
Пластификатор для производства кирпича
Обновлено: 17.05.2024
Комплексная модифицирующая добавка для производства строительных керамических изделий из малопластичных глин
Комплексная модифицирующая добавка для производства строительных керамических изделий из малопластичных глин. Техническим результатом изобретения является снижение затрат на топливно-энергетические ресурсы. Комплексная модифицирующая добавка для производства строительных керамических изделий из малопластичных глин содержит смесь из органического пластификатора глинистого сырья и водоудерживающей целлюлозосодержащей добавки при соотношении 1:(0,05±0,01) соответственно, при этом смесь содержит пластификатор из группы полиметиленнафталинсульфонатов. 1 табл.
Изобретение относится к производству строительных керамических изделий и может быть использовано при изготовлении кирпича, керамического камня, черепицы методом пластического формования из низкопластичных и умереннопластичных глин с повышенной карьерной влажностью.
Задача настоящего изобретения заключается в экономии топливно-энергетических ресурсов за счет исключения передела подсушки сырья перед формованием керамических изделий, а также исключении недостатков изделий из глины с повышенной карьерной влажностью, обусловленные применением извести. Для решения поставленной задачи разработана комплексная модифицирующая добавка, содержащая смесь органического пластификатора глинистого сырья и водоудерживающей целлюлозосодержащей добавки при соотношении 1:0,05±0,01 соответственно, при этом смесь содержит пластификатор из группы полиметиленнафталинсульфонатов.
Заявленное изобретение представляет собой комплексную добавку в виде смеси, где основным компонентом, удерживающим из глины излишнюю влагу, является целлюлозосодержащая добавка. Органический пластификатор, выбранный из класса полиметиленнафталинсульфонатов, повышая пластичность глинистого сырья, является одновременно разбавителем целлюлозосодержащей добавки. Смесь органического пластификатора и водоудерживающей целлюлозосодержащей добавки при соотношении 1:0,05±0,01 соответственно снижает относительную формовочную влажность глинистого вещества за счет протекающих в процессе подготовки глины физико-химических процессов, при этом пластифицирующие свойства комплексной модифицирующей добавки обеспечивают связность керамической массы. Заявленная комплексная добавка позволяет снижать карьерную влажность глинистого сырья на величину от 5 до 7%. Соотношение пластификатора к водоудерживающей добавке 1:0,05=1=0,01 определено экспериментально и обусловлено следующим. При введении в глину с повышенной влажностью модифицирующей добавки, имеющей соотношение пластификатора к водоудерживающей добавке менее 1:0,04, излишняя вода связываться не будет. В этой ситуации необходимо увеличивать количество вводимой модифицирующей добавки, что экономически нецелесообразно. При введении в глину модифицирующей добавки, имеющей соотношение пластификатора к водоудерживающей добавке более чем 1:0,06, существует вероятность подсушки глины, что приведет к увеличению расхода воды при формовании изделий и увеличению износа формующего оборудования.
Заявленную добавку можно вводить в количестве от 0,1 до 0,4% от массы шихты, облегчая формообразование изготавливаемого изделия, способствуя более плотной упаковке частиц в формовочной массе, повышению механической прочности полуфабрикатов и готовых изделий, а также снижению открытой пористости и водопоглощения, при том, что заявленная добавка удовлетворяет требованиям технологичности ее введения. Новый технический результат, достигаемый при использовании заявленного изобретения, заключается в том, что в процессе подготовки глинистого сырья комплексно достигается снижение его карьерной влажности и улучшение пластичности при условии технологичности введения модифицирующей добавки.
- краснодарская глина, число пластичности - 6-7, карьерная влажность - 23-25%, производства ООО «Краснодарский кирпичный завод», г.Краснодар; - шихта «Озера», содержащая глину - 60%, наглинок - 40%, число пластичности - 9-11, карьерная влажность - 25-30%, производства ЧАО «СБК» с.Озера Киевской обл.
Модифицирующую добавку готовили в лабораторных условиях. На 100 г сухого пластификатора добавляли 5 г сухой водоудерживающей добавки при постоянном механическом перемешивании в течение 5-10 минут. Образцы для испытаний формовали размером 50×50×50 из глин исходного состава: без модифицирующей добавки и с добавлением 0,3% приготовленной модифицирующей добавки. После сушки образцы обжигали при температуре 1000°С и испытывали на: прочность на сжатие, водопоглощение, пористость. По приведенным в таблице результатам сравнительных испытаний глинистых образцов с добавкой и без нее, выявлено, что ввод комплексной модифицирующей добавки с использованием смеси органического пластификатора глинистого сырья и водоудерживающей целлюлозосодержащей добавки снижает водопоглощение образцов, их пористость от 1% до 2%, повышает механическую прочность от 10% до 50%. Введение заявленной модифицирующей добавки позволяет изготавливать пластическим формованием из низкопластичных и умереннопластичных глин с повышенной карьерной влажностью, продукцию, соответствующую ГОСТ 530-2007. Аналогичные данные получены при испытаниях образцов при соотношении пластификатора и водоудерживающей добавки 1:0,04 и 1:0,06 соответственно.
Таким образом, использование комплексной модифицирующей добавки в технологии производства строительных керамических изделий позволяет исключать передел подсушки сырья перед формованием, экономя топливно-энергетические ресурсы, а также исключить недостатки изделий из глины с повышенной карьерной влажностью, обусловленные применением извести.
Комплексная модифицирующая добавка для производства строительных керамических изделий из малопластичных глин
| Таблица | |||||
| Наименование глины | Тип добавки | Водопоглощение, % | Пористость, % | Разрушающая нагрузка, кгс | Предел прочности на сжатие, кгс/см 2 |
| Шихта «Озера» | - | 15 | 32,2 | 2900 | 144,3 |
| Шихта «Озера» | С-3+Agocel S-2000 | 16,5 | 34,8 | 2000 | 97,1 |
| Шихта «Озера» | «Литопласт М» + Agocel S-2000 | 15,5 | 32,5 | 2400 | 116,0 |
| Шихта «Озера» | С-3+Rutocel 400 | 14,0 | 31,2 | 2800 | 137,3 |
| Шихта «Озера» | «Литопласт М» + Rutocel 400 | 13,5 | 31,0 | 3400 | 167,5 |
| Краснодарская глина | - | 16,0 | 35,0 | 1900 | 81,9 |
| Краснодарская глина | С-3+Agocel S-2000 | 16,0 | 34,0 | 1800 | 78,3 |
| Краснодарская глина | «Литопласт М» + Agocel S-2000 | 16,0 | 34,2 | 1800 | 77,6 |
| Краснодарская глина | С-3+Rutocel 400 | 14,5 | 32,6 | 2800 | 120,2 |
| Краснодарская глина | «Литопласт М» + Rutocel 400 | 15,0 | 33,1 | 2000 | 81,5 |
Комплексная модифицирующая добавка для производства строительных керамических изделий из малопластичных глин, содержащая смесь из органического пластификатора глинистого сырья и водоудерживающей целлюлозосодержащей добавки при соотношении 1:(0,05±0,01) соответственно, при этом смесь содержит пластификатор из группы полиметиленнафталинсульфонатов.
Модификаторы И Пластификаторы Для Лего Кирпича

Модификаторы и пластификаторы для лего кирпича, в чем разница и на что направлен каждый? Для улучшения технологических свойств и получения более качественных бетонных смесей на цементном вяжущем, удобных для дальнейшей работы, применяют специальные добавки искусственно созданные или природные. Направлены на изменение физико-химических свойств смеси в лучшую стороны. В один и тот же состав смеси для лего кирпича можно вводить несколько пластификаторов и модификаторов. При правильном сочетании, каждая обладает основным действием, а также имеет несколько дополнительных. Дополнительные свойства добавок могут иметь положительное и отрицательное воздействие на свойства итоговой смеси.
Доступные добавки, которые без труда можно найти на рынке и использовать для гиперпрессования, разделяют на две группы:
- Пластификаторы - пластифицирующие добавки увеличивающие подвижность, эластичность, вязкость бетона. Призваны сохранять длительную подвижность бетонной смеси. Они за счет снижения водоцементного отношения (в/ц) уменьшают расход цемента, увеличивают прочность и плотность бетона. Согласно ГОСТ выделяют 4 группы пластификаторов — от слабопластифицирующих добавок до суперпластификаторов.;
- Модификаторы - модифицирующие добавки, позволяют создавать высокомарочные смеси класса В80 (что соответствует марке М1000). Такой искусственный камень без проблем будет работать при низких температурах и в агрессивных средах, у него увеличена морозостойкость и долговечность.
Применение пластификаторов для лего кирпича направлено на снижение водопроницаемости стен, предотвращение появления высолов, повышение адгезии в кирпичной кладке.
Пластификаторы для гиперпрессованного кирпича регулирует такие свойства как начальная прочность кирпича-сырца, скорость твердения и пр. Важным свойством некоторых добавок является внутренний разогрев изделий, что дает возможность полностью отказаться от использования камеры тепловлажностной обработки (пропарки).
В результате применения пластификаторов и модификаторов изделия быстрее набирают прочность и сокращается общее время производственного цикла, что положительно влияет на экономические показатели. Кроме использования пластификаторов в производстве лего-кирпича, свойства добавок востребованы при изготовлении тротуарной плитки, бетонных блоков и т.д. Компоненты и технологии с использованием добавок с успехом используются в производстве облицовочного гиперпрессованного кирпича Литос, Фагот.
Влияние модификатора стирол-акриловой дисперсии на свойства лего кирпича
Одним из ведущих направлений в области получения цементных композиционных материалов является применение полимерных редиспергируемых модификаторов. Результатом их действия во многих случаях является снижение величины капиллярного водопоглощения гиперпрессованного лего кирпича из-за снижения общей капиллярной пористости, а кольматация крупных пор полимерной смолы приводит к снижению водопроницаемости. При введении редиспергируемых сополимерных порошков в составы растворных смесей наблюдается также уменьшение паропроницаемости затвердевших растворных смесей, особенно заметное для систем с относительно высоким значением П/Ц. Редиспергируемые порошки производятся методом распылительной сушки водных синтетических дисперсий на базе сополимеров винилацетата, этилена, акрилатов и версататов. Они содержат антикоагулянты и средства против слеживания.
Самым распространенным продуктом на отечественном рынке выступают стирол-акриловые дисперсии, получаемые в процессе сополимеризации эфиров акриловой кислоты со стиролом. Данный материал образует покрытия с частицами малых размеров (0,05-0,15 мкм), характеризующиеся высокой стойкостью к атмосферным воздействиям, эластичностью, паропроницаемостью, и высокой адгезией. Благодаря своим положительным свойствам стирол-акриловые дисперсии широко применяются в составах сухих штукатурок.

Рис. 1. Модификатор стирол-акриловый сополимер смеси

Рис. 2. Уровни варьирования переменных факторов
Модификатором стирол-акриловая дисперсия сначала обрабатывались отсевы дробления карбонатных пород для производства лего кирпича. Формовочная смесь составлялась из раздельно затворенного цемента и отсевов дробления карбонатных пород, модифицированных стирол-акриловой дисперсией. Влажность формовочной смеси составляла 13 %. Формовка образцов-цилиндров диаметром 50 мм и высотой 50 мм выполнялась при давлении 15 МПа. Прессованные образцы подвергались тепловлажностной обработке в течение 12 часов при температуре 40 °С, после чего они хранились в воздушно-сухих условиях при 20±2°С. В возрасте 28 суток контролировались их прочность. На основании проведенных исследований построена регрессионная модель при уровне значимости 0,05 адекватно отражающая зависимость прочности при сжатии прессованного каменного материала Ŷ(МПа) от содержания цемента и концентрации акриловой дисперсии:
На рисунке 3 представлен геометрический образ модели .

Рис. 3. Диаграмма предела прочности при сжатии, МПа гиперпрессованного искусственного каменного материала с добавкой стирол-акриловой дисперсии в координатах: Х1 – содержание цемента, % от массы твердых компонентов (Т) / Х2 – содержание стирол-акриловой дисперсии, % от массы твердых компонентов (Т)
Анализ модели позволил выявить область составов, для которых введение стирол-акриловой дисперсии способствует приросту прочности композиционного материала при сжатии. При расходе цемента 10 % увеличение содержания стирол-акриловой дисперсии от 0 до 2,34 % позволило повысить прочность с 7,8 до 12, 7 МПа, то есть практически на 60%. Прочность образцов при изгибе, в присутствии добавки, возросла на 11-16%.
При более высоких расходах цемента присутствие стирол-акриловой дисперсии приводит к снижению прочности цементных материалов.
Исследования показали, что модификация отсевов для производства лего кирпича стирол-акриловой дисперсией не повышает водостойкости прессованного искусственного камня.
Станок для кирпича
Станки для производства кирпича - это оборудование для выпуска строительных материалов по технологии гиперпрессования полусухой смеси, состоящей из инертного материала мелкой фракции, вяжущего и пигментных красителей. Мы производим гидравлические прессы с усилием до 300 тонн на одно изделие. Нижняя граница диапазона усилий наших прессов соответствует 50 тоннам, именно такое давление необходимо для производства продукции хорошего качества.
Для организации производства кирпича как перспективного бизнеса, в настоящий момент вам не потребуется обязательно приобретать дорогостоящие технологические комплексы состоящие из сушилок сырья, вагонеток для перемещения, печей для обжига и прочих составляющих. Главное, из необходимого это надежный и производительный станок для кирпича.
Но очень часто предлагаемые на рынке кирпичные станки с усилием формования до 50 тонн на одно изделие не способны гарантировать высокое качество изделий. Если вы решили купить станок для производства кирпича, то для прочного закрепления на рынке своего региона выбирайте автоматизированные прессы с высоким давлением.
Кирпич своими руками дома или на даче. Пошаговая технология
Из нашей статьи вы узнаете, как организовать домашний цех, какое оборудование необходимо и какие материалы использовать в производстве. Также вы познакомитесь с технологическими хитростями, которые сделают домашний кирпич не хуже заводского.
Содержание
- Что нужно для организации домашнего цеха:
- Оборудование и инвентарь
- Формы
- Расходный материал
- О пластификаторе
- Технология производства:
- Площадка и формы
- Замес
- Укладка
- Расформовка и складирование
- Выгода от домашнего цеха: экономия в цифрах
Как сэкономить на строительных материалах или снизить себестоимость их производства? Что выгоднее: купить материал или произвести его самостоятельно? Эти вопросы актуальны всегда, а особенно во времена кризиса. Но если о самостоятельном производстве стекла, металлопрофиля или гипсокартона речь не идет, то строительный блок или керамзитовый кирпич можно успешно производить своими руками на приусадебном участке или на даче.
Самостоятельное производство позволит сэкономить до 30% средств, затраченных на покупку блока и контролировать качество выпускаемой продукции.
Многие возразят, что кустарное производство не может конкурировать с заводским качеством, но с этим убеждением можно поспорить. Сейчас на рынке существует множество цехов, которые презентуют свою продукцию как соответствующую строительным нормативам и имеющие допустимую марку.
Если взять по одному образцу от десяти разных производителей и отдать их на исследования в строительную лабораторию, то шесть из них покажут результат ниже марки 30, а это предельно минимальный показатель для строительного блока.Для снижения себестоимости изделий некоторые производители идут на меры экономии, которые часто имеют преступный характер. Многие бизнесмены нарушают технологию производства в угоду прибыли, что делает их изделии опасными. По этой причине, для небольших объемов строительства рекомендуется организовать домашний цех.
Преимущество домашнего производства:
экономит до 30% денежных средств;
не требует дорогостоящего оборудования;
не требует специальных навыков;
можно не нанимать штат сотрудников;
работа в свободном графике;
приносит дополнительный заработок.
Что нужно для организации домашнего цеха
Для организации производства необходимо соблюсти три обязательных условия.
Ровная бетонированная поверхность площадью 20 м2, накрытая навесом или тентом.
Бетоносмеситель (обычная груша).
Вибратор глубинный малого размера.
Оборудование и инвентарь
Не стоит думать, что все это дорогостоящее оборудование. На вторичном рынке все это продается по низким ценам. К примеру, бывшую в употреблении бетономешалку объемом 180 литров можно найти за 5000 рублей. Новый глубинный вибратор можно приобрести по стоимости от 2000 до 5000 рублей. Бетонную площадку можно также изготовить собственными силами, затратив на это 7000-10000 рублей.

Также понадобятся вспомогательный инструмент: лопаты штыковая и совковая, кельма, ведра, емкость пластиковая, ножовка, молоток, набор ключей и отверток, садовая тележка. Еще одной статьей расходов станет целлофановая пленка, которая понадобиться при сушке готовых изделий. Большинство из перечисленного инвентаря имеется почти в каждом доме и покупку этих вещей можно не вносить в общую смету.

Формы
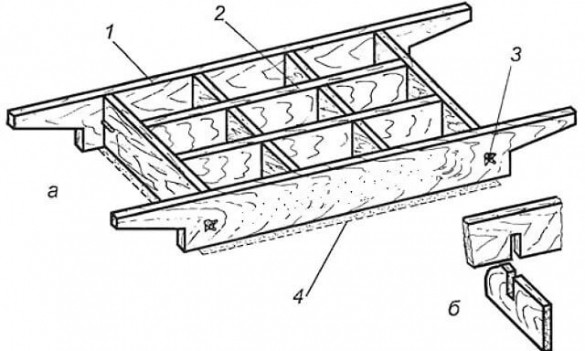
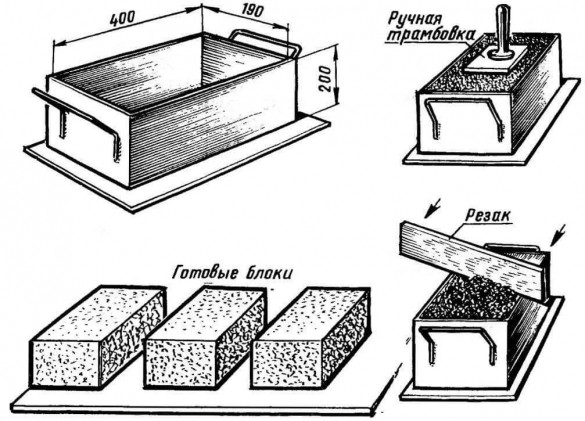
Для производства блока понадобятся формы и их можно изготовить из фанеры, металла, древесины. Размер блока составляет 200х200х400 мм. Оптимальной и недорогой по стоимости будет опалубка из доски. Для этого подойдет доска с высотой стенки 200 мм и толщиной не менее 25 мм. Доски следует пропитать горячим отработанным машинным маслом. Это придаст им защиту от влаги и продлит срок службы. Из подготовленной доски необходимо скрутить при помощи саморезов ячейки, которые по внутреннему объему должны соответствовать размеру блока. Лучший вариант деревянной опалубки – это продольные секции из 4-х ячеек.
Фанерные опалубки – это вариант более дорогостоящий, но влагостойкая фанера имеет свои преимущества. Если изготовить формы из фанеры, то геометрия изделия будет ровной, а поверхность гладкой. С применением фанерных форм можно делать цветной облицовочный блок. Такой блок подойдет для постройки дома, гаража, бани, забора, хозяйственных построек. Его преимущество в том, что цветной блок выглядит презентабельно и не требует дополнительной облицовки.

Формы из металла самые дорогостоящие, но и самые практичные. Они отличаются длительным сроком службы и повышенной функциональностью. Металлические опалубки можно сделать разборными, что значительно ускорит производственный процесс и облегчит их транспортировку и хранение. В металлических формах не гасится вибрация, что позволяет смеси лучше и быстрее вывести воздух.

Расходный материал
В качестве расходных материалов понадобиться: цемент марки М 400 или М 500, песок строительный, наполнитель, пластификатор С3. С покупкой пластификатора проблем не возникает. Его реализуют в местах продажи цемента или там, где продается материал для изготовления тротуарной плитки. Отдельно стоит рассмотреть наполнитель, или как его еще можно назвать: основная составляющая блока.
В разных регионах существует различные виды наполнителей, использующихся в производстве бетонных изделии. В регионах, где имеется глина, распространен керамзит. В тех местах, где используется много угля, в большом количестве присутствует шлак. Также, на всей территории страны можно без проблем купить щебень или отсев. В некоторых случаях для производства бетонных изделий используется бой кирпича и бетонная крошка.

Выбирать наполнитель следует по целевому применению кирпича. Если стоит цель сделать постройку теплой, то отлично подойдет шлак. Но такой блок подойдет только для одноэтажных строений с легкой кровлей, так как шлак материал легкий, имеет воздушные поры и не может нести большую нагрузку. Если же выбирать в качестве наполнителя керамзит, то следует покупать только конструкционный, мелкофракционный керамзит. Он способен нести нагрузку и из него можно строить здания до трех этажей.

В тех случаях, когда здание имеет высотность до пяти этажей и будет оборудовано бетонными перекрытиями, необходимо производить блок с использованием щебня. Для этих целей подойдет щебень фракции 5 – 10, или 10 – 20 мм. Такое изделие будет значительно тяжелее, чем блок из керамзита или шлака, но стоит учитывать, что на него будет воздействовать большая нагрузка.
О пластификаторе
Пластификатор – это одно из лучших изобретений, которое позволило производить высококачественный бетон в домашних условиях. С применением этой добавки бетон смог избежать пропаривания. Также с применением пластификатора можно исключить прессование, так как в подвижной смеси воздух удаляется намного эффективнее.
повышение подвижности бетонного раствора;
снижение количества воды в растворе;
уменьшение пористости бетона;
сокращения срока формовки изделия в три раза;
быстрый набор прочности;
усиление характеристик готового бетона (морозостойкости, прочности, влагостойкости);
легкость укладки смеси в формы.
Стоимость пластификатора - 50 рублей за килограмм, но его доля в одном изделии минимальна. Пластификатор растворяют в воде затворения в соотношении 1:100. То есть, на 100 литров воды требуется засыпать всего 1 килограмм сухого порошка. Если сделать перерасчет на один готовый блок, то затраты по пластификатору составят 30 копеек на единицу изделия.

Технология производства
Любое производство нужно начинать с покупки материала. Обязательные компоненты – это цемент, песок, пластификатор, наполнитель. Все это следует заказать, доставить на свой участок и поместить в непосредственной близости от производственной площадки. Цемент и пластификатор должны храниться в сухом месте. Для этого подойдет гараж или сарай. Сыпучие материалы необходимо закрывать от воздействия осадков толстой пленкой.
Шаг 1. Площадка и формы
В первую очередь нужно подготовить рабочую зону. Для этого необходимо подвести электричество к бетономешалке, приготовить удлинитель для глубинного вибратора. Также, нужно приготовить воду затворения в необходимом количестве. Для одного рабочего дня достаточно будет 200 литров воды, разбавленной пластификатором.
Также следует собрать опалубки и смазать их стенки отработанным машинным маслом. Это необходимо для того, что бы избежать прилипания цементной смеси к стенкам. Опалубки следует расположить на бетонной площадке с таким расчетом, чтобы между ними было удобно проходить. Необходимый инвентарь должен находиться под руками.
Шаг 2. Замес
Замес делается следующим образом. Сначала в бетоносмеситель помещается цемент, песок и наполнитель. Соотношение смеси должно быть таковым: 1 часть цемента, 2 части строительного песка, 4 части наполнителя (керамзита, щебня или шлака). Все компоненты нужно засыпать в бетономешалку и на сухую перемешать в течение пяти минут.
После того, как смесь перемешалась, нужно ввести воду затворения. Количество воды нужно определять на глаз, но стоит знать одну пропорцию. Вода рассчитывается по количеству используемого цемента. Для ее расчета существует специальный коэффициент, по которому определяется объем воды. Для изготовления бетонного блока методом вибролитья коэффициент составляет 0.4. То есть, если на один замес с пропорцией 1:6 уходит 50 кг цемента, то вес цемента умножается на 0.4 и получается количество необходимой воды в литрах. 50х0.4=20 литров воды затворения. Воду необходимо вводить небольшими порциями до достижения нужной концентрации. Смесь нужно перемешивать в течение 15 - 20 минут.
Следует учесть особенности влажности в каждом регионе. Если наполнитель влажный, то количество воды нужно уменьшить, а если сухой, то увеличить. Раствор должен напоминать густую сметану, а не растекаться. Нужно знать, что высокое количество влаги в растворе портит бетон. Лишняя вода оставляет поры в бетоне, что делает его ломким.
Шаг 3. Укладка
Когда смесь готова, то надо приступать к заливке. Готовую смесь нужно при помощи ведра и мастерка заложить в формы. Из замеса необходимо оставить ведро раствора, которое уйдет на доливку в формы после работы вибратора.
Когда смесь разложена в формы, следует приступать к ее укладке. Это делается при помощи глубинного вибратора. Рабочая часть вибратора помещается в форму наполненную смесью. При укладке смеси нужно пройти по всем углам формы. Это необходимо для исключения воздушных пор. При усадке смеси, которую даст вибрация, следует доложить раствор до нужного уровня. Что бы блок получился одинакового размера, форма должна быть заполнена до самого верха.
После того, как формовка произведена, необходимо накрыть формы целлофановой пленкой. Это не менее важный этап в изготовлении бетонных изделий, чем сама заливка или подготовка компонентов. Бетон должен зреть, а не сохнуть. Нельзя допускать вызревание изделий на отрытом солнце при воздействии ветра. Бетон в процессе вызревания выделяет тепло, которое необходимо сохранить. Под пленкой бетон пройдет процедуру, напоминающую пропарку. В таком состоянии кирпич должен находиться сутки.
Шаг 4. Расформовка и складирование
Через сутки блок можно доставать из форм. Если применяются фанерные или деревянные формы, то их следует аккуратно разобрать. Это не позволит краям изделия отколоться. Не стоит вытряхивать изделия из форм. При применении металлических форм можно извлекать изделия надавливанием сверху. Если в металлической форме соблюдена правильная геометрия, то изделие выйдет легко.

Готовый кирпич необходимо сложить рядами на поддон и снова накрыть пленкой. Как один из лучших вариантов складирования - это применение стрейч пленки, которой обматывается кирпич на поддоне. Она не только сохранит полезную влагу, но и не позволит упасть содержимому во время транспортировки. Использовать блок для строительства можно уже на пятые сутки после изготовления.

Выгода от домашнего цеха
Такие мероприятия задумываются только для экономической выгоды и ее нетрудно посчитать. Это можно сделать очень простым способом. Средний вес блока – 20 кг. Если перевести весь используемый материал в тонны, то получиться, что на условный цикл производства затрачено 1 тонна цемента, 2 тонны песка, 4 тонны наполнителя. Пластификатора на это количество продукции уйдет 6 кг, что выйдет на сумму 300 рублей. В качестве примера приведен блок строительный из щебня.
Стоимость расходного материала:
цемент 1 тонна – 5000 руб.
песок 2 тонны – 800 руб.
щебень 4 тонны – 2400 руб.
пластификатор 6 кг. – 300 руб.
Итоговая сумма затрат – 8500 рублей.
Из этого количества получиться 6 тонн готовой продукции или 300 блоков. Сумму затрат 8500 нужно разделить на 300 блоков, что даст сырьевую себестоимость единицы товара. Таким образом, сырьевая себестоимость блока составила 28,3 рублей. 1,7 рубля стоит заложить на энергозатраты.

Экономия в цифрах
Средняя розничная стоимость такого блока составляет 40 рублей. Экономия от домашнего производства очевидна и при необходимости постройки дома, на который уйдет 8000 блоков, можно сэкономить 80000 рублей. Но к дому всегда нужен гараж, баня, хозяйственные постройки и купленное оборудование не будет простаивать без дела. Можно сделать вывод, что кирпич своими руками – дело выгодное, которое помимо пользы собственному хозяйству принесет прибыль от продаж.
Также, стоит учитывать, что в целях экономии можно регулировать качество продукции и не допускать перерасход дорогостоящего материала. К примеру, на двухэтажный дом требуется 10000 строительных блоков. Первый этаж будет нести большую нагрузку и его лучше выложить из блока высокой марки выполненного из конструкционного керамзита (керамзитового гравия) или щебня. Оптимальным вариантом для второго этажа станет блок из более дешевого теплового керамзита (керамзитного щебня).
Лучшим вариантом для перегородок и внутренних стен станет щебень. Такие стены обладают повышенной шумоизоляцией и хорошо держат анкера для подвеса мебели, бытовой техники, электроники. Комбинированное применение различных видов наполнителя для возведения одного объекта позволит улучшить качество постройки и сэкономить до 30000 рублей на каждые 10000 блоков.
Особенности применения пластифицирующих добавок в бетонах и кладочных растворах
Любое современное строительство не обходится без использования специальных добавок для бетонных смесей и цементных кладочных растворов. Добавки необходимы, чтобы модифицировать бетон и растворы с целью придания им определённых свойств, упрощающих работу и повышающих качество строительства. При этом допускается ряд ошибок, которые могут привести к отрицательным результатам. В частности, применение избыточного количества воды, с целью повышения удобоукладываемости смеси, и использовании в качестве добавок бытовых моющих веществ.
В этой части учебного курса мы расскажем о том, как использование специальных пластифицирующих добавок позволяет получить пластичную смесь и одновременно избежать падения прочности бетона.
- Почему нельзя модифицировать бетон избыточным количеством воды.
- Для чего нужны пластификаторы.
- Как добавки меняют свойства бетона и кладочных растворов.
- Какие добавки нужно использовать при проведении монолитных и кладочных работах.
- Как добавки позволяют избежать появления высолов на облицовочном кирпиче.
Почему избыток воды приводит к снижению прочности бетона
Бетон — это составной материал, состоящий из цемента, щебня, песка и воды. Цемент — главный компонент бетона, т.к. при затворении смеси водой происходит реакция гидратации. Т.е. образуется т.н. цементный клей, который связывает все остальные наполнители друг с другом. После затвердения получается прочный искусственный материал — цементный камень.

Вода является самым дешевым компонентом в бетонной смеси и одновременно пластифицирующим элементом. Этим часто пользуются нерадивые или неопытные строители, добавляя в смесь избыточное количество воды, т.к. чем больше воды, тем подвижнее, а значит более удобоукладываемой получается бетон.
Подобный подход приводит к отрицательным результатам. Важно: чем больше воды в бетоне, тем менее прочным он становится, т.е. падает его марочность. Также уменьшаются его долговечность, морозостойкость и водонепроницаемость. Добавление лишней воды приводит к расслоению бетонной смеси, сильной усадке и повышенному трещинообразованию конструкции.


Параметры бетона характеризуются классом и марками: В (класс бетона на сжатие), F (марка по морозостойкости), W (марка по водонепроницаемости и П (подвижность смеси П1-П5). Чем выше марка по подвижности, тем более подвижная (жидкая) бетонная смесь. С подвижной смесью удобно работать строителям, например, укладывая бетон в густоармированную конструкцию. Но для твердения бетона необходимо определенное количество воды, а чем больше будет «лишней» воды, тем больше останется пор, следовательно, уменьшится прочность бетона. Поэтому каждый состав бетонной смеси необходимо грамотно рассчитать. Причём в разных конструкциях, в зависимости от их назначения, требуется определённая прочность бетона.

Для чего необходимо использовать пластификаторы
В погоне за пластичностью, как уже говорилось выше, строители часто льют в бетон дополнительную воду, которая в дальнейшем приводит к снижению прочности, например, фундамента. На первый взгляд кажется, что, чтобы этого избежать, надо уменьшить количество воды, т.к. для протекания реакции гидратации её не требуется много.
Но, недостаточная пластичность, т.н. «жесткой смеси», в свою очередь также может привести к пустотам, так как бетонная смесь просто не сможет проникнуть через густое армирование в конструкции. Поэтому необходимо использовать добавку для водоредуцирования, т.е. снижения количества воды затворения при увеличении подвижности бетонной смеси.

В зависимости от назначения добавки, в качестве пластифицирующих компонентов, производители используют различные химические соединения. Добавки классифицируются, на: пластифицирующие, замедляющие и ускоряющие схватывание (твердение), противоморозные, позволяющие производить работы в зимнее время, и др.


Кроме того, бетонная смесь с пластификатором не прилипает к стенкам бетономешалок, легче подается бетононасосом, также продлевается время доставки раствора с помощью миксера от бетонного узла до объекта строительства.
Особенности использования добавок при кладочных работах
При проведении строительных работ важно разделять добавки, в зависимости от конструкций, где они должны использоваться. Например, при монолитных работах, заливке фундамента, перекрытий, несущих колонн важно добиться проектной конструктивной прочности. В то время как кладочному раствору избыточная прочность не нужна.
Существует большое количество разных пластификаторов. Нельзя бездумно использовать одни и те же добавки для кладочных и для бетонных работ, т.к. они отличаются друг от друга по химическому составу. Также добавки отличаются «мощностью» действия, влиянием на жизнеспособность раствора и смеси. Схожесть всех пластификаторов в том, что они уменьшают количество воды затворения, но, к бетону для фундамента и к кладочной смеси, предъявляются совершенно разные требования. Если пренебречь этим правилом, можно получить отрицательный результат, который приведет к большим проблемам.
При кладочных работах каменщику нужно, чтобы с раствором было удобно работать. Раствор должен быть легким, воздушным, как говорят «тянуться за мастерком».

Для этого используются добавки, которые обеспечивают не только пластичность, но и повышенную воздухововлекаемость. Это приводит к снижению прочности раствора, которая не нужна строителям при кладке лицевого кирпича.

Специальные добавки для кладки увеличивают выход объёма готового раствора. Например, без добавки можно, из равного объёма компонентов, получить 200 литров раствора, а с добавкой уже 230-240 л.
Важно: Если использовать добавку для кладочного раствора при бетонировании фундамента, где важна плотность бетона, то это может привести к существенному снижению прочности конструкции. Т.е. вместо запланированного М350 можно получить бетон М100-М50. В итоге: фундамент не сможет выдерживать и перераспределять нагрузку на грунт вес от вышележащих конструкций и его придётся демонтировать.
И наоборот, не следует применять добавки для бетонирования при проведении кладочных работ, т.к. они не обеспечат лёгкости, воздушности смеси и долгого времени жизни раствора, что важно для каменщиков.

Использование добавок для минимизации высолообразования на кирпичной кладке
Итак, модифицирующие добавки повышают качество раствора, его удобоукладываемость, прочность, морозостойкость и т.д. Кроме это использование пластификаторов для кладочных растворов позволяют уменьшить вероятность образования высолов на лицевых кирпичных стенах.

Высолы появляются из-за того, что через кладочный раствор начинает мигрировать влага, вынося с собой на лицевую сторону кирпича соли и другие легкорастворимые соединения. Т.к. добавка блокирует капилляры (снижается проницаемость раствора), то через них влага уже не может так легко вынести растворимые соединения. Помимо этого, сокращается количество воды для приготовления раствора, а это также уменьшает вероятность высолообразования.
Большая часть каменщиков обычно, всегда, при кладочных работах, использует средства для модифицирования раствора. Часто для этих целей применяются бытовых моющие средства — жидкое мыло, порошок и т.д. Мотивируется это тем, что и профессиональные добавки и «народные» средства содержат ПАВ (поверхностно-активные вещества), влияющие на вовлечение воздуха в смесь.
Важно: бытовые моющие средства, модифицирующие смесь, обеспечивают только похожий визуальный эффект, как и при применении специальных пластификаторов. Но в добавках для кладочных растворов есть разные ПАВ, которые, например, вовлекают в смесь воздух для крупных воздушных пор. Другие поверхностно-активные вещества не просто вовлекают воздух, а разбивают его на микропоры. Получается система замкнутых микропор, что обеспечивает повышение морозостойкости смеси и т.д.
Использование профессиональных добавок, от хорошо зарекомендовавшего себя производителя, позволяют гарантировать качество бетонных смесей и кладочных растворов.В стоимости всего каменного фасада, цена на профессиональные добавки невелика, поэтому нет смысла рисковать дорогим лицевым кирпичом и использовать для кладки бытовые моющие вещества. Т.к. это может привести к непредсказуемым конечным результатам в долгосрочной перспективе.
Технология производства лего кирпича

Производство лего кирпича (так называется новый строительный материал) увеличивается с каждым годом. Этому виду стройматериала для стен не требуется обжиг, а это значит, что производство его можно запустить в домашних условиях, закупив необходимое оборудование и технологию. По мнению экспертов строительного рынка, лего кирпич уверенно расширяет свою нишу, привлекая все новых почитателей.
Почему именно лего?
Название материала для стен пошло от популярного детского конструктора. Кирпич, или блок, хотя и большего размера, внешне очень похож на детали конструктора от фирмы Lego.
При изготовлении данного материала используется гиперпрессование готовой смеси, состоящей из отсева известняковых пород, портландцемента и воды. Основной состав лего кирпича бывает 2 видов: цементно-глиняный и цементно-глиняно-песочный.
Изделия, изготовленные по этой технологии, имеют специальные пазы становления, что ускоряет возведение стен зданий или заборов.
На строительном рынке кирпич лего классифицируется по разным параметрам. По размеру технологических отверстий:
- пустотелая модель (отверстия занимают 25% и больше ее площади);
- полнотелая модель (она имеет площадь отверстий меньше 25%).
По типу замкового соединения:
По внешнему виду:
- гладкая лицевая сторона;
- фактурная.
Классификация по типу соединения кирпичей в кладке:
- T&G (паз и гребень);
- P&D (выступ и углубление);
- топологический замок.
Больше всего производится лего изделий с замками первых двух позиций. При изготовлении кирпича лего, задействованного в высотном домостроительстве, используют пескоцементный состав в пропорции 1:10.
Производственный процесс и состав смеси
В производственном процессе используется следующая технология изготовления:
- дробление и просеивание компонентов смеси;
- дозировка и смешивание компонентов, входящих в состав раствора;
- формовка;
- прессование под высоким давлением.
Предприятия по производству кирпича лего используют для его изготовления следующие составы.
Смесь на основе известняков считается самой качественной, изделия из них используют для возведения несущих стен.
В состав смеси для лего кирпича входят еще и такие материалы:
- пигменты;
- пластификаторы.
Пигменты используются для придания изделиям разных цветовых оттенков, что улучшает их внешний вид. Для изготовления лего кирпича, применяемого в строительстве зданий с повышенными требованиями к влагопроницаемости, добавляют пластификаторы.
Преимущества и недостатки материала
К преимуществам материала относят:
- производство кирпича без обжига;
- увеличение производительности при кладке стен;
- красивый внешний вид;
- точность и простота кладки;
- меньший вес изделий, что уменьшает нагрузку на каменщика;
- возможность использовать сквозные отверстия в блоках для коммуникаций;
- высокая морозоустойчивость, материал хорошо переносит 30 циклов замерзания;
- хорошая износостойкость, отсутствие трещин и сколов, что уменьшает процент отходов;
- экологичность;
- огнестойкость;
- высокая влагоустойчивость;
- использование специального клея при кладке стен, что значительно дешевле, чем цементно-песочный раствор;
- разнообразие оттенков и фактур;
- идеально ровная поверхность материала является основой таких же ровных стен;
- экономия средств за счет использования клея в качестве связующего.

При столь внушительном перечне преимуществ и для кирпича лего характерны недостатки. Можно выделить такие :
- относительно низкий коэффициент теплосбережения;
- применение дорогостоящих матриц из качественной стали;
- высокая сорбционная влажность материала.
Чтобы получить качественные лего кирпичи, состав смеси следует формировать по давлению имеющегося на производстве пресса. Для мягких известняковых пород минимальное давление должно быть не меньше 170 кг/см².
Производственное оборудование

- Станок для изготовления кирпича лего своими руками. Производительность 1000 шт. за смену. Они бывают ручные и с электрическим приводом.
- Станки для индивидуального производства средней категории. Выпускают 2000 кирпичей лего в смену.
- Мини-заводы и станки для промышленного производства с производительностью 750 штук в час.
Технология изготовления материала
Для ведения технологического процесса производства стенового материала, кроме станков используют еще такое оборудование:
- дробилки и просеивающие сита, связанные в один общий узел;
- отделение приготовления рабочей смеси, состоящее из бункеров для замешивания всех тех ингредиентов, из чего делают лего изделия;
- разного назначения транспортеры и транспортерные ленты;
- поддоны и электрокары для упаковки и перевозки готовых изделий.
В процессе производства используются лопаты, емкости разного назначения, щетки, пропиленовые ленты и специальные зажимы для упаковки готового материала.
Каждый вид блоков изготавливается с помощью отдельной матрицы. Материалом для нее служит высококачественная сталь марки 40 ХН. Это связано с тем, что матрица вместе со своим содержимым подвергается воздействию высокого давления. Она, как и смесь, проходит минимум 500000 рабочих циклов. Некачественный материал от таких нагрузок быстро выходит из строя.
Читайте также: