
Паспорт станка 2а636ф1 фундамент
Обновлено: 18.05.2024
Расточные станки
На координатно-расточном станке модели 2В460 можно производить сверление, растачивание, зенкерование, развёртывание, обточку торцов с помощью универсального резцедержателя, фрезерование.
Паспорт на координатно-расточный станок 2Б460
На координатно-расточном станке модели 2Б460 можно производить сверление, растачивание, зенкерование, развёртывание, обточку торцов с помощью универсального резцедержателя, фрезерование.
Паспорт на координатно-расточный станок 2А470
На координатно-расточном станке модели 2А470 можно производить сверление, растачивание, зенкерование, развёртывание, обточку торцов с помощью универсального резцедержателя, фрезерование.
Паспорт на координатно-расточный станок 2Е440А
Координатно-расточной станок модели 2Е440А предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат.
Паспорт на координатно-расточный станок 2431С
Станок координатно-расточной одностоечный особо точный с отсчётным оптическим устройством модели 2431С. Станок предназначен для выполнения чистовых операций в деталях, требующих особой точности.
Паспорт на координатно-расточный станок 2431СФ10
Станок координатно-расточной одностоечный особо точный с устройством цифровой индикации модели 2431СФ10. Станок предназначен для выполнения чистовых операций в деталях, требующих особой точности взаимного расположения.
Паспорт на координатно-расточный станок 2421
Координатно-расточный одностоечный станок особой точности модели 2421 с оптической системой отсчёта координат предназначен для выполнения чистовых операций в деталях массой до 150 кг, где требуется особо высокая точность.

- 10 марта 2016г.
Индустриальный парк «ОКА» приветствует первого резидента
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Правительства края ждет 100 миллиардов инвестиций в металлургию
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новые компании
Индустриальный парк ОКА МУРОМ
Индустриальный парк "ОКА" — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
ООО "НеоИнжиниринг"
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
ООО "ФЕТ"
ООО "ФЕТ" многопрофильная транспортно-экспедиторская компания по международному аутсосингу. Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ

На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература.
2А636Ф1 станок горизонтально-расточной c неподвижной передней стойкой
Схемы, описание, характеристики
Сведения о производителе горизонтально-расточного станка 2А636Ф1
Производитель горизонтально-расточного станка 2А636Ф1 Ивановский завод тяжелого станкостроения, основанный в 1953 году.
21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
2А636Ф1 Горизонтально-расточные станки. Назначение, область применения
Горизонтально-расточные станки 2А636Ф1 предназначены для комплексной механической обработки корпусных деталей массой до 10 т путем проведения следующих технологических операций:.
- сверления, зенкерования, растачивания, развертывания отверстий, связанных координатами; возможна обработка соосных отверстий консольным инструментом с поворотом стола на 180°
- фрезерования плоскостей, пазов и уступов; фрезерования плоскостей и пазов при круговой подаче стола; нарезания резьбы однолезвийным инструментом посредством выдвижного шпинделя
- протачивания отверстий больших диаметров и канавок с помощью съемной планшайбы
Класс точности станков — Н по ГОСТ 8—82Е.
Конструктивные особенности станков 2А636Ф1:
- полый (фрезерный) шпиндель установлен на прецизионных подшипниках качения, имеющих долговечность, достаточную для всего срока службы станков
- выдвижной расточный шпиндель из азотированной стали перемещается во втулках из стали ШХ-15, закаленных до твердости HRC 62, что обеспечивает длительное сохранение точности
- зазоры в направляющих шпиндельной бабки и стола исключаются подпружиненными роликами, что повышает точность координатных перемещений по осям X и У
- станина имеет три направляющих (средняя выполнена призматической, а две крайние — плоскими), которые обеспечивают надежную опору поворотному столу при его поперечном перемещении, в том числе в крайних положениях
- направляющие подвижных узлов снабжены накладками из сплава ЦАМ10-5, повышающими плавность и чувствительность перемещений
- направляющие нижних саней и станины защищены от попадания стружки и грязи телескопической защитой с резиновыми уплотнениями
- стол станка оснащен индуктивным устройством, осуществляющим автоматический точный останов стола в четырех позициях через 90° с погрешностью не более 5 угловых секунд
- управление станком производится с подвесного пульта, перемещаемого в любое удобное для работы место
- станки имеют плавное электрическое регулирование величин скоростей и подач
- смазка всех механизмов в основном централизованная, автоматическая
- рабочие органы станка имеют автоматические гидрозажимы
Станки моделей 2А636Ф1 имеют выдвижной шпиндель диаметром 125 мм и встроенную планшайбу с радиальным суппортом, расширяющую технологические возможности при обработке отверстий больших диаметров. Планшайба снабжена механизмом автоматического переключения.
Станки 2А636Ф1 оснащены системой предварительного набора и автоматической отработки координатных перемещений по четырем осям с цифровой индикацией действительного положения четырех узлов. Органы преднабора и индикации расположены на подвесном пульте управления станком.
Эта система существенно повышает производительность станка, снижает утомляемость рабочего и уменьшает количество ошибок.
Система дает возможность работать па станке в любом из следующих режимов:
- индикация — ручное управление станком с цифровой индикацией текущих координат
- позиционирование — точный подход к заданной координате на быстрой скорости (без резания), всегда с одной стороны, с автоматическим остановом
- фрезерование — точный подход к заданной координате на рабочей подаче с резанием с любой стороны с автоматическим остановом
Станки модели 2А636Ф2 оснащены системой числового программного управления ЧПУ позволяющей по программе, записанной на восьмидорожечной перфоленте, производить фрезерование и обработку отверстий (сверление, растачивание и т. д.) по заданным координатам. При работе по программе останов станка производится только для смены инструмента и заготовки, либо для контрольных промеров.
На станки в исполнении Ф2 устанавливались ЧПУ - "Размер-2М", "КПТМ-19".
Система ЧПУ Ф2 позволяет программировать четыре координаты с дискретностью задания и отработки 0,01 мм; одновременно могут отрабатываться две координаты, индикатироваться — четыре.
Станок с системой ЧПУ может работать в описанных выше режимах: «индикация», «позиционирование», «фрезерование», а также дополнительно в режиме автоматической работы по программе.
Станки модели 2А636Ф4 оснащены системой числового программного управления ЧПУ «NC110» или «Sinumeric 840D» фирмы Siemens с одновременным управлением четырьмя координатами из шести, а также, устройством для автоматической (по программе) смены инструмента (АСИ).
Варианты исполнения станков 2А636
- 2А636Ф1 – станки с устройством цифровой индикации УЦИ
- 2А636Ф2 – станки с системой ЧПУ "Размер-2М", "КПТМ-19" с одновременным управлением двумя координатами
- 2А636Ф4 – станки с системой ЧПУ "NC110" или "Sinumeric 840D" фирмы Siemens с одновременным управлением четырьмя координатами из шести
- 2А636ПФ4 – станки повышенной точности с системой ЧПУ
- 2А636ГФ1 - станки с задней стойкой
Основные характеристики горизонтального расточного станка 2А636Ф1
Производитель: Ленинградский станкостроительный завод им. Свердлова.
2н636гф1 станок горизонтально-расточной
Схемы, описание, характеристики

Сведения о производителе горизонтально-расточного станка 2н636, 2н636гф1
Разработчиком и изготовителемй горизонтально-расточного станка 2н636гф1 является Коломенский завод тяжелых станков КЗТС, основанный в 1914 году.
Станки производства Коломенского завода тяжелых станков, КЗТС
2н636гф1 Горизонтально-расточные станки. Назначение, область применения
Горизонтально-расточные станки 2Н636ГФ1 предназначены для комплексной механической обработки корпусных деталей путем проведения следующих технологических операций:.
- сверления, зенкерования, растачивания, развертывания отверстий, связанных координатами; возможна обработка соосных отверстий консольным инструментом с поворотом стола на 180°;
- фрезерования плоскостей, пазов и уступов; фрезерования плоскостей и пазов при круговой подаче стола;
- нарезания резьбы однолезвийным инструментом посредством выдвижного шпинделя
- протачивания отверстий больших диаметров и канавок с помощью съемной планшайбы
Конструктивные особенности станка 2Н636ГФ1
Универсальные горизонтальные расточные станки 2Н636ГФ1 выпускаются с неподвижной передней стойкой, задней поддерживающей стойкой и встроенным поворотным столом. Стол перемещается в продольном и поперечном направлениях.
При оснащении станков задней поддерживающей стойкой (поставляется по особому заказу за отдельную плату) можно осуществлять растачивание точных отверстий большой длины двухопорными борштангами.
Станки 2Н636ГФ1 оснащены расточным шпинделем диаметром Ø 125 мм и встроенной планшайбой с радиальным суппopтом. Планшайба с установленным на ней резцедержателем предназначена для растачивания и обтачивания цилиндрических поверхностей большого диаметра, протачивания канавок и обработки торцов.
Высокая жесткость основных корпусных деталей станков, высокая точность и жесткость шпиндельной группы, использование в качестве опор шпинделя прецизионных двухрядных роликовых подшипников с регулируемым зазором обеспечивают безвибрационную обработку в широком диапазоне рабочих параметров, эффективное использование станков как на черновых режимах, так и при чистовых операциях.
Автоматический зажим на направляющих всех перемещающихся рабочих органов обеспечивает их точную фиксацию и дополнительное повышение жесткости несущей системы станка.
Привод подачи шпинделя, стола, шпиндельной бабки осуществляется независимо для каждого рабочего органа от регулируемых в широком диапазоне электродвигателей постоянного тока, питаемых от тиристорного преобразователя, благодаря чему обеспечивается возможность бесступенчатого регулирования величины подачи без остановки процесса резания.
Подвесной пульт управления снабжен электроприводом для вертикальных перемещений и легко перемещается в удобное для управления станком место.
Станки 2Н636ГФ1 оснащены системой цифровой индикации (УЦИ) и программируемым командоконтроллером (ПК).
Нормы точности станков – "Н" по ГОСТ 2110-85.
Горизонтально-расточные станки 2Н636ГФ1 имеют выдвижной шпиндель диаметром 125 мм и встроенную планшайбу с радиальным суппортом, расширяющую технологические возможности при обработке отверстий больших диаметров. Планшайба снабжена механизмом автоматического переключения.
Расточные станки 2Н636ГФ1 оснащены системой предварительного набора и автоматической отработки координатных перемещений по четырем осям с цифровой индикацией действительного положения четырех узлов. Органы преднабора и индикации расположены на подвесном пульте управления станком.
Эта система существенно повышает производительность станка, снижает утомляемость рабочего и уменьшает количество ошибок.
Система дает возможность работать на станке в любом из следующих режимов:
- индикация — ручное управление станком с цифровой индикацией текущих координат
- позиционирование — точный подход к заданной координате на быстрой скорости (без резания), всегда с одной стороны, с автоматическим остановом
- фрезерование — точный подход к заданной координате на рабочей подаче с резанием с любой стороны с автоматическим остановом
Стандартная комплектация станка 2н636
- Комплект гаечных ключей и отверток
- Комплект оправок для получистового растачивания, переходные втулки
- Комплект принадлежностей (рукоятка, воротки для регулирования подшипников ползуна и шпинделя, шприц смазочный и др.)
- Комплект быстро изнашиваемых деталей и комплектующих изделий на время гарантийного срока
Узлы, поставляемые за отдельную плату
- Задняя стойка (станок поставляется с удлиненной станиной) совместно с салазками, люнетом и редуктором задней стойки
- Приспособление для нарезания резьбы
- Прямая фрезерная головка
- Сменные втулки для люнета
- Комплект закладных частей фундамента
Варианты исполнения станков 2Н636
- 2н636 – базовая модель горизонтально-расточного станка: выдвижной шпиндель Ø 125 мм, планшайба с радиальным суппортом, стол 1600 x 1800 мм
- 2н637 – базовая модель горизонтально-расточного станка: выдвижной шпиндель Ø 160 мм, стол 1600 x 1800 мм (без планшайбы)
- 2н636ф1 – станок с устройством цифровой индикации (УЦИ)
- 2н637ф1 – станок с устройством цифровой индикации (УЦИ)
- 2н636гФ1 – станок с задней стойкой и устройством цифровой индикации (УЦИ)
- 2н637гФ1 – станок с задней стойкой и устройством цифровой индикации (УЦИ)
- 2н636Ф2 – станок с числовым программным управлением (УЧПУ)
- 2н637Ф2 – станок с числовым программным управлением (УЧПУ)
Основные характеристики горизонтального расточного станка 2н636гф1
Производитель: Коломенский завод тяжелых станков, КЗТС.
- Диаметр выдвижного расточного шпинделя - Ø 125 мм
- Наибольшее горизонтальное (осевое) перемещение шпинделя (Z`) - 1000 мм
- Наибольшее вертикальное перемещение шпиндельной бабки (Y) (установочное) - 1400 мм
- Рабочая поверхность стола (ширина х длина) - 1600 х 1800 мм
- Наибольший продольный ход стола (Z, W) - 1600 мм
- Наибольший поперечный ход стола (X) - 1400 мм
- Наибольшая масса обрабатываемого изделия - 8 т
- Частота вращения шпинделя - 8. 1250 об/мин
- Электродвигатель привода шпинделя - 20 кВт
- Вес станка полный - 34,6 т.
Основные характеристики устройства цифровой индикации (УЦИ) расточного станка 2н636гф1
- Дискретность цифровой индикации - 0,01 мм
- Число одновременно индицируемых координат - 4
- Смещение начала отсчета (плавающий нуль) - есть
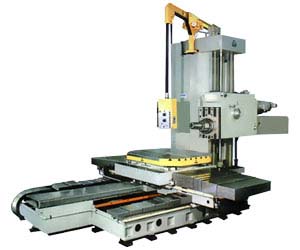
2н636гф1 Общий вид горизонтально-расточного станка

Фото горизонтального расточного станка 2н636гф1

Фото горизонтального расточного станка 2н636ф1

Фото планшайбы с радиальным суппортом станка 2н636гф1
Общие сведения об электрооборудовании станка 2н636ф1

Пульт управления горизонтально-расточным станком 2н636гф1
Питание электрооборудования станка предусмотрено от сети трехфазного переменного тока.
Питание цепей возбуждения электродвигателей подач и тахогенераторов осуществляется от тиристорного преобразователя.
Питание цепей управления переменного тока, световой сигнализации и местного освещения осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока осуществляется от понижающих трансформаторов через выпрямительные блоки.
Станция управления размещена в секции из 3-х шкафов и расположена вблизи станка.
Управление работой механизмов и выбор режимов работа станка сосредоточены на подвесном пульте управления.
С подвесного пульта управления можно осуществлять следующие операции (см. рис. 1)
- а) Включать рабочий режим вращения шпинделя и производить останов его посредством кнопок Кн1 "Вправо", Кн2 "Влево", Кн8 "Стоп".
- б) Управлять главным приводом в наладочном режиме посредством переключателя ПУ1.
- в) Управлять электродвигателей насоса смазки посредством кнопок Кн7 - Пуск; Кн6 - Стоп.
- г) Выбирать требуемый механизм подачи посредством переключателя ПУЗ.
- д) Выбирать требуемую величину подачи, а также изменять ей на ходу, не останавливая станка, регулятором PC. Тестер должен показать напряжение около 3 вольт.
- е) управлять рабочей подачей приводов продольного перемещения стола, поперечного перемещения стола, вращения поворотного стола, перемещения шпинделя и шпиндельной бабки нажатием кнопок Кн10, КН11, КН12. Направление перемещения механизмов указано стрелками;
- ж) осуществлять замедленный и ускоренный подвод или отвод механизмов подачи посредством оператора установочных перемещений ВУП;
- з) включать или выключать механизмы автоматических зажимов переключателем ПУ2;
- и) останавливать все механизмы в аварийном случае посредством кнопки Кн5;
- к) вести визуальное наблюдение за наличием смазки главного привода (лампы Л12 Л13) и направляющих (лампа Л14), за исключением выбранного механизма подач и направлением его перемещения (сигнальные лампы Л1..Л11), за работой электродвигателя механической головки зажима инструмента (лампа Л19);
- л) включать и выключать местное освещение переключателем ПУ4;
- м) наблюдать за величиной нагрузки главного привода по амперметру А;
- н) включать и выключать перемещения в автоматическом режиме кнопками Кн13, Кн14;
- о) выбирать режим работы (позиционирование, фрезерование, индикация) переключателем ПУ5;
- п) осуществлять возврат механизма в исходное положение "Выезд в нуль" переключателем ПУ6;
- р) управлять электродвигателем механической головки посредством кнопок Кн17 "Зажим", Кн18 "Отжим". Конец отработки фиксируется загоранием лампы Л18.
Управление электродвигателем привода перемещения задней стойки и люнета осуществляется посредством толчковых кнопок, встроенных в стенке задней стойки.
Расположение электрооборудования на станке показано на рис. 3.
Расположение электрооборудования на горизонтально-расточном станке 2н636гф1

Расположение электрооборудования на горизонтально-расточном станке 2н636гф1
2А636 станок горизонтально-расточной c неподвижной передней стойкой
Схемы, описание, характеристики
Сведения о производителе горизонтально-расточного станка 2А636
Производитель горизонтально-расточного станка 2А636 Ивановский завод тяжелого станкостроения, основанный в 1953 году.
21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
2А636 Горизонтально-расточные станки. Назначение, область применения
Горизонтально-расточный станок 2а636 заменил в производстве устаревшую модель 2636.
Горизонтально-расточные станки 2а636 предназначены для комплексной механической обработки корпусных деталей массой до 10 т путем проведения следующих технологических операций:
- сверление, зенкерование, растачивание, развертывание отверстий, связанных координатами; возможна обработка соосных отверстий консольным инструментом с поворотом стола на 180°
- фрезерование плоскостей, пазов и уступов; фрезерование плоскостей и пазов при круговой подаче стола; нарезание резьбы однолезвийным инструментом посредством выдвижного шпинделя
- протачивание отверстий больших диаметров и канавок с помощью съемной планшайбы
Класс точности станков — Н по ГОСТ 8—82Е.
Выпускаются и компоновке с неподвижной передней стойкой и встроенным поворотным столом.
Конструктивные особенности станков:
- полый (фрезерный) шпиндель установлен на прецизионных подшипниках качения, имеющих долговечность, достаточную для всего срока службы станков
- выдвижной расточный шпиндель из азотированной стали перемещается во втулках из стали ШХ-15, закаленных до твердости HRC 62, что обеспечивает длительное сохранение точности
- зазоры в направляющих шпиндельной бабки и стола исключаются подпружиненными роликами, что повышает точность координатных перемещений по осям X и У
- станина имеет три направляющих (средняя выполнена призматической, а две крайние — плоскими), которые обеспечивают надежную опору поворотному столу при его поперечном перемещении, в том числе в крайних положениях
- направляющие подвижных узлов снабжены накладками из сплава ЦАМ10-5, повышающими плавность и чувствительность перемещений
- направляющие нижних саней и станины защищены от попадания стружки и грязи телескопической защитой с резиновыми уплотнениями
- стол станка оснащен индуктивным устройством, осуществляющим автоматический точный останов стола в четырех позициях через 90° с погрешностью не более 5 угловых секунд
- управление станком производится с подвесного пульта, перемещаемого в любое удобное для работы место
- станки имеют плавное электрическое регулирование величин скоростей и подач
- смазка всех механизмов в основном централизованная, автоматическая
- рабочие органы станка имеют автоматические гидрозажимы
Станки моделей 2А636 имеют выдвижной шпиндель диаметром 125 мм и встроенную планшайбу с радиальным суппортом, расширяющую технологические возможности при обработке отверстий больших диаметров. Планшайба снабжена механизмом автоматического переключения.
Станки модели 2А636 с ручным управлением. Управление станком производится с подвесного пульта.
Станки модели 2А636Ф1 оснащены системой предварительного набора и автоматической отработки координатных перемещений по четырем осям с цифровой индикацией действительного положения четырех узлов. Органы преднабора и индикации расположены на подвесном пульте управления станком.
Эта система существенно повышает производительность станка, снижает утомляемость рабочего и уменьшает количество ошибок.
Система дает возможность работать па станке в любом из следующих режимов:
- индикация — ручное управление станком с цифровой индикацией текущих координат
- позиционирование — точный подход к заданной координате на быстрой скорости (без резания), всегда с одной стороны, с автоматическим остановом
- фрезерование — точный подход к заданной координате на рабочей подаче с резанием с любой стороны с автоматическим остановом
Станки модели 2А636Ф2 оснащены системой числового программного управления ЧПУ позволяющей по программе, записанной на восьмидорожечной перфоленте, производить фрезерование и обработку отверстий (сверление, растачивание и т. д.) по заданным координатам. При работе по программе останов станка производится только для смены инструмента и заготовки, либо для контрольных промеров.
На станки в исполнении Ф2 устанавливались ЧПУ - "Размер-2М", "КПТМ-19".
Система ЧПУ Ф2 позволяет программировать четыре координаты с дискретностью задания и отработки 0,01 мм; одновременно могут отрабатываться две координаты, индикатироваться — четыре.
Станок с системой ЧПУ может работать в описанных выше режимах: «индикация», «позиционирование», «фрезерование», а также дополнительно в режиме автоматической работы по программе.
Станки модели 2А636Ф4 оснащены системой числового программного управления ЧПУ «NC110» или «Sinumeric 840D» фирмы Siemens с одновременным управлением четырьмя координатами из шести, а также, устройством для автоматической (по программе) смены инструмента (АСИ).
Варианты исполнения станков 2А636
- 2А636Ф1 – станки с устройством цифровой индикации УЦИ
- 2А636Ф2 – станки с системой ЧПУ "Размер-2М", "КПТМ-19" с одновременным управлением двумя координатами
- 2А636Ф4 – станки с системой ЧПУ "NC110" или "Sinumeric 840D" фирмы Siemens с одновременным управлением четырьмя координатами из шести
- 2А636ПФ4 – станки повышенной точности с системой ЧПУ
- 2А636ГФ1 - станки без задней стойки - люнета
Основные характеристики горизонтального расточного станка 2а636
Производитель: Ивановский завод тяжелого станкостроения.
Расточной 2А636Ф1, кто сталкивался с проблемами?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Паспорт станка 2а636ф1 фундамент
Вы видите перед собой, электронную форму заявки на документацию на оборудование. С помощью этой формы Вы можете узнать всю информацию по интересующей вас модели техпаспорта.
Заполните и отправьте форму, она сразу же попадет к нашим менеджерам, которые напишут ответ на указанный Вами адрес электронной почты. Или созвониться с вами по телефону если этого требует заявка.
В ответе Вы получите информацию о точной стоимости, наличии ее в нашем архиве, комплектации и составе техпаспорта, сроках получения, а так же демонстрационную версию с несколькими страницами из документации для ознакомления.
После получения ответа, вы сможете ответом на письмо задать любые дополнительные вопросы менеджеру, который будет обрабатывать и заниматься вашей заявкой. Вы так же можете позвонить в наш офис и задать вопросы по телефону. Так же после получения утвердительного ответа, Вы сможете обсудить условия оплаты и детали заказа.
(!) Внимание при заполнении заявки, обратите внимание, на правильность указания своего адреса электронной почты, т.к. именно на него приходит ответ. Если вы укажите правильный адрес, то после отправки заявки, Вам придет уведомление с подтверждением получения ее нами.
Так же обратите внимание, если ответ не приходит длительное время, проверьте папку спам, возможно ваш почтовый сервис по ошибке занес ответ туда.
Паспорт станка 2а636ф1 фундамент
Паспорта на электрооборудование
- ПАСПОРТа на ТОКАРНО-ВИНТОРЕЗНЫЕ станки
- ПАСПОРТа на Токарно-карусельные станки
- ПАСПОРТа на Сверлильные станки
- ПАСПОРТа на Расточные станки
- ПАСПОРТа на Шлифовальные станки.
- ПАСПОРТа на Заточные станки
- ПАСПОРТа на Электроэрозионные,копировально-прошивочные
- ПАСПОРТа на Зубо-резьбообрабатывающие станки
- ПАСПОРТа на Фрезерные станки
- ПАСПОРТа на Долбёжные станки
- ПАСПОРТа на Строгальные станки
- ПАСПОРТа на Отрезные станки
- ПАСПОРТа на Прессы гидравлические
- ПАСПОРТа на Прессы механические
- ПАСПОРТа на Прессы винтовые
- ПАСПОРТа на Ножницы гильотинные. Листовые. Комбинированные
- ПАСПОРТа на Молота пневматические
- Гибочные, Листогибы, Профилегибочные, Трубогибы
- ПАСПОРТа на Намоточные станки
- ПАСПОРТа на Другое оборудование
- ПАСПОРТа на Сварочное оборудование
- ПАСПОРТа на Термическое оборудование
- ПАСПОРТа на Привода и другое э.о.
- Пособия по ремонту станков
ПАСПОРТа на Расточные станки
Стоимость выполнения схемы в формате "КОМПАС-3D V12" от 10 $ до 40 $
Паспорт станка 2а636ф1 фундамент
Паспорта на электрооборудование
- ПАСПОРТа на ТОКАРНО-ВИНТОРЕЗНЫЕ станки
- ПАСПОРТа на Токарно-карусельные станки
- ПАСПОРТа на Сверлильные станки
- ПАСПОРТа на Расточные станки
- ПАСПОРТа на Шлифовальные станки.
- ПАСПОРТа на Заточные станки
- ПАСПОРТа на Электроэрозионные,копировально-прошивочные
- ПАСПОРТа на Зубо-резьбообрабатывающие станки
- ПАСПОРТа на Фрезерные станки
- ПАСПОРТа на Долбёжные станки
- ПАСПОРТа на Строгальные станки
- ПАСПОРТа на Отрезные станки
- ПАСПОРТа на Прессы гидравлические
- ПАСПОРТа на Прессы механические
- ПАСПОРТа на Прессы винтовые
- ПАСПОРТа на Ножницы гильотинные. Листовые. Комбинированные
- ПАСПОРТа на Молота пневматические
- Гибочные, Листогибы, Профилегибочные, Трубогибы
- ПАСПОРТа на Намоточные станки
- ПАСПОРТа на Другое оборудование
- ПАСПОРТа на Сварочное оборудование
- ПАСПОРТа на Термическое оборудование
- ПАСПОРТа на Привода и другое э.о.
- Пособия по ремонту станков
ПАСПОРТа на Сверлильные станки
Стоимость выполнения схемы в формате "КОМПАС-3D V12" от 10 $ до 40 $
Паспорт станка 2а636ф1 фундамент
Паспорта на электрооборудование
- ПАСПОРТа на ТОКАРНО-ВИНТОРЕЗНЫЕ станки
- ПАСПОРТа на Токарно-карусельные станки
- ПАСПОРТа на Сверлильные станки
- ПАСПОРТа на Расточные станки
- ПАСПОРТа на Шлифовальные станки.
- ПАСПОРТа на Заточные станки
- ПАСПОРТа на Электроэрозионные,копировально-прошивочные
- ПАСПОРТа на Зубо-резьбообрабатывающие станки
- ПАСПОРТа на Фрезерные станки
- ПАСПОРТа на Долбёжные станки
- ПАСПОРТа на Строгальные станки
- ПАСПОРТа на Отрезные станки
- ПАСПОРТа на Прессы гидравлические
- ПАСПОРТа на Прессы механические
- ПАСПОРТа на Прессы винтовые
- ПАСПОРТа на Ножницы гильотинные. Листовые. Комбинированные
- ПАСПОРТа на Молота пневматические
- Гибочные, Листогибы, Профилегибочные, Трубогибы
- ПАСПОРТа на Намоточные станки
- ПАСПОРТа на Другое оборудование
- ПАСПОРТа на Сварочное оборудование
- ПАСПОРТа на Термическое оборудование
- ПАСПОРТа на Привода и другое э.о.
- Пособия по ремонту станков
Стоимость выполнения схемы в формате "КОМПАС-3D V12" от 10 $ до 40 $
Читайте также: