
Фундамент под печатную машину
Обновлено: 17.05.2024
Нужен проектировщик фундамента
Подскажите, кто из серьезных организаций может быстро спроектировать фундамент под печатное оборудование в типографии.
Подскажите, кто из серьезных организаций может быстро спроектировать фундамент под печатное оборудование в типографии.
забыли добавить ". и дешево"
Россия, Красноярск
А нужен ли фундамент вообще? По моему опыту, для современного печатного оборудования достаточно монолитного бетонного пола В20-В25, толщиной 100-150 мм, армированного D5-D8, шагом 100х100 мм. Или у Sever-а что-то особенное, супертяжелое? С динамикой молотковых дробилок?
Забайкалье
Динамика есть..
А фундамент .
Отдельностоящий..как предлагает dermoon..
Россия, Красноярск
Да я как раз предлагаю без всякого фундамента ставить это оборудование на нормальный промышленный бетонный пол, конструкцию которого см. предыдущее сооощение. А динамики серьезной у машин, из которых вылетает бумажная продукция, по моему быть не может. Если по паспорту и требуется анкерное крепление, то скорей всего нерасчетное. Это можно сделать обычными самораспорными или химическими анкерами.
Забайкалье
А типография не расположена в существующем здании. я о шуме. вибрации?
dermoon, такого пола будет явно недостаточно.
Тяжелое ролевое оборудование, десятки тонн на каждую секцию, вибродинамические нагрузки.
Существующий пол слабоват. В цехе, где будет типография, располагалось чисто сборочное производство. Так что надо долбить пол, делать армированную плиту под каждую машину. Но. желательно сначала посчитать.
Самый мощный фундамент который я видел в своей жизни был как раз под печатную машину, делали его в конце 80-х, цех построили, фундаменты залили, а машину уже не успели до начала разрухи поставить. итак фундамент:
1. Длина - около 90 метров.
2. Ширина - около 6 м.
3. Высота - 2,5 м.
И все это монолитный железобетон. Сейчас все это хозяйство служит полом парковки.
Высота помещения там была 11 метров, как-то не клеится это с бетонным полом вместо фундамента.
2 Автор серьезной конторе что бы взяться необходим следующий минимум:
1. Где объект
2. Кто заказчик
3. Общая характеристика - нагрузки, размеры агрегата, краткая инженерно-геологическая характеристика.
Россия, Красноярск
Недавно делал типографию полного цикла, правда, без глубокой печати и тисненки. Там самая тяжелая машина (секция) 3,5 т, устанавливается без всякого крепления. Оборудование полностью буржуйское (Финляндия). Интересно, что за типография такая в данном случае?
Монтаж полиграфического оборудования
Мы выполним монтаж и демонтаж полиграфического оборудования в любой точке России и СНГ, оперативно доставим на объект оборудование и мобилизуем необходимое количество людей. Наши специалисты готовы работать в 2-3 смены, если это необходимо заказчику.
В распоряжении компании находится самый крупный парк гидравлических портальных систем г/п до 1100, которые позволяют устанавливать любое полиграфическое оборудование даже в самых сложных условиях. Благодаря тщательной проработке проекта, опытным монтажникам и современному оборудованию компания «100 Тонн Монтаж» предлагает самые короткие сроки.
Монтаж печатного оборудования представляет собой трудоемкую задачу, так как оно имеет не только солидный вес (габариты), но и состоит из отдельных крупных элементов. Поэтому кроме такелажных и грузоподъемных работ необходимо производить крупноузловую сборку. Несмотря на свою большую массу, такое оборудование являются очень хрупким, поэтому его перемещение и сборку требуется вести с особой аккуратностью. Монтаж печатных машин дополнительно осложняется высотой конструкции, которую очень сложно собрать в стесненных условиях цеха, чаще всего с низкими потолками.
Последовательность работ
Монтаж полиграфического оборудования производится по такому алгоритму:
- Заказчик предоставляет техническое задание, документацию на устанавливаемое оборудование и помещение, чертежи и инструкции которые есть в наличии.
- Мы подготавливаем ППР, подробное ТКП и после заключения договора не вносим дополнительные соглашения. Получить предварительную стоимость монтажа можно на нашем сайте – просто заполните стандартную форму.
- Производим приемку монтажной площадки, комплектуем ее всем необходимым монтажным и такелажным оборудованием, инструментом и оснасткой.
- Производим приемку фундамента, оборудования, проводим его распаковку, осмотр и проверку комплектации.
- Подготавливаем опорные узлы и поверхности к монтажу.
- Монтируем оборудование и производим крупноузловую сборку.
- После монтажа производим обвязку основными и дополнительными системами.
После окончания монтажных работ совместно с шефами осуществляем сопровождение пуско-наладочных работ.
Наши преимущества
Установка печатной машины чаще всего производится по частям, так как она представляет собой целую производственную линию. В основном печатные машины выпускаются за рубежом (Германия, Бельгия, Италия Голландия), поэтому без должного опыта качественно смонтировать такое оборудование не получиться. Компания «100 Тонн Монтаж» уже выполнила более 800 проектов, из них более 150 совместных проектов с иностранными шефами по монтажу импортного оборудования, в том числе и полиграфического. Просмотреть совместные работы по установке печатного оборудования вы можете в разделе Завершенные проекты.
На сайте в разделе Рекомендательные письма вы можете посмотреть примеры отзывов наших клиентов. За всю историю компании нами не получено ни одного отрицательного отзыва.
Примеры выполненных работ
В июле – августе 2011 года сотрудники компании произвели монтаж печатной машины и ламинатора Rotomec (Италия) на территории объединения «Криптен» в городе Дубна. Работы осложнялись очень низкими потолками, а вес каждого станка составлял 50 тонн. Благодаря совместным стараниям сотрудников компании и шеф-монтажа, а также портальной системе GP125, все работы были выполнены качественно и в срок.
Фундамент под печатную машину

Монтаж фундамента станка необходим для работы технологического оборудования, важно точно рассчитать и подготовить основание для его монтажа. Каждый вид оборудования имеет свое назначение, способно выполнять специфические функции, обладает свойственными только для него характеристиками. Вес и размеры оборудования, действующие на него нагрузки, создаваемые при работе вибрации влияют на выбор фундамента под будущий станок.
Фундамент должен служить надежным основанием станка, обеспечивающим максимальное использование его возможностей по производительности и точности в течение заданного срока службы и исключающим влияние станка на работу соседнего оборудования. Для этого необходимо, чтобы фундамент при удобном размещении и прочном закреплении станка отвечал требованиям обеспечения жесткости и виброустойчивости станка и ограничения уровня колебаний, передаваемых от станка.
По условиям прочности почти всякий грунт может служить надежным естественным основанием фундамента, так как при размерах фундамента, выбираемых из условия размещения станка, давление на основание обычно не превышает 5 Н/см². Прочность элементов конструкции фундамента при реальных размерах и конструктивных формах фундаментов оборудования также обычно обеспечивается с запасом.
Требования к фундаментам по критериям жесткости и виброустойчивости установленных на них станков разных типов различны и определяются влиянием установки на работоспособность станков.
Влияние установки на точность обработки и качество обработанной поверхности определяется уровнем относительных статических перемещений и колебаний инструмента и детали, разным при различных способах установки. У тяжелых станков при недостаточной жесткости фундамента оказываются значительными погрешности обработки, обусловленные деформациями системы станина–фундамент под действием веса перемещающихся узлов станка. Вынужденные колебания, интенсивность которых зависит от установки станка, определяют появление искажений формы обрабатываемых деталей, в частности появление волнистости.
Влияние установки станков на производительность проявляется в том, что при более жесткой установке возможна обработка на более высоких режимах и выше устойчивость при резании.
Влияние установки на долговечность станков определяется повышенным темпом износа в связи с нарушением правильного контакта в направляющих и ростом колебаний, а также «разбалтыванием» резьбовых соединений при интенсивных колебаниях.
Токарные, револьверные, шлифовальные и некоторые другие станки, установленные на полу без выверки и крепления, через короткое время теряют точность и требуют ремонта.
Особенности установки фундаментов под станки:
Установка станков на фундамент оказывает непосредственное влияние на работоспособность оборудования.
Мы предлагаем вам монтаж оборудования на фундаменты нескольких типов:
- бетонные полы 1-го этажа (установка на общую плиту цеха);
- утолщенные бетонные ленты (установка на ленточный фундамент);
- специально проектируемые бетонные фундаменты, в том числе свайные и виброизолированные конструкции.
- другие

Фундаменты на пружинах
Фундаменты на пружинах являются самым совершенным, но и самым дорогим средством виброизоляции.
Достоинства фундаментов на пружинах определяются особенностями пружин, а именно:
- стальные пружины допускают большие статические упругие перемещения (до 350 мм), поэтому с помощью пружин могут быть получены весьма низкие частоты собственных колебаний виброизолированной установки;
- пружины могут быть точно рассчитаны и изготовлены для получения любой заданной (линейной и нелинейной) характеристики;
- они могут работать при различных температурах, ползучесть стальных пружин пренебрежимо мала.
Фундаменты на пружинах применяются для виброизоляции машин давно, и вопросы их расчета и проектирования достаточно хорошо разработаны и удачно использованы в наших проектах.

Станковое оборудование на фундаментах может быть установлено следующим образом:
- с креплением на анкерных болтах, то есть на специальных клиньях при условии заливки опорной поверхности станины цементов;
- на регулируемых опорных элементах без заливки цементом;
- без болтового крепления с заливкой опорной поверхности станины раствором;
- без болтового крепления с заливкой опорной поверхности станины раствором;
- на упругих опорах.
Также используется крепление с помощью болтов, устанавливаемых в скважины на готовых фундаментах

В большинстве случаев используются глухие фундаментные болты. Определенное распространение также получили цанговые болты


От того, насколько прочным и надежным будет основание, зависит длительность бесперебойной эксплуатации оборудования. Доверив монтаж фундамента компании «Синтез ТМК», можно быть уверенным в четком соблюдении требований, указанных в ППР, и получении надежной базы для установки любых конструкций.
В зависимости от необходимости могут быть предложены различные работы:
- Подготовка проекта для изготовления фундамента;
- Выравнивание площадки, демонтаж существующих строений;
- Геодезические исследования и планирование места под фундамент;
- Различные земляные работы;
- Изготовление фундамента с использованием металлических конструкций, плит из металла или бетона;
- Нивелирование поверхности, установка горизонтали по уровню;
- Установка болтов и других фундаментных креплений;
- Контроль качества, финишная доводка фундамента.
Подготовить место необходимо под любое оборудование, тем более, под станки, производящие вибрацию при работе. Строительная бригада может выполнить установку основания согласно проекту, но при возникновении любых проблем возникает необходимость внесения корректировок в ходе работы, для чего необходимы особые знания и навыки.
Монтаж основания может оказаться достаточно сложной задачей, требующей высокой точности и применения специальной оснастки. Специалисты нашей компании обладают высокой квалификацией и имеют опыт различного рода работ, знают особые требования к фундаментам под различное оборудование, потому любая задача будет выполнена идеально.
Для заказчика главной задачей является нормальная работа оборудования, а потому подготовку фундамента под него следует доверять профессионалам. В нашем арсенале имеется оборудование для подъема грузов, подготовки и выравнивания площадок, установки основания, но не менее важным является опыт и особое обучение специалистов, способных выполнить работы любой сложности.
Особенностью нашего предложения является комплексный подход к монтажным работам, когда установка фундамента входит в комплекс других работ, а потому все действия рабочих согласовываются между собой. При этом достигается максимальная эффективность при оптимальной стоимости работ.

Нормативные документы используемые при монтаже фундаментов под технологическое оборудования:
Наша компания предлагает полный комплекс услуг по установке фундаментов под станки, линии и др. технологическое оборудование.
ПРОСТЫЕ СОВЕТЫ владельцам полиграфического оборудования
Хорошо, если типография действующая — опыт сыграет свою роль. Но нередко серьёзное оборудование покупает рекламное агентство или дизайн-бюро, для сотрудников которого самым крупным «станком» до сей поры был копир или система уничтожения документов.
Цель статьи — предупредить владельцев нового оборудования об ошибках, которые уже были сделаны другими, и дать некоторые советы, основанные на опыте нашей сервисной службы.
Куда поставить?
Как правило, место для машины определяется до покупки. Как грамотно его подготовить?
Самое важное — на что ставить. Естественно, пол должен быть рассчитан на вес оборудования с достаточным запасом. Строители или архитекторы почти всегда требуют от заказчика проекта две цифры: статическую и динамическую нагрузку на перекрытие. И почти всегда этот вопрос ставит его в тупик.
Статическая нагрузка — это давление; измеряется в кг/м 2 . Казалось бы, всё просто: вес машины делится на занимаемую площадь. Но что считать площадью — всю рабочую зону, площадь станины или суммарную площадь опорных поверхностей?
На самом деле, проектная организация, требуя эти данные с заказчика, просто перекладывает на него часть своей работы. В СНиП 2.01.07-85 (Нагрузки и воздействия) говорится: «Нагрузки от оборудования… устанавливаются в строительном задании на основании технологического решения, в котором должны быть приведены, возможные на каждом перекрытии и полах, места расположения и габариты опор оборудования». То есть заказчик должен дать в качестве исходных данных лишь вес оборудования и его габаритный чертёж с указанием расположения опор.
Сложнее с динамической нагрузкой. Первая проблема с единицами измерения. Во многих СНиП (Строительные нормы и правила) динамические нагрузки измеряются в м 2 /с (виброускорение) или в децибелах (виброскорость). По счастью, в СНиП 2.02.05-87 «Фундаменты машин с динамическими нагрузками», который имеет отношение к нашей проблеме, динамическая нагрузка измеряется проще — в ньютонах. Второй приятный момент — рассчитывать эту характеристику, согласно п. 2.7, также должна строительно-проектная организация, а не заказчик: «При отсутствии данных в задании на проектирование, допускается рассчитывать динамическую нагрузку на основе скорости вращения и массы вращающихся частей». Для печатной машины достаточно указать суммарную массу формных, офсетных и печатных цилиндров и число оборотов в минуту. Но обычно и этого не требуется: проектировщики соглашаются считать, что все вращающиеся массы сбалансированы, вследствие чего динамические нагрузки не учитываются.
Тексты этих и других полезных СНиП можно найти в Интернете за пару минут на платных сайтах, а за 10-15 минут — бесплатно.
При установке машин с чувствительными оптико-механическими узлами возникает обратная ситуация: вибрации пола мешают работе машины. Особенно часто так бывает с ФНА. Характерные случаи: рядом со зданием проходят трамвайные пути, и, из-за слабых перекрытий или деревянных полов, пол вибрирует даже от шагов идущих по коридору людей.
Паркет или ковролин?
С фундаментом определились. Теперь нужно решить, чем покрывать пол. Категорически противопоказано оставлять голые цементные полы: они выделяют абразивную пыль, от которой все механические узлы будут изнашиваться в 10 раз быстрее. Для цехов с тяжёлым оборудованием в последнее время применяются мастики на эпоксидной основе (например, ЭД-20). Дорогое удовольствие, но того стоит. Покрытие прочное, не портится гидравлическими тележками для перевозки бумаги, устойчиво к маслу и вообще к любым используемым в полиграфии жидкостям. Мастика застывает гладким, почти глянцевым слоем, что облегчает влажную уборку.
В цехах, где устанавливается относительно лёгкое оборудование (ФНА, листоподборки), можно использовать более комфортные покрытия — например, линолеум. Но синтетика способствует накоплению электростатического заряда, в т. ч. на теле оператора. Каждую зиму нашему сервис-центру приходится разбираться с жалобами, что у машины «фаза пробивает на корпус» или «не работает заземление». На самом деле заземление отличное, а источник электричества — сам оператор. Он получает удар током, когда его заряд стекает на землю при касании машины.
Чтобы операторы могли нормально работать и следить за качеством, необходимо хорошее освещение. Хорошее — в первую очередь, значит, достаточное. Таково освещение от ламп дневного света с мощностью около 15 Вт/м 2 . Но если стены, потолок и пол тёмные и грязные, то и 30 Вт/м 2 будет мало. Поэтому лучше красить помещение в светлые тона. Хорошее освещение — значит, равномерное. Очень плохо, если в рабочие зоны попадает прямой солнечный свет. Бывает даже, от него нарушается работа оптических датчиков в машинах. Для оператора контрастное освещение тоже утомительно.
Как подключить
В современных машинах используются чувствительные датчики различных типов, микропроцессорные блоки управления, мощные электродвигатели постоянного и переменного тока, соленоиды, пусковые автоматы. Чтобы их взаимное влияние не приводило к сбоям, в управляющих схемах применяются релейные и оптические развязки, различные фильтры. Но силовые элементы электрооборудования могут воздействовать на низковольтную электронику посредством т. н. блуждающих токов, протекающих по корпусу и проводам заземления. Поэтому качественно выполненное заземление необходимо не только для защиты оператора, но, в не меньшей степени, для защиты оборудования.
Cерьёзная промышленная техника проектируется так, что внезапные сбои питания проходят для неё безболезненно. Тем не менее, очень опасно для электронной начинки кратковременное (на десятые доли секунды) отключение питающего напряжения. Штатный процесс отключения не успевает завершиться, и элементы электронной схемы могут оказаться в состоянии, не предусмотренном алгоритмом. В лучшем случае зависнет программа, в худшем — выйдут из строя электронные компоненты, иногда — целыми блоками. Есть защита от таких неприятностей? Для оборудования небольшой мощности ответ простой — запитать его через обычный ИБП. Но если энергопотребление измеряется десятками кВт, стоимость ИБП будет близка к цене самой машины. Тогда могут выручить автоматы контроля сети. Они похожи на автоматы тепловой защиты, но срабатывают не на токовую перегрузку, а, например, на пропадание питания. Даже при кратковременном сбое линия питания отключится полностью, и повторное включение будет возможно лишь вручную. Есть автоматы, отключающие линию при пропадании одной из фаз или при выходе напряжения за пределы ±10% от номинального значения.
Много неприятностей связано с обычными розетками. Далеко не все вилки и розетки выдерживают даже заявленный максимальный ток, а нередко используются с перегрузкой: контакты перегреваются, начинают искрить, напряжение скачет, из-за этого отказывает электроника. Для мощного оборудования предпочтительнее безразъёмное подключение, когда кабель питания заводится непосредственно на клеммы автомата защиты.
Ещё одна причина отказов электроники — электростатика. На теле оператора в зимнее время, когда влажность падает до 20-25%, может накапливаться заряд, создающий потенциал до 100 кВ. Куда больший потенциал накапливается на бумаге, особенно в тех машинах, где она обрабатывается «всухую»: флаторезки, листоподборки, фальцовки. Колоссальные заряды создаются при размотке и намотке полимерных плёнок. Разряд, возникающий при касании панели управления или искровом пробое от стопы, легко выводит из строя блоки управления на цифровых микросхемах. Были случаи, когда машина «умирала» при простом касании сенсорного дисплея. Для надёжной защиты от таких сюрпризов необходимо поддерживать влажность в цехах не меньше 45%. В зимнее время, а также при работе с пластиковыми материалами не помешает объёмная ионизация воздуха — хотя бы в рабочих зонах около оборудования.
Что нужно для обслуживания
Для каждого оборудования требуются свои расходные материалы. Большинство описано в технологических руководствах, но есть и вспомогательные материалы, деньги на которые многие типографии выделяют по остаточному принципу. А от их характеристик зависит качество продукции, время обслуживания, вероятность отказов.
Один из важнейших материалов — ветошь. Она требуется на многих этапах технологического процесса, причём для каждой операции с особыми свойствами.
При смывке красочных аппаратов (в особенности кипсеек) сначала собирается большое количество растворённой краски. Повторно задействуйте ветошь, использованную для смывки офсетных полотен. Для протирки начисто лучше взять хорошую х/б ткань или безворсовые салфетки. Чтобы на смывку уходило меньше ветоши, советуем сначала убрать из кипсейки максимум краски с помощью шпателя и полосок плотного картона.
На Бога надейся… (аварийный чемоданчик)
В инструкции по эксплуатации по шагам расписано, что делать для получения качественной продукции. Но в жизни иногда (несколько раз в день) бывает, что все кнопки нажаты в правильной последовательности, а на выходе получается макулатура. Тогда приходится думать и идти непопулярным в наше время последовательным материалистическим путём. По моему мнению, основы познания — Эксперимент и Наблюдение. А они невозможны без Измерений. Поэтому стоит сразу обзавестись нехитрыми измерительными приборами:
- металлические линейки 100, 40, 15 см;
- рулетка 5 м;
- штангенциркуль;
- микрометр 0-25 мм;
- электронный измеритель температуры и влажности;
- цифровой тестер с функциями измерения постоянных и переменных напряжений, сопротивления, тока (обязательна защита от перегрузки во всех режимах, т. е. он не должен перегорать при втыкании щупов в розетку 220 В в режиме омметра);
- набор лепестковых щупов 0,03-1,00 мм.
Это необходимый минимум. Если у типографии есть возможность, неплохо также иметь:
- уровень машиностроительный с точностью не хуже 0,05 мм/м;
- измеритель твёрдости по Шору А (для резиновых валов);
- микроскоп (50Ё и выше).
Вот очередной перечень полезных в хозяйстве инструментов (на основе нашего опыта ремонта японского оборудования):
- набор рожковых ключей 6-24 мм;
- набор Г-образных шестигранных ключей 1,5-10 мм;
- мощный Т-образный вороток с накидными торцевыми головками 10-24 мм и со сменными вставками-шестигранниками 3-10 мм;
- длинные и короткие отвёртки (плоские и крестовые) ? 1, 2;
- молоток 0,5-1,0 кг;
- небольшой двухлапый съёмник подшипников;
- набор надфилей;
- паяльник (если, конечно, есть человек, хорошо умеющий паять);
- тиски с наковальней;
- магнитная "ловушка" (небольшой магнит на длинной гибкой ручке) для доставания упав ших мелких деталей;
- маркер по стеклу;
- электродрель с набором свёрл по металлу.
Для американского оборудования понадобятся дюймовые шестигранники и рожковые ключи.
И ещё один маленький перечень — расходных материалов, которые всегда должны быть под рукой:
- проникающая смазка типа WD-40;
- консистентная смазка "Литол-24";
- шкурка-"нулёвка";
- силиконовый герметик;
- изолента (ПВХ и матерчатая).
Такие вещи, как молоток, шкурка, паяльник и надфили, необходимо держать под замком и выдавать только на основе наряда-допуска минимум с пятью круглыми печатями. Дело в том, что особо рьяные, но не особо опытные печатники так и норовят почистить шкуркой печатные цилиндры и рильсановые валы, расшевелить молотком закисшие клапана, пропаять под напряжением показавшиеся подозрительными контакты микросхем… Впрочем, и простой отвёрткой можно натворить дел — была бы «творческая жилка».
Заключение
Давать советы легко, особенно когда перед глазами масса примеров, как не надо было делать. Но главный вывод — советы помогут только тому, у кого есть голова и здравый смысл. А он подсказывает: приступая к новому незнакомому делу, посоветуйтесь с теми, кто уже прошёл этот путь. Учиться лучше на чужих ошибках.
Фундамент под печатную машину

Специалисты компании «Синтез ТМК» запроектируют и изготовят фундамент под станок любых размеров, который будет соответствовать техническим требованиям производителя промышленного оборудования, что является залогом продолжительной эксплуатации оборудования.
ВИДЫ ФУНДАМЕНТА СТАНКОВ
Специалисты «Синтез ТМК» выполняют строительство фундаментов под станки весом от 2 тонн
В зависимости от своей сложности фундаменты для промышленного оборудования делятся на два типа:
- фундаменты, которые служат только основанием для станка
- фундаменты, которые придают станине жесткость и делают ее более устойчивой. Происходит это за счет связи оборудования и бетонной опоры специальными анкерными болтами. Конструкция станков определяет, на какой поверхности они будут установлены. Станки могут размещаться на жесткой бетонной плите или каждая опора станка может быть установлена на отдельно построенном фундаменте.
ПРОЕКТИРОВАНИЕ ФУНДАМЕНТА ПРОМЫШЛЕННОГО СТАНКА
Для проектирования такого вида фундамента необходимы следующие исходные данные:
- Технический паспорт на оборудование,
- Схема планировки здания,
- Схема точек подключения к сетям водоснабжения, электроснабжения, смазочно-охлаждающих жидкостей, наличие свободных мощностей,
- Сведения о грунтах и грунтовых водах,
- Сведения о стоящем рядом оборудовании.
Производитель оборудования в техническом паспорте прописывает условия, необходимые для его грамотной эксплуатации. Данные о необходимости установки станка на фундамент также указываются в паспорте оборудования, равно как и его чувствительность к вибрациям, создаваемым размещенными рядом машинами, проходящим по близости к месту установки оборудования железнодорожным путям или линиям метрополитена. В таком случае, при заливке фундамента под станок, следует также использовать виброизоляционные материалы, которые будут поглощать вибрации, не давая им негативно сказываться на производительности оборудования.
Для того, чтобы обеспечить станку устойчивость на фундаменте и защитить его от горизонтальных перемещений, при креплении оборудования на фундамент используется цементный, безусадочный или саморасширяющийся раствор и анкерные болты. Они монтируются в специальных приямках прямоугольной формы, глубина которых зависит от длины болтов. Также в проекте должно быть предусмотрено наличие в полу каналов для инженерных коммуникаций с крышками, особенно важно это при подготовке фундамента под станок, к которому в канале подводится сжатый воздух, маслопроводы, силовые и слаботочные кабели, промышленная вода. Крышки для каналов выполняют стальными и съемными, чтобы защищать инженерные коммуникации и выдерживать нагрузки от внутрицехового транспорта и тяжелых грузов.
СТРОИТЕЛЬСТВО ФУНДАМЕНТА СТАНКА
После того как инженеры предприятия «Синтез ТМК» получают задание на изготовление фундаментов под станки, они преступают к проектированию. Для этого осуществляется обследование строительных конструкций на месте будущей установки, проводятся инженерные изыскания и лабораторные испытания. После проведения обследования площадки, производятся необходимые расчеты, составляется проект марки КЖ, КМ и Проект производственных работ, который является основным документом стройки.
Строительно-монтажные работы по устройству фундамента под станок начинаются с выполнения геодезической разметки площадки. После этого выполняются земляные и демонтажные работы (в случае наличия старого фундамента, выполняется его демонтаж), роется котлован. После этого рабочие проводят работы по гидро- и виброизоляции будущего фундамента, установке армированных каркасов, закладных деталей, опалубки для приямков анкерных болтов. Все работы выполняются при постоянном геодезическом контроле, по результатам выполнения работ составляются акты и иные документы.
После проведения указанных работ выполняется заливка фундамента. Специально создаваемые вибрации при этом процессе позволяют избежать формирования пустот. Монтажные работы начинаются тогда, когда фундамент наберет 70% проектной прочности.
Работая с «Синтез ТМК» вы экономите свое время и средства
Непосредственная установка станка на фундамент происходит только после того как выполнены все работы по монтажу фундамента и конструкция, со всей сопроводительной документацией, передана по акту монтажной организации.
ПРЕИМУЩЕСТВА КОМПАНИИ «СИНТЕЗ ТМК»
Специалисты «Синтез ТМК» составят грамотное задание на проектирование, произведут необходимые исследования, изыскания, разработают соответствующие всем требованиям ППР. Инженеры и рабочие предприятия выполнят строительно-монтажные работы, проведут испытания, без ошибок составят исполнительную документацию и только тогда объект будет сдан в эксплуатацию.
За годы работы компания выработала собственный комплектный подход, и клиенты смогут ознакомиться с ранее проведенными примерами расчета фундамента под оборудование.
Продуманная организация логистики, наличие необходимых технических средств, опытных работников и внутреннего контроля качества позволяет «Синтез ТМК» всегда укладываться в обозначенные ранее сроки. Работа с профессионалами позволяет избежать таких распространенных ошибок как: отсутствие геодезического контроля планового и высотного положения конструкции, несоответствие марки бетона, монтаж станка на фундамент, еще не набравший прочность и многое другое. С компанией «Синтез ТМК» каждый заказчик может быть уверен, что при монтаже оборудования будут соблюдены все нюансы, что позволит ему в будущем работать без сбоев и простоев.
Печатные машины. Мощь и опора типографского дела
Печать окружает нас и пронизывает все сферы жизни человека. Вот только всегда ли печать была настолько проста и обыдена? Отнюдь. Исчезли ли старые агрегаты из нашей жизни? Тоже нет. Нечто архаичное окружает нас и по сей день, хоть и было завернуто в современные технологии и роботизированные линии, но основополагающие принципы устройства печатных машин не меняются. Я говорю о типографском деле в его классическом, первозданном виде. Хотите узнать чуть больше о том, как же создаются любимые Вами журналы или забивающие почтовый ящик бесплатные газеты? Мир печатных машин намного более разнообразен, чем вы можете ожидать.
Дабы разгрузить материал еще больше и сделать его еще менее академичным публикацию я переработал. Теперь она понятнее и интереснее, да простят меня редакторы-технологи. Приятного прочтения.

Первая рулонная печатная машина «Magdeburger Zeitung»
Введение
Каждый из нас в школе слышал о первопечатниках на территории своей страны. Для России — это Иван Федоров, для Беларуси — Франциск Скарина, но в мировой истории навсегда останется имя Иоганна Гутенберга, ювелира и изобретателя жившего в XV веке. Вклад Гутенберга как изобретателя в развитие нашей цивилизации сложно переоценить. Подарив миру такую вещь, как печатный станок на основе технологии подвижных литер, этот человек из сословия городских Бюргеров дал возможность более эффективно нести, теперь уже не рукописное, а печатное слово в массы.
Обобщенная схема процесса печати
Что есть печатание? По сути, это процесс, который позволяет получить заданное число копий с заданными параметрами при минимальных отличиях копий друг от друга. Профессиональная литература дает нам следующее определение:
Печатание — это многократное получение одинаковых изображений с заданными параметрами качества.
В промышленной печати, конкретно в способе рассматриваемом в данной статье, до сих пор используются так называемые формы, если угодно матрицы. В ходе печати на формы наносится краска, которая и переносится с нее на запечатываемый материал. Напечатанное таким образом профессионалы называют оттиском.
Основные признаки печатного процесса:
Чтобы не возникало споров и прений на тему того, кто чем занимается, технологи четко определили, какая совокупность действий и признаков составляет печатание:
- Перенос краски на материал при помощи печатной формы с последующим закреплением;
- Многократность получения оттисков и их идентичность, т.е. возможность создания тиража.
Методы переноса краски на запечатываемый материал:
- прямой (контактный)
Устройство и работа рулонной ротационной печатной машины
Данный тип печатных машин является наиболее архаичным на данный момент, но позволяет получить наиболее полное представление о классической печати таких вещей как газеты, тетради, книги.
Рулонная ротационная печатная машина (далее РРП-машина или просто РРП) — это кухонный комбайн в мире типографии. Данные агрегаты имеют широчайшие возможности. РРП может не только печатать, но и фальцевать, подбирать , разрезать и даже сшивать проволокой изготовляемую продукцию. Также ротационные машины являются первыми и в таком параметре как скорость печати. Некоторые из них могут выдавать до
350 листов в минуту (около 21 000 листов в час).
Интересно заметить, что если вы имеете среднюю для человека скорость чтения в 200 слов в минуту, то с момента начала чтения статьи до этого предложения РП-машина смогла бы напечатать более тысячи листов текста. Вероятнее всего именно из-за их производительности они так и распространены для печати газет и книг, где необходим большой тираж.


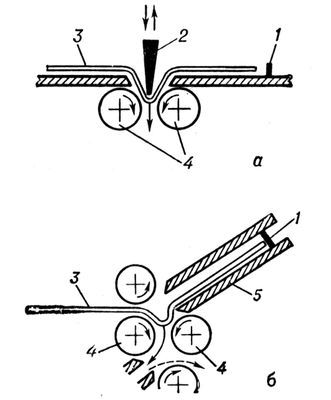
В ходе работы бумага подается с рулона, указанного на схеме под №1. Более сложные по устройству РП-машины не ограничиваются одним рулоном и могут работать сразу с несколькими. Печать может быть как односторонняя, так и двухсторонняя, как в нашем случае. После запуска бумага через систему валиков подается на печатающие устройства, показанные на схеме под №2 и №3. Каждое из них отпечатывает свою сторону листа.
Рассматриваемая нами машина может иметь два различных типа печати:
- Высокая печать
- Глубокая печать

В ходе работы на печатную форму под №1 наносится краска, обозначенная №2. Форма прижимается к бумаге под давлением, что приводит к плотному контакту между ними. В момент контакта часть краски прилипает к бумаге и после прокрутки формы на запечатываемом материале остается ее, краски, тонкий слой.

С получением оттиска глубокой печати все сложнее. Основной особенностью является нанесение краски на всю печатную форму с последующим ее удалением ракелем с пробельных и частично с печатающих элементов, т.е. фактически краска заливается в специальные ячейки на форме, а не наносится на выступающие части как в случае с высокой печатью. Ракель — это такой упругий плоский стальной нож толщиной 0,15–0,20 мм, длина которого больше длины формного цилиндра. Когда форма прокручивается по бумаге, часть краски из ячеек прилипает и остается на ней. Толщина слоя в зависимости от необходимой тональности изображения колеблется в пределах от 0,2–0,3 до 4,5–5,0 мкм.
После пропечатования и, если необходимо, нарезки, лист попадает в фальцовочный аппарат представленный на схеме под №6. Фальцовочный аппарат — это устройство, которое сгибает подаваемые листы для дальнейшей сортировки, прессовки или обработки, если нарезанный материал является полуфабрикатом , в прессовочном устройстве №7.
Фальцовочные аппараты также могут быть различными исходя из принципа их работы.

В ножевых машинах лист №3 на схеме вводится между валиками под №4 ударом тупого ножа под №2.
В кассетных же аппаратах передняя кромка подаваемого листа под №3 упирается в планку кассеты №1, образуя петлю, края которой захватываются фальцующими валиками №4. В работе кассетный фальцовочный аппарат выглядит так:
Также существуют и комбинированные варианты фальцующего аппарата. Первые, параллельные сгибы в них производятся при помощи кассет, а перпендикулярные — уже при помощи ножей. Фальцовочный аппарат также может включать в себя дополнительные функции: проклейка корешков, сшивание листов проволочными скобами, перфорация и т.п.
Весь описанный выше тех. процесс происходит, как видно из gif-анимации выше, на огромных скоростях и с поражающей точностью. Примерно так до сих пор и печатаются газеты, журналы, тетради и книги.
Кстати, за среднее время прочтения статьи все та же РП-машина напечатала бы почти 2200 листов. Вот так вот.
Читайте также: