
Контроль качества силикатного кирпича
Обновлено: 15.05.2024
Производство силикатного кирпича
Проектирование силикатного кирпича, предъявляемые к нему требования. Особенности выбора технологической схемы производства, режима работы и производственной программы цеха, рекомендации по их усовершенствованию. Контроль производства и качества изделий.
| Рубрика | Строительство и архитектура |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 18.11.2009 |
| Размер файла | 81,6 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
1. Исходные данные для проектирования 6
1.1 Характеристика изделия и требования, предъявляемые к нему 6
1.2 Режим работы и производственная программа цеха 7
1.3 Характеристика сырьевых материалов 8
1.4 Расчет потребности сырьевых материалов 10
2. Технологическая часть 13
2.1 Обоснование выбора технологической схемы производства 13
2.2 Описание технологической схемы 13
2.3 Расчет потребного количества основного оборудования 22
3. Контроль производства и качества изделий 28
Список литературы 33
Производство силикатного кирпича характеризуется относительно простым технологическим процессом, высоким уровнем механизации и частичной автоматизацией, комплектностью оборудования, возможностью использования различных сырьевых материалов и отходов промышленности. Длительность производственного цикла в 5-10 раз меньше, а удельные капитальные вложения, расход топливно-энергетических ресурсов, затраты на производство единицы продукции в 1,5-2 раза ниже по сравнению с аналогичными показателями работы по изготовлению керамического кирпича.
Усовершенствование производства силикатного кирпича основано на достижениях отечественных ученых, которые проводят научно-исследовательские работы по выявлению сущности и закономерности физико-химических процессов по улучшению технологии и повышению качества силикатного кирпича.
Большинство строительных материалов имеет больший объем и среднюю плотность. Что вызывает значительные расходы на их перевозку от завода или карьера, где их изготовляют или добывают, на строительную площадку. Выпуск строительных материалов, в частности силикатного кирпича, должен увеличиваться главным образом путем дальнейшего совершенствования производства на действующих заводах, перевооружения заводов новым, современным оборудованием, внедрения комплексной механизации и автоматизации производственных процессов, повышения производительности труда, использования резервов.
Заводы силикатного кирпича - это высокомеханизированные предприятия. Повышение эффективности работы силикатных заводов обеспечивается на базе широкого использования достижений науки и техники и достигается путем сокращения производственного цикла, снижения трудовых затрат, существенного улучшения качества выпускаемой продукции и широкого передового опыта.
1. Исходные данные для проектирования
1.1 Характеристика изделия и требования, предъявляемые к нему
Техническая характеристика кирпича
Средняя плотность, кг/м
Полнотелый силикатный кирпич
Требования к техническим свойствам силикатного кирпича меняются в зависимости от области его применения, обычно определяемой строительными нормами, неодинаковыми в разных странах. Прочность при сжатии и изгибе. В зависимости от предела прочности на сжатие силикатный кирпич подразделяют на марки 75, 100, 125, 150 и 200. Марка кирпича определяется его средним пределом прочности при сжатии, который составляет обычно 7,5 - 35 МПа. В стандартах ряда стран (Россия, Канада, США), наряду с этим, также регламентируют предел прочности кирпича при изгибе. Пустотелые камни средней плотностью 1000 и 1200 кг/м3 могут иметь марки 50 и 25. В большинстве стандартов предусмотрено определение прочности кирпича в воздушно-сухом состоянии и лишь в английском стандарте - в водонасыщенном. В стандартах приведены средняя прочность кирпича данной марки и минимальные значения предела прочности отдельных кирпичей пробы, составляющие 75 - 80% среднего значения.
1.2 Режим работы и производственная программа цеха
Режим работы предприятия определяет расчет потолков и количества сырья, расчет технологического оборудования, списочный состав рабочих. Он характеризуется числом рабочих дней в году, количеством рабочих смен в сутки, продолжительностью смены и коэффициентом использования оборудования. В соответствии с современными требованиями перестройки промышленности необходимо назначать такой режим работы, чтобы более полно использовалось производственное оборудование и повысился коэффициент отдачи.
Рекомендуются следующие режимы работы: для предприятий с автоклавной обработкой в году принимается 305 рабочих дней, трехсменная работа, длительность рабочего дня - 8 часов.
Производственная программа завода (табл. 1.2.) разрабатывается с учетом производственных мощностей и возможно более полного их использования. При этом следует учитывать возможный брак, величина которого принимается по существующим нормативам. Для силикатного кирпича потери от брака составляют 3…5%
Производственная программа цеха на производство силикатного кирпича.
Полнотелый силикатный кирпич без учета брака
С учетом брака (3%)
1.3 Характеристика сырьевых материалов
Основными видами сырья для производства силикатного кирпича являются песок, известь и вода. По имеющимся данным более 50% заводов силикатного кирпича располагают известково-обжигательными цехами, сырьем для которых служат карбонатные породы - известняки. Помимо основных видов сырья, многие заводы применяют суглинки, трепелы и другие кремнеземистые породы, золы и шлаки от сжигания углей на ТЭС, металлургические шлаки и др.
К песку предъявляются требования по зерновому составу, содержанию примесей, кварца и др. Качество песка оценивается требованиями по действующим нормативным документам.
Характеристика воздушной извести.
Содержание, % по массе
Активных CaO+MgO, не менее
Активной MgO, не более
Непогасившихся зерен, не более
Время гашения извести от 8 до 25 мин.
Зерновой состав песка.
Остатки на ситах, % с размером отверстий, мм
Зерновой состав песка, приведенный в таблице 1.4., где в числителе частные, в знаменателе полные остатки.
Содержание пылевидных и глинистых частиц, %
Содержание органических примесей, %
Вода, используемая для гашения извести и увлажнения силикатной массы, должна удовлетворять требованиям ГОСТ 23732-79. Нельзя использовать болотные, сточные воды без предварительной очистки. При производстве силикатного кирпича воду применяют на всех стадиях производства: при гашении извести, приготовлении силикатной массы, прессовании и запаривании кирпича-сырца, получении технологического пара. Природная вода никогда не бывает совершенно чистой. Наиболее чистой является дождевая вода, но и она содержит различные примеси, попавшие в нее из воздуха (растворенные газы, пыль, микроорганизмы). Растворенных веществ в такой воде немного и поэтому она называется мягкой. Вода, содержащая большое количество углекислых солей кальция и магния (карбонатных), называется жесткой. Применять жесткую воду в промышленных целях, например для получения технологического пара, без предварительного умягчения ее нельзя, иначе при кипении воды на стенках промышленных котлов образуется накипь, которая выводит их из строя. При снабжении котлов мягкой водой удлиняется срок их службы. Борьба с накипью в паровых котлах осуществляется двумя способами: обработкой воды умягчением до поступления ее в паровые котлы и внутрикотловой обработкой. Воду умягчают двумя способами: термическим и химическим. Термический способ основан на разложении карбонатной жесткости нагреванием воды до 85 - 1100, при этом образуются труднорастворимые выпадающие в осадок карбонат кальция и гидроокись магния. Этот способ обычно применяется в сочетании с химическим методом. Реагентами при этом являются едкий натр и кальцинированная сода. Внутрикотловая обработка заключается в растворении накипи соляной кислотой (5-7% раствором), для чего через паровые котлы прокачивают раствор. Продолжительность промывки зависит от степени загрязнения (но не больше 10-20 час.). По окончании кислотной промывки и после удаления кислоты котлы промывают слабым раствором щелочи. Вода при нагревании превращается в пар; если воду нагревать в закрытом сосуде, например в котлах, то она будет испаряться с поверхности, и пар будет накапливаться в пространстве над поверхностью воды до тех пор, пока между водой и образующимся из нее паром не установится динамическое равновесие, при котором в единицу времени столько же молекул воды испаряется, сколько и переходит обратно в жидкость. Пар, находящийся в равновесии с жидкостью, из которой он образовался, называется насыщенным. В производстве силикатного кирпича для гашения силикатной массы и для запаривания кирпича-сырца применяется насыщенный пар, который производится в котельных.
Расчет потребности сырьевых материалов.
Расчет потребности сырьевых материалов, полуфабрикатов и вспомогательных материалов на 1000 штук.
Исходные данные для расчета состава силикатной смеси:
производственная мощность проектируемого предприятия - 10 млн шт/год, с учетом брака - 10,3 млн шт/год;
масса кирпича - 3,315 кг;
средняя плотность кирпича 1700 кг/м;
влажность готового кирпича - 5%;
влажность песка - 4,8%:
активность извести - 80%;
активность сырьевой смеси - 7%;
влажность сырьевой смеси - 6%.
Определим удельный расход компонентов сырьевой смеси на 1000 штук силикатного кирпича. Сначала определим удельный расход извести Ри на 1000 шт кирпича.
Ри=330 кг (в соответствии с табл. 3.1 в методическом пособии).
1. Найдем удельный расход смеси, кг:
где: Рсм - расход смеси на 1000 шт кирпича, кг;
Асм - заданная активность смеси, %;
Аи - активность используемой извести, %.
2. Определим расход сухого песка на 1000 шт кирпича, кг:
Рп = 3771,5 - 330 = 3441,5 (кг)
Определим расход влажного песка, кг
где W - влажность песка
Насыпная плотность песка 1540 кг/м
Расход влажного песка в пересчете на м:
4. Определим расход воды для получения сырьевой смеси заданной влажности. Количество воды распределяется ориентировочно в смеси следующим образом:
- на гашение извести 2,5%,
- на испарение воды при гашении 3,5%,
- на увлажнение смеси до заданного процента.
Расход воды В, требуемой для увлажнения смеси 55л, следует выбрать из табл. 3.2 в методического пособия, при влажности песка 4,8%, влажности сырьевой смеси 6%.
Общий расход воды будет составлять, л
Вычислим потребность сырьевых и вспомогательных материалов по массе и объему.
Потребность сырья с учетом карьерной влажности и производственных потерь
Расход на 1000 шт
Влажный песок, т
Влажный песок, м
2. Технологическая часть
2.1 Обоснование выбора технологической схемы производства
Отличительной особенностью приготовления сырьевой смеси силосным способом является то, что увлажненная перемешанная смесь извести или вяжущего с песком из смесителя ленточным конвейером подается в силосы или реакторы, где выдерживается в течение времени, установленного лабораторией завода.
2.2 Описание технологической схемы
Подготовка силикатной массы. Дозировка компонентов.
Для получения сырьевой смеси (силикатной массы) требуемого качества необходимо правильно дозировать их. Дозу извести в силикатной массе определяют не по количеству извести в ней, а по содержанию той ее активной части, которая будет участвовать в реакции твердения, т. е. окиси кальция. Поэтому норму извести устанавливают в первую очередь в зависимости от ее активности.
На каждом заводе обычно ее устанавливают опытным путем. Среднее содержание активной извести в силикатной массе равно 6 - 8%. При употреблении свежеобожженной извести без посторонних примесей и недожога количество ее может быть уменьшено; если же в извести содержится большое количество недожженного камня и посторонних примесей, а также, если известь долго хранилась на воздухе, норма ее в смеси должна быть увеличена. Как недостаточное, так и излишнее количество извести в силикатной массе влечет за собой нежелательные последствия: недостаточное содержание извести снижает прочность кирпича, повышенное содержание удорожает себестоимость, но в то же время не оказывает положительного влияния на качество.
Активность извести, поступающей в производство, часто изменяется; поэтому для получения массы с заданной активностью требуется часто изменять в ней количество извести. На БКСМ используется известь активностью 70 - 85%.
Необходимое количество песка отмеривается по объему, а известь по весу при помощи бункерных весов.
Кроме извести и песка, составной частью силикатной массы является вода, необходимая для полного гашения извести. Вода также придает массе пластичность, необходимую для прессования кирпича-сырца, и создает благоприятную среду для протекания химической реакции твердения кирпича при его запаривании.
Количество воды должно точно соответствовать норме. Недостаток воды приводит к неполному гашению извести; избыток воды, хотя и обеспечивает полное гашение, но создает не всегда допустимую влажность силикатной массы.
Влага частично поступает с песком, карьерная влажность которого колеблется в зависимости от климатических условий. Количество воды, необходимое для доведения влажности силикатной массы до нужной величины, практически также можно заранее рассчитать в зависимости от карьерной влажности поступающего в производство песка и составить таблицу для определения расхода воды на единицу продукции (1000 шт. кирпича или 1 м3 силикатной массы).
Чтобы достигнуть правильного соотношения всех составляющих компонентов, применяют специальные дозировочные приспособления. Ввиду того, что приготовление силикатной массы требуемого качества является одной из наиболее важных операций в технологическом процессе производства силикатного кирпича, обязательно регулярно проверять в лабораториями ее свойства.
Определение скорости гашения извести следует производить не менее двух раз в смену; в случае удлинения времени гашения извести необходимо немедленно изменить режим гашения путем удлинения цикла приготовления силикатной массы.
Определение активности извести (содержание СаО+МgО) необходимо проводить также два раза в смену и соответственно с активностью извести изменять дозировку ее для получения нормальной силикатной массы.
Активность и влажность силикатной массы следует проверять через каждые 1-1,5 часа и в случае отклонения получаемых показателей от заданных немедленно изменять дозировку извести и воды.
Приготовление силикатной массы.
Силосный способ приготовления массы имеет значительные экономические преимущества перед барабанным, так как при силосовании массы на гашение извести не расходуется пар. Кроме того, технология силосного способа производства значительно проще технологии барабанного способа.
Подготовленные известь и песок непрерывно подаются питателями в заданном соотношении в одновальную мешалку непрерывного действия и увлажняются.
Перемешанная и увлажненная масса поступает в силосы, где выдерживается от 4 до 10 час, в течение которых известь гасится.
Перечисленные выше отрицательные моменты не полностью, но в какой-то мере устраняются механизацией разгрузки.
Работа силоса протекает следующим образом. Внутри силос разделен перегородками на три секции. Масса засыпается в одну из секций в течение 2,5 ч, столько же требуется и для разгрузки секции. К моменту заполнения силоса нижний слой успевает вылежаться в течение того же времени, т.е. около 2,5 ч. Затем секция выстаивается 2,5 ч, и после этого ее разгружают. Таким образом, нижний слой гасится около 5 ч. Так как разгрузка силосов происходит только снизу, а промежуток между разгрузками составляет 2,5 ч, то и все последующие слои также выдерживаются в течение 5 ч в непрерывно действующих силосах. В случае образования свода при разгрузке силоса и прекращении поступления массы на ленточный транспортер категорически запрещается рабочим находиться в силосе.
Для облегчения разгрузки периодически включают вибратор, укрепленный на стенке силоса; и этим уменьшают прилипание массы к стенкам. При более серьезных зависаниях массы в силосах ее шуруют ломами через разгрузочные окна.
На БКСМ разгрузка массы из бункеров механизирована. Распределительные щетки на транспортерной ленте поднимают механическим пневмоподъемником. Над транспортерной лентой, подающей силикатную массу, установлены распределительные щетки, перемещающиеся вертикально по раме. Опускание и подъем щеток над лентой осуществляется с пульта управления, который оснащен световой сигнализацией и устройством, регулирующим подачу воздуха в пневмоцилиндры.
На качество кирпича и в основном на его прочность наиболее существенно влияет давление, которому подвергается силикатная масса во время прессования. В результате прессования происходит уплотнение силикатной массы. Тщательно уплотнить сырец - значит довести до минимума свободное пространство между частицами песка, сблизив их настолько, чтобы они разделялись друг от друга только тончайшим слоем вяжущего вещества. Такое сближение зерен песка при дальнейшей водо-тепловой обработке кирпича-сырца в автоклаве обеспечивает получение плотного и прочного конгломерата.
В момент прессования силикатной массы возникают силы сопротивления сжатию со стороны зерен песка, препятствующие максимальному сближению зерен. Сила трения массы о стенки формы и зерен друг о друга преодолевается путем применения давления. Поэтому давление должно распределяться равномерно по всей площади прессуемого изделия. Прессование необходимо вести только до известного предела, так как при увеличении давления выше предельного в массе появляются упругие деформации, которые исчезают после снятия давления и ведут к разрушению сырца. Поэтому нельзя повышать давление до появления деформаций.
Существенное значение имеет скорость, с которой производится давление.
Так, например, ударное быстрое приложение усилия вызывает не уплотнение, а разрушение структуры изделия. Поэтому для преодоления внутренних сил трения давление должно прикладываться плавно с постепенным увеличением. Рабочее давление в прессах применяется равным 150 - 200 кг/см.
На нормальную работу пресса, а, следовательно, на получение кирпича хорошего качества большое влияние оказывает содержание влаги в силикатной массе. В оптимальных условиях прессования кирпича влажность массы должна составлять б - 7% от веса сухого вещества и постоянно контролироваться.
Увеличение влажности выше оптимальной не дает возможности спрессовать сырец, снять его со стола пресса и уложить на вагонетку; уменьшение влажности приводит к тому, что спрессованный сырец трудно снять со стола пресса: он разламывается под действием собственного веса. Кроме того, недостаточное содержание влаги в сырце лишает известь необходимой пластичности, обеспечивающей связь между отдельными зернами песка.
Процесс прессования кирпича складывается из следующих основных операций: наполнения прессовых коробок массой, прессования сырца, выталкивания сырца на поверхность стола, снятия сырца со стола, укладки сырца на запарочные вагонетки.
Силикатная масса, приготовленная в силосах, передается при помощи транспортерной ленты в бункер над пресс-мешалкой пресса. Подача массы в пресс-мешалку должна так регулироваться, чтобы она занимала примерно 3/4 объема пресс-мешалки. Если поступающая масса имеет более низкую влажность, чем требуется, доувлажнение ее производится в пресс-мешалке, вокруг стенок которой укладывается водопроводная труба с мелкими отверстиями по ее длине, направленными вниз.
Сила струи поступающей по трубке воды регулируется прессовщиком при помощи вентиля. Увлажненная масса ножами пресс-мешалки при вращении их подается в прессовые коробки через отверстия в дне пресс-мешалки. При повороте стола пресса коробки, наполненные массой, перемещаются на определенный угол и занимают положение между прессующим поршнем и верхней стороной плитки контрштампа. Под давлением поршень постепенно поднимается и производится прессование сырца.
В момент прессования стол пресса останавливается, а ножи пресс-мешалки вращаются и заполняют массой следующую пару прессовых коробок. После прессования стол пресса поворачивается так, чтобы штампы пресса вместе с сырцом подошли к выталкивающему поршню. Сырец выталкивается поршнем в вертикальном направлении; верхняя пластина штампа при выталкивании выходит из прессовых коробок на 3 - 5 мм выше уровня стола. Затем выталкивающий поршень опускается вниз в первоначальное положение. После снятия пары кирпичей двумя съемщиками-прессовщиками стол поворачивается и штампы подводятся под механическую щетку для очистки.
Верхние пластины очищаются от налипшей массы, штампы опускаются на величину наполнения прессовых коробок и цикл начинается снова.
Силикатный кирпич по размерам должен отвечать требованиям ГОСТ 379 -53; в случае отклонения от установленных размеров сырец считается браком.
Плотность прессования сырца достигается исключительно изменением величины наполнения прессовых коробок: чем больше высота наполнения, тем выше плотность сырца и, наоборот, чем меньше высота наполнения коробок, тем ниже плотность сырца. Во время прессования необходимо следить за тем, чтобы сырец получался одинаковой плотности; для этого нужно поддерживать высоту наполнения прессовых коробок одинаковой. Ножи пресс-мешалки должны быть закреплены от дна и стенок на одинаковом расстоянии.
После прессования полученные кирпичи автоматом-укладчиком укладываются на вагонетки, которые транспортируются в автоклавы, где производится тепло- влажная обработка кирпича.
Процесс автоклавной обработки.
Для придания необходимой прочности силикатному кирпичу его обрабатывают насыщенным паром; при этом температурное воздействие сочетается с обязательным наличием в кирпиче-сырце водной среды, которая благоприятствует протеканию реакции образования цементирующих веществ с максимальной интенсивностью. Насыщенный пар используется с температурой 1750 при соответствующем такой температуре давлении в 8 атм.
В процессе автоклавной обработки, т. е. запаривания кирпича-сырца, различают три стадии.
Первая стадия начинается с момента впуска пара в автоклав и заканчивается при наступлении равенства температур теплоносителя (пара) и обрабатываемых изделий.
Вторая стадия характеризуется постоянством температуры и давления в автоклаве. В это время получают максимальное развитие все те физико- химические процессы, которые способствуют образованию гидросиликата кальция, а следовательно, и твердению обрабатываемых изделий.
Третья стадия начинается с момента прекращения доступа пара в автоклав и включает время остывания изделий в автоклаве до момента выгрузки из него готового кирпича.
В первой стадии запаривания насыщенный пар с температурой 1750 под давлением 8 атм. впускают в автоклав с сырцом. При этом пар начинает охлаждаться и конденсироваться на кирпиче-сырце и стенках автоклава. После подъема давления пар начинает проникать в мельчайшие поры кирпича и превращается в воду. Следовательно, к воде, введенной при изготовлении силикатной массы, присоединяется вода от конденсации пара. Образовавшийся в порах конденсат растворяет присутствующий в сырце гидрат окиси кальция и другие растворимые вещества, входящие в сырец. Известно, что упругость пара растворов ниже упругости пара чистых растворителей. Поэтому притекающий в автоклав водяной пар будет конденсироваться над растворами извести, стремясь понизить их концентрацию; это дополнительно увлажняет сырец в процессе запаривания. И третьей причиной конденсации пара в порах сырца являются капиллярные свойства материала.
Роль пара при запаривании сводится только к сохранению воды в сырце в условиях высоких температур. При отсутствии пара происходило бы немедленное испарение. воды, а следовательно, высыхание материала и полное прекращение реакции образования цементирующего вещества - гидросиликата.
С того момента, как в автоклаве будет достигнута наивысшая температура, наступает вторая стадия запаривания. В это время максимальное развитие получают химические и физические реакции, которые ведут к образованию монолита. К этому моменту поры сырца заполнены водным раствором гидрата окиси кальция Са(ОН), непосредственно сопри- касающимся с кремнеземом SiO песка.
Сначала гидросиликаты находятся в коллоидальном (желеобразном) состоянии, но постепенно выкристаллизовываются и, превращаясь в твердые кристаллы, сращивают песчинки между собой. Кроме того, из насыщенного водного раствора гидрат окиси кальция также выпадает в виде кристаллов и своим процессом кристаллизации участвует в сращивании песчинок.
Таким образом, во второй стадии запаривания образование гидросиликатов кальция и перекристаллизация их и гидрата окиси кальция вызывают постепенное твердение кирпича-сырца.
Третья стадия запаривания протекает с момента прекращения доступа пара в автоклав, т. е. начинается падение температуры в автоклаве, быстрое или медленное в зависимости от изоляции стенок автоклава и наличия перепуска пара. Происходит снижение температуры изделия и обеднение его водой, т. е. вода испаряется и повышается концентрация раствора, находящегося в порах. С повышением концентрации гидрата окиси кальция и снижением температуры цементирующего вещества силикаты кальция становятся более основными, и это продолжается до тех пор, пока кирпич не будет выгружен из автоклава. В результате усиливается твердение гидросиликатов кальция и, следовательно, повышается прочность силикатного кирпича. Одновременно пленки цементирующего вещества сильней обогащаются выпадающим из раствора гидратом окиси кальция.
Механическая прочность силикатного кирпича, выгруженного из автоклава, ниже той, которую он приобретает при последующем выдерживании его на воздухе.
Таким образом, полный технологический цикл запаривания кирпича в автоклаве состоит из операций очистки и загрузки автоклава, закрывания и закрепления крышек, перепуска пара; впуска острого пара, выдержки под давлением, второго перепуска, выпуска пара в атмосферу, открывания крышек и выгрузки автоклава.
Запаривание кирпича в автоклавах требует строгого соблюдения температурного режима: равномерного нагревания, выдержки под давлением и такого же равномерного охлаждения. Нарушение температурного режима приводит к браку.
Для контроля за режимом запаривания на автоклавах установлены манометры и самопишущие дифманометры, снабженные часовым механизмом, записывающим на барограмме полный цикл запаривания кирпича.
Из автоклава силикатный кирпич поступает на склад.
2.3 Расчет потребного количества основного оборудования
Необходимо выбрать оборудование для дробления извести, помола извести и песка, гашения сырьевой смеси, ее измельчения, формования кирпича-сырца, укладки сырца на автоклавные вагонетки.
Рассчитываем количество машин, коэффициент использования оборудования можно принять равным 0,9.
Если оборудование имеет заданную производительность, то число машин определяется по формуле:
, где N - количество машин или установок, шт;
П - требуемая часовая производительность технологического передела т/ч, м/ч, шт/ч;
Контроль качества силикатного кирпича
Определение качества кирпича входит в обязанности отдела технического контроля завода (OTK).
За партию принимают количество кирпича, соответствующее емкости одного автоклава. Для проведения испытаний отбирают по 6 шт. кирпичей от каждой четвертой вагонетки выгружаемого состава. Отобранные образцы подвергают поштучному обмеру и внешнему осмотру для проверки их соответствия требованиям ГОСТ 379—69.
Силикатный кирпич не должен иметь отклонений выше допускаемых ГОСТом по размерам, а также по наличию трещин, раковин, отбитостей углов и граней.
Размеры кирпича определяют измерением металлическим измерительным инструментом с точностью до 1 мм или специальными контрольными шаблонами.
Форму кирпича проверяют внешним осмотром и прикладыванием к граням и ребрам кирпича металлической линейки и угольника.
Отбитость и притупленность углов и ребер определяют измерением с точностью до 1 мм наибольшего дефекта.
Определение предела прочности кирпича при сжатии.
Пределом прочности кирпича при сжатии называют напряжение, соответствующее сжимающей нагрузке, которая вызывает разрушение образца кирпича.
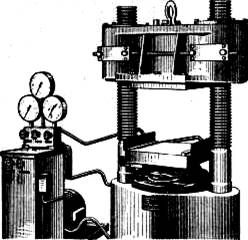
Рис. 116. Лабораторный гидравлический пресс
Для испытания на прочность от каждой партии отбирают пять кирпичей; каждый из них разрезают на две равные половины с помощью ножовочного станка или ножом на специально для этой цели изготовленном приспособлении.
Половинки кирпича обмеряют по плоскости, по которой кирпич будет сжат под плитами гидравлического пресса.
Размеры половинок записывают в журнал.
Половинки накладывают друг на друга разрезами в противоположные стороны и слегка притирают. Лабораторный гидравлический пресс (рис. 116) обладает мощностью не менее 15 тс. Верхнюю плиту пресса приподнимают с таким расчетом, чтобы между плитами можно было установить наложенные друг на друга половинки кирпичей, которые устанавливают на нижнюю опорную плиту пресса точно по центру. Затем верхнюю опорную плиту опускают на образец (неподвижной может быть верхняя плита, а нижняя должна подниматься).
Читайте так же: Техническое нормированиеПосле этого приводят в действие насос пресса и следят за стрелкой манометра. Давление на образец должно передаваться равномерно, не толчками, до разрушения образца. Показания манометра, соответствующие разрушающему усилию, с того момента, когда стрелка на манометре остановится и пойдет в обратную сторону, записывают в журнал.
Разрушающую силу P определяют по формуле

где А—наибольшее показание стрелки манометра, кгс/см2·, F— площадь поршня пресса, см2 (взять из паспорта).
Предел прочности кирпича при сжатии Rcж определяют по формуле
где Pp—разрушающая нагрузка, кгс; F — площадь сечения, см2.
Отбирают для испытания на изгиб пять кирпичей, каждый из них укладывают на пресс на две опоры из круглой стали диаметром 20—30 мм, расположенные друг от друга на расстоянии 20 см. Нагрузка передается на середину кирпича через призму с таким же закруглением.
Предел прочности при изгибе Rизг рассчитывают по формуле
I
где р — разрушающая нагрузка, кгс; l — длина между опорами, см; b — ширина кирпича, см; h — толщина кирпича, см.
Среднее арифметическое из результатов пяти испытаний считают пределом прочности при изгибе.
Силикатный кирпич
Важное значение для дальнейшего роста производительности труда имеет техническое нормирование, так как с прогрессом техники повышается значение фактора времени.
Силикатный кирпич
Повышение материальной заинтересованности работников в росте эффективности производства, улучшении использования производственных фондов и повышении качества
Силикатный кирпич
Центральное место в производстве силикатного кирпича занимают процессы, которые обеспечивают непосредственную переработку сырья в готовую продукцию: добыча
Силикатный кирпич
Пять образцов кирпича высушивают до постоянного веса, взвешивают и укладывают в ванну с водой, в один ряд на подкладки так, чтобы уровень воды в ванне
Силикатный кирпич
Определение качества кирпича входит в обязанности отдела технического контроля завода (OTK). За партию принимают количество кирпича, соответствующее емкости
Силикатный кирпич
Ввиду того что приготовление сырьевой смеси является одной из наиболее важных операций в технологическом процессе производства силикатного кирпича, необходимо
Силикатный кирпич
На заводах силикатного кирпича тонкому помолу подвергают известь и смесь извести с кварцевым песком (так называемые известково-кремнеземистые вяжущие).
Контроль производственного процесса и качества готовой продукции
Дробление извести. Проверяют один раз в смену путем рассева пробы дробленой извести на ситах с отверстиями 5, 10, 20 и 30 мм. При измельчении в молотковой дробилке вся известь должна проходить сквозь сито с отверстиями 10 мм, а остаток на сите с отверстиями 5 мм не должен превышать 25%. Если на заводе используют щековые дробилки, то вся дробленая известь должна проходить сквозь сито с отверстиями 30 мм, а остатки на остальных ситах должны быть соответственно не более 50, 30 и 20%.
Шихтовка песков. Эту операцию контролируют в начале каждой смены. В том случае, если крупность песков отличается не более чем в три раза, их шихтовку следует прекратить, так как при этом пористость песков увеличится, что приведет к перерасходу вяжущего.
При грубой шихтовке песков в карьере проверяют, в какой пропорции загружают вагонетки или автосамосвалы песками различной крупности в каждом забое. При наличии нескольких приемных бункеров для разных фракций песка необходимо проверять заданную пропорцию песков в шихте по количеству питателей одинаковой производительности, одновременно выгружающих пески различной крупности. Если же подача разных песков осуществляется только из двух бункеров, то. в этом случае проверяют количество песка, выдаваемого каждым питателем, общеизвестными приемами по скорости движения ленты питателя и площади сечения лежащего на ней песка с учетом его насыпной плотности.
Отсев включений из песка. В начале каждой смены проверяют состояние сит на грохотах, так как при разрыве сит крупные включения могут попадать в просеянный песок, а при замазывании — песок может поступать в отсев.
Дозирование компонентов вяжущего. Проверяют ежесменно положение шиберов или отсекающих ножей при использовании объемных питателей и показания регистрирующих приборов при использовании весовых дозаторов. Не реже раза в неделю производят контрольные взвешивания порций компонентов, выдаваемых питателями и дозаторами за определенный промежуток времени (например, за 15 — 20 с).
Дозирование компонентов силикатной смеси. Эту операцию проверяют в начале каждой смены аналогично контролю дозирования компонентов вяжущего.
Приготовление смеси. Контролируют увлажнение компонентов, их пароподогрев (в случае его применения) и содержание активной окиси кальция в смеси не реже трех раз в смену. Однородность смеси определяют один раз в неделю путем последовательного отбора за 10 с в стеклянные бюксы с притертыми крышками не менее 15 проб смеси, выходящей из смесителя, и определения содержания в них влаги и активной окиси кальция. Для определения активности следует брать навеску смеси 7 г, так как, при этом получаются наиболее правильные результаты. Затем известными способами подсчитывают коэффициент вариации влажности и активности смеси, который должен быть не выше 0,1. В случае его превышения необходима тщательная регулировка работы дозаторов, проверка состояния лопастей смесителей и частоты вращения их валов.
Гашение смеси. Проверяют температуру поступающей в силосы или реакторы и выходящей из них смеси три раза в смену и степень погашенности извести один раз в смену. Степень погашенности определяют по пробе массой 100 г, помещенной в сосуд Дьюара, непосредственно на месте отбора, сравнивая кривую остывания пробы с тарировочной кривой остывания сосуда Дьюара при одинаковой их начальной температуре. В том случае, когда кривая остывания пробы расположена выше тарировочной кривой, необходимо увеличить сроки гашения смеси.
Обработка гашеной смеси. Проверяют не реже трех раз в смену зерновой состав и влажность гашеной смеси до и после обработки. Визуально под бинокулярной лупой определяют один раз в смену, из чего состоят отсеянные комочки: из скоплений частиц извести, глины, дисперсного кремнезема или же из окатышей хорошо промешанной однородной смеси компонентов. При наличии в смеси отдельных комочков извести, глины и других дисперсных материалов следует проверить правильность и равномерность питания стержневых смесителей, а в случае обработки и доувлажнения смеси в лопастных смесителях — также состояние лопастей и частоту их вращения.
Формование и укладка сырца на вагонетки. Необходимо не реже одного раза в смену определять на циферблатных весах массу сырца, сформованного в различных гнездах стола каждого пресса, внешний вид и прочность сырца, наличие в нем дефектов, возникающих при формовании и укладке автоматами на запарочные вагонетки, а также состояние поверхности платформ вагонеток.
Транспортирование сырца и загрузка его в автоклавы. Следует ежесменно проверять состояние откаточных путей и стыков, загрязненность рельсов просыпью, плавность заталкивания запарочных вагонеток в автоклавы, закрывание крышек проходных автоклавов с выгрузочного конца сразу после выкатки состава запаренного кирпича во избежание охлаждения и подсушки загружаемого сырца.
Автоклавная обработка. Ежесменно контролируют правильность проведения заданного режима запаривания сырца по диаграммам на контрольных приборах или же при наличии программных регуляторов по их записям. Одновременно проверяют запись давления пара в магистральном паропроводе, которое должно превышать по крайней мере на 0,05 МПа заданное давление в автоклавах. Необходимо регулярно следить за выпуском воздуха из автоклавов в начале запаривания.
Контроль качества готовой продукции. Качество запаренного силикатного кирпича и камней определяется по для каждой партии изделий, равной вместимости одного автоклава, по внешнему виду, размером (250*120*88 мм), испытанию на прочность при изгибе и сжатии, причём последние испытание помогает определить марку кирпича. Силикатный кирпич также испытывается на водопоглощение и морозостойкость (25 циклов).
Контроль качества силикатного кирпича
КИРПИЧ И КАМНИ СИЛИКАТНЫЕ
Silicate brick and stones. Specifications
МКС 91.100.15
ОКСТУ 5741
Дата введения 1996-07-01
1 РАЗРАБОТАН АО ВНИИстром им.П.П.Будникова с участием ЦНИИСК им.В.А.Кучеренко, НИИСФ и АО "Воронежстройматериалы" Российской Федерации
ВНЕСЕН Минстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве (МНТКС) 19 апреля 1995 г.
За принятие проголосовали:
Наименование органа государственного управления строительством
Госупрархитектуры Республики Армения
Минстрой Республики Казахстан
Госстрой Кыргызской Республики
Минархстрой Республики Молдова
Госстрой Республики Таджикистан
Госкомархитектстрой Республики Узбекистан
5 ИЗДАНИЕ (август 2004 г.) с Поправками (ИУС 10-96, 9-2003)
1 Область применения
Настоящий стандарт распространяется на силикатные кирпич и камни (далее - изделия), изготовляемые способом прессования увлажненной смеси из кремнеземистых материалов и извести или других известесодержащих вяжущих с применением пигментов и без них с последующим твердением под действием насыщенного пара в автоклаве.
Кирпич и камни применяют для кладки каменных и армокаменных наружных и внутренних стен зданий и сооружений, а также для их облицовки из лицевых изделий.
Требования, изложенные в пунктах 3.1, 3.2, 3.3.1, 3.3.3-3.3.5, 4.1.1.4-4.1.1.9, 4.1.2-4.1.5, 4.1.9, разделах 5 и 6, являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 530-95 Кирпич и камни керамические. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 7025-91 Кирпич и камни керамические и силикатные. Методы определения водопоглощения, плотности и контроля морозостойкости
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 8462-85 Материалы стеновые. Методы определения пределов прочности при сжатии и изгибе
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18242-72* Статистический приемочный контроль по альтернативному признаку. Планы контроля
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
ГОСТ 18343-80 Поддоны для кирпича и керамических камней. Технические условия
ГОСТ 23421-79 Устройство для пакетной перевозки силикатного кирпича автомобильным транспортом. Основные параметры и размеры. Технические требования
ГОСТ 24332-88 Кирпич и камни силикатные. Ультразвуковой метод определения прочности при сжатии
ГОСТ 24816-81 Материалы строительные. Метод определения сорбционной влажности
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 30244-94 Материалы строительные. Методы испытаний на горючесть
3 Основные параметры и размеры
3.1 Кирпич и камни силикатные (далее - изделия) изготовляют в форме прямоугольного параллелепипеда размерами, указанными в таблице 1.
Читайте также: