
Какие станки применяют для раскроя пиломатериалов заготовок плитных материалов
Обновлено: 03.05.2024
К атегория: Технология деревообрабатывающего производства
Раскрой древесных материалов (пиломатериалов, фанеры, столярных, древесностружечных и древесноволокнистых плит) на заготовки— одна из первых стадий технологического процесса деревообрабатывающего производства.
Древесные материалы на крупных предприятиях раскраивают в раскройных цехах. На средних и небольших предприятиях раскройный участок (отделение) входит в состав укрупненного деревообрабатывающего цеха.
Понятие о заготовках. Заготовками называют отрезки древесных материалов определенных размеров и формы, из которых при дальнейшей механической обработке получают детали.
Размеры черновой заготовки, даже одинарной, всегда больше размеров детали. Разность между размерами заготовки и размерами получаемой из нее детали называется припуском заготовки на обработку. Необходимость припуска объясняется тем, что при изготовлении детали из заготовки при механической обработке часть материала будет удалена.
Заготовки из пиломатериалов должны иметь припуски по толщине, ширине и длине, потому что при выработке деталей они обрабатываются со всех сторон.
Для заготовок, вырабатываемых из плит и фанеры, припуски на обработку даются только по длине и ширине, так как плиты и фанера имеют стандартную толщину. Возможны случаи, когда припуски по длине и ширине заготовок не предусматриваются, например в заготовках для филенок, вставляемых в пазы.
Если раскраивается сырой материал, то в размеры заготовок должны быть включены не только припуски на обработку, но и припуски на усушку. В размерах кратных заготовок должны быть еще учтены дополнительные припуски на раскрой (деление) кратных заготовок на одинарные.
Правильный выбор величины припуска имеет огромное экономическое значение. Если припуски взяты больше нормы, то кроме перерасхода древесины, увеличится время обработки заготовок, расход электроэнергии, величина погрешностей обработки, ухудшится качество деталей. Явно заниженные припуски также нежелательны, так как увеличивается вероятность получения брака (непрострожка, заниженная длина), усложняются работы по наладке и настройке станков и инструментов.
Общий припуск на обработку складывается из операционных припусков. Операционных припусков будет столько, сколько операций проходит заготовка в процессе превращения ее в деталь. Припуски на механическую обработку пиломатериалов и заготовок регламентированы ГОСТ 7307—75.
Полезный выход заготовок. Раскрой древесных материалов — важная стадия технологического процесса в деревообрабатывающем производстве. От раскроя зависит, какие заготовки и в каком количестве пойдут в дальнейшую обработку. Из одной и той же доски или плиты можно получить разное количество заготовок различных размеров и качества. Раскрой необходимо производить только на заготовки нужных размеров, при этом следует стремиться получить их какtможно больше и более высокого качества. Получение наибольшего полезного выхода заготовок — главная задача раскроя. Под полезным выходом заготовок понимают отношение объема полученных заготовок к объему раскроенного материала, выраженное в процентах.
В себестоимости заготовок стоимость самой древесины составляет около 80%. Увеличение полезного выхода заготовок только на 1% равноценно увеличению производительности участка раскроя в 1,5 раза. Однако получение высокого выхода заготовок нужного качества — далеко не простая-задача, особенно при раскрое пиломатериалов или фанеры низких сортов. В них содержится много пороков, которые не допускаются в заготовках и поэтому должны быть вырезаны при раскрое. В этом случае особенно трудно получать длинные заготовки.
Существует несколько способов и схем раскроя древесных материалов на заготовки, которые дают различные результаты по выходу.
Способы и схемы раскроя. Раскрой материалов может быть групповым и индивидуальным. При групповом раскрое все доски или плиты раскраивают по одной и той же схеме без учета качества материала. Групповой раскрой можно производить на многопильных станках или одновременно по нескольку штук (пачками) на однопильных станках. Он применим тогда, когда качество раскраиваемого материала совпадает с качеством вырабатываемых заготовок и отпадает необходимость вырезать пороки древесины или когда размеры вырабатываемых заготовок небольшие. Групповым способом раскраивают пиломатериалы и листы фанеры высших сортов, а также все древесные плиты, имеющие примерно одинаковое качество по всей поверхности.
Выход заготовок, особенно при раскрое материала низких сортов, во многом зависит от применяемой схемы раскроя. Различают три принципиальные схемы раскроя пиломатериалов на прямолинейные заготовки.
По первой схеме доску сначала распиливают вдоль на рейки или бруски шириной, равной ширине заготовок. Затем их торцуют на отрезки длиной, равной длине заготовок, удаляя при этом недопустимые пороки древесины. Раскрой по первой схеме называют продольно-поперечным. Эта схема дает хорошие показатели по выходу заготовок, особенно длинных. Для размещения оборудования по этой схеме требуются дополнительные площади, так как на обеих операциях (поперечный и продольный раскрой) приходится иметь дело с длинными досками.
По второй схеме доску сначала распиливают поперек на отрезки, равные длине той или иной заготовки, вырезая при этом по всей ширине доски пороки, не допустимые в заготовках. Затем отрезки распиливают вдоль на заготовки нужной ширины. Раскрой по второй схеме называют поперечно-продольным. Эта схема менее выгодна, чем первая. Выход заготовок, особенно длинных, будет меньше за счет больших отходов здоровой древесины вместе с удаляемыми пороками. Только при раскрое узких необрезных досок, имеющих, как правило, большую кривизну по кромке, второй схеме можно отдать предпочтение перед первой.
Однако вторая схема имеет пока наибольшее распространение в промышленности.
Третья схема представляет собой комбинацию первых двух. По этой схеме доску сначала распиливают поперек без вырезки пороков. При этом стремятся получить наиболее длинные отрезки. Затем отрезки распиливают вдоль на заготовки нужной ширины. Имеющиеся недопустимые пороки в некоторых заготовках вырезают при дополнительной торцовке или продольной опиловке заготовок. При этом размеры заготовок уменьшаются соответственно по длине или ширине. При правильном применений третья схема позволяет получить высокий выход заготовок. Она лишена недостатков первой и частично второй схем.
Полезный выход заготовок при любой схеме раскроя пиломатериалов может быть повышен включением в технологический процесс дополнительных операций: предварительной разметки и строжки-калибровки досок перед раскроем. Введение-дополнительных операций несколько удорожает стоимость раскроя за счет увеличения числа станков, рабочих и производственной площади, но получаемая экономия древесины перекрывает это удорожание. Так, при внедрении разметки досок перед раскроем выход заготовок увеличивается на 9%, а при внедрении строгания и разметки — на 12%. Внедрение в процессы раскроя предварительного строгания способствует также лучшему использованию получающихся при раскрое короткомерных отрезков, их можно сразу же пускать на склейку по длине.
Схемы раскроя материалов на криволинейные заготовки имеют свои особенности. Раскрою должна предшествовать разметка материала, которую производят шаблонами-заготовками, накладываемыми на материал и очерчиваемыми.
На рис. 5, а показано получение криволинейных заготовок по первой схеме из отдельных отрезков, а на рис. 5, б — по третьей схеме из отрезков, склеенных в щит.
Средние нормы выхода заготовок. Процент выхода заготовок из пиломатериалов зависит от многих факторов: от породы древесины, вида пиломатериалов (обрезные и необрезные), сорта пиломатериалов, схем раскроя и назначения самих заготовок.
Средняя норма выхода заготовок при раскрое фанеры и плит всех видов составляет 85%. При тщательной разработке раскройных карт полезный выход может быть и выше.
Производство клееных заготовок и деталей. Использование клееных заготовок позволяет увеличить выход основных заготовок на 8. . . 12%.
Склеивание или сращивание заготовок по длине производится в основном на зубчатый шип.
Отрезки, подлежащие склеиванию, должны быть строгаными или калиброванными, влажность древесины не должна превышать 12%. Для ускорения отверждения клея и ликвидации выдержки заготовок после склеивания клеевые швы прогревают токами высокой частоты ( ТВЧ ).
Склеивание заготовок по ширине и толщине производится на гладкую фугу и на шиповое соединение. Для этого применяют разнообразное оборудование: струбцины, сжимы, клеильно-конвейер-ные прессы и щитосборочные автоматы.
Тест "Станки применяемые в деревообработке"

Тест на проверку знаний деревообрабатывающих станков.
Просмотр содержимого документа
«Тест "Станки применяемые в деревообработке"»
Деревообрабатывающие станки и оборудование
1. Какие станки применяют для раскроя пиломатериалов, заготовок, плитных материалов:
а) продольно-фрезерные станки;
б) круглопильные станки;
в) рейсмусовые станки.
2. Для работы на круглопильных станках применяют:
а) плоские круглые пилы;
б) долбежную цепь;
3. Какие станки применяют для одностороннего фрезерования у заготовок, пластей и кромок:
а) продольно-фрезерные станки;
в) фуговальные станки;
г) фрезерные станки.
4. Какие преимущества имеют лесорамы перед ленточнопильными станками:
а) высокая металлоемкость;
б) повышенный шум и вибрация; в) возможность распилить бревно вразвал за I проход.
5. Что означает термин «постав»: а) ориентация бревна в пильной рамке;
б) способ крепления в пильной рамке;
в) расположение пил в пильной рамке.
6. Назначение станка СФ 4: а) для обработки базовых поверхностей брусковых заготовок перед калиброванием;
б) для калибрования брусковых заготовок;
в) для обработки мебельных щитов
7. Для чего служит расклинивающий нож на станке Ц 6: а) для предупреждения заклинивания пилы;
б) для обеспечения прямолинейности пиления;
в) для улучшения удаления опилок.
8. Назначение станка СР 4: а) для обработки базовых поверхностей перед калиброванием брусковых заготовок;
б) для обработки заготовок на заданный размер по толщине; в) для калибрования плит ДСП.
9. Назначение станка С10 четырехстороннего: а) обработка брусковых заготовок по толщине; б) одновременного четырехстороннего плоскостного и профильного фрезерования;
в) обработка брусковых заготовок вдоль с нарезанием шпунта и гребня.
10. Назначение станка ШО15: а) нарезание рамных шипов с одной стороны; б) нарезание шпунта и гребня в половых досках. в) нарезание рамных шипов с двух сторон за один проход.
11. Назначение сверлильных станков: а) для высверливания сучков и заделки отверстий; б) для сверлений отверстий под шканты в кромках мебельных щитов;
в) для высверливания круглых сквозных и не сквозных отверстий.
12. Назначение шлифовальных станков: а) шлифование древесных материалов для получения глянцевой поверхности; б) шлифование древесных материалов для получения гладких и ровных поверхностей;
в) шлифование прямолинейных сторон мебельных заготовок с целью уменьшения размера заготовки.
13. Какой из перечисленных узлов станка преобразует вращательное движение ходового винта в прямолинейное поступательное движение суппорта:
а) коробка подачи;
б) фартук станка;
в) гитара станка.
14. Назначение долбежных станков: а) для выработки гнезд прямоугольной формы; б) для выработки гнезд круглой формы;
в) для выработки шпунта и гребня.
15. Скорость резания увеличивается если:
а) увеличить подачу;
б) уменьшить подачу и увеличить глубину резания;
в) увеличить частоту вращения шпинделя.
16. Назначение станка ЦПА-40: а) для поперечной и продольной распиловки;
б) для продольной распиловки;
в) для поперечной распиловки.
17. На каких фуговальных станках фрезеруют одновременно две смежные поверхности заготовки, пласть и кромку: а) двусторонние;
б) четырёхсторонние.
18. Фрезерные станки предназначены для: а) фрезерной обработки кривых поверхностей;
б) плоской, профильной и рельефной обработки пластей и кромок;
в) строгания в размер по толщине.
19. Назначение токарных станков: а) для получения деталей в виде тел вращения; б) для получения криволинейных деталей;
в) для получения черновых заготовок.
20. Станки для раскороя досок, брусков; фрезерования, образования шипов и проушин, сверления это:
а) станки для специальных производств;
б) станки общего назначения;
в) универсальные станки. Начало формыКонец формыНачало формы
Конец формы
21. Станки, у которых заготовки непрерывным потоком подаются на режущий инструмент:Начало формы а) цикловые;
б) проходные;
22. Что обозначает первая буква в индексации станков? а) тип станка;
б) основной признак станка;
в) основные параметры станка.
23. Основание станка, к которому крепят основные и вспомогательные части:
24. Чем отличаются друг от друга пилы продольного, поперечного и смешанного пиления?
а) формой зубьев;
б) величиной зубьев;
в) видом заточки зубьев.
25. Какие станки распиливают доски на отрезки? а) с вальцево – дисковой подачей материала;
Тест "Станки применяемые в деревообработке"

Тест на проверку знаний деревообрабатывающих станков.
Просмотр содержимого документа
«Тест "Станки применяемые в деревообработке"»
Деревообрабатывающие станки и оборудование
1. Какие станки применяют для раскроя пиломатериалов, заготовок, плитных материалов:
а) продольно-фрезерные станки;
б) круглопильные станки;
в) рейсмусовые станки.
2. Для работы на круглопильных станках применяют:
а) плоские круглые пилы;
б) долбежную цепь;
3. Какие станки применяют для одностороннего фрезерования у заготовок, пластей и кромок:
а) продольно-фрезерные станки;
в) фуговальные станки;
г) фрезерные станки.
4. Какие преимущества имеют лесорамы перед ленточнопильными станками:
а) высокая металлоемкость;
б) повышенный шум и вибрация; в) возможность распилить бревно вразвал за I проход.
5. Что означает термин «постав»: а) ориентация бревна в пильной рамке;
б) способ крепления в пильной рамке;
в) расположение пил в пильной рамке.
6. Назначение станка СФ 4: а) для обработки базовых поверхностей брусковых заготовок перед калиброванием;
б) для калибрования брусковых заготовок;
в) для обработки мебельных щитов
7. Для чего служит расклинивающий нож на станке Ц 6: а) для предупреждения заклинивания пилы;
б) для обеспечения прямолинейности пиления;
в) для улучшения удаления опилок.
8. Назначение станка СР 4: а) для обработки базовых поверхностей перед калиброванием брусковых заготовок;
б) для обработки заготовок на заданный размер по толщине; в) для калибрования плит ДСП.
9. Назначение станка С10 четырехстороннего: а) обработка брусковых заготовок по толщине; б) одновременного четырехстороннего плоскостного и профильного фрезерования;
в) обработка брусковых заготовок вдоль с нарезанием шпунта и гребня.
10. Назначение станка ШО15: а) нарезание рамных шипов с одной стороны; б) нарезание шпунта и гребня в половых досках. в) нарезание рамных шипов с двух сторон за один проход.
11. Назначение сверлильных станков: а) для высверливания сучков и заделки отверстий; б) для сверлений отверстий под шканты в кромках мебельных щитов;
в) для высверливания круглых сквозных и не сквозных отверстий.
12. Назначение шлифовальных станков: а) шлифование древесных материалов для получения глянцевой поверхности; б) шлифование древесных материалов для получения гладких и ровных поверхностей;
в) шлифование прямолинейных сторон мебельных заготовок с целью уменьшения размера заготовки.
13. Какой из перечисленных узлов станка преобразует вращательное движение ходового винта в прямолинейное поступательное движение суппорта:
а) коробка подачи;
б) фартук станка;
в) гитара станка.
14. Назначение долбежных станков: а) для выработки гнезд прямоугольной формы; б) для выработки гнезд круглой формы;
в) для выработки шпунта и гребня.
15. Скорость резания увеличивается если:
а) увеличить подачу;
б) уменьшить подачу и увеличить глубину резания;
в) увеличить частоту вращения шпинделя.
16. Назначение станка ЦПА-40: а) для поперечной и продольной распиловки;
б) для продольной распиловки;
в) для поперечной распиловки.
17. На каких фуговальных станках фрезеруют одновременно две смежные поверхности заготовки, пласть и кромку: а) двусторонние;
б) четырёхсторонние.
18. Фрезерные станки предназначены для: а) фрезерной обработки кривых поверхностей;
б) плоской, профильной и рельефной обработки пластей и кромок;
в) строгания в размер по толщине.
19. Назначение токарных станков: а) для получения деталей в виде тел вращения; б) для получения криволинейных деталей;
в) для получения черновых заготовок.
20. Станки для раскороя досок, брусков; фрезерования, образования шипов и проушин, сверления это:
а) станки для специальных производств;
б) станки общего назначения;
в) универсальные станки. Начало формыКонец формыНачало формы
Конец формы
21. Станки, у которых заготовки непрерывным потоком подаются на режущий инструмент:Начало формы а) цикловые;
б) проходные;
22. Что обозначает первая буква в индексации станков? а) тип станка;
б) основной признак станка;
в) основные параметры станка.
23. Основание станка, к которому крепят основные и вспомогательные части:
24. Чем отличаются друг от друга пилы продольного, поперечного и смешанного пиления?
а) формой зубьев;
б) величиной зубьев;
в) видом заточки зубьев.
25. Какие станки распиливают доски на отрезки? а) с вальцево – дисковой подачей материала;
Станки для поперечного и продольного раскроя пиломатериалов
Достижение максимально возможной эффективности использования материалов уже на этапе их раскроя является важнейшей задачей любого производства.
Способы раскроя
В общем виде эффективность использования материала оценивается коэффициентом выхода заготовок Кв, который определяется процентным отношением объема или площади раскроенного материала к объему или площади полученных заготовок. Повышение этого коэффициента - всегда сложная проблема. Выход заготовок зависит от множества факторов: наличия в материале пороков древесины (видимых и скрытых), размеров заготовок, требований к их качеству, а также квалификации рабочих, условий труда, применяемого оборудования и инструмента и т. д.
По степени участия персонала в осуществлении контроля рабочего процесса различают индивидуальный и групповой раскрой. Индивидуальный раскрой осуществляется при непосредственном участии квалифицированных рабочих, постоянно ведущих учет качества сырья, требуемых размеров и количества заготовок нужного размера и использующих наиболее рациональную схему раскроя.
Групповой раскрой осуществляется без учета качества сырья, по заранее установленной схеме. Особое значение имеют правильное составление спецификации и заказ исходных досок, ширина которых должна соответствовать ширине заготовок с учетом пропилов и обеспечивать образование минимального количества отходов (узких реек). При групповом раскрое неспецифицированных пиломатериалов выход заготовок снижается примерно на 7% по сравнению с индивидуальным раскроем.
При раскрое досок с большой кривизной объемный выход снижается на 20-30%. Перед торцеванием их рекомендуется раскроить на части, кривизна которых оказывает меньшее влияние на объемный выход заготовок.
Поперечный раскрой пиломатериалов, называемый торцеванием, осуществляют разделением пиломатериала на заготовки требуемой длины посредством пиления круглыми пилами. Продольный раскрой пиломатериалов предусматривает разделение материала на заготовки требуемой ширины или толщины с использованием круглых либо ленточных пил.
В зависимости от последовательности выполнения этих технологических операций различают три основные схемы раскроя: поперечно-продольную, продольно-поперечную и смешанную - поперечно-продольно-поперечную (рис. 1).
Некоторыми предприятиями практикуется предварительное фрезерование досок с целью вскрытия пороков древесины, плохо различимых из-за ее потемнения при сушке или некачественном пилении в процессе раскроя бревна, приведшем к образованию ворсистости на пластях досок.
Продольно-поперечный индивидуальный раскрой обеспечивает наиболее высокий выход заготовок за счет меньшей потери материала при вырезке дефектов и особенно эффективен для досок низких сортов. Причем предварительная разметка обеспечивает повышение выхода заготовок примерно на 3-9%. Разметка выполняется по пласти с наибольшим количеством пороков, начиная от комлевого конца доски. Применение предварительного фрезерования со вскрытием невидимых дефектов может дополнительно повысить выход заготовок на 3%.
Чтобы лучше использовать годную часть доски, раскрой целесообразно вести в соответствии с имеющейся спецификацией на заготовки разных размеров. В этом случае есть возможность подобрать размеры заготовок так, чтобы как можно полнее использовать бездефектную часть доски. При раскрое предпочтение всегда отдается получению наиболее длинных заготовок.
При визуальной оценке качества досок количество реально оцениваемых вариантов размещения на них очерка заготовок заданных типоразмеров ограничено физиологическими особенностями человека. В процессе раскроя квалифицированный рабочий может запоминать и применять не более 4-5 типоразмеров, при условии что разница в длине между ними будет более 100 мм.
Увеличение количества типоразмеров при одновременном раскрое заготовок из одной доски резко снижает производительность и может привести к ошибкам.
Дополнительные разметка и фрезерование удорожают стоимость обработки, однако легко окупаются за счет повышения выхода заготовок.
По технологическому назначению круглопильные станки для предварительного (чернового) раскроя пиломатериалов на заготовки, называемые торцовочными, подразделяются на предназначенные для поперечного и продольного раскроя, а также универсальные.
Станки для поперечного раскроя
К универсальным станкам относятся станки для выполнения поперечного, продольного и смешанного раскроя, обеспечивающие также распиливание под углом к волокнам древесины. Это круглопильные станки с ручной подачей, оснащенные продольной направляющей линейкой и подвижной кареткой с поперечной упорной линейкой. Иногда они комплектуются автоподатчиком. Когда-то такие станки назывались циркулярными. Из-за невысокой производительности сегодня они используются преимущественно в мастерских.
Станки для поперечного раскроя, используемые также для выравнивания концов досок, по конструкции подразделяются на станки с верхним (над столом) и нижним (под столом) расположением шпинделя.
Станки с верхним расположением шпинделя подразделяются на маятниковые, балансирные и с прямолинейным перемещением суппорта.
Маятниковые станки представляют собой качающуюся металлическую раму, верхний конец которой шарнирно закреплен над рабочим столом станка на стене цеха или на отдельной стойке. В нижней части рамы смонтирован электродвигатель, на горизонтальном валу которого устанавливается пила.
Во время работы станочник, держась за специально предусмотренную рукоятку, надвигает нижний конец рамы с пильным диском на доску, уложенную на рабочем столе. По окончании реза раму отпускают и она вместе с пилой под действием пружины или противовеса возвращается в исходное положение. Свое название эти станки получили потому, что в ходе рабочего цикла пила совершает движения, напоминающие качание маятника.
Станки балансирные оснащены установленным на шарнирно-рычажной подвеске электродвигателем с пилой. Рабочий, держась за специальную рукоятку, выдвигает пилу на себя, в результате чего происходит торцевание заготовки, уложенной на рабочем столе станка. Возврат пилы в исходное положение осуществляется пружиной или посредством противовеса.

Рис. 2. Станок торцовочный с нижним расположением шпинделя
В станках с прямолинейным перемещением суппорта торцевание осуществляется за счет горизонтального или вертикального продвижения электродвигателя с пилой по балке с направляющими относительно стола. Подобные станки оснащаются гидроприводом перемещения суппорта, который включается педалью.
Производительность станков с прямолинейным горизонтальным перемещением суппорта в 2-3 раза выше, чем маятниковых или балансирных станков, и составляет до 10 тыс. резов за смену.
Однако в современном производстве наибольшее распространение получили станки круглопильные торцовочные с нижним расположением шпинделя (рис. 2).
По конструкции они подразделяются на станки с подъемом пилы или с перемещением пилы параллельно столу. В первом случае пила, расположенная под столом станка, при распиливании поднимается вверх. Во втором случае в нерабочем положении она находится за столом и перемещается параллельно ему, надвигаясь на доску с кромки. Пильный шпиндель может перемещаться вручную (педальные станки), а также при помощи гидравлического или пневматического устройства. У станков с подъемом пилы производительность несколько выше из-за меньшего цикла срабатывания.
Рабочая ширина всех станков для поперечного раскроя составляет от 300 до 500 мм. Однако при выборе оборудования следует учесть, что наибольшая фактическая ширина раскраиваемых пиломатериалов напрямую связана с их толщиной, из-за чего характеристика этих станков каждой модели дополняется определенной диаграммой.
Околостаночное оборудование
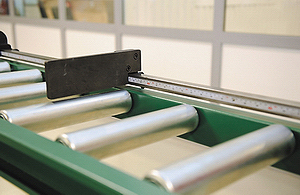
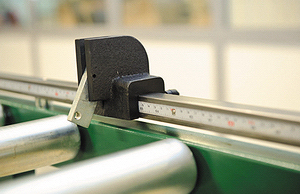
Рис. 3. Перемещаемые откидные упоры
Торцовочные станки всех типов на входе и на выходе оборудованы приводными или неприводными роликовыми столами для размещения раскраиваемого материала и удаления заготовок. Длина столов должна быть достаточной для укладки раскраиваемой доски полностью и может составлять 10 м и даже больше.
При этом каждый стол снабжается продольной направляющей линейкой для базирования досок в поперечном направлении. Если торцовочный станок используется только для выравнивания торцов и предварительного удаления явных дефектов, то у линеек может не быть упоров для базирования досок в продольном направлении. Если же станок применяется также и для раскроя досок на мерные заготовки в соответствии с заданной спецификацией, то линейки с откидными или утапливаемыми упорами для отмеривания длины отпиливаемых заготовок и деталей обязательны.
Конструкция упоров должна обеспечивать их передвижение по линейке для установления нужного размера (рис. 3). Но если эти упоры вынужденно будут находиться за пределами рабочей зоны станочника, он будет постоянно отвлекаться на управление ими и прерывать работу.
Чтобы исключить потери времени и обеспечить правильное положение доски или заготовки в момент пиления, разработаны упоры, автоматически выдвигаемые в рабочее положение по команде станочника, нажимающего кнопки на расположенном перед ним пульте управления. При этом порядок их выдвижения может быть запрограммирован.
Существуют также тянущие или толкающие установки, захватывающие доску за один из концов и в шаговом режиме автоматически перемещающие ее в продольном направлении в положения, необходимые для отрезания заготовок нужной длины в соответствии со спецификацией.
Станки для продольного раскроя
Продольный раскрой досок и заготовок осуществляется на одно-, двух- и многопильных станках с механизированной подачей материала.
По назначению они подразделяются на следующие основные группы:
Здесь следует разъяснить разницу между обрезными и прирезными станками. Конструкция их может быть абсолютно одинаковой, но в составе первых нет продольной направляющей линейки, что позволяет выполнять на них только прямолинейные резы, положение которых по ширине материала задается станочником, осуществляющим загрузку. Прирезные станки оснащаются такой продольной направляющей линейкой, по которой базируется кромкой раскраиваемый материал, что позволяет получать точный размер заготовок, соответствующий расстоянию между этой линейкой и полотном пилы. На прирезных станках можно выполнять и предварительную продольную обрезку. Так, если на доске есть обзол, первый рез делают на глаз, а при втором, третьем и других резах прижимают уже опиленную кромку к линейке.
Рабочая ширина станков для продольного раскроя у большинства моделей от 300 до 600 мм. Чтобы упростить замену пил, у всех этих станков шпиндель располагается сверху. При этом наибольшая толщина раскраиваемых досок и брусьев, как правило, составляет 120 мм.
Станки, обеспечивающие пиление материала толщиной 160 мм и более оснащаются двумя пильными шпинделями: нижним и верхним. Пилы располагаются по ходу подачи снизу и сверху. Нижние пилы захватывают одну часть пропила по высоте, верхние - оставшуюся часть, заканчивая распиливание. В таких станках применяют пилы небольшого диаметра и толщины, что позволяет уменьшить количество отходов (опилок). Это особенно существенно при большой высоте пропила и малой толщине выпиливаемых заготовок.
В целях безопасности у всех круглопильных станков в обязательном порядке должна быть на входе когтевая защита.
Настройка пил на ширину обработки в многопильных станках осуществляется за счет установки на шпиндель, между пилами, проставочных колец необходимой толщины. Однако при частой смене спецификации заготовок это приводит к значительным потерям времени на переустановку пил. Поэтому конструкция некоторых станков позволяет выполнять замену всего шпинделя на другой - с пилами, у которых уже задано новое положение. Для перемещения таких валов по цеху, например к инструментальному участку, подобные станки комплектуются специальными транспортными тележками.
С целью дальнейшего сокращения времени настройки многими производителями разработаны многопильные станки с устройствами, позволяющими по команде станочника с пульта управления перемещать пилы вдоль шпинделя в новое рабочее положение. Эти положения задаются на пульте управления заранее и программируются.
Существуют также многопильные станки с рабочей шириной 1300 мм, предназначенные в первую очередь для продольного раскроя плитных материалов на полосы. Но они могут эффективно применяться без перестановки пил и для продольного раскроя коротких досок в соответствии со спецификацией.
Для этого пилы на шпинделе устанавливаются так, чтобы расстояние между ними соответствовало размерам, предусмотренным в этой спецификации. При этом над станком размещаются лазерные устройства, обозначающие линию реза каждой пилы (рис. 4).
Станочник оценивает расположение пороков в раскраиваемом материале, выбирает две подходящие линии лазерных меток, между которыми окажется наименьшее число пороков, и направляет материал вперед - до захвата роликами механизма подачи станка. После раскроя остаток материала возвратным транспортером передается назад и цикл повторяется.
Станки для продольного раскроя обслуживают два человека: станочник и подсобный рабочий. Первый управляет станком и подает в него отрезки, второй принимает их и, если нужно, возвращает для повторного реза.
Поперечный раскрой на автоматических станках
На многих деревообрабатывающих предприятиях можно увидеть огромные контейнеры, полные отходов, остающихся после поперечного раскроя, причем многие отрезки вполне могли бы быть использованы для последующего сращивания по длине. Дело в том, что выполнение программы предприятия требует большого числа деталей одного сечения, но разной длины. Однако станочник при раскрое досок или брусков физически не может запоминать количество уже отрезанных деталей заданной длины, определяемых спецификацией, и выполняет эти спецификации последовательно, выпиливая из досок сначала детали одной длины или двух вариантов длины. В результате из-за несоответствия расстояния между дефектами в доске и заданной длиной выкраиваемых деталей и образуются кусковые отходы чрезмерной длины, приносящие любому предприятию весьма ощутимые убытки.
Их уменьшение путем увеличения полезного выхода материала проще всего достигается использованием «умного» оборудования, способного запоминать заданные спецификации раскроя заготовок по длине и по количеству деталей, полученных в результате раскроя.
Станки и линии для поперечного раскроя пиломатериалов, оснащенные устройствами оптимизации, известны давно, но используются не на всех российских предприятиях. Причины тому - кажущаяся высокой начальная стоимость оборудования и его высокая производительность. Однако оборудование с применением электроники, обеспечивающее в автоматическом режиме расчет длины и количества заготовок в соответствии с заданной спецификацией, применяется все чаще.
При работе с использованием станка для поперечного раскроя, оснащенного электронной системой, доска укладывается на рольганг, и оператор вручную, с помощью флуоресцентного мелка или специального карандаша, отмечает расположение дефектов и места будущих резов. Затем подающим транспортером доска перемещается к круглопильному станку. Отмеченные места реза распознаются фотоэлементом. Одновременно компьютер станка определяет расстояние между двумя соседними местами резов и сравнивает его с длиной заготовок, заложенных в заранее введенную в него спецификацию. ПО станка вычисляет, сколько разных деталей наибольшей суммарной длины может быть размещено между этими двумя соседними метками, отдавая предпочтение самым длинным. После этого автоматически выполняются поперечные резы, а заложенное в спецификации количество деталей уменьшается на число полученных заготовок.
Последовательность размеров по длине после проведенного раскроя тут же запоминается компьютером, и выходящие из станка заготовки автоматически сбрасываются с приемного ленточного транспортера в определенные карманы.
По мере наполнения карманов рабочий вручную освобождает их, укладывая раскроенные заготовки в стопы. Обрезки остаются на транспортере и, двигаясь по нему дальше, попадают в сборник или сразу же направляются в дробилку.
Скорость продольной подачи материала в таком станке может превышать 200 м/мин., а набор максимальной скорости может происходить за 0,13 с. Станки оснащаются пультом управления и встроенным компьютером с графическим интерфейсом, что значительно облегчает использование программного обеспечения оптимизации.
В конструкции станка сочетаются новшества, примененные при изготовлении механических и электронных узлов и устройств. Такие станки позволяют существенно экономить рабочее время и уменьшать количество рабочих, занятых на операциях раскроя пиломатериалов. Кроме того, все рабочие органы этого оборудования закрыты шумопоглощающими кожухами, что обеспечивает полную безопасность работы на нем.
Опыт показал, что использование таких станков при раскрое досок по сравнению с обычными торцовочными уменьшает общую длину обрезков станками более чем в два раза и обеспечивает уменьшение количества отходов древесины на 15%.
Андрей ПЕТРОВ,
компания «МедиаТехнологии»,
по заказу журнала «ЛесПромИнформ»
Оборудование для раскроя
Предназначено для продольного и поперечного раскроя пиломатериалов, раскроя и форматной обрезки щитовых заготовок, в том числе с удалением свесов после их облицовывания, а также для раскроя полноформатных плит на заготовки заданного размера. Оборудование для раскроя бывает разных типов. Различают горизонтальные и вертикальные форматно-раскроечные станки, двухсторонние станки, раскроечные центры с ЧПУ и без него.
Выбор того или иного оборудования зависит от задач решаемых на производстве с помощью этого оборудования. В этой статье мы последовательно рассмотрим виды оборудования для раскроя и принципы работы каждого типа.
Форматно-раскроечные станки горизонтальные
Назначение: Форматно-раскроечные станки широко используются в мебельном производстве. Производит продольный, поперечный, а также распиловку под углом пиломатериалов, древесностружечных и древесноволокнистых плит, фанеру и любых листовых материалов, облицованных шпоном, ламинатом, пластиком. Форматно-раскроечные станки имеют основную пилу и подрезную с попутным направлением вращения, что обеспечивает высокое качество пропила.
Современные форматно-раскроечные станки имеют две пилы основную и подрезную. За счет того, что направление вращения подрезной пилы попутное с направлением движения раскраиваемого материала и ширина пропила на несколько десятых миллиметра больше основной пилы, вращающейся навстречу, образуется чистый без сколов пропил. Современный станок состоит из неподвижной станины со стационарными пилами и подвижной каретки на которую укладывается раскраиваемый материал и перемещается в направлении реза. Станки оснащаются всевозможными дополнительными устройствами (прижимы механические, пневматические , различные электронные устройства для настройки размеров и т.д.) для удобства работы и расширения возможностей оборудования. Производят форматно-раскроечные станки во многих странах Европы и Азии с различными характеристиками и надежностью.


Работу форматно-раскроечного станка можно посмотреть по ссылке.
Форматно-раскроечные центры с ЧПУ
Назначение: Форматно-раскроечный центр с ЧПУ предназначен для раскроя пакета облицованных или не облицованных плит ДСтП, МДФ, ДВП и других плитных материалов в автоматическом режиме с помощью запрограммированной карты раскроя. Программа позволяет осуществлять оптимизацию любых карт раскроя. Форматно-раскроечные центры с чпу используются, как правило, на крупных производствах массового выпуска корпусной мебели.
Форматно-раскроечные центры с ЧПУ состоят из рабочего стола на котором располагается плитный материал. Стол представляет собой тумбы, оборудованные шариковой опорной поверхностью (распиливаемый материал опирается на многочисленные шарики находящиеся под давлением воздуха), за счет чего массивный пакет возможно легко перемещать по поверхности стола не повреждая сам материал. Плитный материал базируется по упорам, прижимается балкой к опорной поверхности(балка надежно фиксирует материал от перемещения по столу), затем происходит пиление пакета материала, перемещающейся пильной кареткой. Пильная каретка представляет собой узел из подрезной и основной пилы для чистого резания материала. Перемещение и базирование материала осуществляется автоматически с помощью упоров и пневматических зажимов, управляемых программой оптимизации раскроя. Загрузка плит осуществляется вручную на центрах с передней загрузкой или автоматически на центрах с задней загрузкой. Весь процесс распила управляется программой оптимизации раскроя, позволяющей увеличить полезный выход заготовок и снизить процент потерь материала.
Производят форматно-раскроечные станки во многих странах Европы и Азии с различными характеристиками и производительностью.


Работу форматно-раскроечного станка можно посмотреть по ссылке.
Форматно-раскроечные станки вертикальные
Назначение: раскрой плитных пиломатериалов. Данные станки используются при производстве корпусной мебели, в деревообрабатывающей и других отраслях промышленности. Форматно-раскроечные станки чаще всего имеют горизонтальную компоновку основных функциональных механизмов. Именно такая компоновка отвечает за ряд недостатков. После каждого реза плитного (листового) материала каретка должна возвращаться вхолостую, за счет этого происходит значительная потеря производительности. Станки с горизонтальной компоновкой имеют большие габариты, а значит, занимают немалую площадь. Одна установка позволяет производить либо продольные, либо поперечные резы листового материала, т. е. нет возможности осуществлять и продольные, и поперечные резы попеременно.
Принцип работы: Такие недостатки устранены в форматно-раскроечных станках, в которых компоновка узлов вертикальная. Чтобы раскроить плиту на форматно-раскроечном станке с вертикальной компоновкой узлов, необходимо разместить эту плиту в неподвижном вертикальном положении, после чего пильный суппорт будет передвигаться по перпендикулярным осям вдоль распиливаемой плиты. Из описания преимуществ вертикальной компоновки узлов станка сразу становится ясно, что таким образом станок не будет занимать много места, а значит, налицо экономия рабочих площадей. Но это не единственный плюс подобных установок. При распиле на станке данного типа распиливаемый материал, как уже было сказано, размещен неподвижно и не перемещается, двигается непосредственно пильный узел, что гарантирует точную геометрию пропила. Добавим еще несколько слов о высокой производительности и надежности станков. Плюс ко всему, такие станки обеспечивают большую длину пропила, и все это при базовой комплектации (до 4100 мм). Это оборудование находит очень малое применение в силу сложности настройки и малой универсальности (раскрой только плитных материалов под прямым углом)
Читайте также: