2d), г ѕ место загиба сетки совпадает с продольным стержнем, расположенным снаружи; д ѕ место загиба сетки совпадает с продольным стержнем большего диаметра, расположенным внутри сетки; е ѕ концевые участки гнутого стержня сетки; d — диаметр сгибаемого стержня; d1 - диаметр продольного стержня; D — диаметр условного круга загиба стержня
и)
к)
Черт. 99. Примеры конструкций пространственных каркасов линейных элементов, изготовляемых с применением контактной точечной сварки
а ѕ из двух сеток и соединительных стержней, привариваемых к продольной арматуре сеток; б ѕ из гнутых сеток и соединительных стержней; в ѕ с навивкой спиральной поперечной арматуры на продольную арматуру; г ѕ из ранее согнутых и сваренных хомутов, нанизанных на продольные стержни; д ѕ из сетки, согнутой до получения замкнутого контура; е — из четырех плоских сеток; ж — из двух сеток и монтажных стержней, перпендикулярных плоскости изгиба и привариваемых к поперечной арматуре сеток (в балках, не работающих на кручение, и в колоннах при общем насыщении продольной арматурой не более 3 %); и ѕ пространственный каркас из нескольких гнутых и плоских сеток и соединительных стержней, привариваемых с помощью сварочных клещей; к ѕ пространственные каркасы при насыщении продольной арматурой до 1 % в виде двух диагонально расположенных плоских сеток; 1 ѕ плоская сетка; 2 ѕ соединительный стержень; 3 ѕ гнутая сетка; 4 ѕ точечная сварка
5.30. Пространственные каркасы линейных элементов могут быть изготовлены без применения контактной точечной сварки следующими способами:
а) соединением сеток с помощью скоб и дуговой сваркой их с хомутами (черт. 100, а). В колоннах, в балках, работающих на кручение, а также в сжатой зоне балок с учитываемой в расчете сжатой арматурой длина односторонних сварных швов l должна быть не менее 6d (где d ѕ диаметр хомута), а монтажных соединений — 3d;
б) соединением плоских сеток с помощью шпилек с вязкой всех пересечений (черт. 100, б), при этом должна быть обеспечена монтажная жесткость каркаса приваркой стержней, планок и т. п.;
в) соединением плоских сеток между собой с помощью дуговой сварки продольных стержней (черт. 100, в) возле всех мест приварки хомутов. Длина швов l должна быть не менее 5d (где d — диаметр хомутов). Такие соединения допускаются при насыщении сечения сжатой арматурой не более 3 %;
г) из продольных стержней и гнутых хомутов с вязкой пересечений (черт. 100, г) и присоединением элементов жесткости (вязаные каркасы);
д) из одной или нескольких гнутых или плоских сеток и соединительных стержней диаметрами не более 6 мм огибанием продольных стержней сеток концами соединительных стержней с образованием замкнутой петли с помощью гибочных ключей (черт. 100, д). Способ рекомендуется при наличии специальных кондукторов, обеспечивающих надежную фиксацию каркасов. При наличии сжатых продольных стержней требования к расстояниям между соединительными стержнями такие же, как к расстояниям между сварными хомутами (см. п. 5.59).
а)
6)
Расчет закладных на действие изгибающего момента
Господа!
Прошу помочь с формулой (2) в "Рекомендациях по проектированию стальных закладных деталей для железобетонных конструкций":
В схемах, приведенных далее в рекомендациях, показаны закладные с двумя-тремя рядами анкеров. Но что, если рядов больше? Неужели считать по той же формуле? Думается, что z надо заменить на момент сопротивления анкерного поля, который равен (для случая, представленного на рисунке):
Или я неправ и формула верна для любого количества рядов?
Nan - усилие в наиболее напряженном ряде от расчетного момента, z - плечо пары сил (для наиболее напряженного крайнего ряда это расстояние между крайними анкерами).
Поэтому тут все логично, на мой взгляд.
Добрый день. Прошу прощения за некропостинг, но это дело такое. Ответ так и не найден, проблема требует разрешения.
формула (2) "Рекомендации по проектированию стальных закладных деталей для железобетонных конструкций":
,
где z - расстояние между крайними рядами анкеров, а
- число рядов анкеров вдоль направления сдвигающей силы.
Эта формула при 2-3 рядах анкеров с одинаковым количеством анкеров в ряду дает правильный результат. Но как быть с закладными, где 3 анкера или же 5 рядов? Получается, что усилие на анкер никак не зависит от общего числа анкеров. У меня может быть 2 закладные в каждой три ряда по вертикали, в одной в каждом ряду 2 анкера, а в другой во втором ряду 15 анкеров и все равно усилие на анкер для них будет одинаковым, но ведь это не так. Почему в пункте 4.3 для определения сдвигающего усилия на анкер от крутящего момента используется формула типа:
?
Неужели нельзя применить такой же принцип для ситуации с определением усилия в анкере от изгибащего момента M и отрывающей силы N?
Кто-нибудь занимался расчетом сложных закладных? Где еще можно посмотреть примеры расчета?
15 анкеров и все равно усилие на анкер для них будет одинаковым, но ведь это не так. именно так.При действии изгибающего момента второй ряд анкеров начнет работать при потере несущей способности крайнего ряда, а ваша задача этого не допустить.
Учитель младших классов, вечный студент, самый генеральный конструктор.
Россия, Крым А почему бы не плясать от представления того, какой формы и в какой последовательности произойдет вырыв бетонного клина, с учетом частичного перераспеределенияблагодаря пластичности анкеров? Не догоняю - как можно обсуждать какие то формулы, не представляя себе процесс в реале. Это не у вас фасад с перекрытиями рухнул? именно так.
При действии изгибающего момента второй ряд анкеров начнет работать при потере несущей способности крайнего ряда, а ваша задача этого не допустить Позволю себе не согласиться. Если я возьму вот такую закладную деталь:

И приложу к ней изгибающий момент. Можно провести аналогию с работой железобетонного сечения с ненапрягаемой арматурой на стадии до достижения бетоном расчетных сопротивлений (эпюра напряжений треугольником). Арматура (наш анкер) включается в работу сразу же, но степень включения зависит от того, как далеко от нейтральной оси находится наша арматура. Чем дальше, тем выше значение эпюры "эпсион" - относительных деформаций в сечении:

Я думаю, что более правильным было бы считать усилие на на наиболее напряженный анкер по формуле (при условии, что это один изгибающий момент):
,
где z_max - расстояние от центра тяжести анкеров до наиболее удаленного анкера,
n - число акеров,
сумма z_i^2 - сумма квадратов расстояний от центра тяжести анкеров до i-го анкера.
Ну прямая аналогия - расчет усилия на наиболее напряженный болт в соединениях на высокопрочных болтах.
И позволю себе сразу установить правило. Если вам более нечего сказать, как "ну это рекомендации, нужно их соблюдать и раз там такая формула, то так и надо считать", то пожалуйста, не пишите ничего. Это непродуктивно. Я хочу понять суть вопроса (сделать свою программу для расчета закладных, различных конфигураций). Если у вас есть примеры расчета по Евронормам или по ACI - 318, то пожалуйста прикрепите их к этой теме.
Этот пункт расчета относится к проверке прочности анкеров, как металлических конструкций. Речь не идет о расчете на выкалывание, это совершенно другой вопрос и тема не для него.
ПОСОБИЕ по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры (к СНиП 2.03.01-84)
Рекомендовано к изданию решением секции несущих конструкций научно-технического совета ЦНИИпромзданий Госстроя СССР.
Содержит требования СНиП 2.03.01-84 к проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без предварительного напряжения арматуры; положения, детализирующие эти требования; приближенные способы и примеры расчета, а также рекомендации, необходимые для проектирования.
Для инженеров-проектировщиков, а также студентов строительных вузов.
Табл. 59, ил. 134.
При пользовании Пособием следует учитывать утвержденные изменения строительных норм и правил и государственных стандартов, публикуемые в журнале „Бюллетень строительной техники", „Сборнике изменений к строительным нормам и правилам" Госстроя СССР и информационном указателе „Государственные стандарты СССР" Госстандарта.
ПРЕДИСЛОВИЕ
Пособие содержит положения по проектированию бетонных и железобетонных конструкций промышленных и гражданских зданий и сооружений из тяжелых и легких бетонов, выполняемых без предварительного напряжения арматуры.
В Пособии приведены требования СНиП 2.03.01-84 к проектированию упомянутых бетонных и железобетонных конструкций; положения, детализирующие эти требования; приближенные способы расчета, а также дополнительные рекомендации, необходимые для проектирования. Номера пунктов, таблиц и приложений СНиП 2.03.01-84 указаны в скобках.
В каждом разделе Пособия даны примеры расчета элементов наиболее типичных случаев, встречающихся в практике проектирования.
Материалы для проектирования редко встре чающихся ненапрягаемых конструкций (например, данные для арматуры, упрочненной вытяжкой; расчет элементов с арматурой классов A-IV, A-V и A-VI, имеющей условный предел текучести; расчет элементов на выносливость и т.п.) в настоящее Пособие не включены, а приведены в „Пособии по проектированию предварительно напряженных железобетонных конструкций из тяжелых и легких бетонов" (М., ЦИТП Госстроя СССР, 1986).
В Пособии не приведены особенности проектирования конструкций статически неопределимых и сборно-монолитных, с жесткой арматурой, а также некоторых сооружений (труб, силосов и др.), в частности не рассмотрены вопросы, связанные с определением усилий в этих конструкциях. Эти вопросы освещаются в соответствующих Пособиях и Рекомендациях.
Единицы физических величин, приведенные в Пособии, соответствуют „Перечню единиц физических величин, подлежащих применению в строительстве". При этом силы выражаются в ньютонах (Н) или в килоньютонах (кН); линейные размеры — в мм (в основном для сечений элементов) или в м (для элементов или их участков); напряжения, сопротивления, модули упругости — в мегапаскалях (МПа); распределенные нагрузки и усилия — в кН/м или Н/мм. Поскольку 1 МПа = 1 Н/мм 2 , при использовании в примерах расчета формул, включающих величины в МПа (напряжения, сопротивления и т. п.), остальные величины приводятся только в Н и мм (мм 2 ).
В таблицах нормативные и расчетные сопротивления и модули упругости материалов приведены в МПа и в кгс/см 2 .
В Пособии использованы буквенные обозначения и индексы к ним в соответствии с СТ СЭВ 1565-79. Основные буквенные обозначения применяемых величин приведены в прил. 5. Поскольку для индексов используются только буквы латинского алфавита, соответствующие этим индексам поясняющие слова приняты не русские, а, как правило, английские. В связи с этим в прил. 5 приведены также все примененные индексы и соответствующие им русские поясняющие слова.
Серия 1.400-6/76 Унифицированные закладные детали сборных железобетонных конструкций зданий промышленных предприятий. Выпуск 1 Закладные детали конструкций одноэтажных зданий.

а) Исключены закладные детали, относящиеся к аннулированным сериям типовых конструкций, и разработаны новые закладные детали для типовых конструкций, утвержденных после 1969 г.
б) Скорректированы закладные детали в части конструирования и расчетов в соответствии со СНиП II-21-75 и «Руководством по проектированию бетонных и железобетонных конструкций из тяжелого бетона, НИИЖБ, М. 1977 г.
в) В серию включены закладные детали для крепления к колоннам стальных стропильных и подстропильных конструкций, а также для крепления стальных подкрановых балок зданий, оборудованных ручными мостовыми кранами.
г) Из состава альбома исключены закладные детали для крепления вертикальных связей к колоннам (группа «5»). Эти детали должны выполняться по чертежам действующих серий.
д) Введена новая группа «8» - закладные детали в плитах покрытия, за исключением опорных закладных деталей, выполняемых по чертежам действующих серий.
е) Закладные детали подкрановых балок (группа «6») скорректированы в соответствии с техническими решениями железобетонных подкрановых балок длиной 6 и 12 м, разработанными Ленинградским Промстройпроектом взамен серии КЭ-01-50.
1.3. Исходными материалами для разработки и корректировки рабочих чертежей данного выпуска послужили:
а) Строительные нормы и правила СНиП II-21-75 «Бетонные и железобетонные конструкции.» Нормы проектирования.
б) «Руководство по проектированию бетонных и железобетонных конструкций из тяжелого бетона (без предварительного напряжения)», НИИЖБ, Москва , 1977 г.
в) Строительные нормы и правила СНИП II-83-72 « Стальные конструкции. Нормы проектирования».
е) Руководство по проектированию антикоррозионной защиты промышленных и сельскохозяйственных зданий и сооружений. Неметаллические конструкции.», НИИЖБ, Москва, 1975 г.
ж) Соединение сварные элементов закладных деталей сборных железобетонных конструкций. Контактная и автоматическая сварка плавлением. Основные типы и конструктивные элементы, ГОСТ 19292-73.
З) «Арматурные изделия и закладные детали сварные для железобетонных конструкций. Технические требования и методы испытаний», ГОСТ 10922-75.
и) «Указания по сварке соединений арматуры и закладных деталей железобетонных конструкций», СН 393-69.
к) «Инструкция по технологии изготовления и установке стальных закладных деталей в сборных железобетонных и бетонных изделиях», СН 313-65, изд. 1968 г.
1.4. Закладные детали настоящего альбома разделены по функциональному признаку на следующие группы:

В марке закладных деталей первая цифра после буквы «М» означает группу, к которой закладная деталь относится (например, закладная деталь М2-2-1 относится к группе «2»)
1.5. Настоящим альбомом охвачены основные закладные детали сборных железобетонных конструкций одноэтажных зданий промышленных предприятий, выполняемых по следующим типовым сериям:
а) Колонны (закладные детали групп «0», «1», «2», «7»).
Серия КЭ-01-49 (вып. I, IV-VI) – Сборные железобетонные колонны прямоугольного сечения для одноэтажных производственных зданий.
Серия КЭ-01-52 (вып. I-IV. VI.X) – Сборные железобетонные двухветвевые колонны одноэтажных производственных зданий.
Серия 1.423-2 (вып.1) – Железобетонные колонны для одноэтажных однопролетных промышленных зданий, оборудованных ручными мостовыми кранами.
Серия 1.423-3 (вып. 0-1, 0-2, 1,2) – Железобетонные колонны прямоугольного сечения для одноэтажных производственных зданий без мостовых кранов высотой до 9.6 м
Серия 1.423-5 (вып. 0, 1-3) – Железобетонные колонны прямоугольного сечения для одноэтажных производственных зданий без мостовых кранов высотой 10.8, 12.0, 13.2 и 14.4 м
б) Стропильные и подстропильные конструкции (закладные детали групп «3», «4»)
Серия 1.462-1 (вып. I-IV) – Железобетонные предварительно напряженные балки с параллельными поясами пролетом 12 м для покрытий зданий с плоской и скатной кровлей.
Серия 1.462-3 (вып. I, II, III) – Железобетонные предварительно напряженные двускатные решетчатые балки для покрытий промышленных зданий.
Серия 1.462-9 (вып. 1) – Предварительно напряженные решетчатые стропильные балки пролетом 18 м.
Серия 1.462-10 (вып. 1,2) – Железобетонные балки пролетом 6 и 9 м для покрытий зданий с плоской кровлей.
Серия ПК-01-129/68 (вып. I-1. I-2.II.II-1. II-2. III. III-2) – Сборные железобетонные предварительно напряженные сегментные фермы для покрытий зданий пролетами 18,24 и 30 м с шагом ФЕРМ 6 и 12 м
Серия 1.463-3 (вып. I-XI) – Железобетонные предварительно напряжённые без раскосные фермы пролетами 18 и 24 м для покрытий зданий со скатной кровлей.
Серия 1.463-9 (вып. 1,2) – Железобетонная ферма пролетом 18 м с параллельными поясами и оттянутой из нижнего пояса в раскосы напрягаемой арматурой для предприятий текстильной промышленности.
Серия 1.463-10 (вып. 1-3) – Железобетонные фермы для покрытий неотапливаемых зданий.
Серия 1.863-1 (вып. 1-3) – Железобетонные треугольные без раскосные фермы для сельскохозяйственных производственных зданий с асбестоцементной кровлей.
Серия ПК-01-110/68 (вып. I.II) –Железобетонные предварительно напряженные подстропильные фермы для покрытий зданий со скатной кровлей пролетами 18,24 и 30 м, с шагом стропильных ферм 6 м.
Серия ПК-01-140(вып. 1) - Железобетонные предварительно напряженные подстропильные фермы для покрытий зданий со скатной кровлей, с шагом стропильных ферм 6 м, возводимых в Iи II районах снеговой нагрузки (зональные южные)
Серия 1.463-4 (вып.1,2) – Железобетонные предварительно напряженные подстропильные фермы (для покрытий зданий с мало уклонной кровлей)
в) Подкрановые балки (закладные детали группы «6»)
см. пункт 1.2.е пояснительной записки – Сборные железобетонные предварительно напряженные подкрановые балки для кранов грузоподъемностью 10-30 т.
г) Плиты покрытия (закладные детали группы «8»)
Серия 1.465-3 (вып. 0,1-4,7,8) – Сборные железобетонные предварительно напряженные плиты длиной 12 см для покрытий промышленных зданий.
Серия 1.465-7 (вып. 3.4) – Сборные железобетонные предварительно напряженные плиты для покрытий производственных зданий размером 3х6 и 1,5х6 м. Со стержневой, проволочной и прядевой арматурой.
ГОСТ 22701.0-77-22701.5-77 – Плиты железобетонные ребристые предварительно напряженные размером 6х3 м для покрытий производственных зданий.
1.6. Настоящий выпуск рабочих чертежей унифицированных закладных деталей может быть использован как для вновь разрабатываемых сборных конструкций (типовых и нетиповых), так и для замены на заводах сборного железобетона закладных деталей в типовых конструкциях, изготовляемых по действующим сериям, на унифицированные закладные детали закладные детали, разработанные в данном альбоме. Для облегчения такой замены для групп «2-8» даются соответствующие «ключи»
Подбор закладных деталей производится при помощи схем, ключей и таблиц, приведенных в альбоме для каждой группы.
1.7.На листах 1-17 в таблице 6 приведена номенклатура закладных деталей, разработанных в настоящем выпуске, в которой детали сгруппированы по конструктивному признаку для облегчения их подбора при проектировании.
1.8.В колоннах, где будут применены закладные детали МО-15 – Мо-20, необходимо в зоне отогнутых анкеров установить хомуты с шагом не более 100 мм и диаметром не менее 0,3 диаметра анкера.
1.9. При расположении закладных деталей на верхней грани бетонируемого элемента в пластинах этих деталей размерами свыше 200х200 предусмотреть отверстия d=50 мм для выхода воздуха и контроля качества бетонирования.
1.10. Вопросы технологии изготовления, режимов сварки, методов испытаний и правил приемки закладных деталей в данной работе не рассматриваются, поскольку они разработаны в нормативных документах, перечисленных в пункте 1.3
1.11. Закладные детали, предназначенные для выемки из опалубочных форм и монтажа конструкций (петли, газовые трубки, кольца и т.д), в данной серии не рассмотрены.
2. Расчет и конструирование закладных деталей
2.1. Расчет и конструирование закладных деталей выполнены по методике и рекомендациям, изложенным в СНиП II-21-75 и в «Руководстве по проектированию бетонных и железобетонных конструкций из тяжелого бетона (без предварительного напряжения)» Москва, 1977г.
Такая конструкция деталей позволяет применить для приварки анкеров дуговую сварку под слоем флюса на сварочных автоматах в соответствии с ГОСТ 19292-73.
2.3. При назначении толщиной пластины закладных деталей учитывались требования ГОСТ 19292-73 к соотношению между толщиной пластины и диаметром анкерных стержней , а именно:а) при сварке анкерных стержней с плоским элементом втавр на автоматах под слоем флюса



Круглая горячекатаная сталь класса А-I может применяться для расчетных анкеров только с постановкой на концах анкеров пластин усиления (шайб) или высаженных горячим способом головок, а для нерасчетных (конструктивных) анкеров – с крюками.
2.5.Закладные детали групп «0» и «1» запроектированы с анкерами различной длины, имеющими на концах пластинки усиления (шайбы) или без пластинок усиления. При подборе закладных деталей этих групп следует иметь в виду следующее:

б) Закладные детали с пластинами усиления на концах анкеров применяются при ограниченной толщине конструкции, не позволяющей разместить анкеры с нормальной заделкой, и при расположении закладной детали со стороны растянутой зоны бетона , когда возможно образование трещин в бетоне вдоль анкеров.
в) Закладные детали с пластинами усиления на концах анкеров должны устанавливаться так, чтобы пластинки усиления заходили за продольную арматуру противоположной грани колонны. При несоблюдении этого условия необходимо проверить несущую способность закладной детали расчетом на выкалывание бетона (см.п.3.107 «Руководства по проектированию бетонных и железобетонных конструкций из тяжелого бетона», Москва 1977 г.)
2.6. В закладных деталях с большими расстояниями между анкерами для предотвращения выгибания пластины предусмотрены конструктивно анкеры Ф10AIII, L=150 мм.
2.7. При применении расчетных закладных деталей в конструкциях зданий, предназначенных для эксплуатации в сейсмических районах или расположенных на подрабатываемых на подрабатываемых территориях, закладные детали должны быть проверены на соответствующие расчетные нагрузки.
2.8. В целях обеспечения возможности установки закладных деталей в инвентарные стальные опалубочные формы размеры пластин, совпадающие с размерами опалубочной формы, уменьшены на 10 мм.
2.9. Крепление всякого рода конструкций к закладным деталям групп «0» и «1» должно обеспечивать равномерную передачу усилий на все анкеры и не вызывать изгиба пластинок. Если указанные условия не могут быть выполнены, необходимо произвести расчет для уточнения несущей способности анкеров закладной детали и проверить на прочность толщину пластины.
3. Изготовление закладных
3.1. Настоящей серией предусмотрена приварка анкерных стержней к пластинам втавр дуговой сваркой под слоем флюся на варочных автоматах в соответствии с СН 393-69 и ГОСТ 19292-73.

При несоблюдении этого условия толщину пластины следует увеличить. Приварку анкеров к пластинам в раз зенкованные отверстия выполнять в соответствии с указаниями СН313-65, п.2.17 Приварка анкеров к пластинам втавр кольцевыми швами ручной дуговой сваркой не допускается.
3.2. Для приварки прямых или отогнутых анкеров к пластинам или уголкам внахлестку рекомендуется применение контактной рельефно-точечной сварки по ГОСТ 19292-73; допускается также применение ручной сварки (см. СН313-65, п. 2.18)
Если закладная деталь применяется для конструкций с вибрационной нагрузкой, контактная рельефно-точечная сварка не допускается. Об этом должно быть указание в конкретном проекте.
3.3. Стержни с нарезкой пропускаются через отверстие в пластине и привариваются с внутренней стороны закладной детали дуговой сваркой кольцевыми швами.
3.4. При наличии на заводах-изготовителях оборудования для устройства выраженных горячим способом анкерных головок рекомендуется заменять предусмотренные в настоящем альбоме пластины усиления (шайбы) на высаженные головки. Диаметр головки должен быть не менее 3 daн – для анкеров из стали классов А-III и не менее 2daн – для анкеров из стали классов АI и АII, а длина заготовки анкера должна быть соответственно увеличена для сохранения проектной длины анкера.
3.5. При приварке анкеров к пластинам необходимо применение жестких кондукторов или других приспособлений для обеспечения проектного положения анкеров.
3.6. Длины анкеров на чертежах и в спецификациях даны номинальными, т.е, без добавления на оплавление и осадку при приварке втавр (припуск в длине заготовок анкера может быть приниматься равным диаметру анкера)
3.7. Технические требования, правила контроля и приемки, а также методы испытаний закладных деталей должны соответствовать ГОСТ 10922-75.
4. Выбор марок стали и антикоррозионная защита закладных деталей
4.1. Для пластин и элементов проката применяется сталь группы ВСт3, отвечающая условиям свариваемости по ГОСТ 380-71*. Для анкеров из горячекатаных стержней периодического профиля класса A-III применяется сталь марки 25Г2С или 35 ГС.
4.2.Марка стали для элементов закладных деталей окончательно назначается в конкретном проекте в зависимости о температурных условий, в которых работают закладные детали, и от характера приложенных к ним (статических или динамических). При этом следует пользоваться данными таблиц 1 и 2 (см. стр. 23 и 24)
4.3. Для увеличения срока службы закладных деталей в железобетонных конструкциях необходимо производить защиту их антикоррозионными покрытиями.
Выбор типа антикоррозионной защиты закладных деталей производится в конкретном проекте в зависимости от степени агрессивного воздействия среды, в которой переназначается эксплуатация конструкций.
Выбор варианта системы защитного покрытия производится в соответствии с указаниями п.п.3.24-3.35 «Руководства по проектированию антикоррозионной защиты промышленных и сельскохозяйственных зданий, и сооружений. Неметаллические конструкции», Москва, 1975 г.
В перечисленных пунктах «Руководства даны также рекомендациями по способам нанесения защитного покрытия и по сварке закладных деталей с металлическими покрытиями.
4.4. Закладные детали группы «1» (кроме деталей М 1-13-М1-16) должны иметь металлизационное покрытие в зоне, показанной на листе 35. Толщина покрытия определяется по таблице 5 (см. стр. 26).
4.5. Данные по маркам стали для пластин и анкеров и данные по защите от коррозии должны быть обязательно указаны в каждом конкретном проекте для всех примененных закладных деталей.
5. Рекомендации по способам фиксации закладных деталей в опалубочных формах.
5.1. Для повышения точности расположения закладных деталей в готовом изделии крепление их к опалубочным формам выполняется с помощью фиксаторов.
5.2. Для крепления закладных деталей к борту формы применяется два типа фиксаторов, имеющие:
а) квадратный стержень, для которого в закладной детали предусматривается квадратное отверстие размером 10х10 мм;
б) стержень с резьбой, для которого в закладной детали предусматривается отверстие диаметром 18 мм и гайка М16, приваренная с внутренней стороны пластины закладной детали.
Выполнение резьбового отверстия М16 непосредственно в пластине закладной детали допускается в порядке исключения.
Предпочтительным типом фиксатора к бортам формы является квадратный стержень.
5.3. Для крепления закладных деталей к поддону формы также применятся два типа фиксаторов, имеющие:
а) квадратный стержень с наклонными гранями, для которого в закладной детали предусматривается квадратное отверстие размером 18х18 мм;
б) конический стержень, для которого в закладной детали предусматривается отверстие диаметром 18 мм.
5.4. Количество фиксаторов и, соответственно, количество отверстий в закладной детали принимается в зависимости от размеров пластины, а именно:
- при размере пластин до 200х300 мм предусматривается один фиксатор;
- при размере пластин более 200х300 мм – два фиксатора.
В тех случаях, когда закладные детали могут быть зафиксированы в формах без применения специальных фиксаторов, отверстия в них могут не выполняться.
5.5. В пластинах закладных деталей данной серии показаны одно или два квадратных отверстия размером 10х10 мм для фиксации к бортам опалубочной формы.
При изготовлении закладных деталей в зависимости места их расположения в опалубочных формах и возможностей завода-изготовителя в части применения того или иного типа фиксатора уточняются размеры, привязка и форма отверстий для крепления закладных деталей к опалубочным формам на время бетонирования.
5.6. Рекомендации по способам фиксации закладных деталей (пункты 5.1-5.4) Составлены институтом Гипростроммаш.
6. Унификация элементов закладных деталей
6.1. В данной работе размеры элементов закладных деталей (пластин, анкеров, элементов фасонного проката и др.) Унифицированы, а позиции их имеют сквозную нумерацию. Сортамент составных элементов унифицированных закладных деталей приведен в таблицах 22-27 (см. листы 110-119)
В эти таблицы включены также элементы закладных деталей серии 3.400-6/76 «Унифицированные закладные детали сборных железобетонных конструкций инженерных сооружений промышленных предприятий».
6.2. Проведенная унификация предполагает применение унифицированных пластин и анкеров для компоновки закладных деталей вновь проектируемых железобетонных конструкций, а также возможность заблаговременно массового изготовления элементов закладных деталей на заводах ЖБК, либо их изготовления «на склад» на централизованных заводах арматуры и закладных деталей.
В таких случаях рекомендуется заводам-изготовителям унифицированные пластины, уголки и анкеры маркировать с дополнительным индексом «у», чтобы не смешивать их с другими деталями, имеющими такие же номера позиций (например, пластин поз. 25 замаркировать «у25» или «25у»).
Таблица 1. Области применения углеродистых сталей для закладных деталей железобетонных и бетонных конструкций (листовой и фасонный прокат)

Таблица 2. Область применения арматурных сталей для анкеров закладных деталей

Таблица 3. Характеристика агрессивных газов в зависимости от концентрации; Таблица 4. Определение степени агрессивного воздействия воздушной среды

Таблица 5. Рекомендуемые системы защитных покрытий закладных и соединительных деталей
Читайте также:
- Восстановление rns 510 из состояния кирпича
- Дом из рубленного бревна под ключ в калязине
- Можно ли зимой обшивать дом сайдингом под утеплитель
- Положили плитку обратной стороной
- Тротуарная плитка выбор старый город гранит серый