
Анкеровка закладных деталей в бетоне
Обновлено: 18.05.2024
Анкеровка закладных деталей в бетоне
ПОСОБИЕ
ПО ПРОЕКТИРОВАНИЮ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ИЗ ТЯЖЕЛЫХ И ЛЕГКИХ БЕТОНОВ БЕЗ ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ АРМАТУРЫ
(к СНиП 2.03.01-84)
ЧАСТЬ 4
АРМАТУРА, СЕТКИ И КАРКАСЫ
Отдельные арматурные стержни
5.9. Сортамент арматурных стержней для железобетонных конструкций приведен в прил. 4.
5.10. При проектировании железобетонных конструкций, особенно с большим насыщением арматурой, необходимо учитывать следующие характеристики арматурных стержней:
размеры поперечных сечений стержней периодического профиля с учетом допускаемых отклонений от них;
радиусы загиба стержней и соответствующие габариты гнутых элементов;
допускаемые отклонения от проектных размеров при размещении стержней сварных сеток, каркасов, закладных деталей и т. п.
5.11. При проектировании гнутых стержней диаметры и углы загиба должны отвечать требованиям табл. 37. Длина гнутых стержней определяется по оси стержня.
Таблица 37
Класс арматуры | Минимальный диаметр загиба в свету при диаметре стержня d, мм | Максимальный угол | |
| 18 и менее | 20 и более | загиба, град | |
| А-I, Ас-II, марки 10ГТ | 2,5d | 2,5d | Не ограничен |
| А-II | 4d | 6d | 180 |
| A-III | 6d | 8d | 90* |
| Вр-I | 4d | ѕ | Не ограничен |
Размеры крюков для анкеровки гладких стержней арматуры должны приниматься в соответствии с черт. 92.
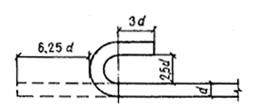
Черт. 92. Размеры крюков на концах стержней гладкой рабочей арматуры
Сварные соединения арматуры
5.12(5.32). Арматура из горячекатаной стали гладкого и периодического профилей, термически упрочненной стали класса Ат-IIIС и обыкновенной арматурной проволоки должна, как правило, изготовляться с применением для соединения стержней между собой контактной сварки — точечной и стыковой. Допускается применение полуавтоматической дуговой сварки, а также ручной согласно п. 5.18.
5.13 (5.33). Типы сварных соединений и способы сварки арматуры должны назначаться с учетом условий эксплуатации и свариваемости стали, технико-экономических показателей и технологических возможностей предприятия-изготовителя в соответствии с указаниями государственных стандартов и нормативных документов на сварную арматуру (табл. 38).
Соединения, не предусмотренные действующими нормативными документами, допускается выполнять по рабочим чертежам, утвержденным в установленном порядке.
Стыковые соединения стержней могут предусматриваться без применения сварки с помощью обжатых обойм по согласованию с предприятием-изготовителем.
5.14(5.34). В заводских условиях при изготовлении сварных арматурных сеток, каркасов и соединений по длине отдельных стержней следует применять преимущественно контактную сварку — точечную и стыковую (см. поз. 1, 2 и 5 табл. 38).
5.15(5.35).При монтаже арматурных изделий и сборных железобетонных конструкций для соединения встык стержней диаметром 20 мм и более следует предусматривать ванную сварку в инвентарных (съемных) медных или графитовых формах (см. поз. 7-9 табл. 38), а также ванную, ванно-шовную и сварку многослойными швами на остающихся стальных скобах-накладках 1 (см. поз. 10-13 табл. 38). При этом в первую очередь должны применяться механизированные способы сварки (см. поз. 7, 8, 10, 12 табл. 38), обеспечивающие возможность контроля качества соединений. Допускается при специальном обосновании сварка вертикальных стержней многослойными швами без дополнительных технологических элементов (см. поз. 14 табл. 38).
1 Скоба-накладка ѕ дополнительная конструктивно-технологическая деталь, воспринимающая часть осевой нагрузки, площадь сечения которой составляет не менее 50 % площади сечения стыкуемых стержни.
5.16. Проектирование сварных стыковых соединений арматуры с применением инвентарных форм и других формующих элементов производится с учетом следующих требований:
а) расстояния между стыкуемыми стержнями, а также от стыкуемых стержней до ближайшей грани железобетонного элемента должны назначаться с учетом возможности установки формующих элементов и удаления инвентарных форм. Размеры и способы установки инвентарных форм стальных скоб-накладок следует принимать согласно нормативным документам по сварке. Общая длина выпусков должна соответствовать расстоянию между гранями стыкуемых железобетонных элементов и быть не менее 350 мм. Расстояние от торцов стыкуемых выпусков до граней элементов (с учетом защиты бетона от перегрева) принимается не менее 100 мм (черт. 93, а);
б) расположение стыкуемых стержней должно обеспечивать возможность ввода электрода под углом не более 30° к вертикали (черт. 93, б, в);
в) зазоры между стыкуемыми стержнями при дуговой ванной сварке должны выполняться в соответствии с требованиями государственных стандартов и нормативных документов по сварке. При зазорах, превышающих максимально допустимые, соединение стержней допускается производить с применением промежуточного элемента — вставки из арматурного стержня того же диаметра и класса, что и стыкуемые стержни.

Черт. 93. Дуговая ванная сварка выпусков арматуры.
а — стыковое соединение стержней; б — горизонтальный стык; в ѕ вертикальный стык
5.17. Для соединения между собой стержневой арматуры диаметром 10 ѕ 18 мм при монтаже, а также для соединения стержневой арматуры с сортовым прокатом (закладными деталями) или с анкерными и закрепляющими устройствами должна применяться ручная дуговая сварка протяженными швами (см. поз. 15 и 16 табл. 38 и поз. 1 табл. 53). При пониженных требованиях к прочности соединения (не более 50 % прочности стыкуемого стержня) допускается сварка стержней диаметром 8 мм. Сварка стержней протяженными швами при диаметрах 20 мм и более допускается при специальном обосновании.
5.18. При отсутствии оборудования для контактной сварки допускается применять дуговую сварку в следующих случаях:
а) для соединения по длине заготовок арматуры диаметром 10 мм и более (см. поз. 15 и 16 табл. 38);
б) при выполнении крестообразных соединений арматурных сеток с ненормированной прочностью (см. п. 5.19 и поз. 3 табл. 38).
Таблица 38

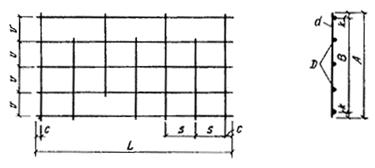
| Параметры узких сварных сеток, изготовляемых | Данные для сеток | |||
| на многоэлект | легких | тяжелых типа | Дополнительные указания | |
| родных машинах | I | II | ||
| Диаметры стержней, мм: | В одной сетке допускаются продольные стержни разных диаметров. | |||
| продольных D | От 3 до 8 | От 10 до 25 | От 12 до 40 | Рекомендуется не более двух, отличающихся не более чем в 2 раза |
| поперечных d | От 3 до 8 | От 4 до 12 | Oт 6 до 14 | В сетке должны применяться поперечные стержни одного диаметра |
| Шаги стержней, мм: | ||||
| продольных v | От 50 до 390 | От 75 до 725 | Oт 100 до 1400 | Для тяжелых сеток типа I допускается один шаг у края сетки не менее 50 мм |
| поперечных s | От 100 до 500 | От 100 до 400 | До 600 (кратно 50) | Для тяжелых сеток типа II: при d Ј 8 мм s і 100; „ d =1 0 „ s і 150; „ d і 12, s і 200; s ‑ s' і 50 |
| Наибольшее число различных шагов между поперечными стержнями | 3 | 2 | 2 | — |
| Минимальная длина концов стержней (расстояние от торца стержня до оси крайнего пересекаемого стержня), мм: | ||||
| поперечных k | 15 | 20 | 25, но не менее D | ѕ |
| продольных с | 25 | 25 | 25 | Для легких сеток-лент расстояние от торца продольного до оси поперечного стержня рекомендуется принимать равным половине шага поперечных стержней |
| Максимальная длина сетки L, м | 7,2 | 12 | 18 | ѕ |
| Ширина сетки, мм: | ||||
| А | От 80 до 420 | От 90 до 775 | От 140 до 1450 | ѕ |
| В (в осях между крайними продольными стержнями) | От 50 до 390 | Oт 50 до 725 | Oт 100 до 1400 | |
| Число продольных стержней | От 2 до 4 | От 2 до 6 | От 2 до 8 | ѕ |
Tип I
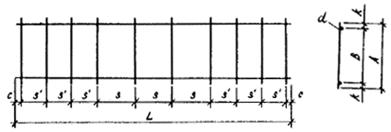
Tип II
Черт. 95. Армирование изделий переменных размеров
а — стенок балки сеткой с группами поперечных стержней одной длины; б ѕ то же, раздельными прямоугольными сетками; в ѕ то же, прямоугольной сеткой с разрезкой ее по наклонной линии и добавлением окаймляющих стержней; г ѕ сварными сетками для плит переменной ширины, получаемыми разрезкой прямоугольной сетки
Закладные детали и строповочные устройства (петли, трубки и т. п.) допускается крепить к пространственному каркасу при условии обеспечения требуемой точности расположения. Если при этом отклонения от проектного положения закладных деталей могут снизить несущую способность стыков железобетонных изделий, следует предусматривать крепление этих деталей к форме.
5.27. При образовании пространственных каркасов с применением гнутых плоских сеток рекомендуется предусматривать гнутые сетки с очертанием по типу приведенных на черт. 96, а и получаемые на серийном гибочном оборудовании. При этом должны соблюдаться следующие требования:
длина сеток должна быть не более 6 м (при согласовании с заводом-изготовителем допускается до 9 м);
Черт. 96. Примеры очертания гнутых сварных сеток
а ѕ рекомендуемые (сетки изготовляются на серийном оборудовании); б ѕ допускаемые (требующие специального оборудования или приспособления); в — при пакетировании гнутых элементов пространственных каркасов для хранения и транспортирования (расположение прямых продольных стержней показано условно)
длина отгибаемого участка (см. черт. 97, е) ѕ не менее 60 мм и не менее 8d,
диаметр отгибаемых стержней ѕ не более 12 мм (по согласованию с заводом-изготовителем ѕ до 32 мм).
При массовом изготовлении по согласованию с заводом-изготовителем допускаются гнутые сетки и других очертаний, например по типу приведенных на черт. 96, б, изготовление которых требует специального оборудования или приспособлений.
Пространственные каркасы, подлежащие транспортированию или хранению, рекомендуется проектировать из элементов, поддающихся плотному пакетированию (черт. 96, в).
Диаметры стержней гнутых сварных сеток, радиусы и углы загиба, расположение продольных стержней следует назначать с учетом классов применяемой стали в соответствии с черт. 97.
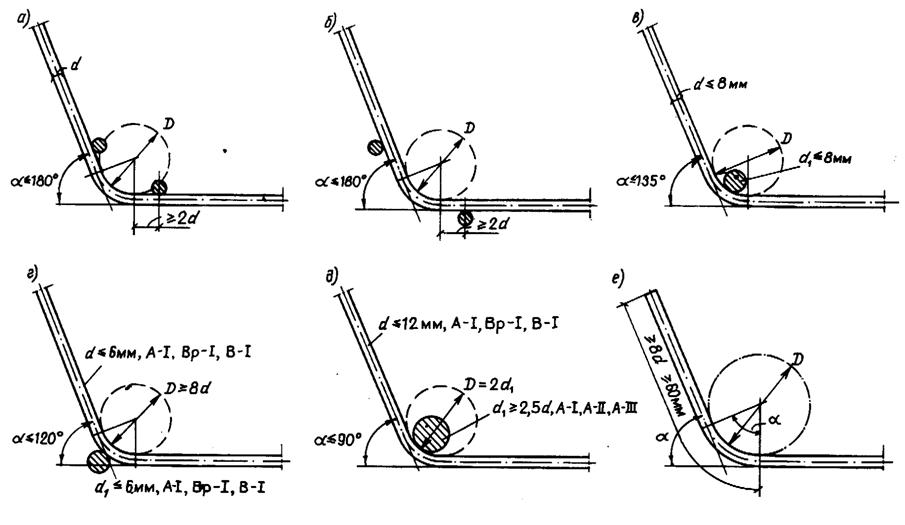
Черт. 97. Параметры гнутых сварных сеток
а, б — место загиба сетки удалено от продольных стержней (параметры загиба принимаются по табл. 37); в — место загиба сетки совпадает с продольным стержнем, расположейным с внутренней стороны сетки (диаметр D принимается по табл. 37 с увеличением на 2d), г ѕ место загиба сетки совпадает с продольным стержнем, расположенным снаружи; д ѕ место загиба сетки совпадает с продольным стержнем большего диаметра, расположенным внутри сетки; е ѕ концевые участки гнутого стержня сетки; d — диаметр сгибаемого стержня; d1 - диаметр продольного стержня; D — диаметр условного круга загиба стержня
и)
к)
Черт. 99. Примеры конструкций пространственных каркасов линейных элементов, изготовляемых с применением контактной точечной сварки
а ѕ из двух сеток и соединительных стержней, привариваемых к продольной арматуре сеток; б ѕ из гнутых сеток и соединительных стержней; в ѕ с навивкой спиральной поперечной арматуры на продольную арматуру; г ѕ из ранее согнутых и сваренных хомутов, нанизанных на продольные стержни; д ѕ из сетки, согнутой до получения замкнутого контура; е — из четырех плоских сеток; ж — из двух сеток и монтажных стержней, перпендикулярных плоскости изгиба и привариваемых к поперечной арматуре сеток (в балках, не работающих на кручение, и в колоннах при общем насыщении продольной арматурой не более 3 %); и ѕ пространственный каркас из нескольких гнутых и плоских сеток и соединительных стержней, привариваемых с помощью сварочных клещей; к ѕ пространственные каркасы при насыщении продольной арматурой до 1 % в виде двух диагонально расположенных плоских сеток; 1 ѕ плоская сетка; 2 ѕ соединительный стержень; 3 ѕ гнутая сетка; 4 ѕ точечная сварка
5.30. Пространственные каркасы линейных элементов могут быть изготовлены без применения контактной точечной сварки следующими способами:
а) соединением сеток с помощью скоб и дуговой сваркой их с хомутами (черт. 100, а). В колоннах, в балках, работающих на кручение, а также в сжатой зоне балок с учитываемой в расчете сжатой арматурой длина односторонних сварных швов l должна быть не менее 6d (где d ѕ диаметр хомута), а монтажных соединений — 3d;
б) соединением плоских сеток с помощью шпилек с вязкой всех пересечений (черт. 100, б), при этом должна быть обеспечена монтажная жесткость каркаса приваркой стержней, планок и т. п.;
в) соединением плоских сеток между собой с помощью дуговой сварки продольных стержней (черт. 100, в) возле всех мест приварки хомутов. Длина швов l должна быть не менее 5d (где d — диаметр хомутов). Такие соединения допускаются при насыщении сечения сжатой арматурой не более 3 %;
г) из продольных стержней и гнутых хомутов с вязкой пересечений (черт. 100, г) и присоединением элементов жесткости (вязаные каркасы);
д) из одной или нескольких гнутых или плоских сеток и соединительных стержней диаметрами не более 6 мм огибанием продольных стержней сеток концами соединительных стержней с образованием замкнутой петли с помощью гибочных ключей (черт. 100, д). Способ рекомендуется при наличии специальных кондукторов, обеспечивающих надежную фиксацию каркасов. При наличии сжатых продольных стержней требования к расстояниям между соединительными стержнями такие же, как к расстояниям между сварными хомутами (см. п. 5.59).
а)
6)
Анкеровка закладных деталей в бетоне
ГОСТ Р 57997-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АРМАТУРНЫЕ И ЗАКЛАДНЫЕ ИЗДЕЛИЯ СВАРНЫЕ, СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Общие технические условия
Welded reinforcing products and inserts, welded joints of reinforcement and inserts for reinforced concrete structures. General specifications
Предисловие
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им.А.А.Гвоздева АО "НИЦ "Строительство"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на сварные арматурные и закладные изделия железобетонных конструкций, сварные соединения арматурных стержней, выполняемые при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций и изделий, и устанавливает требования к арматурным изделиям из стержневой арматурной стали и арматурной проволоки.
Настоящий стандарт не распространяется на закладные изделия, не имеющие анкерных стержней из арматуры.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 12004-81 Сталь арматурная. Методы испытания на растяжение
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 21779-82 Система обеспечения точности геометрических параметров в строительстве. Технологические допуски
ГОСТ 23279-2012 Сетки арматурные сварные для железобетонных конструкций и изделий. Общие технические условия
ГОСТ Р 52544-2006 Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонных конструкций. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 2601, ГОСТ 6727, ГОСТ 12004, ГОСТ 14098, ГОСТ 23279 и ГОСТ 34028, а также следующие термины с соответствующими определениями:
3.1 крестообразные сварные соединения с нормируемой прочностью: Соединения, которые должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений, подлежат выполнению с нормируемой прочностью на срез не ниже значений, приведенных в таблице 4 и 5.16. Крестообразные соединения с нормируемой прочностью на срез должны обязательно оговариваться в проекте.
3.2 крестообразные сварные соединения с ненормируемой прочностью: Соединения, которые должны обеспечивать прочность на срез не ниже . Сетки и каркасы с ненормируемой прочностью крестообразных соединений на срез не должны рассыпаться при сбрасывании на бетонное основание с высоты 1 м.
4 Виды и типы арматурных и закладных изделий
4.1 Сварные арматурные изделия подразделяют на следующие виды:
- отдельные стержни арматуры со сварными соединениями по длине стержня;
- закладные сварные изделия с анкерами из арматуры.
4.2 Арматурные сетки. Типы
4.2.1 Сетки следует изготавливать плоскими или рулонными.
4.2.2 Рулонными изготавливают сетки с продольными стержнями из арматурной проволоки диаметрами до 5 мм включительно, при поперечных стержнях - диаметрами до 12 мм включительно.
4.2.3 Плоскими изготавливают сетки с продольными и поперечными стержнями диаметрами от 3 до 12 мм включительно с поперечными стержнями на всю ширину сетки или со смещенными поперечными стержнями.
4.2.4 Сварные арматурные сетки следует изготавливать из стержней, расположенных в двух взаимно перпендикулярных направлениях и соединенных в местах пересечений сваркой (крестообразное соединение).
Сетки могут выполняться с квадратными или прямоугольными ячейками.
В одном направлении сетки должны иметь стержни одинакового диаметра.
4.2.5 Сетки следует изготавливать со следующим расположением рабочей арматуры:
- в одном направлении (продольном или поперечном) и распределительной арматурой в другом направлении;
- в обоих направлениях.
4.3 Арматурные каркасы. Типы
4.3.1 Каркасы следует изготавливать плоскими или пространственными.
Плоские каркасы должны иметь поперечные стержни, расположенные в одной плоскости.
Пространственные каркасы следует изготавливать с поперечными стержнями, расположенными в разных плоскостях.
4.3.2 Сварные арматурные каркасы следует изготавливать из продольных и поперечных стержней, соединенных в местах пересечений сваркой (крестообразное соединение).
Продольные и поперечные стержни каркасов одного направления могут быть как одного диаметра, так и разных диаметров.
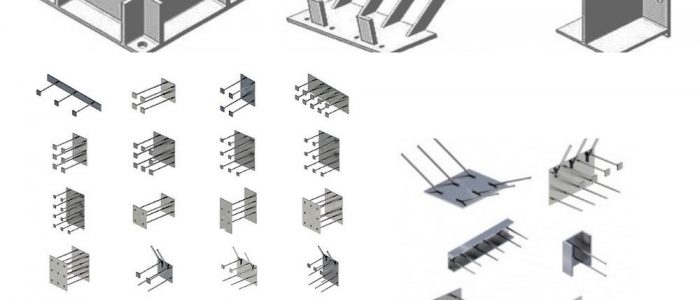
4.4 Закладные сварные изделия. Типы
Закладные сварные изделия подразделяют на два типа: открытые и закрытые.
В зависимости от расположения анкерных стержней относительно плоского элемента различают закладные изделия с перпендикулярным, наклонным, параллельным или смешанным расположениями анкерных стержней.
Типы закладных изделий и взаимное расположение их элементов приведены в приложении А.
4.5 Форма и размеры сварных арматурных сеток и каркасов, отдельных стержней арматуры со сварными стыковыми соединениями по длине стержня, закладных изделий, а также тип сварного соединения и способ сварки должны соответствовать требованиям, установленным стандартами, техническими условиями или проектной документацией на конкретные железобетонные конструкции или арматурные и закладные изделия.
4.5.1 Сварные плоские и рулонные арматурные сетки, изготавливаемые предприятиями на многоэлектродных сварочных машинах, должны соответствовать требованиям ГОСТ 23279.
4.5.2 Сварные рулонные сетки, изготавливаемые из арматурной проволоки диаметром 3-5 мм класса Bp-I (Вр500) ГОСТ 6727 должны соответствовать ГОСТ 23279.
4.5.3 Сварные рулонные и плоские сетки допускается изготовливать из арматуры классов А500, А500С и В500С диаметром от 4 до 12 мм, свойства и параметры которой должны удовлетворять требованиям ГОСТ 34028 и ГОСТ Р 52544.
4.6 Конструкции сварных соединений, выполняемых в заводских условиях и при монтаже сборных и возведении монолитных железобетонных конструкций, должны соответствовать требованиям ГОСТ 14098.
4.7 Крестообразные соединения с нормируемой прочностью типов К1 и К3 по ГОСТ 14098 должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений и подлежат выполнению в соответствии с 5.14 и 5.16.
Крестообразные соединения с нормируемой прочностью должны быть указаны в рабочих чертежах арматурных изделий.
4.8 Сварные крестообразные соединения с ненормируемой прочностью для обеспечения взаимного расположения стержней арматурных изделий в процессе их транспортирования, изготовления и бетонирования конструкций (при отсутствии указаний о нормируемой прочности этих соединений в рабочих чертежах изделий) должны выдерживать напряжение на срез не менее , независимо от диаметра арматуры.
4.9 Условные обозначения арматурных и закладных изделий, а также сварных соединений принимают в соответствии со стандартами, техническими условиями или проектной документацией на железобетонные конструкции или арматурные и закладные изделия конкретных типов и видов.
5 Технические требования
5.1 Сварные соединения арматуры и закладных изделий следует изготавливать в соответствии с требованиями настоящего стандарта по нормативным документам на железобетонные конструкции, арматурные и закладные изделия в соответствии с технологической документацией.
5.2 Для изготовления арматурных и закладных изделий следует применять арматуру и металлопрокат по ГОСТ 34028, ГОСТ 6727, ГОСТ 380 и ГОСТ 535 из углеродистой стали обыкновенного качества или низколегированной стали, классы и марки которых должны соответствовать требованиям стандартов, технических условий, проектной документации на конструкции или изделия конкретных типов и видов.
5.3 Действительные отклонения линейных размеров сварных арматурных и закладных изделий не должны превышать отклонений, указанных в проектной документации. При отсутствии таких указаний в проектной документации действительные отклонения линейных размеров не должны превышать предельных значений, установленных в таблице 1, в зависимости от класса точности железобетонных конструкций в соответствии с требованиями ГОСТ 21779.
Для изделий, поставляемых за пределы предприятия-изготовителя, класс точности железобетонной конструкции, для которой предназначены заказываемые изделия, необходимо указывать в заказе на их изготовление. В случае если класс точности конструкции в заказе не оговорен, арматурные и закладные изделия изготавливают по классу точности 8 по ГОСТ 21779.
5.4 Отклонение от плоскостности наружных лицевых поверхностей плоских элементов закладных изделий не должно превышать 3 мм.
Угол между поверхностью плоского элемента и анкерным стержнем закладной детали должен быть в пределах требований, установленных ГОСТ 14098.
5.5 После огневой резки кромки плоских элементов закладных изделий должны быть очищены от грата и шлака.
Анкеровка закладных деталей в бетоне
ГОСТ Р 58429-2019
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВЫПУСКИ АРМАТУРНЫЕ, ВКЛЕЕННЫЕ В БЕТОН
Post-installed rebar connections with mortar for concrete. Test methods
Дата введения 2019-09-01
Предисловие
1 РАЗРАБОТАН Союзом производителей и поставщиков крепежных систем
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 144 "Строительные материалы и изделия"
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
1.1 Настоящий стандарт устанавливает требования к методам испытаний и оценки сопротивления сцепления арматурных выпусков, установленных на клеевом растворе в бетон, при наращивании, а также при усилении строительных конструкций.
1.2 Настоящий стандарт распространяется на методы испытания арматурных выпусков, установленных в конструкциях из тяжелого бетона, с объемным весом от 2200 до 2500 кг/м класса по прочности на сжатие от В15 до В60.
1.3 Настоящий стандарт не распространяется на установку арматурных выпусков в конструкциях, испытывающих динамические и сейсмические нагрузки и воздействия.
1.4 Настоящий стандарт не распространяется на испытание арматурных выпусков на клеевом растворе, компоненты которых дозируются вручную на строительном объекте.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 3057 Пружины тарельчатые. Общие технические условия
ГОСТ 9066 Шпильки для фланцевых соединений с температурой среды от 0°С до 650°С. Типы и основные размеры
ГОСТ 10180 Бетоны. Методы определения прочности по контрольным образцам
ГОСТ 17624 Бетоны. Ультразвуковой метод определения прочности
ГОСТ 18793 Пружины сжатия. Конструкция и размеры
ГОСТ 22690 Бетоны. Определение прочности механическими методами неразрушающего контроля
ГОСТ 28570 Бетоны. Методы определения прочности по образцам, отобранным из конструкций
ГОСТ 34028 Прокат арматурный для железобетонных конструкций. Технические условия
ГОСТ Р 58387-2019 Анкеры клеевые для крепления в бетон. Методы испытаний
СП 63.13330 "СНиП 52-01-2003 Бетонные и железобетонные конструкции. Основные положения"
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. При пользовании настоящим стандартом целесообразно проверить действие ссылочного свода правил в Федеральном информационном фонде стандартов.
3 Термины, определения и обозначения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 арматурный выпуск: Арматурный стержень периодического профиля, вклеиваемый в бетон для наращивания или усиления железобетонных конструкций.
3.1.2 анкерующая система: Система, включающая клеевой раствор, устройство для подачи клеевого раствора (диспенсер), оборудование для устройства отверстий под арматурные выпуски.
3.1.3 базовые испытания: Испытания для определения сопротивления сцепления клеевого раствора при температуре бетона основания и клеевого раствора (20±5)°С при кратковременном приложении нагрузки.
3.1.4 инструкция производителя; ИП: Документ производителя анкерующей системы, содержащий требования к размещению, технологии устройства, а также эксплуатации арматурных выпусков.
3.1.5 клеевой раствор: Анкерующий состав для крепления арматурных выпусков на цементном либо полимерном связующем.
3.1.6 специальные испытания: Испытания для определения сопротивления сцепления клеевого раствора, проводимые с целью выявления влияния окружающей среды эксплуатации, нарушений правил монтажа.
3.1.7 температурный режим: Температурный диапазон, характеризующийся средней температурой, преобладающей в эксплуатационный период, а также максимальной кратковременной температурой.
3.2 В настоящем стандарте применены следующие обозначения:
d - диаметр арматурного выпуска;
, - минимальный и максимальный диаметры арматурных выпусков, указанные к применению в ИП;

- диаметр отверстия под арматурный выпуск, равный диаметру сверла (бура);
, - минимальное и максимальное допустимое значение температуры эксплуатации анкерующей системы, указанное в ИП;

- глубина вклейки арматурного выпуска;

- высота образца после распиливания;

- сила сопротивления арматурного выпуска на растяжение;

- продольная растягивающая длительно действующая сила;

- приведенная сила сопротивления арматурного выпуска на растяжение;

- среднее значение силы сопротивления в серии испытаний;

- нормативная прочность бетона основания на сжатие, численно равная классу бетона;

- среднее значение сопротивления сцепления;
, - значения сопротивления сцепления арматурного выпуска в бетоне класса В25 и В60 соответственно;

- средняя прочность бетона основания на сжатие образца куба размером ребра 150 мм;
, - средняя прочность бетона куба размером ребра 150 мм для бетона В25 и В60 соответственно при коэффициенте вариации прочности бетона 13,5%;

- требуемое сопротивление сцепления;
, - среднее значение сопротивления сцепления клеевого раствора при испытании в агрессивной и нормальной средах соответственно в серии испытаний;

- коэффициент вариации сил сопротивления в сериях базовых испытаний;

- коэффициент вариации сил сопротивления в сериях специальных испытаний;

- перемещение арматурного выпуска при максимальном значении силы сопротивления растяжению;

- предельно допустимое значение перемещения арматурного выпуска;

- минимальные краевые расстояния для арматурных выпусков.
4 Общие положения
4.1 Испытания по настоящему стандарту проводят с целью подтверждения идентичности механических характеристик арматурных выпусков, установленных на клеевом составе, арматурным выпускам, установленным в бетон до бетонирования согласно СП 63.13330.
4.2 Характеристиками арматурных выпусков, устанавливаемых по настоящему стандарту, являются:
- сопротивление сцепления в бетоне нормальной прочности;
- сопротивление сцепления в бетоне высокой прочности;
- сопротивление сцепления в основании с трещиной;
- сопротивление сцепления в зависимости от качества очистки отверстия в сухом и влажном бетоне;
- сопротивление сцепления при наибольшей глубине установки, минимальной и максимальной температурах монтажа;
- качество заполнения отверстия при минимальной температуре установки;
- сопротивление сцепления в зависимости от направления монтажа;
- длительное сопротивление сцепления;
- сопротивление сцепления при многократном замораживании и оттаивании;
- долговечность клеевого состава;
- коррозионная стойкость арматуры в клеевом составе.
4.3 Если клеевой раствор для арматурных выпусков признан выдержавшим испытания по ГОСТ Р 58387, результаты этих испытаний могут быть учтены в настоящем стандарте.
4.4 Отдельные виды испытания по 4.2 могут быть исключены из программы испытаний в том случае, если ИП не предусматривает применение клеевого раствора для отдельных направлений монтажа, отсутствуют указания по очистке отверстия перед монтажом, а также в случае применения анкерующей системы только в бетоне без трещин.
4.5 На испытания отбирают анкерующую систему, включающую клеевой раствор, устройство для подачи клеевого раствора (диспенсер), оборудование для устройства отверстий под арматурные выпуски (при наличии специальных указаний в инструкции производителя). Комплектность поставки должна соответствовать технической документации на представленный образец.
4.6 Образцы клеевого раствора следует отбирать в случайном порядке. Отбор образцов оформляют актом.
4.7 Совместно с анкером на испытания представляют комплект технической документации в следующем объеме:
2 способа установки закладных деталей в бетон
Реконструировать готовые монолитные конструкции или усилить основание постройки можно, используя закладные в бетон дополнительные элементы. Применение деталей предполагает вспомогательный инструментарий: сверлильный, пневматический инструмент для выполнения проемов на поверхности. Понадобятся также бур и сверло, соответствующие нужному размеру и диаметру предполагаемых проемов.
СодержаниеЗакладные детали обладают разной конфигурацией и служат для последующего крепежа к ним арматуры или других элементов. Насчитывается много разновидностей таких деталей. Конфигурация зависит от последующей нагрузки.
Что это такое?
Металлические детали, закладываемые в бетон и служащие для усиления бетонной конструкции и крепления к ним последующих, называются закладными элементами. Монтируются они перед началом монтажных работ. При необходимости они устанавливаются в уже готовый сухой бетонный монолит. Для этого используют бур, сверла различного размера в соответствии с необходимым диаметром отверстий. Насчитывается несколько видов монтажа закладных установок. Выбор той или иной зависит от предназначения крепления, возможности произвести монтирование, при этом учитывается нагрузка, которая будет распределяться на закладные детали.
А также при проведении работ учитывают:
Закладные конструкции должны обладать хорошей прочностью без трещин, надломов или каких-либо повреждений. После окончательного высыхания или монтажа уже сухого бетона обязательно проверяется надежность закладных креплений. Для выполнения такого рода работ рекомендуется обратиться к квалифицированным специалистам.
Какие есть виды установки?
Сложно специфицировать в проекте соединение или пристыковку деталей бетонных конструкций. Для этого используют определенные механизмы, позволяющие приварить дополнительные элементы, оставить выступающую деталь с резьбой, чтобы прикрутить другие элементы или просто пластины. Часто такие способы используют при строительстве лестниц, шахт для лифта, бассейнов, эстакад и мостов, заградительных ограждений. Каждый вид установки имеет свои особенности.
Сквозная установка
Эта конструкция состоит из двух пластин и стержня высококачественной углеродной стали, которые привариваются между собой. Чтобы установить такой закладной элемент, просверливают сквозное отверстие. Этот вид установки производится, когда есть возможность просверлить насквозь бетон. Проем делается специальными сверлами или бурами с победитовыми напайками.
Слепая: заливная и анкерная
Состоит из пластины и стержня. Устанавливается, когда есть необходимость оставить вид монолита без изменений и высверлить одностороннее отверстие. В этом отличие от сквозного вида установки — резьба лишь с одной стороны. Эта конструкция разделяется на 2 разновидности:
- Заливная. Путем проделывания в бетоне проема, заполнения этого пространства цементной смесью и установки стержня.
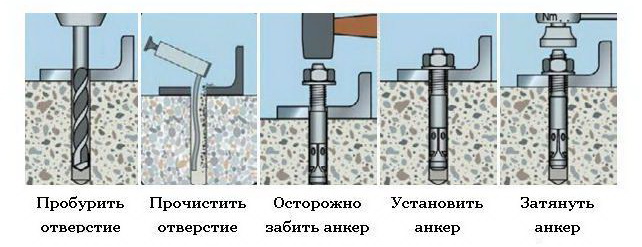
- Анкерная. В анкер типа трубы необходимого диаметра монтируется стержень с резьбой на конце. Резьбовое соединение имеет метрический или дюймовый шаг резьбы. Анкер со стрежнем внутри вставляют в проем бетона, поворачивая и надежно закрепляя его.
Классификация закладных деталей
| № | Вид | Описание |
| 1 | Открытые и закрытые | По распределению в конструкции из бетона |
| 2 | Сварные и штамповые | Изготовление закладных деталей при помощи сварочных швов или методом штамповки |
| 3 | Параллельные, перпендикулярные, наклонные, смешанные | В зависимости от расположения стержней на закладном элементе |
| 4 | С резьбовым соединением или без | Выбор анкерного стержня исходя из его строения |
| 5 | Прямые, изогнутые | По наличию анкеров определенного типа |
| 6. | Обычные или периодические | Исходя из профиля стержня |

Монтаж с помощью специального клея более надежный и предупреждает разрушение металла детали.
Закладные элементы, устанавливаемые в бетон, обязательно прочно закрепляются, чтобы сохранить их месторасположение при бетонировании. Они обязаны иметь защиту от коррозии и обладать высокой прочностью и жесткостью для сохранения их формы в момент бетонирования и выдерживания нагрузок. Не должны ухудшать эксплуатационные характеристики и уменьшать срок службы сооружения, а также мешать заливке или уплотнению бетонной смеси.
Сфера и специфика применения
Закладные конструкции в бетон используют при монтаже различных построек и конструкций. При строительстве бассейна, автомагистралей и шоссе, мостов и лестниц, армировании построек. Такие крепления имеют широкий спектр применения. Обычно закладные детали в бетон монтируют в момент заливки раствора или установки поверхностей. Конструкция приваривается к нужной установке, а потом заливается бетоном.
При строительстве определенных сооружений иногда требуется герметизация закладных, для этого используют праймер PCI Epoxigrund 390 — двухкомпонентный эпоксидный грунтовой состав для впитываемых и не впитываемых поверхностей. После нанесения состава следует обсыпать кварцевым песком фракции 0,3—0,8 мм и через 8 часов зачеканить штробу. Затем все покрыть PCI Durapox NT Plus — специальной двухкомпонентной эпоксидной смесью. Для приготовления состава тщательно перемешиваются отвердитель и основные компоненты. Зачеканка закладной конструкции производится металлическим шпателем.
Читайте также:
- Монтаж фасадных панелей на газобетон
- Упор бетонный уг1 в земле из бетона класса в10
- Старый цемент вместо удобрения
- Косарева 22а цокольный этаж
- Что такое баварская кладка кирпича