
Плотность гиперпрессованного кирпича кг м3
Обновлено: 06.05.2024
Плотность, масса и другие технические параметры кирпича
При ведении кладочных работ важно знать, сколько весит кирпич и какова его плотность и структура. Эти параметры напрямую влияют на прочностные и изоляционные качества, в свою очередь учитываемые при расчете нагрузок и теплового сопротивления возводимых конструкций. Усредненные величины для каждого типа стандартные, но точное значение зависит от завода-изготовителя и указывается в сертификате к продукции.
Вес разных видов
Плотность разделяется на истинную и среднюю, первая определяется опытным путем и не важна для потребителей. Второй показатель характеризует отношение массы одного изделия к его объему и зависит от сырья, доли пустот и щелей и поризованности. Обе величины измеряются в кг/м3. Значение средней плотности и вес одного кирпича у разных марок будут отличаться, минимум наблюдается у теплой высокоэффективной керамики, максимум – у силикатного и гиперпрессованного искусственного камня.
Элементы, изготавливаемые из глины с последующим обжигом, разделяются на сплошные и пустотелые, вторая группа может иметь как сквозные отверстия разной формы, так и скрытые пустоты и поры. Утвержденная стандартом плотность полнотелого красного кирпича достигает 2000 кг/м3, но диапазон у большинства производителей варьируется в пределах 1600-1900. Наружные стены нуждаются в дополнительном утеплении. Вес у полнотелых блоков форматом 1НФ достигает 3,45-3,8 кг.
Пустотелые типы имеют плотность от 1200 до 1500 кг/м3, с учетом доли щелей до 37 % стандартный 1НФ – не более 2,9 кг. Удельный вес некоторых марок достигает 1700, но это исключение. Средняя плотность керамического камня облегченного вида (поризованные теплоэффективные) составляет 1100-1150 кг/м3, продвинутые производители опустили этот показатель до 800.

Шамотные и огнеупорные имеют удельный вес в пределах 1700-1800 кг/м3. Являются полнотелыми и оказывают существенную нагрузку на основание, их формат и масса могут отличаться от номинальных. Помимо вытянутых прямоугольных блоков они включают арочные, клино- и трапециевидные. Плотная структура позволяет шамоту выдерживать нагрев до 1600 °C, рекомендуют приобрести для кладки дымоходов, топочных конструкций и банных печей.
Силикат имеет самый большой удельный вес (1800-1900 кг/м3 у полнотелых). Этот обусловлено его составом (продукты дробления известняка и песок) и низкой пористостью. Масса сплошного 1НФ равняется 4,1 кг, у некоторых марок она достигает 5 (вес красного кирпича с тем же форматом не превышает 4). В отличие от керамических типов водонепроницаемость и теплоемкость не улучшаются с повышением прочности. Пустотелые крупнощелевые весят меньше, точная масса зависит от размера и числа отверстий.
На вес облицовочного блока влияют материал основы и доля пустот. К отличительным особенностям относят наличие однородной и плотной стенки толщиной не менее 2 см и повышенную стойкость к внешним воздействиям. Эта группа представлена изделиями 0.7НФ, 1НФ утолщенного и нестандартного формата с гладкой, рутсрированной или глазурованной поверхностью. Особенностью последних является наличие стекловидного и непроницаемого для влаги декоративного слоя, эти варианты обходятся дороже. В отличие от рядовых элементов облицовочные чаще имеют нестандартных и утонченный формат, некоторые типы практически неотличимы от плитки.
Кирпич плотностью 1450 кг/м3 с размером 0.7Нф весит около 1,6 кг и оказывает минимальную нагрузку на фундамент и рабочие поверхности.
К отдельной группе относят клинкер, получаемый при медленном высокотемпературном обжиге спрессованных составов из тугоплавкой глины. При плотности в 1900-2100 кг/м3 изделия на его основе весят не более 3,3 кг за счет большой доли пустот и отклонений от стандартных размеров. Клинкер – элитная облицовочная разновидность, его рекомендуют приобрести при особых требованиях к долговечности фасадов, ограждений, тротуаров и других конструкций, включая часто эксплуатируемые. Обладая довольно высоким коэффициентом теплопроводности, хорошо поглощает шум из-за наличия внутренних пустот. Преимущества высокоплотной структуры – сверхнизкое водопоглощение, хорошая механическая прочность и морозостойкость.

Учитываемым при расчетах нагрузок на фундамент показателем является удельный вес кладки, определяемый путем сложения массы используемых изделий и соединительного раствора, расходуемого на 1 м3. Стандартный диапазон варьируется в пределах 1400-1900 кг/м3 (для сравнения – у бутовых 2400-2600), отличия наблюдаются только у облегченных вариантов, собранных из поризованного камня. При исключении влияния раствора находится масса элементов в чистом виде. Знание веса поддона требуется при расчете стоимости транспортировки.
Влияние плотности на остальные характеристики кирпича
Взаимосвязь между основными рабочими параметрами отражена в таблице:
Значение данного показателя напрямую влияет на механическую прочность, водопоглощение, коэффициент теплопроводности и способность к шумозащите, косвенным образом от него зависит огнеупорность. Полнотелые кирпичи с плотностью выше 1600 кг/м3 выдерживает максимальные нагрузки на сжатие, их рекомендуют купить для возведения несущих вертикальных стен, колонн, печей. Щелевые и поризованные блоки используются при строительстве облегченных кладок. Обе разновидности подходят для несущих конструкций, выдерживаемая нагрузка и допустимая этажность у них будет разной.
Пустотелый тип однозначно выигрывает в тепло- и звукоизоляции, его применение позволяет снизить вес и толщину при равном энергосбережении. Именно по этой причине большинство современных строительных технологий направлено на выпуск облегченных марок. Плотность высокоэффективного пустотелого красного кирпича не превышает 1150 кг/м3 при коэффициенте теплопроводности не выше 0,22 Вт/м·°С. Лучшие способности к шумопоглощению наблюдаются у этих же блоков и у облицовочных.
Тип фактуры поверхности на вес практически не влияет, главным фактором является доля пустот. Требования к форме и размеру сквозных отверстий регламентированы строительными стандартами, существует прямая связь между соотношением влаги и посторонних испаряемых веществ в сырьевом растворе и итоговой плотностью. В случае керамического кирпича она особенно заметна, высокоэффективные блоки получают путем закладки в смеси выгораемых в ходе обжига опилок. Еще один яркий пример – клинкер, при минимальной доле воды в составе изделия на его основе практически не поглощают ее после температурной обработки.
Вес гиперпрессованного кирпича
Гиперпрессованный кирпич является строительным материалом нового поколения. Его изготовление основано на использовании метода гиперпрессования под очень высоким давлением не менее 20 МПа. Качество изделий зависит от строжайшего соблюдения технологических режимов, начиная от состава смеси для прессования и заканчивая условиями усушки и содержания на складах. Особенностью метода является исключение обжига при высокой температуре. Прочные межмолекулярные связи возникают под гипербарическим воздействием и приводят к созданию материала со свойствами и прочностью природного камня.
Факторы, влияющие на вес гиперпресованного кирпича
Компонентный состав влияет на вес конечного изделия в незначительной степени. Все зависит от количества и веса основного вещества и связующего элемента, которым является высококачественный цемент М300. Его содержание может колебаться от 8 до 15%. Основным веществом чаще всего выступает мраморный известняк и доломит, но могут использоваться также и глина, отсевы щебня, доменные шлаки, отходы от добычи руды и распила керамического кирпича. Важным условием качественного гиперпрессования является размер частиц, который должен быть в пределах 3-5 мм. Красящие добавки в количестве 3-7% практически не влияют на вес изделия.
В более значительной степени на вес гиперпрессованного кирпича влияют его строение и параметры. По строению кирпич бывает полнотелым или пустотелым (с дырчатыми или щелевидными отверстиями). Естественно, что полнотелый кирпич будет иметь гораздо больший вес, чем его пустотелый собрат.
Весовые характеристики полнотелого гиперпрессованного кирпича в зависимости от его параметров:
- одинарный кирпич размером 250х120х65 весит 4,2 кг;
- узкий кирпич 250х60х65 мм – 2 кг;
- изделие с размерами 250х90х65 мм – 4 кг;
- полуторный (250х120х88) достигает веса 6 кг, а двойной (250х120х140) – еще больше.
Последние варианты довольно тяжелы и неудобны в кладке, поэтому пользуются минимальным спросом.
По сравнению с рядовым силикатным кирпичом гиперпрессованный имеет значительно больший вес – 4,2 кг против 3,6 у одинарного и 6 кг вместо 4,9 у полуторного.
Гиперпрессованный кирпич - плотность, теплопроводность, водопоглощение и морозоустойчивость
Монолитный кирпич из "семейства" бетонных блоков, будучи инновационным продуктом на рынке отделочных материалов, является предметом интереса многих индивидуальных застройщиков. Внимание к этой разновидности отделочного камня обусловлено весьма примечательными потребительскими свойствами: высочайшей прочностью, декоративной ценностью и долговечностью. Гиперпрессованный кирпич - плотность, теплопроводность, водопоглощение и морозоустойчивость - рабочие качества, отличающие изделия от керамической и силикатной альтернативы.
Гиперпрессованный кирпич (ГПК) - необжиговый вариант облицовочной продукции, полученный путем жесткого уплотнения формовочной цементно-известняковой смеси. Основным наполнительным сырьем для создания "теста" служит измельченный ракушечник, тырса, доломит или другие ископаемые карбонатной породы. Цемент и вода служат связывающими компонентами, причем вода используется в минимальном объеме, необходимом для активизации цемента.
Окрашивание материала тоже осуществляется на этапе подготовки сырьевой массы - с этой целью в цементно-известняковую субстанцию вводят железо-окисные пигменты. В зависимости от массовой доли минеральных красителей, несколько меняется содержание цемента, что оказывает влияние на себестоимость материала и объясняет отличия ценников на образцы разных цветов.
Формовка ГПК осуществляется путем сжатия полусухой сырьевой смеси давлением 20 - 25 МПа, в результате чего частицы ингредиентов сращиваются на молекулярном уровне, а сам процесс квалифицируется как "холодная сварка". Из матрицы изымается плотный твердый брусок с монолитной структурой, почти полностью лишенной воздушных пазух. Дозревание изделий ускоряется в пропарочной камере, хотя данный этап не влияет на конечное качество продукции. Набравшие товарную прочность блоки, отправляют на склад для продажи, либо дорабатывают путем откалывания лицевой грани с целью получения рельефной фактуры.
Технология производства ГПК гарантирует идеальную геометрию элементов и плотность, равную 1600 кг/м3. Отсюда проистекают и другие важные эксплуатационные показатели материала: прочность не менее 100 кг/см2, высокая теплопроводящая способность, минимальная гигроскопичность и отличная переносимость циклов промерзания и оттаивания.
Гиперпрессованный кирпич - плотность, теплопроводность, водопоглощение и морозоустойчивость информируют о продолжительном сроке службы при сохранении исходных декоративных и эксплуатационных показателей.
- Теплопроводность: 0,43 - 1,9 Вт*м*С
- Водопоглощение: 3 - 7%
- Морозостойкость: F100 - F300
Из-за повышенной теплопроводности камня, кладка образует "холодные" стены, однако этот недостаток легко решается применением утеплителя.
Рабочие качества и плотность гиперпрессованного кирпича
Гиперпрессованный кирпич (ГПК) - камнеподобный облицовочный материал нового поколения. В России первое производство упомянутой разновидности мелкоштучного искусственного камня было запущено в 1989 году, однако массовое распространение изделия получили только в конце 90-х, когда отлаженный выпуск позволил сделать продукцию доступнее для широкой потребительской аудитории.
По составу ГПК причисляется к группе бетонных камней, хотя доли цемента в структуре элементов (около 15%) гораздо меньше, чем во всех версиях бетонных блоков. В основе заполнения материала - дробленый известняк, определяющий цветовой оттенок готовой продукции. Неокрашенные блоки из гранитного отсева обретают серые тона, а преобладание ракушечника придает изделиям песочный оттенок. Чтобы "перекрыть" естественную окраску, в формовочную смесь добавляются железоокисные пигменты.
Рабочие качества и плотность гиперпрессованного кирпича позволяют успешно использовать этот вид продукции в отделке фасадов и цоколей зданий, в строительстве оград, малых архитектурных форм и декоративных элементов. В производственном процессе полусухая сырьевая смесь подвергается сверхмощному сжатию от 20 до 25 МПа, поэтому главные эксплуатационные свойства обусловлены полным вытеснением воздуха из тела и молекулярным слиянием частиц сырья. Плотность полнотелого слитка равна, примерно, 1600 кг/м3.
ГПК славится выносливостью и водонепроницаемостью. Минимальный марочный показатель прочности составляет 100 кг/м2. Параметры водопоглощения колеблются в пределах 3-6%, а морозостойкость, проистекающая из плотности, тоже заслуживает наивысших похвал, соответствуя маркам F100 - F-400. Как известно, способность материала без деструкции переносить большое количество циклов промерзания и оттаивания, определяет его долговечность, так что прессованный камень можно смело причислить к продуктам продолжительной жизнеспособности.
Еще одна положительная особенность, обеспеченная технологией жесткого прессования - идеальность геометрии образцов и непогрешимость размеров. В этом отношении гиперпрессованные блоки сопоставимы лишь с клинкером. Причем, благодаря отсутствию высокотемпературной обработки, в толще изделий не выгорают частицы, а, значит, конечные экземпляры не меняют своих формовочных параметров.
Между тем, заявляя о преимуществах ГПК, невозможно оставить без внимания и недостатки. В первую очередь, рабочие качества и плотность гиперпрессованного кирпича влияют на массу тела экземпляров. Стандартный одинарный образец весит от 4,2 кг, так что кладка требует основательного усиления фундаментной конструкции. Помимо прочего, следствием структурной плотности является высокая теплопроводность и низкая паропроницаемость. Эти особенности компенсируются строительными технологиями, однако в любом случае материал предпочтительно употреблять для оформления более "теплых" но эстетически непривлекательных стен.
Гиперпрессование - Технология Производства и Состав Кирпича

Гиперпрессование, как технология производства кирпича на российском рынке появилась сравнительно недавно. Существующий способ изготовления традиционных стеновых материалов, получаемых методом полусухого формования с последующим обжигом, автоклавированием или пропариванием, связан с высоким расходом энергоносителей. При этой технологии используется давление прессования 10–30 МПа.
Одной из приоритетных проблем современного строительного материаловедения является ресурсо и энергосбережение при производстве строительных материалов. Перспективным направлением решения этой проблемы при производстве штучных стеновых материалов представляется разработка технологий с использованием высоких давлений прессования (гиперпрессование – усилие выше 40 МПа).
В лаборатории строительных материалов Восточно-Сибирского государственного технологического университета разработаны составы для получения стеновых материалов с использованием различных заполнителей и наполнителей из полусухих цементных смесей беря за основу технологию гиперпрессования.
Для получения стеновых материалов подбирались составы, удовлетворяющие требованиям ГОСТа для керамического кирпича, так как для безобжиговых стеновых материалов ГОСТ отсутствует.
Для получения кирпича на основе пористых природных и искусственных заполнителей использовали портландцемент марки 400, золы ТЭЦ, мартеновские, котельные и вулканические шлаки. Ниже приведены результаты проведенных исследований.
Состав для прессования кирпича - Цемент и зола:
- Усилие прессования - 40 МПа;
- Расход цемента - 185 кг/м3;
- Средняя плотность - 1300 кг/м3;
- Прочность при сжатии - 10 МПа;
- Морозостойкость - 25 циклов.
Состав для прессования кирпича - Цемент и мартеновский шлак:
- Усилие прессования - 40 МПа;
- Расход цемента - 180 кг/м3;
- Средняя плотность - 1800 кг/м3;
- Прочность при сжатии - 8,5 МПа;
- Морозостойкость - 25 циклов.
Состав для прессования кирпича - Цемент и вулканический шлак:
- Усилие прессования - 40 МПа;
- Расход цемента - 170 кг/м3;
- Средняя плотность - 1730 кг/м3;
- Прочность при сжатии - 13,2 МПа;
- Морозостойкость - 25 циклов.
Результаты исследований технологии гиперпрессования показывают, что существует принципиальная возможность получения безобжигового кирпича марок 75–125 методом гиперпрессования на основе пористых заполнителей.
Также исследовалась возможность получения кирпича на основе плотных заполнителей с различными наполнителями. В качестве наполнителей использовались гранитные и доломитовые отсевы фракции 0–10 мм дробильно сортировочной фабрики Тугнуйского разреза строительного управления, а в качестве наполнителей использовали тонко дисперсные материалы различной химической природы, такие как стекловидный перлит, глина, доломит, зола и кварцит с одинаковой удельной поверхностью 2000 см2/г, у которых предварительно проверялся поверхностный потенциал. При этом было установлено, что максимальный поверхностный потенциал имеет наполнитель доломит. Поэтому доломит и был выбран в качестве оптимального наполнителя.
Было подобрано несколько составов бетона. Исходя из предварительных исследований, для обеспечения наиболее плотной упаковки изделия тонкодисперсной фракции должно быть не менее 30 %. Составы смесей для прессования кирпича приведены ниже.
- Портландцемент М400 - 5-9%;
- Гранитные отсевы фракции 5-10 мм - 30-40%;
- Песок - 40-30%;
- Доломитовый наполнитель - 25-21%.
Как показали исследования, при технологии гиперпрессования доломитовый наполнитель выполняет роль не только уплотняющей добавки, но также и роль активного компонента, что позволяет ему участвовать в организации структуры вяжущего. Из приготовленных бетонных смесей на гидравлическом прессе при давлении 40–100 МПа прессовались изделия.
Отпрессованные изделия хранились в условиях, исключающих испарение влаги (под пленкой), в течение 3–7 сут. Процесс твердения при этом значительно ускоряется и уже в 7 суточном возрасте прочность при сжатии образцов составляла 92–97 % от марочной прочности. Полученные составы бетонов имели:
- прочность 7,5–30 МПа;
- плотность 2200–2300 кг/м3;
- морозостойкость 35–100 циклов;
- водостойкость 0,78–0,85;
- расход цемента составил 115–205 кг/м3.
Кроме рядового кирпича был получен лицевой кирпич марок 150 и 175 на портландцементе М400 с использованием доломитовой крошки и доломитового наполнителя. Экспериментально установлено, что чем выше расход наполнителя, тем выше марка кирпича, при этом повышается степень белизны. Результаты испытания приведены далее.
Характеристики гиперпрессованного кирпича
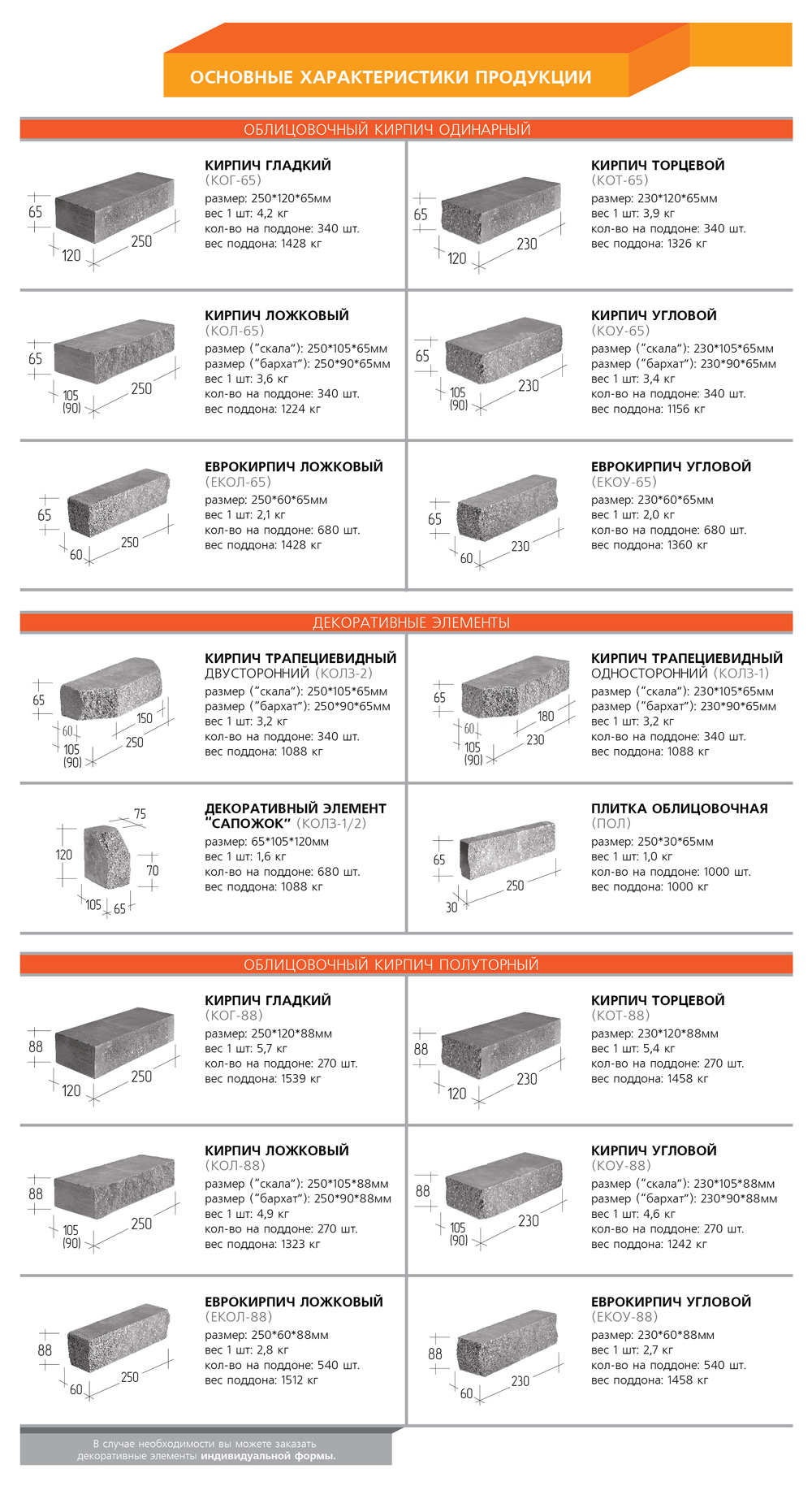
В данной таблице указаны характеристики гиперпрессованного кирпича Горус. Обратите внимание, в случае необходимости, вы можете заказать декоративные элементы индивидуальной формы.
Размеры гиперпрессованного кирпича указаны в миллиметрах. В целом мы разделяем продукцию на три основные группы:
- Кирпич одинарный (высота 65мм)
- Кирпич полуторный (высота 88мм)
- Декоративные элементы
Разделение по формату:
- Кирпич торцевой
- Кирпич ложковый
- Кирпич угловой
- Кирпич трапециевидный
- Еврокирпич ложковый
- Еврокирпич Угловой
- Декоративный элемент "Сапожок"
- Плитка облицовочная
Цвет гиперпрессованного кирпича зависит от цемента на основе которого сделан:
- Серый цемент (светлые тона)
- Белый цемент (насыщенные тона)
Мы являемся производителем, поэтому смело заявляем следующие характеристики кирпича Горус:
- Марка прочности от М-250
- Влагопоглощение 6-8%
- Морозостойкость F-200
- Теплопроводность 0,9

Технология гиперпрессованного кирпича
В состав гиперпрессованного кирпича входят:
- Известняк (85%)
- Цемент (15%)
- Пигмент
Технология гиперпрессования в корне отличается от процесса производства других видов кирпича. Весь цикл производства от начала до конца занимает около двух недель.
Технология Гиперпрессованного Кирпича

Технология гиперпрессованного кирпича - это достаточно простой, в сравнении с другими, способ производства строительных материалов. Являясь более экологичной и низкозатратной, данная технология имеет большой потенциал в перспективе потеснить известные способы производства. В данной статье проведен сравнительный анализ свойств гиперпрессованных изделий на известняковом отсеве, изготовленных с различным содержанием портландцемента при разных давлениях прессования. Твердение образцов осуществлялось при разных режимах в камере тепловлажностной обработки. Выбран наиболее оптимальный состав, а также разработана технологическая линия для производства гиперпрессованного кирпича.
На рассматриваемом действующем предприятии по производству силикатного кирпича при добыче известняка для производства извести накапливается большое количество отходов дробления с размерами частиц менее 5 мм, которые не используются в основном производстве. В связи с чем существует проблема утилизации данного вида отходов. Одним из направлений развития отрасли строительных материалов является производство гиперпрессованного кирпича, в качестве заполнителя в котором может применяться известняковый отсев. По заявке данного предприятия разрабатывалась технология производства гиперпрессованного кирпича и других изделий методом сверхвысоких усилий.
Материалы и методы применяемые в технологии
В качестве заполнителя гиперпрессованных изделий использовался песок из отсева дробления известняка со следующими испытанными характеристиками, определенными по ГОСТ 8735-88 «Песок для строительных работ. Методы испытаний»:
- насыпная плотность нас = 1430 кг/м3;
- истинная плотность ист = 2660 кг/м3;
- зерновой состав песка приведен на рисунке 1. Зерна с размером 5 мм отсутствовали.
Mк = 2,31. Так как модуль крупности известнякового песка находится в пределах 2,0<Мк<2,5, то можно сделать вывод о том, что он относится к категории песков со средней крупностью.

Рис. 1. Зерновой состав известнякового песка
В качестве вяжущего гиперпрессованных изделий применялся портландцемент со следующими характеристиками, определенными по ГОСТ 30744-2001 «Цементы. Методы испытаний с использованием полифракционного песка» в условиях нормального твердения на 28 сутки:
- тесто нормальной густоты ТНГ - 24,5%;
- начало схватывания - 2 с 10 мин;
- конец схватывания - 4 ч;
- среднее значение прочности при сжатии образцов нормального твердения в возрасте 28 суток - 39,7 МПа;
- остаток на сите 008 - 8,4%.
В условиях современного производства гиперпрессованного кирпича целесообразно применение тепло-влажностной обработки изделий. Для исследования свойств гиперпрессованных кирпичей формовались образцы-цилиндры диаметром 5 см, высотой 5 см при удельных давлениях прессования 60-100 МПа и процентном содержании цемента от 10 до 20%. Твердение образцов осуществлялось при тепло-влажностной обработке в камере ТВО по режиму 1-6-1 и 2-4-2 при температуре 60 и 80°С.
Результаты применения данной технологии производства кирпича
При помощи математического моделирования построены зависимости прочности при сжатии гиперпрессованных образцов от удельного давления прессования и содержания цемента. Полученные зависимости прочности при сжатии образцов твердевших по режиму 1-6-1 при температуре 60°С и 80°С представлены на рисунках 2 и 3 соответственно.
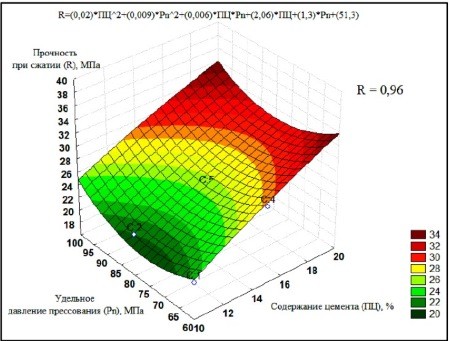
Рис. 2. Зависимость прочности при сжатии гиперпрессованных образцов от удельного давления прессования и количества цемента после камеры ТВО (1-6-1 при 60°С)
Обе зависимости в данной технологии гиперпрессованного кирпича показывают, что наибольшее влияние на прочность полученных образцов оказывает содержание вяжущего. При этом влияние температуры изотермической выдержки наиболее выражено при удельном давлении прессования 100 МПа и содержании портландцемента 20%, что характеризуется пиковой зависимостью прочности при температуре обработки 80°С.
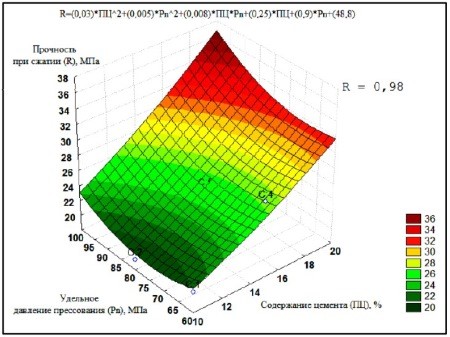
Рис. 3. Зависимость прочности гиперпрессованных изделий от удельного усилия прессования и количества цемента после камеры ТВО (1-6-1 при 80°С)
Более «мягкий» режим камеры ТВО с температурой 60°С позволяет достичь большей прочности при сжатии при удельных давлениях прессования 60-80 МПа, которая составляет 22-30 МПа и превышает на 5-10% прочность аналогичных образцов твердевших при температуре 80°С.
Зависимости характеризующие прочность образцов твердевших по режиму 2-4-2 при температурах 60°С и 80°С представленные на рисунках 4 и 5 соответственно имеют различный характер математической модели.
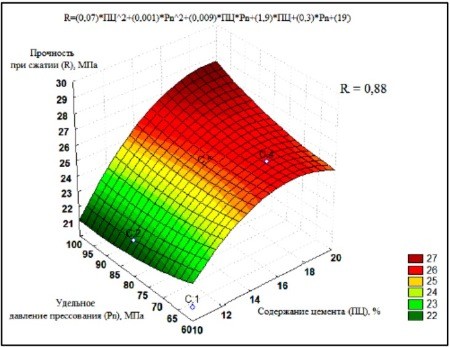
Рис. 4. Зависимость прочности гиперпрессованных образцов от удельного давления прессования и количества вяжущего после камеры ТВО (2-4-2 при 60°С)
При температуре 60°С в рамках технологии гиперпрессованного кирпича наблюдается сохранение прочности при сжатии на одинаковом уровне при расходе цемента 15%, 20% и удельном давлении прессования 60 МПа прирост прочности составляет около 5%. При содержании цемента 10% прочность составляет 20-22 МПа, что на 10-25% ниже прочности аналогичных составов с расходом цемента 15%.
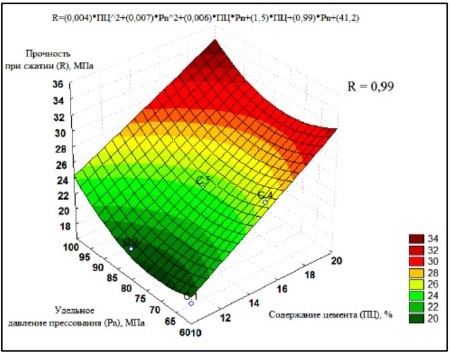
Рис. 5. Зависимость прочности прессованных изделий при сжатии от удельного давления прессования и количества цемента после камеры ТВО (2-4-2 при 80°С)
Тепло-влажностная обработка при 80°С показывает линейную зависимость прочности от количества вяжущего, при этом наблюдается незначительное снижение прочности образцов заформованных с удельным давлением прессования 80 МПа.
Таким образом, можно сделать вывод, что 6-ти часовая изотермическая выдержка позволяет получить более прочные образцы. При этом увеличение температуры ТВО с 60°С до 80°С не дает значительного прироста прочности.
На основании полученных результатов для разработки оптимальной технологии гиперпрессованного кирпича выбирается состав заформованный при удельном давлении прессования 60 МПа с содержанием портландцемента 10%, режим тепло-влажностной обработки 1-6-1 60°С.
Технологическая линии производства гиперпрессованного кирпича
Разработка технологической линии для производства гиперпрессованного кирпича осуществлялась исходя из характеристик пресса, ранее приобретенного предприятием, по заявке которого выполнялась настоящая работа.
Данный гиперпресс имел следующие характеристики:
- максимальная глубина заполнения - 55-85 мм;
- усилие прессования - 3000 т;
- максимальное усилие выталкивания - 2 кН;
- производительность - 10 шт./мин.
Режим работы проектируемого цеха 2 смены по 8 часов. Суточную производительность находим по формуле:
Псут = 10*60*16 = 9600 шт./сут.
В цеху устанавливается один пресс, на основе его производительности выполняется подбор остального технологического оборудования.
Для подготовки смеси использовался бетоносмеситель принудительного действия с вертикально расположенным валом вращения, который имел следующие характеристики:
- емкость смесителя - 320 л;
- готовая смесь - 250 л;
- время перемешивания - 1,5 мин;
- напряжение питающей электросети - 380 В;
- энергопотребление - 4,0 кВт/ч;
- габаритные размеры - 1400х1350х1320 мм;
- масса - 380 кг.
Также в технологической линии присутствовал раздаточный бункер с ленточным конвейером. Бункер будет загружаться отсевом известняка один раз в смену. Суточная потребность цеха в отсеве: 28,14 м3 . Требуемый объем бункера V = 28,14/2 = 14,07 м3.
Известняковый песок доставляется на закрытый склад автомобильным транспортом. Из склада отсев фронтальным погрузчиком загружается в раздаточный бункер. Далее нужное количество отсева, отмеренное тензодатчиками, поступает на ленточный конвейер, который подает его в бетоносмеситель принудительного типа.
Портландцемент доставляется автоцементовозами в силосный склад, из которого с помощью шнекового конвейера подается в бетоносмеситель. Вода добавляется в смесь из бака запаса воды, исходя из исходной влажности отсева. Нужное количество воды отмеряется с помощью счетчика.
Согласно технологии гиперпрессованного кирпича, после загрузки бетоносмесителя смесь в течение одной минуты перемешивается на сухую, далее добавляется вода, и смесь перемешивается еще в течение полутора минут. Влажность формовочной смеси должна составлять 7-8%. Готовая формовочная смесь выгружается из бетоносмесителя на ленточный конвейер, который подает ее в бункер пресса.
После прессования поддоны с кирпичом с помощью кран-балки подаются в камеры ТВО. Тепловлажностная обработка производится открытым паром, доставляемым из котельной, по режиму 1-6-1 60°С.
После пропаривания поддоны с кирпичом выгружаются из камеры кран-балкой и доставляются на пост выдержки, где кирпичи остывают и упаковываются в термоусадочную пленку.
После упаковки поддоны с готовыми кирпичами перемещаются вилочным погрузчиком на склад готовой продукции.
Результаты испытаний технологии гиперпрессованного кирпича
Для обеспечения объемов производства кирпича по технологии гиперпрессования необходимо применение тепло-влажностной обработки изделий. При сравнении 4-х режимов тепловлажностной обработки наиболее оптимальным оказался режим 1- 6-1 60°С. Для обеспечения требуемых прочностных характеристик кирпича и с точки зрения экономической целесообразности производства, наиболее оптимальным является состав с 10% процентным содержанием портландцемента, заформованный при удельном давлении прессования 60 МПа.
Таким образом, описанная выше технология производства гиперпрессованного кирпича является низкозатратной и конкурентоспособной в сравнении с другими способами производства аналогичных строительных материалов.
Если вы планируете купить оборудование для производства гиперпрессованного кирпича по цене производителя, то обращайтесь в офис нашей компании.
Гиперпрессованный кирпич: характеристики, состав, технология производства

В России гиперпрессованный кирпич запущен в производство сравнительно недавно. В целом это одно из разновидностей бетонных изделий, которое нашло применение в облицовочных работах. Уже многие современные предприятия производят кирпич методом полусухого гиперпрессования. Сущность производства кирпича состоит в том, что смесь цементно минерального состава (мраморная крошка, известняк, цемент, красящие пигменты) с очень малым количеством воды прессуют под очень высоким давлением. Именно высокое давление гиперпресса целиком и полностью обуславливает красоту и завершенность наружной поверхности кирпича.
Технология производства гиперпрессованного кирпича гораздо проще по сравнению с традиционными технологиями производства силикатного и керамического кирпича, не требует дорогостоящего оборудования и состоит из следующих технологических этапов (рис. 1):
- подготовка сырья (заполнителя);
- дозирование компонентов;
- приготовление формовочной массы;
- прессование;
- набор прочности;
- участок колки кирпича.
Сырье для производства гиперпрессованного кирпича
Основным сырьем при производстве гиперпрессованного кирпича служит отсев дробления известняка – самая мелкая фракция, получаемая при производстве щебня. Как заполнитель также может использоваться доломит, ракушечник (тырса), мраморная крошка, отходы пиления камня, отходы от обогащения руды и каменного угля (терриконы), различные шлаки и т.д.
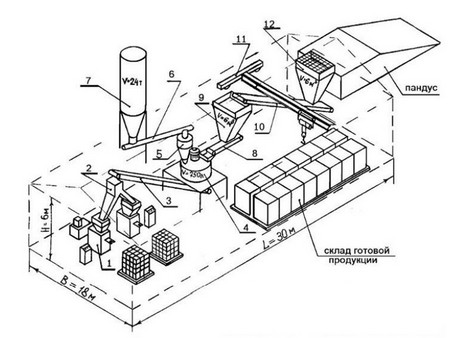
Рис. 1. Схема процесса производства гиперпрессованного кирпича: 1 - гиперпресс; 2 - распределитель смеси двухрукавный; 3 - ленточный конвейер; 4 - бетоносмеситель принудительного действия; 5 - дозатор цемента; 6 - конвейер винтовой; 7 - силос для цемента; 8 - питатель ленточный; 9 - бункер инертных; 10 - конвейер ленточный; 11 - кран балка; 12 - первичный бункер инертных
В сырьевую смесь можно добавлять измельченный брак и лом кирпича, бетонных изделий и блоков, керамзитовую крошку. Фракция заполнителя 0-5 мм. Если заполнитель более крупной фракции, то непосредственно в технологическую линию производства гиперпрессованного кирпича устанавливают дробильно сортировочное оборудование, для измельчения и распределения сырья на фракции.
Доля заполнителя в составе сырья 85-93%, цемента М500, М600 7-15%, красителя 0,5-2% (в среднем 1%). В качестве красителя используются, в основном, порошковые железоокисные пигменты, производства Испания, Германия, Чехия, Китай, Россия.
Технология производства гиперпрессованного кирпича
Далее при производстве гиперпрессованного кирпича отдозированные компоненты формовочной смеси поступают в смеситель для перемешивания. Для получения высокой степени гомогенности смеси сначала ведется сухое перемешивание, а затем, при необходимости, добавляется вода. Готовая смесь поступает в бункер пресса для формования кирпича.
Гиперпресс для кирпича в автоматическом (или полуавтоматическом) режиме ведет прессование одновременно двух, или трех кирпичей. При простейшей переналадке пресса для кирпича имеется возможность изготавливать одинарный или полуторный кирпич, полнотелый или с пустотами.
Отформованный кирпич снимается со стола пресса и укладывается на технологическом поддоне. Прочность свежеотформованного кирпича позволяет набирать высоту в 10 рядов.
Технология производства гиперпрессованного кирпича предусматривает, что кирпич-сырец должен пройти стадию набора прочности. Процесс твердения кирпича происходит за счет реакции гидратации цемента, которая может происходить как в естественных условиях при положительной температуре окружающего воздуха, так и ускоренно в паровоздушной среде при температуре 80°С. В первом случае кирпич выдерживается 28 суток при температуре не менее 20°С. Особенно эффективен этот прием летом при укрытии поддонов с кирпичом пленкой.
Для придания декоративных свойств в производстве гиперпрессованного кирпича может присутствовать этап декоративной обработки, при которой скалывается лицевая поверхность. Скалывание производится двумя способами:
- рубка на установке гильотинного типа;
- двухстороннее скалывание ребер на установке типа «дятел».
В основном на предприятиях часто встречается полуавтоматизированный производственный процесс. Подача сырья в бункер производиться рабочими. За один цикл производится по 2 кирпича. Высота кирпича регулируется настройкой программы, которая установлена на данном оборудовании. Размеры кирпича: 250*120*65 мм, 250*120*88 мм (рис. 2).
Рабочий цикл кирпичного пресса составляет в среднем 10-18 с. Проектная мощность небольших производств в среднем составляет 500-1000 шт./ч. При непрерывном режиме работы (24 часа) объем производства в год составит ориентировочно 6 млн. шт. Стоимость одного кирпича варьируется в зависимости от цвета и размера от 11 до 25 руб. Средняя стоимость кирпича составляет 15 руб. Общая сумма выручки от реализации кирпича составляет 90 млн. руб.
Таким образом, рассмотренный производственный процесс является достаточно простым. Сырье, используемое в производстве, отличается низкой стоимостью, что позволяет получать прибыль уже на первых этапах производства гиперпрессованного кирпича.

Рис. 2. Фасадный облицовочный гиперпрессованный кирпич различных оттенков
Читайте также: