
Фундаменты объемно блочных зданий
Обновлено: 25.04.2024
Объемно-блочное домостроение Текст научной статьи по специальности «Строительство и архитектура»
Аннотация научной статьи по строительству и архитектуре, автор научной работы — Тешев И.Д., Коростелева Г.К., Попова М.А.
Конструкции объемных блоков были разработаны в СССР в 1950-х гг. и после проверки в экспериментальном строитель-стве внедрены в массовое производство в конце 1960-х начале 1970-х гг. Показано, что опыт проектирования, произ-водства и строительства зданий из железобетонных объемных блоков доказал конкурентоспособность объемно-блочногодомостроения наряду с другими индустриальными системами.
i Надоели баннеры? Вы всегда можете отключить рекламу.Похожие темы научных работ по строительству и архитектуре , автор научной работы — Тешев И.Д., Коростелева Г.К., Попова М.А.
Отечественное оборудование на Брянском заводе крупнопанельного домостроения Проектирование и строительство эффективного и доступного жилья из объемных блоков Технологии производства в строительстве: модульные системы Трудоемкость сварочных работ в панельном домостроении Возрождение домостроительных комбинатов на отечественном оборудовании i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы. i Надоели баннеры? Вы всегда можете отключить рекламу.Space Block House Prefabrication
Designs of three-dimensional blocks were developed in the USSR in 1950s and after the check in experimental construction were introduced in the massproduction in the late1960s early1970s. It is shown that the experience in design, manufacture, and construction of buildings of reinforced concrete threedimensionalblock has proved the competiveness of three-dimensional block housing construction comparing with other industrial systems.
Текст научной работы на тему «Объемно-блочное домостроение»
Научно-технический и производственный журнал
ООО «ВКБ-Инжиниринг» (350000, Краснодар, ул. Красноармейская, 36)
Конструкции объемных, блоков были разработаны в СССР в 1950-х гг. и после проверки в экспериментальном строительстве внедрены в массовое производство в конце 1960-х - начале 1970-х гг. Показано, что опыт проектирования, производства и строительства зданий из железобетонных объемных, блоков доказал конкурентоспособность объемно-блочного домостроения наряду с другими индустриальными системами.
Ключевые слова: объемно-блочное домостроение, индустриальное домостроение, панельно-блочная схема здания, кар-касно-блочная схема здания, изготовление модулей здания в заводских условиях.
I.D. TESHEV, General Director(info@vkb-engxom), G.K. KOROSTELEVA, Chief Engineer of Designs, M.A. POPOVA, Engineer-Technologist OOO «VKB-Engineering» (36, Krasnoarmeyskaya Street, 350000, Krasnodar, Russian Federation)
Space Block House Préfabrication
Designs of three-dimensional blocks were developed in the USSR in 1950s and after the check in experimental construction were introduced in the mass production in the late1960s - early1970s. It is shown that the experience in design, manufacture, and construction of buildings of reinforced concrete three-dimensional block has proved the competiveness of three-dimensional block housing construction comparing with other industrial systems.
Keywords: three-dimensional housing construction, industrial housing construction, panel-block scheme of building, frame-block scheme of building, manufacture of building modules under factory conditions.
Если оценивать такое производство домов по трем основным критериям - качество, цена и скорость строительства, то это наиболее эффективная технология.
Основные преимущества объемно-блочного домостроения:
• короткие сроки строительства (возможность монтажа одного этажа двухсекционного дома в сутки);
• низкая стоимость строительства, обусловленная сокращением времени строительства;
• обеспечение высокого качества строительных, монтажных и отделочных работ за счет перенесения в заводские условия до 65% всех трудовых процессов. Различают типы объемных блоков в зависимости от
• объемный блок по типу «колпак»;
• объемный блок по типу «стакан»;
• объемный блок по типу «лежащий стакан». Различают типы объемных блоков в зависимости от
• линейное опирание по контуру;
• опирание на продольные стены;
• опирание на две торцевые стены;
• опирание на одну стену и по четырем углам. Конструктивные схемы зданий с применением объемных блоков делят на:
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.В блочной схеме предусматривают сплошную расстановку объемных элементов, каждый из которых воспринимает вес вышележащих блоков и передает вместе со своим весом на нижележащий блок.
Объемно-блочная технология строительства основывается на изготовлении отдельных частей (модулей) здания в заводских условиях, их последующей транспортировке на строительную площадку и установку на фундамент. Из объемных блоков строят жилые здания, общежития и гостиницы, спальные корпуса санаториев и др. 9.
Объемно-блочное домостроение (ОБД) позволяет максимально использовать возможности заводского производства благодаря перенесению на завод 65% трудовых процессов, в 5-6 раз сократить число типоразмеров сборных элементов, повысить производительность подъемно-транспортных механизмов и труда рабочих, в 2-3 раза сократить сроки возведения зданий, на 10-15% снизить их стоимость и повысить качество строительства (рис. 1).
Рис. 1. ЖК «Московский» (Краснодар) и проект 16-этажного объемно-блочного жилого дома
Научно-технический и производственный журнал
Рис. 2. Объемно-блочная кон- Рис. 3. Объемно-блочная схема структивная схема здания со сдвижкой по продольной оси
Объемно-блочные (рис. 2, 3) здания представляют систему связанных друг с другом столбов из объемных блоков. Здания из объемных блоков могут быть решены в различных вариантах.
Возможны решения зданий со сдвижкой по продольной оси. Наиболее распространена сдвижка по продольной оси для устройства лоджии. Сдвижки по фасаду могут решаться путем введения объемных блоков меньших размеров.
Панельно-блочные схемы (рис. 4, 5) являются облегченным вариантом блочной схемы за счет исключения внутренних спаренных стен в результате чередования объемных элементов с плоскими в самых разнообразных сочетаниях.
Объемные элементы можно устанавливать по высоте в шахматном порядке.
Рис. 6. Монтаж жилого дома
Рис. 7. Блок-комната с балконом объемно-блочного домостроения
Рис. 4. Панельно-блочная схема Рис. 5. Панельно-блочная с шахматным расположением схема с включением пане-блоков по вертикали лей на комнату
Конструктивная система в этом случае представляет собой столбы блоков, а жесткие диски здания образуются перекрытиями из плоских панелей.
Наружную стеновую панель устанавливают при монтаже. При таком решении массы объемных элементов и плоских панелей примерно равны. Укрупняются панели и увеличивается в 1,5-2 раза масса плоских изделий при па-нельно-блочном решении.
По функциональному назначению объемные блоки делят на:
• блок-комната / блок-лестница / блок санитарно-техниче-
• блок на всю ширину здания;
Блок-комнаты. Стандартная блок-комната на Краснодарском заводе «ОБД» имеет площадь 19,6 м2. Блок-комнаты просты в изготовлении и при транспортировке (их масса достигает до 20 т). В блок-комнатах размещают жилую комнату, кухню, лестничную клетку или санитарно-технический узел (рис. 7, 8).
Объемные элементы блок-квартиры включают в себя все помещения квартиры. Это укрупненный вариант блок-комнат. Объемные элементы устанавливают с зазорами от 2 до 6 см. Смежные элементы в опорных узлах соединяют сваркой закладных деталей.
Рис. 8. Вывоз готового объемного блока на строительную площадку
Научно-технический и производственный журнал
База крупнопанельного домостроения в РФ
Производственная база объемно-блочного домостроения существует в ряде городов России. Заводы объемно-блочного домостроения присутствуют также в практике зарубежных стран, таких как Голландия, Перу, Бразилия.
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.Блок типа «лежащий стакан» (рис. 10) условно именуют Краснодарским. Краснодарский завод объемно-блочного домостроения введен в эксплуатацию в 1974 г. как головное предприятие строительной отрасли Краснодарского края по выпуску объемно-блочных элементов для возведения жилых домов.
Краснодарский завод «ОБД» (рис. 9)
Конструктивный тип здания Блочный
Этажность домов 9-12; с 2005 г. - 16
Технология производства блоков «Лежащий стакан»
Конструкция наружной стены Трехслойная (присоединяется на посту комплектации)
Крепление пола к стенам Монолитное
Схема опирания блока на блок По контуру
Наибольшие размеры блока, мм 6000x3600, 7200 - с балконом
ОАО АПСКГ «Гулькевичский»
Конструктивный тип здания Блочно-панельный
Этажность домов 9-12; с 2005 г. - 16
Технология производства блоков «Лежащий стакан»
Конструкция наружной стены Трехслойная (присоединяется на посту комплектации)
Крепление пола к стенам Монолитное
Схема опирания блока на блок По контуру
Наибольшие размеры блока, мм 6000x3300, 7200 - с балконом
Рис. 9. ЗАО «ОБД» (Краснодар)
Рис. 10. Блок типа «лежащий стакан». Монолитно связанные три внутренние стены с полом и потолком, но без наружной стены
Завод «Выбор-ОБД» (Воронеж) (рис. 11)
Конструктивный тип здания Блочный
Этажность домов До 17
Технология производства блоков «Колпак»
Конструкция наружной стены Утепление минватой и вентфасады
Крепление пола к стенам
Схема опирания блока на блок По четырем углам
Наибольшие размеры блока, мм 6000x3600, 7200 - с балконом
Завод ОБД (Минск, Республика Беларусь)
Конструктивный тип здания Блочный
Этажность домов До 14
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.Технология производства блоков «Колпак»
Конструкция наружной стены Трехслойная(бетонируется при формовании колпака)
Крепление пола к стенам Плита подвешивается к колпаку
Схема опирания блока на блок По четырем углам
Наибольшие размеры блока, мм 6000x3000
Рис. 12. Блок типа «колпак». Монолитно Рис. 11. Завод объемных блоков «Выбор-ОБД» (Воронеж). Формовочные машины на заводе связанные четыре стены с потолком, но «Выбор-ОБД» (Воронеж) без пола
Научно-технический и производственный журнал
Рис. 13. ЗАО «ОБД» (Краснодар): а — главный производственный корпус № 1; б — склад готовой продукции № 1; в — главный производственный корпус № 2; г — план завода; д — склад готовой продукции № 2; е — административное здание; ж — склад заполнителей
Наружную стеновую панель для блока «лежащий стакан» изготавливают отдельно и монтируют на заводе или на стройплощадке. Блок производят также с консольной балконной плитой, отформованной вместе с блоком.
Блок типа «колпак» (рис. 12) образуется путем установки на ребристую панель пола, являющуюся горизонтальным несущим элементом - плитой перекрытия. Стены блока имеют линейное или точечное опирание. При линейном опирании колпак устанавливают на растворный шов. При этом стенка работает на внецентренное сжатие. В длинных стенках устраивают утолщения для увеличения жесткости, а также угловые утолщения (вуты) в виде радиусов или скосов применительно к серии ЗА-ОПБ. Потолок связывает блок в единое целое. Он может быть гладким или ребристым. Учитывая возросшие в последнее время повышенные требования к качеству и комфортности индустриального жилья, ОАО «МДК» модернизировало серию ЗА-ОПБ и разработало проекты жилых домов системы ОКПМ (объемный конструктивно-планировочный модуль).
Краснодарский завод объемно-блочного домостроения
Краснодарский завод объемно-блочного домостроения введен в эксплуатацию в 1974 г. как головное предприятие строительной отрасли Краснодарского края по выпуску объемно-блочных элементов для возведения жилых домов (рис. 13).
За период с 1974 по 2014 г. в Краснодаре и Краснодарском крае из изделий ЗАО «ОБД» построено 6,5 млн м2 жилья. ЗАО «ОБД» является самым крупным в Краснодарском крае предприятием, выпускающим железобетонные изделия для жилищного строительства.
Краснодарское направление завода «ОБД» базируется на бескаркасной объемно-блочной конструктивной схеме серии БКР-2.
Объемный блок формуют из конструктивного керамзи-тобетона. Типоразмер блок-комнаты 6x3,6 м. Продольные стенки блока выполняют ребристыми толщиной 100 мм, по- 29
Научно-технический и производственный журнал
толок - плоским толщиной 90 мм, плиту пола - всегда ребристой толщиной 160 мм. Наружные стены - трехслойные, примоноличиваемые к блокам. Разработан вариант сейсмостойких конструкций здания на основе изделий серии. Повышение несущей способности конструкций в сейсмостойком варианте обеспечено устройством железобетонных шпонок по вертикальным и горизонтальным стыкам блоков. Шпонки образованы путем устройства шпоночных пазов в горизонтальных и вертикальных ребрах блоков-снабженных арматурными петлевыми выпусками, и продольного армирования каналов стыков, которые заполняют монолитным бетоном.
На территории Краснодарского ЗАО «ОБД» расположено два главных производственных корпуса. Максимальная мощность предприятия после модернизации оборудования и работы в три смены составляет 250 тыс. м2 общей площади в год. В главных корпусах предусмотрено размещение 24 формовочных машин для производства объемных блоков с коэффициентом оборачиваемости 2,5-2,6.
Главный производственный корпус ЗАО «ОБД» представляет собой пятипролетное здание, включающее:
• три формовочных пролета;
• пролет производства наружных стеновых панелей, перегородок, вентблоков и доборных элементов.
Формовочные пролеты объемных блоков оборудованы
конвейерной линией подготовки и сбора поддонов с сердечниками, формовочными машинами для объемных блоков, постами вторичной тепловой обработки, линиями комплектации и отделки блоков.
В пролете наружных стен и доборных элементов предусмотрено производство трехслойной наружной панели на конвейерной линии; производство перегородок, вентблоков и доборных элементов осуществляется на кассетных установках.
Арматурный цех подготавливает пространственные каркасы в соответствии с арматурной картой изделий объемных блоков, а также сетки и каркасы для наружных стен и доборных элементов.
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.Склад готовой продукции расположен в отдельно стоящем, параллельном главному корпусу здании пролетом 30 м. Склад предназначен для хранения объемных блоков и доборных изделий. Предусмотрено двухъярусное
Рис. 14. Формовочная машина объемных блоков: а — общий вид; б — схема
складирование объемных элементов. Доборные изделия хранятся в штабелях (горизонтальное хранение) и на стеллажах (вертикальное хранение). Вывоз готовой продукции из формовочных пролетов осуществляется самоходными тележками.
Объемные элементы изготавливаются в формовочной машине ФМ-4, работающей по принципу кассетно-формо-вочной машины (рис. 14).
Формовочная машина состоит из:
• боковых и торцевого бортов, цельносварного сердечника;
• верхнего потолочного термоизоляционного щита;
• системы управления с центральным пультом. Каждая формовочная машина имеет порядковый номер, оттиск которого фиксируется на изделии.
Рама формовочной установки состоит из трех частей: средней - стационарной и крайних, перемещаемых посредством привода в горизонтальной плоскости.
На средней части рамы смонтирован торцевой щит, а на крайних смонтированы продольные щиты наружной опалубки. Для отклонения щитов предусмотрен гидропривод.
Формовочная машина на основании многолетнего опыта завода претерпела пять модернизаций. На сегодняшний день существующая формовочная машина во многом отличается от разработанной ЦНИИЭП жилища. На бортах машины была установлена силовая балка, не позволяющая в процессе формования согнуть борта. Были проведены мероприятия, направленные на усиление поддона, сердечника до толщины стали 16-18 мм. Разработка цельной конструкции рамы формовочной машины проведена конструкторами Лабинского завода «Ло-гия» и др.
Формование объемных блоков включает следующие основные операции:
Рис. 15. Этапы подготовки и сборки поддона с сердечником: а — сердечник на посту подготовки; б — сердечник на посту армирования; в — передача сердечника в формовочную машину; г — пост очистки и смазки сердечника
Научно-технический и производственный журнал
• подготовку формовочной установки;
• укладку и виброуплотнение бетонной смеси;
Линия подготовки и сбора поддона с сердечниками является линией конвейерного типа и включает в себя несколько постов (рис. 15).
Пост № 1 «Смазка и очистка сердечника». Рабочая поверхность стен и потолка сердечника очищается от остатков бетона скребком на длинной рукоятке во время его нахождения на рольганге распалубочной машины. С рольганга сердечник краном с помощью специальной траверсы устанавливается в яму для смазки на деревянные прокладки. При помощи удочки-распылителя на продольные и торцевую стены, на потолок сердечника наносится смазка ровным слоем. На очищенный и смазанный поддон укладывается арматурная карта пола пространственным каркасом. Согласно проекту ставятся закладные детали.
Пост № 2 «Сборка объемного арматурного каркаса». При помощи мостового крана на подготовленный поддон устанавливается сердечник.
Пост № 3 «Обвязка стен сердечника сетками, каркасами и позициями». Арматурный каркас плиты потолка укладывают на потолок сердечника. Выполняют арматурную обвязку стен, поднося сетку продольной и торцевой стены к сердечнику, поднимают вверх, заводят верхние стержни в карту потолка, а затем опускают вниз, заведя нижние стержни в карту пола. Производится вырезка сеток под проемообразователи вентблоков и другие сантехнические проемы.
Пост № 4 «Электрообвязка». На стеновую и торцевую сетки, прилегающие к сердечнику, навешивают фиксаторы защитного слоя. Производят электрообвязку сердечника. На потолке блока устанавливают электроустановочные коробки. Раскладывают трубки с проводами по потолочной поверхности и стенам. Провода укладываются внутри коробки, устанавливают в проектное положение электроустановочные коробки.
Пост № 5 «Транспортировка поддона с собранным арматурным объемным каркасом в формовочную машину». Передаточная тележка транспортирует поддон в формовочную машину, борта которой смазаны, очищены и открыты. Производят закрытие ботов формовочной машины с пульта управления с помощью гидроцилиндров. Два боковых борта и торцевой закреплены шарнирно на раме формовочной машины. После закрытия всех замков на продольных бортах до упора закручивают винты, предотвращающие всплытие сердечника. Проверяется внешне герметичность сборки формовочной машины.
Пост № 6 «Формование объемного блока» (рис. 16). Бетонная смесь подается самоходной бетоновозной тележкой на пост приемки и перегружается в самоходный бункер (бетоноукладчик), который перемещается на самоходную платформу. Самоходная платформа перемещается над формовочными машинами, из бункера производится равномерная укладка бетонной смеси.
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.Следом производят заливку по периметру формовочной машины. Смесь должна быть уложена на 15 см ниже верха сердечника. Для плиты потолка бетонная смесь должна быть с подвижностью 6-8 см.
Укладка каждой порции бетонной смеси сопровождается уплотнением при помощи вибраторов. Режим вибрации 15-20 с после укладки порции бетонной смеси.
На потолок укладывается бетонная смесь (ОК 6-8 см). Бетонная смесь с помощью бетоноукладчика равномерно распределяется по поверхности потолка сердечника. Заглаживается верх потолочной поверхности.
Пост № 7 «Термообработка в формовочной машине» (рис. 17). Первая стадия термообработки. Электропрогрев объемного блока начинается сразу после окончания формования потолка. Прогрев осуществляется согласно заданному режиму при 60оС (рис. 18). По окончании I стадии тепловой обработки производится раскрытие бортов. Поддон транспортируется в камеру II стадии тепловой обработки.
Перед раскрытием формовочной машины передаточная телега устанавливается напротив машины и осуществляется стыковка рельс. Раскрытие бортов формовочной машины выполняется с пульта управления формовочной машины с помощью гидроцилиндров.
Камера вторичной тепловой обработки рассчитана на прогрев одновременно пяти блоков. Время прогрева 6 ч при 40оС.
Толкателем передаточной тележки поддон с блоком и сердечником извлекается из камеры вторичной тепловой обработки на передаточную тележку.
Перед выпрессовкой выбивается весь вакуумный клапан на торце блока. Сначала сердечник гидроцилиндрами рас-палубочной машины выпрессовывают на 150-200 мм. Давление не более 250 кг/см2. При давлении в гидроцилиндрах менее 50 кгс/см2 извлечение сердечника производят лебедкой, при помощи которой сердечник извлекают на рольганг.
Линия комплектации и отделки объемных блоков
Комплектация объемных элементов включает установку наружных стеновых панелей, панелей внутренних перегородок. Из-за наличия монолитной потолочной пли-
Рис. 17. Передача блока с сердечником на пост вторичной термообработки
Научно-технический и производственный журнал
t, град I этап термообработки
II этап термообработки
0 1 2 3 4 5 6 7 8 9 10 Рис. 18. График тепловой обработки объемных блоков
Рис. 19. Линия комплектации объемных блоков
Рис. 20. Линия отделки объемных блоков
ты подача перегородок производится через монтажный проем в потолке с последующей его тщательной заделкой (рис. 19).
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.Наружная стена присоединяется при сборке блока сваркой закладных деталей. До сварки наружной стеновой панели с объемным блоком проверяется правильность положения свариваемых деталей. Сварку закладных деталей выполняют электродами марки Э42. По окончании сварки все сварные соединения покрываются антикоррозионным составом.
Наружная стеновая панель имеет фактурную поверхность под кирпич или дикий камень. Отделке подвергаются внутренние поверхности объемных блоков после их тепловой обработки и комплектации (рис. 20). Выполняются шпаклевочные работы, заливка полов, сборка окон, заделка периметров и др.
Производство наружной стены и доборных изделий
В одном из пролетов организовано производство экранов балконов, вентблоков, блоков кровельных, перегородок. Формование наружных стеновых панелей по конвейерной схеме осуществляется «лицом вниз» (рис. 21).
Форма с изделием перемещается от поста к посту. Производится отчистка и смазка формы, укладка в форму матрицы под кирпич или дикий камень, установка арматурного каркаса и фиксаторов защитного слоя, установка деревянных пробок и закладных деталей. Бетоноуклад-
чик СМЖ-166 (рис. 22) выдает и распределяет необходимое количество керамзитобетонной смеси. Производится уплотнение заформованного изделия, на виброплощадке производится уплотнение бетонной смеси. После укладки и затирки штукатурного слоя форма с наружной стеной на форме-вагонетке передается в туннельную камеру для тепловой обработки.
В кассетных установках СМЖ-3312 и СМЖ-3322 предусмотрено формование перегородок, экранов балконов, вентблоков (рис. 23). Раскладка изделий по отсекам кассет выполнена с учетом их формующих поверхностей. Распалубка и сборка кассет производится распалубочной машиной с гидроприводом.
Управление распалубочными машинами дистанционное, полуавтоматическое, производится оператором с пульта управления, находящегося на площадке для обслуживания кассет. Производство блоков кровельных, имеющих сложную конфигурацию, организовано в специализированной форме.
Бетонирование производится портальным раздатчиком бетона. Уплотнение бетона - навесными и глубинными вибраторами. Бетонирование производится портальным раздатчиком бетона. Уплотнение бетона - навесными и глубинными вибраторами.
Тепловая обработка изделий осуществляется глухим паром, подаваемым во внутреннюю полость вкладыша.
Бетонирование изделий кассетного изготовления производится портальным раздатчиком бетона.
Рис. 21. Конвейерная линия производства стеновой панели
Рис. 22. Бетоноукладчик конвейерной линии производства стеновых панелей СМЖ-166
Рис. 23. Кассетная установка для производства перегородок
Научно-технический и производственный журнал
Готовые изделия - экраны балконов, вентблоки, лестничные марши передаются на пост комплектации и сборки, где устанавливаются в готовые объемные блоки. Блоки кровельные самоходными тележками транспортируются на склад готовой продукции.
Арматурный цех обеспечивает формовочное производство и строительную площадку арматурными изделиями и закладными деталями. Арматурная сталь со склада металла в цех подается самоходной тележкой с прицепом. Изготовление арматурных изделий состоит из следующих основных технологических операций: заготовка арматуры (правка, мерная резка, гибка стержней); изготовление арматурных сеток и каркасов; укрупнительная сборка пространственных арматурных блоков, доработка сеток и каркасов.
1. Харченко С.Г. Развитие строительства социального жилья на базе модернизации индустриального домостроения. Современные технологии управления - 2014 // Сборник материалов международной научной конференции. М., 2014. С. 1750-1759.
2. Усманов Ш.И. Формирование экономической стратегии развития индустриального домостроения в России // Политика, государство и право. 2015. № 1 (37). С. 76-79.
3. Баранова Л.Н. Развитие индустриального домостроения и промышленности строительных материалов в различных регионах России // Вестник Российской академии естественных наук (Санкт-Петербург). 2013. № 3. С. 61-63.
4. Антипов Д.Н. Стратегии развития предприятий индустриального домостроения // Проблемы современной экономики. 2012. № 1. С. 267-270.
5. Мельникова И.Б. Новые средства выразительности многоэтажных многосекционных жилых зданий // Научное обозрение. 2015. № 20. С. 86-89.
6. Жигулина А.Ю., Пономаренко А.М. Доступное жилье из объемных блоков. История и современность. Традиции и инновации в строительстве и архитектуре. Архитектура и дизайн: Сборник статей под ред. М.И. Бальзанни-кова, К.С. Галицкова, Е.А. Ахмедовой. Самарский государственный архитектурно-строительный университет. Самара, 2015. С. 76-81.
7. Жигулина А.Ю., Мизюряев С.А. Объемно-блочное домостроение как вариант решения жилищной проблемы. Традиции и инновации в строительстве и архитектуре. Архитектура и дизайн: Сборник статей под ред. М.И. Бальзанникова, К.С. Галицкова, Е.А. Ахмедовой. Самарский государственный архитектурно-строительный университет. Самара, 2015. С. 124-128.
8. Юмашева Е.И., Сапачева Л.В. Домостроительная индустрия и социальный заказ времени // Строительные материалы. 2014. № 10. С. 3-11.
9. Прокопович А.А., Репекто В.В., Луконин В.А. Индустриальное каркасное и панельное домостроение // Строительные материалы. 2011. № 6. С. 50-51.
10. Алпысбаев М.Н., Повышев Ю.Н., Нурбатуров К.А., За-икин В.А. Сейсмический каркас в индустриальной домостроительной системе // Технологии бетонов. 2013. № 10 (87). С. 24-27.
В пролете арматурного цеха предусмотрено размещение отделения изготовления закладных деталей. Склад готовой продукции пролетом 30 м расположен в отдельно стоящем здании, в котором складируются готовые объемные блоки и доборные изделия до отправки на стройплощадку.
Специалистами ЗАО «ОБД» совместно с НИИСФ РААСН и МГСУ проводится изучение энергоэффективности и сейсмостойкости конструкций объемно-блочного домостроения. Строительство жилых и общественных зданий из объемных блоков можно считать сложившейся тенденцией в строительной практике. Возведение зданий из объемных блоков при условии их правильного расчета и конструирования является эффективной мерой повышения индустриализации, архитектурной выразительности и сейсмостойкости жилищно-гражданского строительства.
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.1. Harchenko S.G. Development of construction of social housing on the basis of modernization of industrial housing construction. Modern technologies of management -
2014. Collection of materials of the international scientific conference. Moscow, 2014, рр. 1750-1759. (In Russian).
Проектирование объемно-блочных зданий
Производственная база объемно-блочного домостроения сосредоточена в ряде городов СНГ (табл. 5.5).
Тонкостенные керамзитобетонные блоки типа "лежащий стакан" формируются без наружной стены, которая изготавливается отдельно и
присоединяется к блоку при монтаже. Основная номенклатура содержит восемь типоразмеров блоков длиной 4,8 и 6 м, шириной 2,7; 3,0; 3,3 и 3,6 м. Лестничные клетки, санитарно-кухонный узел и малые спальни располагают обычно в блоках размером в плане 6 х 2,7 м, общие комнаты -
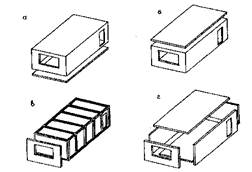
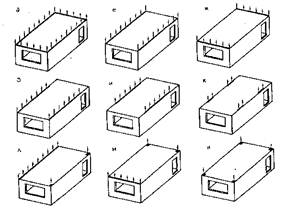
Рис. 5.44. Типы объемных блоков в зависимости от способов изготовления и условий
а – «колпак»; б – стакан; в – «лежачий стакан» (а,б,в – монолитные); г - сборные;
д - линейное опирание по контуру; е — опирание на продольные стены: ж — опирание на две торцевые стены; з, и, к — консольное опирание; л, м - опирание на одну стену и по четырем углам.
Характеристика технических решений на основных действующих предприятиях ОБД
| Предприятия | Здания | ||||||
| Конст-руктив-тивная схема | Этаж- ность | Конструктив-но-техноло- гический тип | Размеры, м | Наружной стены | Перего-родки | ||
| ширина | длина | ||||||
| Завод ОБД, Краснодар | Блочное | 12-9 | «Лежачий стакан» | 3,6—3-2,7 | 6-4,8 | Однослой-ная | Сбор-ная |
| Цез ОБД, Краснодар | Блочно- панель-ное | 12-9-5 | «Лежачий стакан» | 3,2 | 5,2 | Однослой-ная | Сбор-ная |
| Завод ОБД, Хабаровск | Блочно- панель-ное | «Колпак» | Трехслой-ная | Сбор-ная | |||
| Завод ОБД, Волжский | Блочное | 9-5-1 | «Колпак» | 3,3 | 6-5,4 | Двухсой- ная | Сбор-ная |
| Завод ДСК, г.Витебск | Блочное | 3-1 | «Колпак» | 3,2 | Трехслой- ная | Сбор- ная | |
| ДСК-3, г. Минск | Блочное | 9-5-1 | «Лежачий стакан» | 3,5 | 5,5-4,3 | Трехслой- ная | Моно-литная |
в блоке 6 х 3,6 м, малые спальни или кухни с передними - в блоках 4,8 х 2,7 и 4,8 хЗ,0 м.
Формируются объемные блоки типа "колпак" из тяжелого бетона с промоноличиванием заранее отформованной однослойной легко-бетонной панели наружной стены. Колпак устанавливают на ребристую железобетонную панель пола (рис.5.45). Плита потолка имеет минимальную толщину в центре (25 мм).
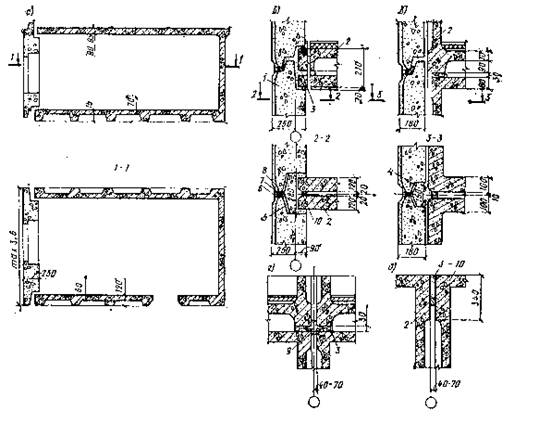
Рис.5.45. Объемный блок типа «колпак» (Вологодское напраление):
а – схема передачи вертикальной нагрузки на блок; б – горизонтальный стык наужных стен; б – конструкция объемного блока; в – горизонтальный стык наружных тен; г – то же, внутренних; д – вертикальный стык наружных стен; е – то же, внутренних; 1 – навесная керамзитобетонная панель наружной стены; 2 – 2колпак»; 3 – панель перекрытия; 4 – упругая прокладка; 5 – цементный раствор; 6 – деревянная рейка; 7 – минераловатная плита; 8 – керамзитобетон замоноличивания; 9 – рубероид.
Предусматривается изготовление монолитных объемных блоков типа "колпак" из аглопоритобетона. Основная номенклатура содержит два типа блоков 3,5 х 5,7 и 3,5 х 4,5 м.
Для зданий блочно-панельной конструктивной схемы полностью оборудуются и отделываются блоки типа "колпак" с элементами сантехнических устройств, инженерных коммуникаций, лестниц. Все объемные блоки имеют единый унифицированный размер по ширине (3 м) и три размера по длине 6,0,4,5 и 3,0 м. Объемный блок типа "колпак" формируется из тяжелого бетона с гладкими стенами и вспарушенной плитой потолка. Колпак устанавливают на ребристую железобетонную плиту пола и утепляют со стороны фасада навесной двухслойной бетонной панелью.
По конструктивному решению блоки могут быть цельноформи-рованными (монолитными) или сборными, замкнутыми и незамкнутыми (без плиты пола). Замкнутые блоки изготавливают при типах "колпак", "лежащий стакан", а также при полублоках.
Конструктивное решение блоков зависят от принятого сечения его элементов, от узлов, стыков, типов арматуры, способов армирования, класса бетона, величины и характера действующих нагрузок, способов обеспечения звукоизоляции и т.д.
Объемные блоки изготовляют из железобетона класса В15 и В25 плотностью равной 2506 кг/м 3 , из керамзитобетона классов В10 и В15 плотностью 1600. 1800кг/м 3 и аглопоритобетона классов В15 и В25 плотностью 1000 кг/м 3 .
Потолки объемных блоков в период эксплуатации воспринимают усилия, возникающие от действия нагрузки собственной массы и вышележащих этажей. Для восприятия опорных моментов приопорные зоны усиливают путем утолщений, округлений, наплывов и т.д. Нижняя поверхность потолка в этих же целях может быть выполнена вспарушенной, а потолок - в виде ребристой плиты с ребрами вверх.

Плита пола представляет собой ребристую плиту с минимальной толщиной 50 мм, армируемую сетками из проволоки диаметром 3. 5 мм, при ширине плиты 3,6 м и более. Армирование производят с предварительным напряжением. Армирование контурных и промежуточных ребер осуществляется плоскими каркасами из арматуры класса А-П и А-Ш. По контуру пола блока предусматриваются закладные детали для сварки с закладными деталями, расположенными по низу "колпаков" (рис. 5.46).
Толщину стен блока принимают по условиям звукоизоляции не менее 50 мм при тяжелом бетоне и не менее 60. 80 мм-при легком. Армирование стен осуществляется сетками из холоднотянутой проволоки диаметром 3. 4 мм и пространственными каркасами из арматуры классов А-П и А-Ш.
Блоки типа "стакан" отличаются монолитной связью плиты пола со стенами. Плиту потолка изготовляют отдельно и соединяют с блоком в процессе его комплектации путем сварки закладных деталей.
Блоки типа "лежачий стакан" (рис.5.47) представляют собой про
странственные железобетонные оболочки, состоящие из 5 монолитно-связанных плоскостей в виде трех стен, пола и потолка и одной стены,
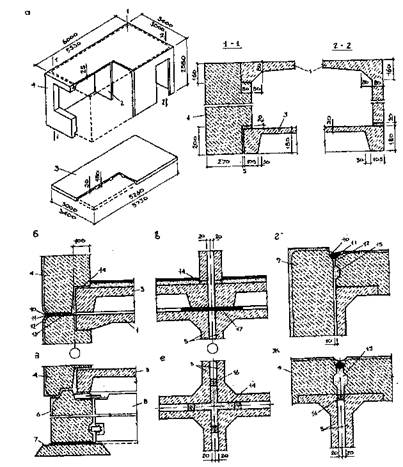
Рис.5.46. Конструкция объемного блика типа "колпак" (КременчугскоеДСК-3):
а — конструкция объемного блока; б — горизонтальный стык наружных стен
объемного блока; в — то же, внутренних; г —угловой стык наружных стен; д —
цокольный узел наружных стен; е
вертикальный стык внутренних стен; ж - то
же, наружных стен; I — перекрытие; 2 - перегородка блока; 3 - приставная панель
пола; 4 — приставная наружная стеновая панель;5 - внутренние стены; 6 –
цокольная наружная панель; 7 - фундаментный блок; 8 - внутренняя цокольная
панель; 9 — торцевая навесная панель наружной стены; 10 - защитное покрытие; И
- герметизирующая мастика; 12-упругая прокладка; 13—конопатка; ! 4—
цементный раствор; 15 - бетон замоноличивания; I б - деревянная рейка; 17 –
полоса рубероида и слой минеральной ваты
присоединяемой к блоку в процессе его сборки. Блоки изготавливаются с гладкими или ребристыми стенами. Проемы устраивают между ребрами.
Сборные объемные блоки собирают в заводских условиях из плоских элементов с ребрами по контуру и из часторебристых вибропрокатных панелей.
Наружные стены объемных блоков могут быть выполнены из бетонных материалов в виде однослойных, двухслойных, трехслойных (с различ-
ными утеплителями) панелей или из небетонных материалов в виде многослойных конструкций с эффективными утеплителями (рис.5.48).
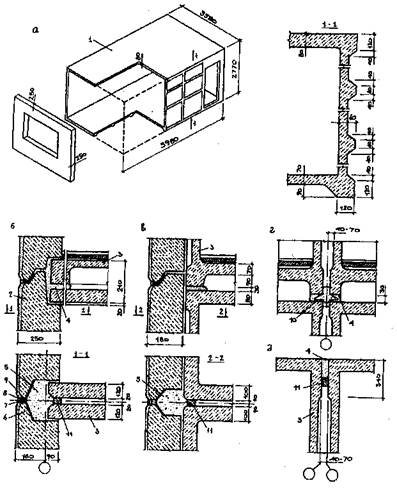
Рис.5.47. Конструкция объемного блока типа "лежачий стакан"
а — конструкция объемного блока; б — горизонтальный стык объемных блоков по продольным наружным стенам; в — то же, по торцевым; г — горизонтальный стык внутренних стен объемных блоков: д — вертикальный стык внутренних стен объемных блоков; I — перекрытиия; 2 — приставная однослойная керамзито-бетонная наружная стеновая панеяь; 3 — объемный блок; 4 — цементный раствор; 5 — керамзитпобетон; 6 — оклейка из рубероида; 7 — защитное покрытие; 8
герметик; 9 — упругая прокладка; 10 - арматурная сетка; II - деревянная рейка
В конструкциях блока типа "лежащий стакан" наружные стены предусматриваются приставными и в основном однослойными.
Блоки типа "колпак" имеют трехслойные, двухслойные и одно-
шные наружные стеновые панели.
Конструкции перегородок в ОБД выполняются сборными или монолитными. В конструкции блока типа "лежащий стакан" перегородки предусматриваются только сборными. А в блоках типа "колпак" перегородки выполняются сборными и монолитными.
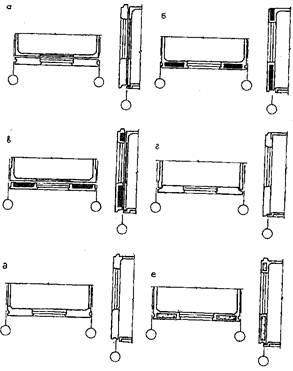
Рис.5.48. Конструкции наружных стен объемных блоков:
а, б, в , е – для блоков типа «колпак»; г, д – для блоков типа «лежачий стакан».
Лестничные клетки в объемно-блочных зданиях устраивают из специальных объемных блок-лестниц с двухмаршевой лестницей, расположенной перпендикулярно наружной стене дома.
Другие элементы объемно-блочных зданий и, в частности, конструкции фундаментов и крыш, аналогичны конструкциям крупнопанельных зданий.
Блоки балконов и лоджий могут быть запроектированы в виде отдельных несущих, самонесущих и подвесных объемных блоков.
Прочие элементы объемно-блочных зданий
Принципы конструирования многих элементов объемно-блочных зданий – фундаментов, лестниц, крыш, наружных стен, балконов, лоджий, ряда узлов и стыков – во многом аналогичны принципам конструирования этих элементов в крупнопанельном строительстве.
Конструкция фундаментов объемно-блочных зданий определяется статической схемой работы самих блоков. Нагрузка от столбов блоков с линейным опиранием или с опиранием по четырем сторонам должна восприниматься также линейно. Нагрузка от столбов блоков с узловым опиранием – соответственно в отдельных точках.
Здания из объемных блоков с линейным опиранием могут иметь столбчатые или свайные фундаменты, однако необходимость линейного восприятия нагрузок от надземной части здания приведет в этом случае к необходимости использования фундаментных балок ростверков, усиленных цокольных блоков и т.д.
Лестничные клетки в объемно-блочных зданиях из железобетонных блоков, как правило, устраивают из специальных блоков – лестниц высотой на один этаж. Конструирование блоков-лестниц существенно отличается от конструирования рядовых жилых помещений из-за отсутствия в них горизонтальных граней (перекрытий).
Блочная схема зданий допускает независимое конструирование блоков-лестниц и рядовых блоков.
В настоящее время в объемно-блочных зданиях применяют, как правило, двухмаршевые лестницы, располагаемые своей продольной осью перпендикулярно наружной стене дома. Минимальная ширина лестничного блока (в свету) – 2,3 м. Практически ширина блока в свету принимается не менее 2,5 м. Длина блока зависит от высоты этажа (количество ступеней) и ширины лестничных площадок.
Нагрузки от лестничных площадок и маршей передаются на стены блоков, как правило, в виде сосредоточенных усилий. Стенки лестничных блоков требуют усиления в этих местах. Особенностью блоков-лестниц с точечным (угловым) опиранием из-за отсутствия горизонтальных граней является значительное усложнение армирования надпроемных участков продольных стен.
Известно несколько способов конструирования лестничных блоков (рис. 6.9). Они могут быть монолитными, состоящими из одного элемента (рис. 6.9, 1); из двух монолитных полублоков (рис. 6.9, 2); из двух укрупненных пространственных элементов (торцов блока) и сборных лестничных маршей и площадок (рис. 6.9, 3); из отдельных панелей стен, маршей, площадок и балок (рис. 6.9, 4); из четырех монолитно-связанных стенок – вертикальной трубы (иногда с верхней лестничной площадкой) и отдельных маршей, площадок и балок (рис. 6.9, 5б). Марши и площадки могут быть выполнены в виде двух монолитных маршей с полуплощадками (рис. 6.9, 5а).
Наилучшими конструктивными решениями являются первые два, где марши и площадки (толщиной 40 ÷ 50 мм) монолитно присоединяются к стенкам и работают как упруго защемленные призматические оболочки.
Изготовление монолитных блоков-лестниц достаточно сложно технологически.
Наружные стены являются одним из основных и наиболее ответственных элементов объемного блока. В железобетонных блоках наружные стены могут быть выполнены из бетонных материалов в виде однослойных, трехслойных с различными утеплителями конструкций или из небетонных материалов в виде многослойных конструкций с эффективными утеплителями.
В блоках типа «колпак» и «лежащий стакан» наружная стена, как правило, ненесущая. Ее функцией является лишь ограждение внутреннего пространства жилых помещений. Конструктивное решение таких наружных стен аналогично конструктивному решению наружных панелей в крупнопанельных зданиях.
Конструкции крыш, применяемые в объемно-блочном домостроении, аналогичны конструкциям крыш крупнопанельных зданий. Наиболее предпочтительны конструкции крыш, характеризуемые высокой степенью заводской готовности.
В целях повышения степени заводской готовности и снижения простроечных затрат ряд операций, в частности устройство пароизоляции, наклейка гидроизоляционного ковра на кровельные панели, отделка свесов карниза, могут быть выполнены в заводских условиях. На стройплощадке в этом случае производят лишь укладку утеплителя, монтаж панелей с рулонным ковром и устройство связей.
Балконы объемно-блочных зданий конструируют как консоль плиты пола.
Плита балкона выполняется сплошной или с прорезями, в которые пропускается утеплитель наружных стен. Плита балкона, как и плита пола, выполняется, как правило, из тяжелого бетона.
Рис.6.9 Конструкция блоков лестничных клеток:
1 – цельноформованная блок-лестница; 2 – блок-лестница из двух полублоков; 3- блок-лестница из двух пространственных блоков и отдельно монтируемых лестничных маршей; 4 – блок-лестница, собираемая из отдельных элементов; 5 – блок-лестница, состоящая из монолитного четырехгранника с заполнением: а – элементы маршей с двумя полуплощадками; б – то же, из отдельных площадок
В заключении необходимо отметить, что в объемно-блочных конструкциях жилых домов пока не решен ряд технических проблем, относящихся к теории расчета конструкций этих зданий, технологии изготовления и монтажа объемных блоков. Например, не полностью выяснены причины появления трещин в тонких стенах блоков, не найден простой и надежный способ защиты объемных элементов от атмосферных осадков в период их транспортировки и монтажа, разрабатываются способы эффективной механизации отделочных работ.
Читайте также: