
Как прикреплены станины рабочей клети прокатного стана к фундаменту
Обновлено: 27.04.2024
Машины и агрегаты главной линии прокатного стана
Цель урока: Изучить понятие главной линии прокатного стана, какое оборудование в нее входит. Разобрать схемы главной линии прокатного стана в зависимости от типа привода.
Метод урока: Лекция с элементами беседы.
Оснащение урока: Презентация.
Проверка домашнего задания.
Изучение нового материала.
Подведение итогов урока.
1) Организационный момент
- проверка готовности учащихся к уроку,
- сообщить тему и цель урока.
2) Проверка домашнего задания
- Что такое сортамент?
- Перечислите основные группы прокатной продукции. Что в них входит?
- Что такое прокатный стан?
- Опишите технологическую схему производства прокатных профилей.
- На какие группы делят оборудование прокатного стана?
3) Изучение нового материала
Все оборудование прокатного стана делится на две группы:
1 - оборудование главных линий прокатных станов;
2 - вспомогательное оборудование для транспортирования и отделки металла (ножницы, пилы, правильные машины и др.).
Основное оборудование, в состав которого входит прокатная клеть, передаточные механизмы и двигатель называется главной линией прокатного стана.
Основным рабочим инструментом прокатного стана являются валки, вращающиеся в подшипниках, установленных в рабочих клетях.
Привод валков осуществляется от электродвигателя через промежуточные передаточные механизмы и устройства.
Механизмы и устройства, предназначенные для передачи вращения валкам и восприятия усилий и крутящих моментов, возникающих при пластической деформации металла, составляют главную линию прокатного стана (рис. 1).

Рисунок 1 - Схема главной линии стана:
Рабочая клеть является основным устройством прокатного стана, так как в ней осуществляется прокатка (пластическая деформация) металла. Клеть представляет собой две массивные стальные литые станины, установленные на плитовинах, прикрепленные к фундаменту анкерными болтами. В станинах смонтированы подушки с подшипниками и валками, а также устройства для перемещения верхнего валка по высоте и его осевой фиксации, направляющие проводки для металла и др.
Прокатные валки выполняют основную операцию прокатки — деформацию (обжатие) металла и придание ему требуемых размеров и формы поперечного сечения. В процессе деформации металла вращающиеся валки воспринимают усилие, возникающее при прокатке, и передают его на подшипники и другие детали рабочей клети стана.

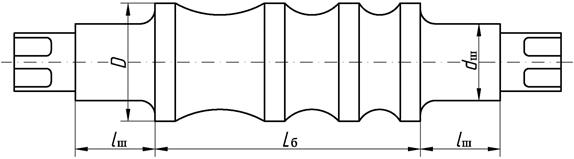
Рисунок 2 - Форма и основные элементы листовых (а) и сортовых (б) валков
Валок состоит из трех основных элементов (рис. 2, а): рабочей части — бочки валка (диаметром D и длиной L ), которая при прокатке непосредственно соприкасается с деформируемым металлом; опорной части — шеек (диаметром d ш и длиной l ш), расположенных с обеих сторон бочки и опирающихся на подшипники валка; приводного конца валка - трефы.
Валки сортового стана характеризуются рабочим диаметром D p , диаметром буртов D б и номинальным диаметром D H . При вращении валков, которое осуществляется с помощью универсальных шпинделей, приводной конец валка делают в виде плоской лопасти (вилки) или цилиндрическим для насадки на него (на шпонке) втулки с лопастью. При вращении валка с помощью трефовых шпинделей приводной конец имеет вид крестовины и служит для соединения валка со шпинделем через промежуточную трефовую муфту.
Прокатные валки можно разделить на две основные группы: листовые и сортовые.
Валки листовых станов служат для прокатки листов, полос и ленты. Бочка этих валков имеет цилиндрическую форму и иногда их называют гладкими. При обточке на вальцетокарном станке бочку валков для горячей прокатки тонких листов часто делают немного вогнутой с таким расчетом, чтобы при прокатке горячего металла и большом разогреве при этом средней части валков бочка их стала цилиндрической. Тогда толщина прокатанного листа будет одинаковой по всей его ширине. Наоборот, бочку валков для холодной прокатки тонких листов делают немного выпуклой: при прокатке вследствие большого изгиба средней части валков по сравнению с крайними его частями образующая бочки в контакте с прокатываемым металлом станет цилиндрической, и в этом случае прокатанный лист также будет правильных геометрических размеров по всей ширине.
Валки сортовых станов служат для прокатки заготовок и сортового профильного металла. На поверхности бочки этих валков есть углубления, соответствующие профилю прокатываемого металла. Эти углубления называют ручьями (ручьи двух валков с зазором между ними образуют калибры), а валки — ручьевыми (калиброванными) (рис. 2, б).
Передаточные механизмы в зависимости от назначения и конструкции прокатного стана могут быть различными. Широко распространены передаточные устройства, в состав которых входят шестеренная клеть и редуктор (общий привод рабочих валков); в этом случае между электродвигателем и рабочей клетью в одну линию расположены:
Моторная муфта 8 сцепляет двигатель с валом ведущей шестерни редуктора.
В тех случаях, когда угловая скорость вращения электродвигателя не соответствует скорости вращения валков, применяют редуктор 7.
Коренная муфта 6 передает вращение ведущей шестерне шестеренной клети.
Шестеренная клеть 5 предназначена для передачи вращения на оба приводных валка.
Устройство для уравновешивания шпинделей 4.
Шпиндели 3 передают вращение прокатным валкам от шестерённой клети.
На обжимных и толстолистовых станах, а также на станах, где прокатка ведется с большой скоростью, применяют индивидуальный привод валков непосредственно от электродвигателя (Рис.3). Единственным передаточным устройством в этом случае является универсальный шпиндель. Применяется также способ передачи вращения через шестеренную клеть (на рисунке не показано). В этом случае при применении двух двигателей в целях синхронизации скорости вращения валков возможна передача вращения к шестеренной клети на оба вала шестеренного валка от каждого из двигателей.
Главный электродвигатель прокатного стана специального (металлургического) исполнения с принудительным воздушным охлаждением: для станов с постоянной скоростью прокатки применяют более экономичные синхронные (реже асинхронные) электродвигатели.

Рисунок 3 - Схема главной линии стана с индивидуальным приводом:
1 - станина; 2 - валковый узел; 3-универсальные шпиндели; 4-устройство для уравновешивания шпинделей; 9- главный электродвигатель.
Машины и агрегаты поточных технологических линий прокатного цеха
Машины и агрегаты поточных технологических линий прокатного цеха, не входящие в главные линии станов, предназначены для:
- подачи металла от печи или нагревательных колодцев к приемному рольгангу стана (слитковозы),
- поворота слитка на рольганге (поворотные устройства),
- транспортирования металла в соответствии с технологическим процессом (рольганги или транспортеры),
- передвижения металла вдоль бочки валков для задачи его в соответствующий калибр (манипуляторы),
- поворота металла относительно его продольной оси (кантователи),
- охлаждения металла (холодильники),
- травления металла (травильные установки),
- разматывания рулонов (разматыватели),
- сматывания полосы в рулон или проволоки в бунт (моталки),
- резки металла (ножницы и пилы),
- для отделки металла (правки и дрессировки, клеймения, укладки, промасливания, упаковки и других процессов).
Эти машины и агрегаты весьма разнообразны; общая масса их значительно превышает массу машин и механизмов, входящих в главные линии стана
Машины и агрегаты прокатных цехов работают в тяжелых условиях больших статических и динамических нагрузок, высоких температур и интенсивного износа. Вследствие этого прокатные станы должны обладать высокой надежностью.
Характерной особенностью современного прокатного стана является тесная взаимосвязь между технологическим процессом, элементами конструкций, электроприводом и автоматикой.
ЛИНИЯ РАБОЧЕЙ КЛЕТИ ПРОКАТНОГО СТАНА
Основным рабочим органом (инструментом) каждого прокатного стана являются валки, вращающиеся в подшипниках, установленных в рабочих клетях. Привод валков осуществляется электродвигателем через промежуточные передаточные механизмы и устройства. Оборудование, предназначенное для вращения валков, а также для восприятия возникающих при пластической деформации (обжатии) металла усилий и крутящих моментов, составляет рабочую линию клети (рис. 6.1).
Оборудование, входящее в рабочую линию, можно разделить на три основных группы: рабочую клеть 1 с валками 9, 10 и станиной 11, передаточные механизмы 2, 4 – 7 и главный электродвигатель 3.
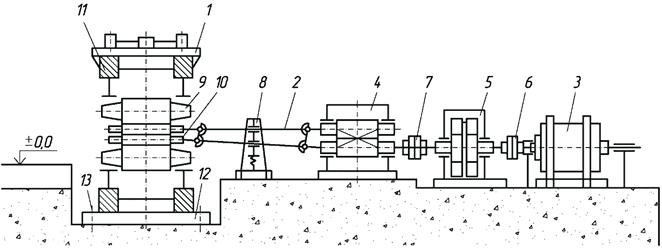
Рис. 6.1. Схема главной линии четырехвалковой рабочей клети листопрокатного стана: 1 – рабочая клеть; 2 – универсальные шпиндели; 3 – электродвигатель (главный привод); 4 – шестеренная клеть; 5 – редуктор: i – передаточное число редуктора; 6 – моторная муфта; 7 – коренная муфта; 8 – пружинное уравновешивающее устройство шпинделей; 9 – опорные неприводные валки; 10 – рабочие приводные валки; 11 – станина; 12 – плитовина; 13 – анкерный болт
Передаточные механизмы и устройства в зависимости от назначения и конструкции прокатного стана могут быть различными. На крупных станах (обжимных, толстолистовых), а также на станах, прокатывающих металл с большой скоростью, применяют индивидуальный привод рабочих валков от отдельных электродвигателей: в этом случае передаточным устройством являются универсальные шпиндели, промежуточные валы и муфты. На остальных станах предусмотрен общий привод рабочих валков от шестеренной клети 4, которая представляет собой редуктор, передаточное отношение которого равно единице (i = 1), а роль шестерен выполняют шестеренные валки. В этом случае между электродвигателем и рабочей клетью в одну линию расположены моторная муфта 6, шестеренная клеть 4 и универсальные шпиндели 2. Шпиндели – это соединительные детали, посредством которых крутящий момент передается от шестеренной клети прокатным валкам. Концевые части шпинделей (головки) бывают различной формы; наибольшее распространение получили шпиндели с универсальными и трефовыми головками. Если угловая скорость вращения электродвигателя не соответствует скорости вращения валков, то в линии привода валков устанавливают редуктор 5 и коренную зубчатую муфту 7.
Вспомогательное оборудование прокатных станов предназначено для выполнения следующих операций: подачи металла от нагревательных устройств к приёмному рольгангу стана (слитковозы), поворота слитка на рольганге (поворотные устройства), транспортирования металла в соответствии с технологическим процессом (рольганги или транспортёры), перемещения металла вдоль валка для подачи его в соответствующий калибр (манипуляторы), поворота металла относительно его продольной оси (кантователи), охлаждения металла (холодильники), травления металла (травильные установки), разматывания рулонов (разматыватели), сматывания полосы в рулон или проволоки в бунт (моталки), резки металла (ножницы и пилы), а также для отделки металла: правки (правильные машины и прессы), дрессировки, клеймения, укладки, промасливания, упаковки и т.д.
Прокатные валки
Основным инструментом для прокатки являются валки, которые выполняют основную операцию прокатки – деформацию (обжатие) металла и придание ему требуемой формы поперечного сечения. В процессе деформации металла, вращающиеся валки воспринимают давление, возникающее при прокатке, и передают это давление на подшипники. Валки прокатных станов делят на две основные группы: листовые и сортовые.
Прокатные валки листопрокатных станов имеют гладкую бочку (рис. 6.2, а), их устанавливают в клети на двух опорах, что является наиболее распространенным типом крепления валков.
 |
| а |
 |
| б |
Рис. 6.2. Прокатные валки: а – листовые; б – сортовые
Основные части валка:
- шейка – имеет диаметр dш, длину lш служит опорным участком для установки валка в подшипниковых узлах;
- концевые участки предназначены для соединения со шпинделями и могут иметь различную конфигурацию в зависимости от конструкции шпинделя (трефы, лопасть или цилиндрическая часть).
Диаметр валка, которому соответствует скорость выхода раската из валков (без учета опережения) называется катающим диаметром. При прокатке металла в листовых валках катающий диаметр принимают по гладкой бочке, а для сортовых валков этот параметр определяют по формулам, включающим размеры валка и калибра.
Основным параметром листопрокатного стана является длина бочки валков. Для производства листовой горячекатаной стали, а также полос, листов и плит из алюминиевых сплавов применяют следующие основные типы станов с бочкой валков длиной, мм:
- широкополосные полунепрерывные – 1700 – 2800;
Холодная прокатка рулонной стальной полосы осуществляется на следующих станах:
Для производства плит, листов и полос из титана и его сплавов применяют:
- реверсивные станы горячей прокатки с бочкой валков длиной до 2000 мм;
- многовалковые (двадцативалковые) реверсивные станы с бочкой валкой длиной 1200 мм.
Листовой и полосовой прокат из тяжелых цветных металлов и их сплавов производят на:
- реверсивных одноклетевых станах горячей прокатки дуо и кварто с бочкой валков длиной до 1500 мм;
- реверсивных одноклетевых четырехвалковых станах холодной прокатки с бочкой длиной до 1200 мм;
- непрерывных четырехвалковых (трех-, четырехклетевых) станах холодной прокатки с бочкой длиной 1000 мм;
- многовалковых станах (двенадцати-, двадцативалковых) с бочкой длиной до 1200 мм (для получения тонких лент).
Бочку валков, предназначенных для горячей прокатки тонких листов, делают немного вогнутой, чтобы при прокатке горячего металла и большом разогреве средней части валков бочка их стала цилиндрической, и тогда толщина прокатанного листа будет равномерной по всей его ширине. Наоборот, бочку валков для холодной прокатки тонких листов выполняют немного выпуклой: при прокатке, вследствие большего изгиба средней части валков по сравнению с краями, бочка станет цилиндрической.
Сортовые валки (рис. 6.2, б) служат для прокатки сортового профиля. На поверхности бочки этих валков есть ручьи, соответствующие профилю прокатываемого металла. Ручьи двух или более валков образуют калибры, поэтому валки еще называют калиброванными. Об элементах сортовых валков и типах калибров будет сказано ниже.
Важной характеристикой прокатных валков является отношение длины бочки валка к ее диаметру, которое определяется из условий прочности валков, размещения калибров и ширины прокатываемого профиля. Данное отношение можно найти в справочниках, и оно колеблется от 1 – 1,1 (жестепрокатный стан) до 3 – 3,5 (толстолистовой стан).
К качеству валков прокатных станов предъявляются очень высокие требования, т.к. они определяют нормальную работу стана, его производительность и качество выпускаемого проката. Валки работают в условиях непрерывного истирания их металлом при прокатке, испытывая значительные динамические давления при больших скоростях скольжения по металлу и иногда при высокой, резко меняющейся температуре. Прокатные валки изготавливают из стали и чугуна. Чугунные валки характеризуются пониженной прочностью, но при этом обладают высокой износостойкостью, поэтому их применяют в основном в предчистовых и чистовых клетях, а иногда и в промежуточных группах клетей. Обычные стальные и чугунные валки не всегда удовлетворяют повышенным требованиям, предъявляемым к ним, поэтому возникла необходимость применять литые и кованые высокопрочные стальные валки и чугунные валки повышенной прочности. Выбор материала для валков должен учитывать тип прокатного стана. Например, при горячей прокатке на блюминге на валки действуют высокие давления и температура. Поэтому такие валки изготовляют из литой или кованой углеродистой стали с большой вязкостью, отличающиеся хорошим сопротивлением изгибающим нагрузкам, возникающим при прокатке. Твердость валков при этом не играет главной роли. Для станов холодной прокатки целесообразно использовать легированные стальные и чугунные валки, у которых поверхностный слой характеризуется большой твердостью. Так, для валков диаметром менее 300 мм применяют стали марок 9Х и 9ХР, а для валков диаметром более 300 мм – стали 9Х2, 9Х2МФ, 9Х2В и др. Валки для холодной прокатки, изготовленные из стали всех марок, подвергают термической обработке (закалка, отпуск) по специальным режимам. Повышения прочности и твердости бочки валков достигают также поверхностной закалкой. Глубина слоя повышенной твердости должна быть в пределах 20 – 60 мм, что дает возможность при износе поверхности бочки производить большое количество перешлифовок и тем самым удлинять срок службы валка. Большую роль при прокатке играет коэффициент трения на поверхности валков. Стальные валки имеют повышенный коэффициент трения, поэтому их чаще используют в клетях, реализующих высокие обжатия. На блюмингах, слябингах и заготовочных станах для повышения коэффициента трения, а, следовательно, и для улучшения условий захвата металла валками применяют поверхностную накатку валков гладкими или насеченными роликами.
СОРТОВАЯ ПРОКАТКА
Общая характеристика сталепрокатного производства
Сталепрокатное производство обычно входит в заводы с полным металлургическим циклом, содержащим три группы цехов или три передела. Прокатный передел является последним и следует за аглодоменным и сталеплавильным. При этом прокатное производство в металлургическом производстве является самым крупным. В частности, по площади цехов и количеству работающих, по количеству и стоимости оборудования и другим показателям прокатные цеха занимают более половины всего металлургического завода и несут основную нагрузку по формированию прибыли завода. Поэтому наибольшую долю капитальных вложений вкладывают в третий передел, несут значительные затраты по внедрению современных разработок, как в части технологий, так и в части оборудования и инструмента.
Основными видами продукции сталепрокатного производства являются плоский и сортовой прокат. Общая схема получения плоского и сортового проката из стали представлена на рис. 7.1.
Заготовку для сортового проката называют блюм, а для листового проката – сляб.
Блюм – это черновая заготовка квадратного сечения со стороной от 140 до 450 мм и длиной 6 – 10 м, получаемая прокаткой крупных слитков (до 25 т) на прокатных станах, называемых блюмингами.
Для изготовления блюма используют две технологии. Первую применяют для слитков из углеродистых сталей массой от 7 до 13 т. У легированных и высоколегированных сталей масса слитка значительно ниже и прокатку могут вести не на блюминге, как для углеродистых сталей, а сразу на заготовочном стане. Для второй технологии получения блюмов используют машины непрерывного литья заготовок (МНЛЗ), в которых из кристаллизатора требуемого сечения непрерывно выходит заготовка, разрезаемая затем на литые мерные блюмы.
Литые блюмы, полученные по второй технологии, дешевле. Однако литая заготовка обычно содержит примеси, неметаллические включения, которые раскатываются в виде дефекта, получившего название «дорожка». Этот вид дефекта не устраняется в готовом прокате, снижая его свойства. Очистка же жидкого металла перед разливкой приводит к удорожанию процесса. Кроме того, площадь поперечного сечения литого блюма, особенно для мелких исходных сечений, не обеспечивает качественной проработки литой структуры, что также отрицательно отражается на свойствах готового проката. Блюмы, получаемые прокаткой слитков дороже, но выше по свойствам, чем литые, т.к. примеси в них концентрируются в прибыльной части слитка, которая при прокатке на блюминге отрезается.
Рис. 7.1. Схема производства листового и сортового проката из стали
В последнее время новые технологии очистки жидкого металла, а также применение более дешевых МНЛЗ радиального и особенно горизонтального вида расширяют возможности применения литых блюмов. Подтверждением этому является то, что уже во многих странах основная часть сортового проката производится из литой заготовки.
Обычно производство блюмов заключается в следующем. Из сталеплавильного цеха слитки поступают в обжимной цех и загружают в нагревательные колодцы для нагрева их до требуемой температуры и выравнивания температуры по сечению слитка. Затем нагретые слитки краном помещают на рабочие ролики рольганга прокатного стана и подвергают прокатке в несколько проходов в рабочей клети блюминга, работающей в реверсивном режиме. Как правило, одновременно прокатывают два слитка.
После прокатки блюмы подают в машину огневой зачистки, в которой с помощью газовых горелок сжигается поверхностный слой на заготовке вместе с поверхностными трещинами.
Следующей операцией является резка проката на пресс-ножницах, при которой от слитка отрезается головная и донная части, затем оставшаяся часть (тело слитка), составляющая 80 – 85 %, режется на части длиной не более 700 мм и подвергается прокатке на непрерывно-заготовочном стане. После прокатки блюмы подвергаются разделке на мерные длины, передаются на приемные стеллажи и далее направляются на охлаждение, режим которого зависит от марки стали.
Сортовая прокатка стали
Получение горячекатаного сортового проката обычно завершает металлургическое производство. Для современных сортопрокатных цехов характерным является поточность технологического процесса, основными операциями которого являются подготовка заготовки к прокатке; нагрев заготовки перед прокаткой; прокатка металла на сортовом стане; отделка готового проката.
Для нагрева прокатанных или литых заготовок перед сортовыми станами применяют печи с газовым отоплением. При производстве крупносортных профилей прокатку заготовок иногда осуществляют без промежуточного нагрева или прокатывают заготовки, непосредственно поступающие с блюминга или с МНЛЗ.
При прокатке на сортовом стане из заготовки получают заданные размеры и форму готового профиля. После прокатки заготовку (раскат) разрезают в потоке на заданные длины, охлаждают, подвергают правке, отделке поверхности, укладывают в пакеты и маркируют. При производстве сортового проката из легированных марок стали в ряде случаев могут применять специальные режимы охлаждения и термической обработки металла. Прокат из углеродистых и низколегированных марок стали для повышения механических свойств подвергают в потоке станов термомеханической обработке.
Для производства сортового проката применяют станы трех основных типов: с линейным, последовательным и непрерывным расположением рабочих клетей.
На линейных станах рабочие клети могут быть расположены в одной линии, состоящей из одной или нескольких клетей, или в нескольких линиях. Рабочие клети в линии могут иметь общий или раздельный привод. Процесс прокатки на линейных станах может осуществляться со свободным выходом полосы из каждой клети, из отдельных клетей и линий или происходить одновременно (непрерывно) в нескольких или во всех клетях и линиях.
На мелкосортных, проволочных и части среднесортных линейных станов процесс прокатки ведут одновременно в нескольких клетях или линиях.
Наиболее полно условиям массового поточного производства проката отвечают станы с последовательным и непрерывным расположением рабочих клетей и максимальной автоматизацией всех технологических операций. В каждой клети таких станов производят только один проход, причем скорость прокатки увеличивается в соответствии с вытяжкой металла. Прокатка на непрерывных станах может осуществляться с небольшими петлями между клетями или без них (с натяжением). Непрерывное расположение клетей позволяет значительно уменьшить длину стана. Непрерывные станы или элементы непрерывной прокатки в настоящее время применяют при прокатке сортовых профилей всех размеров и любой формы, необходимых в больших количествах (швеллеров, угловой, круглой, квадратной, арматурной стали и т.д.). На непрерывных станах заготовки перед прокаткой могут сваривать в торец на стыкосварочных машинах, поэтому такие станы получили название станов бесконечной прокатки.
Виды поверхностных дефектов, допустимых на заготовке, обычно регламентированы действующими стандартами и техническими условиями в зависимости от ее дальнейшего назначения.
Для придания сортовому прокату заданной структуры и свойств металла в зависимости от назначения и химического состава, сталь на металлургических заводах подвергают различным видам термической обработки: отжигу, нормализации, закалке, отпуску.
Из названных видов термической обработки сортовой прокат наиболее часто подвергают отжигу, который обеспечивает снятие внутренних напряжений в металле и снижение его твердости, устранение структурной неоднородности и повышение деформируемости при последующей холодной обработке, формирование нужной структуры и механических свойств. Для этого применяют различные виды отжига: смягчающий, структурный, рекристаллизационный и др.
Удаление дефектов на сортовом прокате производят методом абразивной и резцовой зачистки, а в отдельных случаях пневматической вырубкой. Глубина зачистки в зависимости от размеров сечения профиля регламентируется стандартами. При этом абразивный способ зачистки дефектов сортового проката является основным.
На поточных линиях отделки и контроля качества сортового проката выполняют весь комплекс операций, связанных с правкой, снятием фасок на торцах штанг, осветлением, зачисткой дефектов, контролем качества, маркировкой, упаковкой и взвешиванием. Поточные линии для выполнения указанных операций располагают как в потоке, так и вне потока стана.
Бракованная продукция собирается в отдельные карманы для брака или поступает на участок вырезки дефектных мест. Готовая продукция после увязки в пакеты отправляется на склад.
Общие положения калибровки профиля и прокатных валков
Для сортовой прокатки применяют калиброванные валки. Ниже представлена схема (рис. 7.2) и основная терминология, относящаяся к калибровке профиля и прокатных валков, а также описаны основные виды калибров.
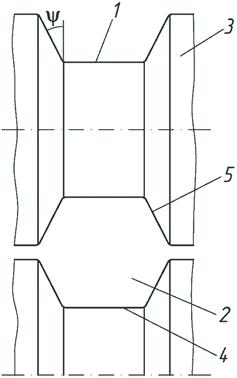
Рис. 7.2. Схема 2-х валкового калибра: 1 – ручей; 2 – калибр; 3 – бурт; 4 – дно; 5 – стенка
Калибр – это просвет определенной формы, образованный двумя валками в их рабочем положении в прокатной клети.
Ручей – кольцевой вырез или выступ любой формы на бочке одного валка. Два ручья – верхнего и нижнего валков и зазор между валками составляют калибр. Калибр может быть образован несколькими валками, т.к. при прокатке применяют специальные прокатные клети с тремя валками и более.
Дно калибра соответствует наименьшему диаметру валка и для некоторых видов калибра (ребровой, квадрат и др.) может вырождаться в точку.
Бурт отделяет один калибр от другого и по бурту валок имеет максимальный диаметр.
Разъем валков – пространство между валками по буртам.
Зазор между валками – кратчайшее расстояние между буртами валков, образующих калибр, выраженное в миллиметрах. Изменяя зазор, регулируют высоту калибра и размеры проката.
Разъем калибра – место, где линия очертания профиля переходит с одного валка на другой. В закрытых калибрах в целях выравнивания условий деформации фланцев профиля (балочные профили) разделы чередуются по верхним и нижним фланцам. Для профилей типа угловой стали чередование положения разделов связано с необходимостью получения определенного закругления на внутренней стороне полос.
где Dмакси Dмин, соответственно, максимальный и минимальный диаметры валка по бурту (определяются для каждого стана конструкцией стана и прочностью валка); Dн – номинальный (средний) диаметр валка (входит в марку стана, например «блюминг 250»).
Для большинства сортопрокатных станов k составляет 0,08 – 0,12.
Изношенный валок могут восстанавливать также путем наплавки до максимального диаметра.
Радиусы закругления элементов калибра повышают прочность валков и снижают скорость охлаждения прокатываемых профилей.
Нейтральной линией калибра является линия, относительно которой прокатные валки оказывают одинаковое силовое воздействие на верхнюю и нижнюю части прокатываемого металла, в результате чего обеспечивается прямолинейный выход раската из валков. Для нахождения нейтральной линии в калибре рекомендуют использовать аналитический метод, основанный на составлении уравнений равновесия статических моментов.
В сортопрокатном производстве наиболее распространены 2-х валковые калибры, многовалковые калибры (в основном 3-х и 4-х валковые) применяются реже.
Название сортового стана позволяет приблизительно оценить его конструктивные параметры: габаритные размеры, размеры валков, станин, шпинделей и других основных деталей стана, примерную мощность привода, а главное, определяет размеры производимой на нем катаной продукции.
Двухвалковые калибры принято классифицировать по форме, конструкции и назначению.
В зависимости от формы калибры могут быть простыми и сложными (фасонными). Одним из основных признаков простых двухвалковых калибров называют такие калибры, которые, как сами, так и прокатываемая в них полоса имеют две оси симметрии. В перечень простых калибров входят ящичные, прямоугольные, квадратные, ромбические, овальные, полосовые, шестиугольные, многоугольные калибры. Фасонные калибры бывают уголковыми, рельсовыми, балочными, швеллерными и др. На рис. 7.3 представлены основные виды калибров. Ниже дается определение и описано применение основных видов калибров.
| а | б | в | |
| г | д | е | ж |
| з | и | ||
| к | л | м | н |
Рис. 7.3. Схемы калибров: а – ящичный; б – ромбический; в – квадратный; г – овальный; д – круглый; е – полосовой; ж – ребровой; з – шестигранный; и – многогранный; к – балочный черновой; л – балочный чистовой; м – уголковый черновой; н – уголковый предчистовой
Ящичный калибр [box pass] (рис. 7.3, а) формируется трапециевидными врезами в валки и применяется для прокатки прямоугольных и квадратных профилей на блюмингах, обжимных и непрерывных заготовочных станах, обжимных и черновых клетях сортовых станов, а также для получения товарных заготовок на рельсобалочных и крупносортных станах.
Ромбический калибр [diamond pass] (рис. 7.3, б) калибр ромбической конфигурации, врезанный в валки по малой диагонали. Этот калибр используется в качестве обжимного и предчистового калибров в системе калибровок ромб-ромб и ромб-квадрат. Угол при вершине калибра изменяется от 90 до 130°, а с увеличением угла повышается вытяжка в калибре, составляющая, в среднем, 1,2 – 1,3. Рекомендуемая степень заполнения ромбического калибра составляет 0,8 – 0,9.
Квадратный калибр [square pass] (рис. 7.3, в) имеет форму квадрата врезанного в валки по диагонали. В зависимости от требований к профилю проката калибр выполняется с закругленными или острыми вершинами. Этот калибр применяют в качестве черновых и чистовых калибров при прокатке квадратных профилей и вытяжного калибра в системах ромб – квадрат, овал – квадрат и шестигранник – квадрат. В черновых квадратных калибрах выполняют значительные закругления вершин.
Овальный калибр [oval pass] (рис. 7.3, г) врезается в валки по малой оси и применяется в качестве предчистового при прокатке круглых профилей и вытяжного в системе овал – ребровой овал и др. В зависимости от назначения калибра и размеров раскатов используют такие виды овальных калибров, как однорадиусные, применяемые в качестве предчистовых при прокатке круглой стали, эллиптические и двух- или трехрадиусные, применяемые как предчистовые при прокатке крупных кругов и в системах овал – круг и овал – овал, плоские овальные калибры и др.
Круглый калибр [round pass] (рис. 7.3, д) выполняется с контуром окружности на основной части периметра и используется в качестве чистового калибра при прокатке круглой стали и вытяжного – в системе овал – круг. Круглые калибры всех типов имеют выпуск или развал, например, при построении чистового калибра.
Полосовой калибр [strip pass] (рис. 7.3, е) по форме может варьироваться от прямоугольника до трапеции и применяется при прокатке в качестве чернового или чистового калибра при прокатке полосовой стали.
Ребровой калибр [vertical (edging) pass] (рис. 2.21, ж) образуется врезом в валки большого размера и применяется в частности, при прокатке полосовой стали для регулирования ширины раската. Предчистовой ребровой калибр формирует также кромки проката. Ребровой овальный калибр [vertical oval pass] – получают врезом в валки по большой оси овала и используют, как вытяжной в системе овал – ребровой овал.
Шестигранный калибр [hexahedral pass] (рис. 7.3, з) имеет форму шестигранного контура, врезанного в валки по большой диагонали. Разъем этого калибра расположен на его сторонах. Шестигранный калибр применяется в качестве чистового калибра при прокатке шестигранной стали и как черновой при прокатке шестигранной буровой стали, когда требуется равномерное и невысокое обжатие по проходам.
Шестиугольный калибр [hexagonal pass] врезается в валки по малой оси и применяется в вытяжной системе калибров шестиугольник – квадрат и как предчистовой при прокатке шестигранных профилей. Предчистовой шестиугольный калибр строят как обычный шестиугольный, но для компенсации уширения металла и предотвращения выпуклости боковых стенок чистового шестигранника дно калибра делают с выпуклостью 0,25 – 1,5 мм в зависимости от размеров профиля. Степень заполнения так
Станина клети
Изобретение относится к металлургическому оборудованию, конкретно к конструкции клетей. Станина клети состоит из поперечин, соединенных со стойками, в частности это может быть станина машины для правки листов, полос и профилей с верхними и нижними правильными валками, расположенными со смещением друг относительно друга, опирающимися по всей своей длине на расположенные в клети опорные ролики, которые, в свою очередь, опираются на поперечные траверсы, причем по меньшей мере верхняя поперечная траверса выполнена регулируемой для позиционирования правильных валков, что обеспечивает равномерное распределение нагрузки в соединениях станины, изготавливаемых с незначительными затратами за счет того, что поперечины и стойки в вертикальных стыках соединены друг с другом полыми стержнями предпочтительно разного диаметра. 2 з.п. ф-лы, 4 ил.
Изобретение относится к станине клети, предназначенной, в частности, для машины для правки листов, полос и профилей, с верхними и нижними правильными валками, расположенными со смещением друг относительно друга, которые опираются на всей своей длине на опорные ролики, размещенные в опорах, которые опираются, в свою очередь, на поперечные траверсы, причем по меньшей мере верхняя поперечная траверса выполнена с возможностью регулирования положения правильных валков.
Станина содержит вертикальные стойки и поперечины, соединенные со стойками посредством цилиндрических стержней, установленных в полуцилиндрических расточках плоских соединительных стыков между стойками и поперечинами (а.с. СССР 102607, B 21 B 31/02, 1954).
В основу изобретения положена задача создать станину клети, в частности машины для правки листов и полос, таким образом, чтобы обеспечить равномерное распределение нагрузки в соединениях стоек, изготовленных с минимальными затратами.
Согласно изобретению эта задача решается за счет того, что стержни установлены в вертикальных стыках и выполнены полыми, причем в каждом стыке на расстоянии друг от друга расположено по меньшей мере два стержня предпочтительно с разным диаметром отверстий в них.
Благодаря применению стержневого соединения и за счет предпочтительно одновременного растачивания отверстий под них в стойках и поперечинах значительно снижаются затраты на изготовление. Совместная расточка отверстий, в случае необходимости предварительно отфрезерованных, имеет к тому же преимущество, заключающееся в том, что вставляемые в них полые стержни имеют одинаковый шаг, т.е. одинаковые расстояния друг от друга.
За счет того что применяется полый стержень, который при приложении нагрузки сжимается до овального поперечного сечения, другие участки более равномерно воспринимают нагрузки. Если предпочтительно в соединяемых стыках между поперечинами и стойками станины расположены на расстоянии друг от друга по меньшей мере два полых стержня и выполнены отверстия разного диаметра, удается оптимизировать равномерность распределения нагрузки во всех соединительных участках таким образом, что нагрузки на все стержни будут одинаковыми. Таким образом, за счет соответствующего выбора отверстий под стержни обеспечивается равномерное распределение нагрузки на отдельные стержни, если это является желательным с учетом предъявляемых требований.
Согласно предпочтительной форме выполнения изобретения предлагается, что в случае трех полых стержней, расположенных друг над другом, отверстие под стержень, находящийся в зоне наибольшего усилия, прикладываемого к стойке, должно иметь наибольший диаметр, а отверстие под стержень, находящийся в зоне наименьшего усилия, прикладываемого к стойке, должно иметь наименьший диаметр. За счет такого согласования диаметров отверстий обеспечивается желаемое хорошее распределение усилий на отдельных стержнях.
Согласно изобретению предлагается выполнять с наружной стороны стоек и поперечин винтовые соединения. С помощью таких прочных винтовых или поперечных соединений можно воспринимать распирающие усилия, возникающие между стойками и поперечинами станины. Так как расположение стержней и соответствующим образом согласованных друг с другом отверстий обеспечивает равномерное распределение усилий и тем самым одинаковую нагрузку на стержни, все винты могут иметь одинаковые размеры, благодаря чему к винтам прикладывают одинаковые усилия.
Остальные признаки и преимущества изобретения описываются более подробно в формуле изобретения и описании, где дан пример выполнения изобретения в сочетании с роликовой правильной машиной для листов и полос.
На фиг. 1 показано поперечное сечение роликовой правильной машины; на фиг. 2 - перспективное изображение станины роликовой правильной машины с соединениями между стойками станины и поперечинами в виде полых стержней; на фиг. 3 - вид сбоку на станину машины по фиг. 2 в схематическом изображении; на фиг. 4 - увеличенное изображение части "X", обведенной штрихпунктирной линией на фиг. 3.
Соединения станины описаны на примере представленной на чертежах роликовой правильной машины 1. В роликовой правильной машине 1 станина образована прикрепленными к фундаменту с помощью анкеров стойками 2, 3, жестко соединенными друг с другом верхней поперечиной 4а станины, нижняя поперечина станины не показана на чертеже, а также нижней и верхней поперечной траверсой 4, 5. На верхней поперечной траверсе 4 крепятся верхние опорные ролики 6, нижние опорные ролики выполнены с возможностью смещения по нижней поперечной траверсе 5. Верхняя поперечная траверса может переставляться с помощью установочного цилиндра 10 относительно нижней поперечной траверсы 5, соответствующим образом расположенные по углам со стороны входа и выхода в общей сложности четыре установочных цилиндра 10 взаимодействуют с верхней поперечной траверсой 4.
На нижних опорных роликах 7 закреплены роликовые установочные клинья 8, передвигаемые посредством гидроцилиндров 9. На каждый установочный клин 8 опирается несущий клин 11 для нижнего правильного валка 12 и взаимодействующего с ним опорного ролика 13, между опорными роликами 13 расположены соответствующие перегородки 14. Кроме того, на них опирается несколько верхних правильных валков 15, в частности, через опорные ролики 17, находящиеся между перегородками 16. Верхние правильные и опорные ролики 15, 17 опираются на несущий клин 18. Каждый из соседних несущих клиньев 18 опирается на установочный клин 21, другая сторона которого прилегает к опорным роликам 6. Каждый из установочных клиньев 21 имеет возможность смещения посредством гидроцилиндра 22. Верхние и нижние правильные валки 12, 15 приводятся по отдельности и связаны через шарнирный вал 23 с не показанным на чертеже приводом.
Как показано на фиг. 2 и 3, брусья 2а, 3а стоек 2, 3 станины соединены между собой посредством трех стержней 25, 26, 27, расположенных на равном расстоянии друг от друга в соединительном стыке 24, между поперечинами 4а и 5 станины, причем последние нижние поперечины станины идентичны с нижними поперечными траверсами. Для того чтобы можно было воспринимать распирающие усилия, возникающие в процессе работы, брусья 2а, 3а, а также поперечины станины и поперечные траверсы 4а, 5 соединены друг с другом винтами 28, ввинченными снаружи в брусья 2а, 3а стоек.
Как более подробно показано на фиг. 4, полые стержни 25 - 27 имеют отверстия 29 - 31 разного, согласованного друг с другом диаметра, при этом полый стержень 25, расположенный в зоне наибольшего усилия, действующего на стойку, имеет отверстие 29 наибольшего диаметра, а полый стержень 27, расположенный в зоне наименьшего усилия, действующего на стойку, имеет отверстие 31 наименьшего диаметра. Таким образом обеспечивается равномерное распределение усилия на всех полых стержнях и их одинаковая несущая способность. Различные диаметры отверстий 29 - 31 обеспечивают соответственно различную овализацию поперечного сечения полых стержней при передаче усилий, воспринимаемых стойками 2, 3, что влияет на распределение нагрузок. Кроме того, вследствие незначительной концентрации напряжений при надрезе полого стержня 25 - 27 получается очень компактное соединение.
1. Станина клети, предназначенная, в частности, для машины для правки листов, полос и профилей, с верхними и нижними правильными валками, расположенными со смещением друг относительно друга, которые опираются по всей своей длине на опорные ролики, размещенные в опорах, которые опираются, в свою очередь, на поперечные траверсы, причем по меньшей мере верхняя поперечная траверса выполнена с возможностью регулирования положения правильных валков, и содержащая вертикальные стойки и поперечины, соединенные со стойками посредством цилиндрических стержней, установленных в цилиндрических расточках плоских соединительных стыков между стойками и поперечинами, отличающаяся тем, что стержни установлены в вертикальных стыках и выполнены полыми, причем в каждом стыке на расстоянии друг от друга расположено по меньшей мере два стержня, предпочтительно с разным диаметром отверстий в них.
2. Станина по п.1, отличающаяся тем, что она снабжена тремя, установленными друг над другом стержнями, при этом в зоне наибольшей нагрузки отверстие под стержень имеет наибольший диаметр, а в зоне наименьшей нагрузки - наименьший диаметр.
3. Станина по п.1 или 2, отличающаяся тем, что она снабжена винтовыми соединениями, выполненными с наружной стороны на стойке и в поперечинах.
Читайте также: