
Как защитить монолитный поликарбонат
Обновлено: 18.05.2024
Рекомендации по монтажу монолитного поликарбоната
Поверхность листов из монолитного поликарбоната чувствительна к механическим воздействиям. Поэтому монтаж следует производить, не удаляя защитную пленку с обеих поверхностей плиты.
Не следует применять на поверхности ПК газо- и паронепроницаемые материалы (например, полиэфирные и металлизированные пленки). Влага, выпарившаяся на поверхность, образует тонкий слой воды между ПК и нанесенной пленкой. Следствием может явиться образование пузырей, отслоение пленки или почернение металлизированного слоя.
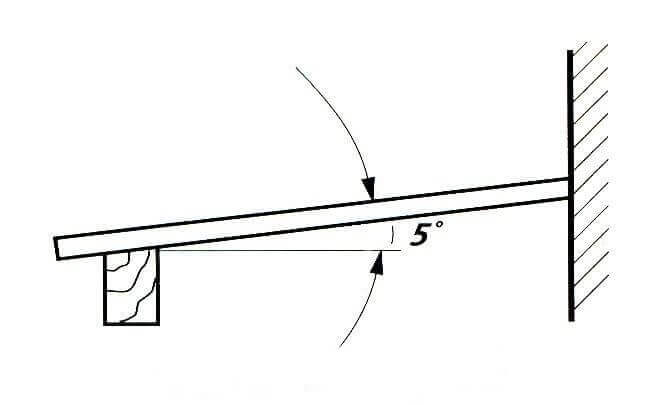
Крыши из ПК следует всегда проектировать с наклоном как минимум 5 (около 90 мм/м), чтобы обеспечить сток дождевой воды.
Запрещается ходить непосредственно по листам. В случае необходимости следует применять доски, опирающиеся, как минимум, на несколько ребер плиты.
Монтаж монолитного поликарбоната.
Вертикальное остекление.
Для определения необходимых размеров листов литого поликарбоната, укрепленных со всех сторон, необходимо принимать во внимание следующие обстоятельства:
- коэффициент линейного термического расширения;
- внутренний размер рамы.
Рамы могут быть изготовлены из пластика, дерева или металла. Желательно использовать рамы с пазами, снабженными уплотнителями. Важно, чтобы размер рамы превышал размер используемого листа ПК на следующую величину:
Минимальный зазор, мм
Глубина паза рамы - 25 мм.
Величина ветровой нагрузки при уличной установке является очень важным эксплуатационным фактором. Ветровая нагрузка может достигать величины 1000 Н/м2 (100 кг/м2). Для обеспечения прочности конструкции рекомендуется выбирать толщину пластика в зависимости от габаритного размера листа:
Короткая сторона листа, м
Соотношение ширина/длина может быть от 1/1,5 до 1/3.
При остеклении литым поликарбонатом следует обратить внимание на следующее:
- п ри монтаже поликарбоната необходимо оставить зазоры в раме для компенсации теплового расширения;
- уплотнительный материал не должен приклеиваться к листам;
- в качестве уплотнителя может служить эластичная резиновая продольная прокладка, не содержащая пластификаторов, из полисульфида и силиконового каучука или пластиковый профиль.
Арочные конструкции с симметричными дугами.
Монтаж с холодным сгибанием провоцирует возникновение в листах высоких внутренних напряжений. Следует иметь в виду, что минимальный радиус сгибания не должен превышать 150 толщин листа: R min (мм)=150xН (мм):
Ширина листа, мм
Ветровая нагрузка, кг/м2
Горизонтальное остекление.
Необходимая толщина листов ПК зависит от геометрического фактора и от поверхностной нагрузки на лист. Все данные по длине и ширине листов, нагрузкам при вертикальном и горизонтальном остеклении и необходимым при этом толщинам листов представлены в таблицах 3 и 4.Необходимая толщина листов при вертикальном креплении листов монолитного ПК в зависимости от величины ветровой нагрузки и минимальной ширины пролетов.
Толщины листов монолитного ПК при горизонтальном креплении в зависимости от величины снеговой нагрузки и от размеров пролетов:
Длина пролета, м
Резка и распиливание.
Поликарбонатные листовые продукты могут быть точно и легко разрезаны с использованием стандартного слесарного оборудования: ножовкой по металлу, ручной пилой, циркулярной пилой, лобзиком.
Ниже приведены общие указания и конкретные рекомендации по каждому участку резки:
- при использовании автоматической пилы или ножовки лист следует прижать к верстаку так, чтобы избежать нежелательной вибрации и неровного обрезания краев;
- все инструменты должны быть настроены на резку пластиков панельными ножами с мелкими зубцами;
- зубья пилы должны быть хорошо заточены;
- защитное покрытие должно оставаться на листе для предотвращения появления царапин и другого повреждения поверхности;
- по окончанию работы края всех листов должны быть чистыми, без зазубрин и заусенцев;
- стружка и пыль должны выдуваться сжатым воздухом.
Рекомендации по распиливанию циркулярными пилами:
- всегда использовать низкоскоростную подачу для получения чистого разреза;
- начинать резку только при рабочей скорости пилы;
- одиночные листы толщиной менее 3мм разрезаются ленточными или ножовочными пилами.
Ленточные пилы - это могут быть пилы обычного вертикального типа или специально разработанного горизонтального типа, пригодные для пластиковых листовых материалов. В обоих случаях важно, чтобы лист был хорошо зафиксирован во время резки. Направляющие пилы должны находиться как можно ближе к листу для уменьшения перекоса листа и кривого разреза.
Расстояние между зубьями (t)
Толщина листов <3 мм-1/2 мм
Толщина листов 3/12 мм-2/3 мм
Угол задней кромки (-)
Передний угол резания (-)
Угол заточки зуба (-)
Ножовочные пилы и станки.
Наиболее важными факторами, которые необходимо учитывать при этом типе резки, являются опора-фиксирование, особенно при использовании ножовочной пилы с расстоянием 2-2,5мм между зубцами на режущем полотне.
Лазерная резка.
Листы поликарбонатные могут резаться с помощью лазера. Разнотолщинность должна контролироваться более тщательно, чем при обычных машинных операциях. Мощность лазера и скорость резания необходимо подбирать особенно внимательно, чтобы исключить эффект беления листов в области резки. При обработке лазером край реза всегда имеет коричневый оттенок, поэтому в случае необходимости получения чистого края обреза от лазерной резки лучше отказаться.
Сверление.
1. Для сверления листовых продуктов используются стандартные высокоскоростные сверла для металла и сверла с твердосплавной режущей пластиной поскольку они сохраняют остроту режущих кромок. Наиболее важным фактором, который необходимо учитывать при сверлении листовых продуктов является то, что в процессе сверления происходит тепловыделение. Для получения чистого хорошо обработанного отверстия без механического напряжения, необходимо снизить количество выделяемого тепла. Следуя нескольким основным рекомендациям, можно легко получить чистые, без напряжения отверстия:- периодически очищать отверстия от стружки;
- время от времени охлаждать сверло сжатым воздухом;
- для получения отверстия нужного размера листы должны быть закреплены соответствующим образом, и иметь опору для уменьшения вибрации;
- отверстия могут быть просверлены от края листа на расстоянии не ближе, чем двойной диаметр отверстия;
- диаметр отверстия должен учитывать допуск на тепловое расширение/сжатие и быть больше диаметра крепежного элемента (болта, винта и т.п.).
2. Отверстия в листе сотового поликарбоната можно сверлить ручной или автоматической дрелью, при этом используются сверла для металла. При сверлении, для избежания вибрации, непосредственно под дрель необходимо поместить опору. Чистые отверстия получаются очень легко. Применение охлаждающих средств не рекомендуется.
Сварка часто используется для окончательной сборки конструкционных термопластов. Детали из поликарбоната могут свариваться различными способами.
Выбор способа зависит от размера, формы и назначения детали:
- сварка с горячей накладкой позволяет добиться исключительной прочности и производится при температуре 260-300°С;
- сварка горячим воздухом с использованием сварочного прутка, в этом случае следует производить предварительную сушку свариваемых участков и прутка при температуре 120-130°С в течении 12 часов;
- ультразвуковая сварка часто используется, амплитуда сварки с ультразвуковой обработкой 20кГц должна быть в диапазоне 25-40мкм (0-пик).
Шлифовка.
Склеивание.
Склеивание требует следования некоторым обязательным рекомендациям:
- торцы листов должны быть освобожденными от любых загрязнений;
- поверхности должны быть гладкими и ровными;
- растворитель или лак должны сохранять работоспособность во время всего рабочего периода приложения давления;
- при использовании растворителей для соединения деталей из поликарбоната необходимо контролировать климатические условия в рабочем помещении. Поддерживание низкой влажности позволит исключить эффект беления и использовать малоактивные лаки;
- давление при фиксации соединения должно осуществляться до полного его отверждения;
- при работе с растворителями следует обеспечить хорошую вентиляцию помещения.
- очистка деталей из поликарбоната производиться метиловым или изопропиловым спиртом, мягкими мыльными растворами, гептаном или гексаном. Очистка не должна производиться с помощью частично гидрированных углеводородов, кетонами, такими как МЭК, сильными кислотами или алкалинами, такими как гидроокись натрия.
Формование.
Термоформование.
Существует несколько способов термоформования, которые могут быть использованы для листов поликарбоната: нагрев листов с последующим применением матриц и механических усилий, давления воздуха или вакуума.
Применяются оба вида матриц - положительные и отрицательные. Необходимая температура для термопластического формования поликарбоната лежит в интервале 180 - 210°С. Рекомендуется нагревать листы с обеих сторон при используемой мощности инфракрасного (ИК) излучения 30кВт/м2. Для многотиражной формованной продукции из поликарбоната следует использовать матрицы, изготовленные из таких жестких материалов как алюминий и сталь. При этом необходимо поддерживать определенную температуру матрицы. Оптимальные температуры матрицы, при которых достигается высокое качество поверхности изделий из поликарбоната составляют 80 - 120°С, а для холодных участков формуемого листа до 130°С. Перед формованием необходимо подвергать листы предварительной сушке, которая осуществляется при температурах 120°С, зеркальные отражающие листы при 110-115°С в камерах с циркуляцией воздуха для каждого листа индивидуально с удалением защитной пленки. Продолжительность предварительной сушки зависит от количества влаги, поглощенной листом, и от его толщины. Поэтому наилучший способ определения требуемого времени сушки состоит в следующем:
- и з листа опытной партии вырежьте 2 - 3 небольших образца материала;
- п оместите эти образцы в печь, нагретую до температуры предварительной сушки (110 - 120°С);
- ч ерез каждые 2 - 3 часа извлекайте очередной образец из печи и нагревайте его до температуры формовки (170 - 180°С);
- с ледите за появлением пузырей на образце. Если через 10 минут пузыри не образуются, значит, материал высушен. Если пузыри появятся, это будет означать, что требуется дополнительная сушка;
- о пределив продолжительность сушки, переходите к предварительной сушке всей партии листового материала;
- при формовании листов поликарбоната с защитным слоем от ультрафиолетового (УФ) излучения следует учитывать, что достаточный УФ-защитный слой сохраняется только в том случае, когда соотношение вытяжки не превышает 1:1,5.
Вакуумформование.
Холодное формование.
Монолитный листовой поликарбонат можно изгибать в холодном состоянии, это дает огромную свободу дизайнерских решений при его использовании для покрытия архитектурных сооружений сложной формы - арок, куполов, конусов, цилиндров. При изгибании монолитного поликарбоната под прямыми углами минимальный радиус изгиба зависит от толщины листа:
Полировка поликарбоната. Советы мастеров.
Поликарбонат – это особо прочная пластмасса, используемая для изготовления ветровых стекол на лодках, небольших самолетах и мотоциклах, для защитных рабочих очков, автомобильных фар и многих других ударопрочных изделий. По сопротивляемости ударам лист этого пластика в 80-100 раз превосходит оконное силикатное стекло. Об этом заявляет производитель поликарбоната – завод Полигаль, один из крупнейших в России.
Почему поликарбонат царапается?
При этом монолитный поликарбонат царапины получает намного легче, чем любое стеклянное изделие, потому что пластик – гораздо более мягкий материал. Лобовое стекло из поликарбоната, например, может царапаться от песка, грязи, насекомых и другого мусора на дороге, что делает его мутным. Это постепенно затрудняет просмотр, особенно на солнце. То же самое происходит и с рабочими защитными очками, которые подвергаются постоянным «бомбардировкам» рабочей средой.

Рис. 1. Помутневшая от микроцарапин поликарбонатная фара, нуждающаяся в шлифовке.
Но есть подручные средства и специальные продукты, предназначенные для удаления микроскопических царапин. Они доступны в большинстве магазинов хозтоваров и автозапчастей. Правильная и своевременная очистка и шлифовка вашего поликарбоната обеспечит его полную прозрачность на долгие годы.
Как отполировать монолитный поликарбонат вручную
Отшлифовывать автомобильные фары – это одно, а удалять царапины на поликарбонатных линзах очков – это другое. В разных случаях требуется более или менее тонкая работа по удалению «микротравм».
Перечислим пошагово алгоритм очистки и тонкой шлифовки прозрачного поликарбоната на примере лобового стекла. Этим способом легко шлифуется также акриловое и оргстекло. Данный домашний рецепт можно увидеть чуть ли на каждом форуме лайфхаков от «мастеров-самоделкиных».
Шаг 1
Очистка лобового стекла из поликарбоната. Не используйте чистящие средства для стёкол, которые содержат алкоголь или аммиак. Они вредны для поликарбоната. Самый безопасный очиститель – теплая вода с мягким неабразивным мылом или средством для мытья посуды.
Если на поверхности есть налипшие и высохшие насекомые, их нельзя соскребать, а следует размочить и потом смыть. Лучше всего использовать для размачивания мокрое полотенце, которое нужно повесить на стекло на несколько минут.
Если поликарбонат совсем мутный, то первым этапом после мытья должна стать абразивная шлифовка самой мелкой наждачной бумагой, т.н. «нулёвкой» или Р2000. Шлифование производится строго по мокрой поверхности! Для смачивания используется простая вода.
Шаг 2
После грубой шлифовки нанесите тонкую шлифующую смесь, например, полировочную пасту 3М №75, которая продается в любом автомагазине. С ее помощью стираются микроскопические риски после грубой наждачки.
Только удостоверьтесь, что средство, которое вы используете, является тонким абразивом, химически безопасным для пластика. Из подручных средств на эту роль отлично подходит зубная паста. Для обработки используйте мягкую чистую ткань, лучше шерстяную. При этом рука должна двигаться вкруговую.
Шаг 3
Удалите шлифующий состав теплой водой с мылом. Если он подсох, то попытка стереть его без смачивания поверхности может привести к появлению новых мелких царапин.
Шаг 4
Нанесите полировочный состав без абразивов. Опять же, используйте специальный полироль для поликарбоната, который безопасен для пластика. Выбирайте лучше средство для полировки с воском. Его издавна используют для получения глянцевого блеска паркетных полов и других поверхностей. Это может быть содержащая воск паста для полировки поликарбоната или жидкое средство. Благодаря ему насекомые и вообще грязь прилипают к ветровому стеклу гораздо меньше.
Предупреждение!
Не чистите и не протирайте ветровое стекло бумагой. Она шероховатая и царапает поликарбонат. Протирайте его только мягким тканевым полотенцем из хлопка или микрофибры.
Предметы, которые вам понадобятся:
- Мыло или средство для посуды,
- Вода,
- Салфетки из микрофибры,
- Наждачная бумага,
- Шлифующий состав,
- Полирующий состав (с воском или без него).
Как производится простая шлифовка поликарбонатных защитных очков, хорошо показано в этом видео:
Как убрать грубые царапины с монолитного поликарбоната?
Под видом поликарбоната часто продают более дешевый и мягкий акриловый пластик. Удалить с него царапины оказывается проще, чем с поликарбоната. Настоящий же поликарбонат – чрезвычайно прочный пластик, который используется в местах с сильным ударным воздействием. Следовательно, зашлифовать глубокую царапину на поликарбонате вручную, мягкими абразивными материалами не получится. По крайней мере, незаметно.
В случае глубоких царапин (за которые цепляется ноготь) действовать нужно более радикально, обращаться к профессионалам или использовать один из трех методов самостоятельной обработки:
- Полировать поликарбонат с помощью электроинструмента.
- Расплавление пластика газовой горелкой.
- Заделка царапины прозрачным реставрирующим составом (эпоксидной смолой, акриловым лаком и др.).
- Расплавление туманом химического растворителя.
Термическая обработка
Поликарбонат из прозрачных пластиков хуже всех шлифуется механическим путем. Самый легкий способ отполировать поликарбонат – использование газовой горелки. Материал начинает плавиться при температуре 155 градусов Цельсия. Но для такой работы требуется опыт и мастерство.
Химические растворители
Также поликарбонат легко полируется парами растворителя. Этот способ является лучшим выбором в большинстве ответственных случаев. Но паровая полировка поликарбоната – это профессиональный метод, при котором для тонкого сглаживания поверхности используются пары пластикового растворителя.
Механизированная шлифовка
Массированная полировка поликарбоната монолитного с помощью электроинструмента в основном используется на внешних поверхностях крупных поликарбонатных изделий. Используется вращающийся войлочный или хлопковый полировальный диск. Оказывая механическое воздействие, сам диск оставляет микроскопические царапины, поэтому подобная шлифовка оставляет поверхность не настолько гладкую, как полировка парами растворителя. А вот профессиональная машинная шлифовка пластика в сочетании с последующей паровой полировкой, позволяет получать практически безупречные покрытия.

Рис.2. Поликарбонат до и после полировки
Поликарбонатный пластик – это красивый материал, полированная поверхность которого буквально сверкает на свету, когда она целая и без царапин. И теперь вы знаете, как убрать царапины на поликарбонате самостоятельно или с помощью специалистов, спасти прозрачный материал от помутнения из-за износа, и как сохранить его первозданную сверкающую красоту.
Поликарбонат с уф защитой
Как защитить поликарбонат от ультрафиолета, чтобы увеличить срок его службы? Являясь одним из самых прочных полимеров, этот легкий и практичный материал чувствителен к воздействию солнечных лучей. Без брони он теряет первичные эксплуатационные свойства уже через 2-3 года после использования. Способы найдены, и о них пойдет речь далее.

Поликарбонат: защита от солнца
Защита поликарбоната от ультрафиолета стала актуальной проблемой для производителей этого перспективного материала, когда в 70-х года прошлого столетия выявилась его нетерпимость к солнечным лучам. После длительного воздействия ультрафиолета поверхность материала становилась мутной, а сам материал терял прочность, мог разрушиться от сильного ветра, града или дождя, не говоря об обильном снеге.
Таким образом, уф защита поликарбоната превратилась в главную задачу производителей. Первым делом, пытались использовать специальные добавки в виде гранул, призванные стабилизировать состав полимера. Этот способ не обеспечивал полную сохранность от солнца, к тому же себестоимость материала резко возросла.
Поликарбонат – уф защита
Потерпев неудачу с гранулами, ученые начали искать другие средства для обеспечения надежной протекции материала и минимизации расходов. В результате остановились на недорогом и эффективном способе – создании покрытия поверхности тонким слоем специального стабилизатора. Сам материал, защищенный таким способом, получил название поликарбонат с уф защитой.

Способы нанесения защитного слоя
Различают 2 приема нанесения ультрафиолетового покрытия: напыление и экструзия. Метод напыления достаточно прост – на поверхность полимера наносится тонкий слой раствора. Но выявилось, что такая поликарбонат защита может разрушиться во время транспортировки, монтажа, от атмосферных осадков, механических воздействий и полностью утратить свои функции.
Метод экструзии. На сегодняшний день считается самым эффективным способом. При этом методе используется вживление протекционного слоя прямиком в структуру поверхности полимера. Таким образом, достигается устойчивая защита поликарбоната от физических, химических и механических воздействий, прямых солнечных лучей. Увеличивается срок эксплуатации материала, который может составить 20-25 лет.
Как распознать сотовый поликарбонат с уф защитой?
Обычно протекционная пленка наносится только с одной стороны листа. При монтаже необходимо учитывать, что эта поверхность должна быть обращена в наружную сторону. Поэтому сотовый поликарбонат с защитой от ультрафиолета покрывают пленкой с обеих сторон. При этом рабочая поверхность имеет пленку с надписями производителя о наличии уф слоя, пленки на обороте не обладают ими, следовательно, эта сторона не защищена от солнечных лучей.
Важно! Пленки не следует удалять до монтажа, чтобы исключить ошибку. Но если это случилось, распознать нужную сторону поможет солнечный свет, от него на защищенной поверхности материала появляются ультрафиолетовые блики. Отметим, что установка материала не той стороной может привести к быстрому износу и утрате его эксплуатационных качеств.
Поликарбонат с двухсторонней защитой от ультрафиолета
В некоторых случаях односторонней протекции от воздействия солнца оказывается недостаточным. Например, когда монолитный поликарбонат с защитой от ультрафиолета приходится ставить в вертикальном положении, а солнечные лучи попадают на поверхности полимера с обеих сторон. На выручку в таких ситуациях приходит прием, когда методом экструзии защитные пленки наносятся и с одной, и с другой стороны. Такой материал обеспечивает надежное предохранение, но его цена гораздо выше.
Сотовый поликарбонат защита от ультрафиолета: определение качества
Визуально качество материала можно определить несколькими способами. Механические характеристики напрямую зависят от толщины панели. Она определяется исходя из таких данных как расчетная нагрузка, геометрическая форма и термическое сопротивление. Качественная защита сотового поликарбоната обеспечена, если:
- в документах указана торговая марка, толщина, вес и информация об уф защите;
- листы упакованы в полиэтиленовую пленку с соответствующей надписью;
- кроме надписей на полиэтиленовой пленке, на ребрах листов имеются идентификационные данные производителя;
- листы не имеют вздутий, царапин, замятий;
- защитные полиэтиленовые пленки не отклеиваются самопроизвольно.
О плохом качестве материала можно догадаться по отсутствию защитной пленки, сведений о весе, уф защите, данных о производителе, по замутненности и неровности поверхности, деформациям в структуре панели и повреждениям. Отсутствие признаков уф брони также выявляется проверкой на солнечные лучи.
Выводы
Сотовый полимер с uv протекцией – один из самых востребованных строительных материалов для парника. Он имеет небольшой вес и высокую прочность. Особенно популярен поликарбонат для теплиц с уф защитой, который ценится благодаря прозрачности и хорошей теплоизоляции. Каждый застройщик старается купить для парника качественный материал. Чтобы избежать ошибки при выборе, необходимо обратить внимание к рекомендациям специалистов, следовать инструкциям при монтаже и эксплуатации.
Инструкция по монтажу монолитного поликарбоната
Остекление монолитными поликарбонатными листами должно планироваться как заключительный этап при отделке здания.
Необходимо учесть, что условием получения определенных оптимальных технических параметров конструкции, создаваемой с применением поликарбонатных листов, является применение соответствующих аксессуаров для монтажа и остекления, рекомендуемых в данном техническом руководстве, и строгое следование рекомендациям по монтажу, указанным в данном руководстве.
ВНИМАНИЕ! Проектированием и монтажом конструкций с применением поликарбонатных листов должны заниматься соответствующие компании, имеющие лицензии на данный вид деятельности и квалифицированный персонал. От качества монтажа зависит внешний вид поликарбонатных листов и срок службы конструкций с их применением.
Предмонтажные рекомендации
Допуск на тепловое расширение
При монтаже поликарбонатных листов необходимо учитывать термическое (тепловое) расширение листов, которое равно 6,7•10-5 м/м•оС. Поскольку поликарбонатные монолитные листы обладают более высоким коэффициентом линейного термического расширения по сравнению с традиционными материалами для остекления, то следует оставлять зазор для такого расширения, что поможет предотвратить образование изгибов листа в конструкции, деформацию листов, выскальзывание их из элементов крепления и даже разрыв или растрескивание листов по причине возникновения критических внутренних напряжений. В таблице 1 приведены сравнительные коэффициенты линейного теплового расширения для различных материалов:
Коэффициент линейного теплового расширения, 1/°С
Для предотвращения влияния термического расширения на качество монтируемой конструкции с применением монолитных поликарбонатных листов необходимо учесть следующее:
- оставлять необходимый зазор в 5-6 мм в профиле для соединения монолитных листов;
- при креплении листов к каркасу саморезами отверстия в листе следует делать на 2-3 мм больше, чем диаметр самого самореза;
- при большей длине конструкции следует дополнительно крепить панели к каркасу, чтобы скомпенсировать терморасширение;
- отверстия в листе следует выполнять на расстоянии не менее 40 мм от края;
- не следует перетягивать саморезы и другие крепежные элементы при монтаже поликарбонатных листов, оставляя допуск на «свободный ход».
Допуски на термическое расширение следует предусмотреть и по длине, и по ширине листов.
Минимальный зазор на тепловое расширение при монтаже поликарбонатных листов следует предусматривать в зависимости от длины листа (см. табл. 2).
Минимальный зазор на тепловое расширение, мм
В качестве общего принципа следует учитывать 3-6 мм допуска на термическое расширение на каждый линейный метр бесцветного листа и 6-8 мм – на каждый линейный метр цветного листа (рис. 1,2).
Рис. 1 Рис. 2
При остеклении монолитными поликарбонатными листами всегда следует учитывать минимальный угол наклона от торца до торца конструкции равный 15° для нормального стока конденсата и дождевой воды (см. рис. 3).
Технология монтажа
При монтаже монолитных поликарбонатных листов необходимо учесть все воздействия окружающей среды: расширение материала ввиду перепада температур (лето — зима), которое достигает
5 мм/пм; пыль, влажность и загрязненность воздуха; воздействие дождя, снега и ветра, солнечной радиации.
Наличие УФ-защитного слоя не только защищает ограждаемое пространство от проникновения жестких УФ-лучей, вредных для здоровья человека, но и защищает сам материал от их разрушительного воздействия.
Для использования на улице следует применять только листы с УФ-защитным слоем. При этом cторона листа с защитным слоем должна быть ориентирована наружу. Пленка с этой стороны монолитного поликарбонатного листа имеет специальную маркировку и цветные надписи. Лучше всего монтировать листы в пленке и снять ее сразу по завершении монтажа (иначе под солнцем она может прикипеть к листу).
Для соединения монолитных листов между собой и крепления их к каркасу конструкции следует использовать специальный алюминиевый соединительный профиль, учитывающий особенности монтажа монолитного поликарбоната. Данный профиль состоит из двух частей, именуемых профилем-Т (база) и профилем-С (крышка), которые представлены на рисунках 4 и 5.
Рис. 4. Профиль-Т (база) для крепления монолитных листов.

Рис. 5. Профиль-С (крышка) для крепления монолитных листов.

Следует помнить, что зажим края монолитного листа в профиле должен быть равен как минимум 20 мм.
Запрещается:
- Не используйте пластифицированный ПВХ или несовместимые с поликарбонатом резиновые герметизирующие ленты или уплотнители;
- Не используйте амино-, бензамидо- или метокси- содержащие герметизирующие составы или замазки, а также бензол, бензин, ацетон и тетрахлорид углерода;
- Не используйте абразивные или высокощелочные моющие средства;
- Никогда не скоблите лист поликарбоната влагоснимателями, лезвиями или другими острыми инструментами;
- Не ходите по листу;
- Не устанавливайте поврежденный лист во время транспортировки или обработки или с повреждённой лентой для герметизации;
- Не мойте лист под палящим солнцем или при повышенных температурах;
ВЕТРОВАЯ И СНЕГОВАЯ НАГРУЗКИ
Динамическая ветровая нагрузка
Скорость ветра определяет фактическую ветровую нагрузку на монолитные листы, используемые для остекления. Нагрузка рассчитывается путем умножения квадрата проектной скорости ветра на коэффициент 0,613.
где q - динaмичecкaя ветровая нагрузка, Н/м2;
V - проектная скорость ветра, м/с.
Значение q в единицах СИ Н/м2
Динaмичecкaя ветровая нагрузка,
Коэффициент давления
Коэффициент давления учитывает колебания конструкции остекления при ускорении / замедлении ветра. Ветровая нагрузка рассчитывается как произведение динамического ветрового давления q на соответствующий коэффициент давления. Перечень значений коэффициента давления можно найти в соответствующих Национальных строительных нормах.
Рис. 6. Распределение нагрузки, воздействующей на монолитный лист.



1) Итоговая модель 2) Схема прогиба 3) Схема контура прогиба
Снеговая нагрузка
Нагрузка снегового покрова на кровельные остекленные поверхности должна рассматриваться как вертикальная, равномерно распределенная нагрузка, действующая на 1 м2 горизонтальной проекции остекления.
Точные значения коэффициентов снеговой нагрузки могут быть найдены в соответствующих Национальных строительных нормах.
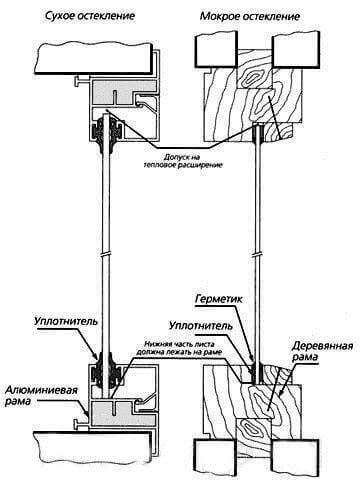
СИСТЕМЫ ОСТЕКЛЕНИЯ
Системы остекления
На рисунках 7 и 8 приведены типичные схемы монтажа для сухого и мокрого остекления с использованием монолитных поликарбонатных листов.
При монтаже листа очень важно, чтобы края были правильно зафиксированы, независимо от того, требует ли применение сухих или мокрых условий остекления.
Системы сухого остекления
Преимущество сухого остекления заключается в том, что резиновые уплотнители вставляются непосредственно в паз оконной рамы, что допускает свободное движение листа во время расширения и сжатия. Это должно быть учтено как в эстетических целях, так и для применения там, где расширение листа превышает пределы пластичности герметизирующего состава.
Рис. 7. Система сухого остекления.

Системы мокрого остекления
Поликарбонатный лист может быть использован для остекления с применением стандартных механических или деревянных оконных рам с использованием лент и незатвердевающих составов. Для этого хорошо подходят полибутиленовые ленты.
При использовании остеклительных составов важно, чтобы герметизирующие системы имели люфт для допуска на тепловое расширение без потери сцепления с рамой или листом. Обычно рекомендуется использовать силиконовые герметизирующие составы, а при использовании других герметиков - заранее проверять их совместимость с листом поликарбоната.
Нельзя использовать ни амино-, ни бензамид–отвердевающие силиконовые герметизирующие составы, поскольку они не совместимы с листом, и это может привести к образованию микротрещин, в особенности при наличии напряжения.
Рис. 8. Система мокрого остекления.

ОСТЕКЛЕНИЕ ПЛОСКИХ КОНСТРУКЦИЙ
Дополнительное остекление
Выбор поликарбонатного листа в качестве внутреннего, либо внешнего вторичного остекления будет зависеть от конкретных требований постройки: внешнее / внутреннее вторичное остекление применяется для повышения защиты от несанкционированного проникновения.
Внутреннее дополнительное остекление
Лист является идеальным материалом для внутреннего остекления (см. рис. 9). Когда лист устанавливается внутри помещения, то параметры прогиба под влиянием ветра (как указано в табл. 2) можно не учитывать, поэтому толщину листа можно уменьшить.

Рис. 9. Внутреннее дополнительное остекление.
Внешнее дополнительное остекление
В зависимости от предъявляемых требований к конструкции могут использоваться различные поликарбонатные листы в качестве внешнего остекления (см. рис. 10). С учетом функциональных и эстетических требований к значению прогиба под влиянием ветра применимы рекомендации по толщине листа, содержащиеся в таблице 14 (см. далее).

Рис. 10. Внешнее дополнительное остекление.
ВЫБОР ТОЛЩИНЫ ЛИСТА ДЛЯ ПЛОСКОГО ОСТЕКЛЕНИЯ
Крепление монолитного листа с четырех сторон
Допустимые параметры нагрузки при этой конфигурации зависят от соотношения расстояний опорной части рамы – a: b, где «а» представляет собой расстояние между центрами профилей остекления на поперечной стороне остекления, т.е. ширину листа, а «b» представляет собой расстояние между центрами профилей остекления на продольной стороне остекления, т.е. длину листа (см. рис. 14).

В таблице 4 указаны максимально допустимые размеры листа при определенной нагрузке, которая выражается в приемлемом отклонении листа (в пределах упругих деформаций) без риска образования изгибов и внутренних напряжений.
Расстояние между центрами профилей остекления (поперечная сторона «а»)
Отношение ширины листа к длине
Толщина листа, мм
Примеры пользования таблицей:
а) размер окна: ширина 1600 мм, длина 3200 мм (соотношение a:b = 1:2).
Нагрузка: 1000 Н/м2. Требуемая толщина листа: 12 мм.
б) размер окна: ширина 1000 мм, длина 4000 мм (соотношение a:b = 1:>2).
Нагрузка: 800 Н/м2. Требуемая толщина листа: 8 мм.
Крепление монолитного листа с двух сторон
Лист можно закрепить на промежуточных брусьях, используя обычные гайки, болты и шайбы. Однако для всех соединений и зон фиксации требуется опора – совместные резиновые шайбы – для распределения силы зажима по наиболее широкой области.
Необходимо использовать большие металлические шайбы, ламинированные резиной, совместимой с поликарбонатным листом. Болты не должны быть затянуты слишком сильно, поскольку это может деформировать лист или ограничивать естественное расширение и сжатие листа.
При использовании болтов любого типа важно помнить, что расстояние между отверстием и краем листа должно составлять не менее двух диаметров отверстия. Критерием прогиба для обоих видов остекления является сторона «а» незафиксированного листа, т.е. расстояние между центрами профилей остекления (см. рис. 12 и 13). Расстояние «b» определяет длину листа и не влияет на общий прогиб, так как может быть выбрана любая длина листа.


Стандартная максимальная длина 2050 мм
В таблице 5 представлены данные, основанные на значениях зацепления края листа с обеих сторон, приведенные в табл. 14 (см. раньше).
Расстояние между центрами профилей остекления (поперечная сторона «а»)
Толщина листа, мм
ВНИМАНИЕ! Недопустимо хождение по кровельным конструкциям, а также по поликарбонатному листу во время монтажа или мытья. Для этого всегда должна использоваться деревянная балка или другое устройство, опирающееся на детали кровли.
ОСТЕКЛЕНИЕ ИЗОГНУТЫХ КОНСТРУКЦИЙ
Арочное остекление
Все поликарбонатные монолитные листы поддаются холодной формовке по изогнутым поддерживающим профилям остекления (см. рис. 14). При условии, что радиус изгиба листа будет больше минимального рекомендуемого значения механическое напряжение, полученное в результате холодной формовки, не будет влиять на механические свойства листа.

Минимальные значения радиуса изгиба для поликарбонатных монолитных листов различной толщины представлены в таблице 6.
Толщина листа поликарбоната, мм
Минимально допустимый радиус изгиба, м
Для арочного остекления листами можно применять стандартные металлические профили, ленты для остекления и нетвердеющие составы для остекления.
Для большего экономического эффекта рекомендуется использовать резиновые уплотнители для металлических или деревянных структурных опорных балок и для алюминиевых закрывающих фиксирующих реек.
Выбор толщины листа для арочного остекления
Радиус кривизны, а также пролет и расстояние между изогнутыми профилями влияют на свойства полученной конструкции и критическую продольную нагрузку. Критическая продольная нагрузка, при которой происходит изгиб, рассчитывается как функция геометрических параметров поверхности листа от свойств листа.
Жесткость листа при изогнутом остеклении в основном определяется радиусом «R» и расстоянием между изогнутыми профилями «W». Длина листа «L» должна быть больше ширины листа «W» для облегчения изгиба (см. рис. 15). На практике соотношение длины к ширине листа менее чем 1:2 не рассматривается.

Расстояние от центра до центра изогнутых поддерживающих профилей Рис. 15
Расчет обрешетки для кровли
Расчетом несущей конструкции должны заниматься специалисты. Обязательно нужно учесть местность, где устанавливается конструкция. В каждой зоне разные снеговые, ветровые нагрузки, климатические условия и т.д. Учесть угол наклона кровли, форму, размеры, допустимые возможные нагрузки и др.
Для подбора мы приводим ориентировочную таблицу, с помощью которой определяем одну сторону обрешетки, зная размер другой стороны, толщину листа и данные о снеговом регионе. То есть нам надо при помощи таблицы рассчитать длину, зная ширину. Зная обрешетку, можно правильно смонтировать лист, рассчитать затраты как на пластик, так и на несущий каркас, оптимизировать расходы на конструкцию, сделать весь проект более изысканным и красивым.

Следует отметить, что приведенные расчеты - результат измерений, проведенных на стендах для испытаний, несут только ознакомительный характер, точный расчет конструкции должен выполняться сертифицированными специалистами. Ширина листа 2,05 метра, и для разделения его на одинаковые 2 или 3 части берутся размеры 0,7 и 1,02. Для удобства расчетов можно использовать метод интерполяции.
Пример расчета обрешетки монолитного поликарбоната на навес
Делаем расчет для Севера Беларуси. Сооружаем автомобильный навес из монолитного поликарбоната кровельной толщины. Металлическая обрешетка уже готова. Скат протяженностью 5 метров с интервалом направляющих (расположенных вдоль ската) 120 см. Нужно подобрать полимер такого размера, при котором можно обойтись без поперечных направляющих, которые устанавливаются поперек ската кровли.
Решение: Для снегового региона No3 требуется столбик 102 см - для 10 мм полимера, интервал направляющих равен 550 см. По составленной пропорции рассчитываем, что возможно применение такого поликарбоната для кровли навеса.
Для снижения стоимости конструкции подберем лист монолитного поликарбоната меньшей толщины, но гарантирующий надежность сооружения. Уменьшив шаг направляющих до 120 см и использовав лаг поперечных направляющих 100 см, мы сможем использовать лист толщиной всего 6 мм. (для определения необходимо воспользоваться пропорцией).
Обработка монолитного поликарбоната
Данный пластик хорошо поддается обработке, как и другие полимерные материалы. Это делается с помощью подручных инструментов. Надо помнить, что при любом способе обработки монолитный поликарбонат сильно нагревается, и от этого он не режется, а плавится. Во избежании поломки инструментов необходимо соблюдать рекомендации по выбору инструмента, скорости работы и охлаждать обрабатываемое место.
Способы резки
- циркулярной пилой. Для этой работы вполне допустимо применение пилы по дереву. Скорость работы инструмента 1500-2000 м/мин, скорость подачи 10-15 м/мин. Ширина реза 3-5 мм. При таком способе резки берется еще 3 мм на допуски.
- резка на фрезерном станке. Она осуществляет как прямые резы, так и дает возможность создавать сложные фигуры. Фрезеровка монолитного поликарбоната осуществляется на скорости 20000-24000 об/мин, не ограничивая скорость резки. За один проход фреза выбирает не более 4 мм. Ширина реза 3-6 мм в зависимости от инструмента. Точность 0,01 мм. Наиболее точный способ обработки монолитного поликарбоната.
- лазером. У этого способа есть некоторые минусы. Т.к. температура луча высокая, край листа поликарбоната оплавляется и приобретает коричневый оттенок, а это не всегда подходит. Да и при такой же точности, как на фрезере ширина реза всего лишь 0,2 мм.
Очистка листов монолитного поликарбоната
Чистить листы можно элементарным мытьем простой водой, либо с добавлением мягких моющих средств, таких, как для мытья посуды или мыла. Грубые щетки или наждачная бумага поцарапают поверхность листа, поэтому такой способ очистки производители не рекомендуют. А вот применять изопропиловый спирт допустимо.
Окраска монолитного поликарбоната
Желательно купить цветной монолитный поликарбонат нужного оттенка. Но если это невозможно, то пластик можно покрасить. Окрашивание проводят, используя любую краску, которая не содержит растворителей. Подходят краски в баллончиках.
Склеивание листов
Если Вам необходимо склеить отдельные детали или небольшие предметы, то подходят клеи горячего отверждения на полиамидной основе. Для более серьезных изделий, таких как аквариумы или смотровые окна, нужен силиконовый клей, который не содержит растворители, например, клей производства Доу Кемикал. Он непрозрачный, и бывает трех цветов белого, черного и серого. Если нужно приклеить листы к плоским поверхностям, то можно применить акриловый вспененный клей в виде ленты, производитель — фирма 3М, марка 4830. Если изделия требуют оптической прозрачности и максимальной жесткости, можно применять двухкомпонентные полиуретановые клеи на от Энжиниринг Кемикал марок НЕ 17017 и НЕ 1908.
Сгибание
При сгибании листа происходят внутренние напряжения. Да еще если лист монолитного поликарбоната закреплен на конструкции, то возможна деформация в виде трещин. Для того чтоб ее избежать существует формула, по которой можно рассчитать минимальный радиус изгиба:
R= 175хТ, где Т- толщина листа в мм.
Например, для 10 мм монолитного поликарбоната радиус 1750 мм. будет минимальным.
Для сгибания под прямым или любым другим углом с явной линией гиба рекомендуется применить метод холодной гибки.
Читайте также: