
Увеличение сварочного тока в трансформаторах типа тд происходит при
Обновлено: 01.05.2024
Виды и устройство сварочных трансформаторов
Сварочный трансформатор представляет собой оборудование, применяемое для дуговой ручной и прочих видов сварки. В зависимости от модели, технических характеристик существуют бытовые и промышленные разновидности. Сварочный выпрямитель или трансформатор преобразует электричество сети до требуемого значения. В состав аппарата входит несколько основных узлов. Их совместное действие образует электрическую дугу. Она плавит металл, соединяя детали сварным швом.
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.

Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.
Возможные неисправности
Сварочные трансформаторы могут выходить из строя по нескольким причинам. В большинстве случаев ремонт можно произвести самостоятельно. Для этого необходимо определить причину поломки.
Чаще всего аппарат для сварки выходит из строя при замыкании в цепи. Оно происходит между элементами конструкции. Замыкание вызывает отключение аппарата. Чтобы возобновить работу агрегата, необходимо его разобрать. Неисправный элемент потребуется заменить. Чаще всего причиной такой поломки становится клеммная колодка или проходящая рядом с ней обмотка.
Второй причиной выхода аппарата из строя является перегрев. Он происходит, если устанавливается значение напряжения больше, чем рекомендовано производителем. Если подобная проблема появляется часто, перемотку потребуется частично или полностью заменить. Для этого приобретается провод с таким же диаметром сечения.
Если в процессе работы появился сильный шум, гудение, потребуется разобрать корпус. Причиной является ослабление зажима гайки или болта. Все соединения потребуется подтянуть.
После проведения ремонта работу оборудования тестируют. Если все в порядке, можно приступать к сварке снова. Конструкция агрегата отличается простотой и надежностью. Поэтому поломки и сбои в его работе появляются редко.
Оборудование для сварки широко применяется как любителями, так и профессионалами. При помощи такого устройства можно соединять тонкие и толстые заготовки, листы из различных материалов посредством электрической дуги. В зависимости от назначения и условий применения аппаратуры, следует приобретать прибор с требуемыми техническими характеристиками.
Инструменты

Сегодня уже никого не удивишь аппаратом ручной дуговой сварки. Благодаря этому изобретению стала общедоступной сварка листов, труб, швеллеров и прочих элементов и конструкций из черных металлов, как в промышленности, так и в частном хозяйстве. Наибольшее распространение среди всего сварочного оборудования получили сварочные трансформаторы переменного тока. Эти простые, неприхотливые и надежные по своей конструкции агрегаты для ручной дуговой сварки питаются от обычной сети на 220 или 380 Вольт и способны работать в тяжелых условиях. Развитие электротехники и электроники позволило создать сварочные трансформаторы различных модификаций, что заметно расширило их ассортимент на рынке. Но в том, как выбрать сварочный трансформатор, особых сложностей нет. Главное – разбираться в типах сварочных трансформаторов, знать, для чего и как будет использоваться аппарат, а также понимать, на какие характеристики следует обратить внимание при выборе и покупке.
- Виды сварочных трансформаторов
- Трансформаторы с минимальным и нормальным магнитным рассеянием
- Трансформаторы с повышенным магнитным рассеянием
- Тиристорные трансформаторы
- Характеристики сварочных трансформаторов
- Маркировка сварочных трансформаторов
- Пределы регулирования сварочного тока, A (min-max)
- Диаметр электрода
- Напряжение сети и количество фаз
- Номинальный сварочный ток трансформатора
- Номинальное рабочее напряжение
- Номинальный режим работы ПН %
- Мощность потребления и выходная (КПД)
- Напряжение холостого хода
- Количество обслуживаемых рабочих мест
- AC/DC
- Тип охлаждения
- Mасса и размеры сварочного трансформатора
Тем, кто собирается впервые приобрести этот агрегат и работать с ним, необходимо знать и понимать, как все работает. Сам трансформатор состоит из двух обмоток – первичной и понижающей вторичной, намотанных на сердечник. Принцип работы сварочного трансформатора довольно прост и заключается в преобразовании входящего напряжения 220 или 380 Вольт в более низкое, порядка 30 – 60 Вольт. В тоже время сила тока может достигать 700 Ампер, что позволяет плавить и сваривать между собой металлические изделия. По этому принципу работают все виды сварочных трансформаторов. Но благодаря разработкам в сфере электротехники удалось создать более совершенные и удобные в эксплуатации модели сварочных трансформаторов.
Виды сварочных трансформаторов
С момента создания первого сварочного трансформатора прошло довольно много времени. За этот период появились новые технологии и созданы новые модификации сварочных аппаратов. На сегодняшний день можно выделить три основных вида сварочных трансформаторов. Каждый из них обладает своими преимуществами и недостатками. При выборе сварочного трансформатора важно понимать различия между моделями, и для каких целей каждая из них более подходит.
Трансформаторы с минимальным и нормальным магнитным рассеянием
Сварочные трансформаторы СТЭ созданы таким образом, что обмотки имеют минимальное магнитное рассеяние. Регулировка силы тока производится винтовым механизмом дросселя, который вынесен отдельно. Такая схема сварочного трансформатора применяется в моделях СТЭ-85 и СТЭ-24У.

Трансформаторы с нормальным магнитным рассеянием похожи по своей конструктивной схеме на описанные выше. Разница заключается в наличии дополнительной реактивной катушки, расположенной на основных стержнях магнитного сердечника первичной и вторичной обмоток, а также на дополнительной обмотке дросселя. Сам дроссель установлен на магнитный сердечник. Регулировка силы тока производится аналогичным образом, как и у трансформаторов СТЭ. Сварочные трансформаторы с нормальным магнитным рассеянием представлены моделями типа СТН и ТСД. Обмотки таких трансформаторов изготавливаются из меди и алюминия.
Модели СТЭ, СТН и ТСД используются для ручной дуговой сварки, они просты и безотказны в работе. Но, несмотря на свою простую и надежную конструкцию, эти трансформаторы имеют ряд существенных недостатков. Во-первых, вибрация сердечника дросселя сбивает настройку силы тока при работе. Во-вторых, у сварочных трансформаторов с нормальным и низким магнитным рассеянием высокая потребляемая мощность от 25 кВт до 78 кВт. В-третьих, большая масса – более 120 кг. Также среди этих трансформаторов есть модели, такие как ТСД-1000-4 и ТСД-2000-2, способные выдавать номинальный сварочный ток в 1000 А и 2000 А. Но масса этих трансформаторов, как впрочем и СТН-700, СТН-500-1, СТН-350, ТСД-500 от 220 кг до 675 кг, что делает их очень неудобными для частного использования.
Трансформаторы с повышенным магнитным рассеянием
Принципиальным отличием трансформаторов с повышенным магнитным рассеянием от сварочных трансформаторов с низким и нормальным рассеянием является подвижная конструкция обмоток или шунтов. Такой подход позволил добиться более высоких рабочих характеристик при относительно небольшой массе самого трансформатора. Для сравнения нужно взглянуть на модель СГЭ-34У и сварочный трансформатор ТДМ 503. При практически равных рабочих характеристиках разница в весе почти вдвое меньше в пользу ТДМ.

К трансформаторам с повышенным магнитным рассеянием относятся модели с подвижными обмотками, такие как сварочный трансформатор ТС-500, ТСК-300 и трансформатор сварочный ТД-300. Также есть модели с подвижными магнитными шунтами, такие как СТШ-250 и трансформатор сварочный ТДМ-317. Кроме перечисленных есть с неподвижными подмагничивающими шунтами и обмотками – ТДФ-1001 и ТДФ-2001, а также трансформаторы со сложной магнитной коммутацией. Например, сварочный трансформатор ВДУ-506 или трансформатор сварочный ВД-306. Сегодня для частного использования наиболее распространены модели трансформаторов сварочных ТД, ТС и их модификации ТДМ, ТДЭ и другие. Сварочные трансформаторы с повышенным магнитным рассеянием применяются для дуговой и автоматической сварки, а также для сварки под флюсом.
Тиристорные трансформаторы

Еще одним видом сварочных трансформаторов являются тиристорные сварочные трансформаторы. Это относительно новый тип сварочного оборудования. В основу его работы положен принцип фазового регулирования силы тока при помощи тиристоров, которые преобразуют поступающий переменный ток в знакопеременные импульсы. Такие трансформаторы изначально использовались для шлаковой и контактной сварки по причине нестабильности горения дуги. Сегодня с развитием полупроводниковых технологий тиристорные сварочные трансформаторы избавились от своего главного недостатка и являются последним поколением сварочных аппаратов. Они широко применяются как для ручной дуговой сварки, так и для точечной и шлаковой сварок. Примером тиристорного трансформатора может служить Deltapower 400E.
Характеристики сварочных трансформаторов

В независимости от вида сварочного трансформатора любой сварочный аппарат обладает рядом определенных характеристик, которые и определяют его рабочую эффективность и удобство использования. При выборе сварочного трансформатора важно знать и понимать, за что отвечает каждая характеристика и на какие из них следует обращать внимание в первую очередь.
Маркировка сварочных трансформаторов
Первое, что бросается в глаза, это название сварочного трансформатора. Например, трансформатор сварочный ТДМ-401, в названии которого зашифрованы базовые характеристики. Это сделано для того, чтобы без техпаспорта можно было определить, что за аппарат, как он устроен и какова его номинальная сила тока. Сегодня в единой системе обозначения и классификации источников питания для сварки заложены следующие правила:
- тип источника питания: Т – трансформатор, Г – генератор, А – агрегат, В – выпрямитель, У – специализированный источник–установка;
- вид сварки: Д – дуговая, П – плазменная;
- способ сварки: Г – в защитных газах, Ф – под флюсом, У – универсальный. Если всего две буквы, значит, сварка проводится покрытыми электродами;
- вид внешней характеристики: Ж – жесткая, П – падающая;
- количество постов сварки: М – многопостовой, без обозначения говорит об одном посте;
Важно! Иногда буква «М» обозначает механический способ регулировки силы тока. Также вместо неё может стоять буква «Т» или «Р», обозначающая тиристорный сварочный трансформатор.
- номинальная сила тока обозначается одной или двумя цифрами, округленными до десятков или сотен Ампер.
- последние одна или две цифры обозначают регистрационный номер в разработке;
- после цифр идет буквенное обозначение допустимого климатического использования: ХЛ – холодный климат, У – умеренный, Т – тропический;
- завершающая цифра обозначает допустимое размещение: 1 – на открытом воздухе, 2 – под навесом, 3 – в неотапливаемом помещении, 4 – отапливаемом помещении.
Например, трансформатор сварочный ТДМ-401 говорит нам о том, что это трансформатор дуговой сварки с механическим регулированием и одним постом сварки, с номинальной силой тока в 400 А. Более старые модели, такие как сварочный трансформатор ТС или СТШ несут на себе более старую маркировку. Так «Ш» означает регулировку при помощи шунтов, а «С» – обозначает, что аппарат предназначается для сварки.
Также в техпаспорте сварочного трансформатора указывается класс защиты по международной системе IP. В приведенных ниже таблицах приведены подробные расшифровки.
Пределы регулирования сварочного тока, A (min-max)
Пожалуй, эта характеристика является основной для любого сварочного трансформатора. Регулировка силы сварочного тока указывает сразу на два важных момента. Во-первых, на то, что регулировка вообще возможна, а это значит, что можно использовать электроды различного диаметра. Во-вторых, можно увидеть максимально возможную силу тока, которая позволит использовать электроды большого диаметра, что в свою очередь влияет на производительность труда. Это особенно важно для тех, кто выбирает сварочный трансформатор для цеха или мастерской, где требуются высокие показатели силы сварочного тока, более 200 А. Для бытового использования будет достаточно и меньшей силы сварочного тока.
Диаметр электрода
Одной из второстепенных, но весьма важных характеристик, является применяемый диаметр электрода. В приведенной ниже таблице указаны основные диаметры электродов в зависимости от силы тока сварочного трансформатора.

Необходимо отметить такой важный момент как то, что следует использовать электроды несколько меньшего диаметра, несмотря на приведенные показатели. Как показывает практика, подобранный по максимуму электрод под свою силу тока, будет недостаточно качественно проваривать шов.
Напряжение сети и количество фаз
Эта характеристика одна из основных. Она указывает на требуемое напряжение в сети для нормальной работы сварочного трансформатора. Необходимо заранее знать о том, какое напряжение будет в месте работы сварочного трансформатора, чтобы подобрать подходящий. Также от этого зависит количество фаз самого трансформатора. Так для однофазного сварочного трансформатора будет требоваться ток в 220 В, для двухфазного 380 В, а вот сварочный трансформатор ТД-500, работающий как от сети на 220 В, так и от сети на 380 В, является трехфазным.
Номинальный сварочный ток трансформатора
Один из наиболее важных параметров при выборе сварочного трансформатора. Он указывает на максимальное значение сварочного тока, который способен выдать трансформатор. От его величины зависит, как возможность плавки и резки металла, так и используемые для работы электроды. Именно этот параметр указывается в той или иной модели сварочного трансформатора в виде двузначного числа, как, например, у сварочного трансформатора ТС-200, где «200» означает, что номинальный сварочный ток составляет 200 А.
Номинальное рабочее напряжение
Данный параметр указывает на выходное напряжение с вторичной обмотки, которое необходимо для поддержания стабильной сварочной дуги. Как отмечалось ранее, это напряжение находится в диапазоне 30 – 60 Вольт. Значение этого параметра влияет на возможность работы с металлом определенной толщины. Чем ниже номинальное значение, тем тоньше металлические элементы можно сварить между собой. Этот показатель будет особенно важен для тех, кто собирается варить кузова автомобилей.
Номинальный режим работы ПН %
Эта характеристика особо не влияет на выбор того или иного сварочного аппарата. Но знать и понимать, за что она отвечает все же надо, так как от этого зависит сохранность сварочного трансформатора во время работы. Номинальный режим работы или как его еще называют – продолжительность включения – указывает на то, сколько времени трансформатор может находиться в режиме сварки. Так, например, трансформатор сварочный ТД-300 имеет номинальный режим работы 40%. Это говорит о том, что из 10 минут 4 минуты можно работать без перерыва и 6 минут отдыхать, давая трансформатору остыть. В противном случае Вы рискуете повредить аппарат.
Мощность потребления и выходная (КПД)
С этим показателем все довольно просто. Он указывает, сколько энергии потребуется для часа работы трансформатора. Чем ниже этот показатель, тем лучше. Но при этом необходимо также обратить внимание на выходную мощность при сварке. Если разница между ними слишком большая, то лучше поискать другой трансформатор, коэффициент полезного действия которого значительно выше. Иначе рискуете тратить многие килловаты энергии, при этом выполнять мизерную часть требуемого объема работы. Многие производители сразу отображают КПД, а некоторые указывают лишь потребляемую и выходную мощность. Следует быть внимательным и, наткнувшись на второй вариант, помнить о минимальной разнице между потребляемой и выходной мощностью.

Напряжение холостого хода
Еще одной важной характеристикой является напряжение холостого хода, отвечающее за появление сварочной дуги. Чем выше эта характеристика, тем легче создать дугу. Но существуют определенные ограничения по безопасности для оператора. Так для сети с постоянный током порог составляет 100 В, для переменного 80 В.
Количество обслуживаемых рабочих мест
С этим параметром все довольно просто. Он указывает на количество одновременно работающих от трансформатора сварщиков. По сути, этот параметр важен для мастерских, где есть необходимость одновременной работы нескольких человек. Бытовые модели ограничены одним рабочим местом.

Эта аббревиатура указывает на возможность работы сварочного трансформатора на постоянном или переменном токе. Есть трансформаторы, которые работают только от переменного тока, а есть такие, которые только от постоянного. Например, сварочный трансформатор Fubag TR-300 работает от сети с переменным током. Или трансформатор сварочный ВД-306, который тоже потребляет переменный ток. Но оба эти аппарата выдают постоянный ток. Их второе название – сварочные выпрямители. Также необходимо выделить DECA MMA PRIMUS 250E AC/DC, который является ярким представителем среди сварочных трансформаторов с маркировкой AC/DC.
Тип охлаждения
Еще одной второстепенной, но в тоже время достаточно важной характеристикой является тип охлаждения трансформатора. Она ни на что не влияет, но может склонить чашу весов в сторону того или иного аппарата. Существуют сварочные трансформаторы с естественным охлаждением и принудительным. По сути, принудительное охлаждение лучше, так как позволяет более эффективно избавляться от излишка тепла во время работы. Но не все трансформаторы оснащены вентиляторами.
Mасса и размеры сварочного трансформатора

Не влияющими на производительность работы сварочного трансформатора являются его вес и габариты. Но, тем не менее, эти характеристики могут повлиять на выбор. Ведь именно от массы и габаритов трансформатора зависит, будет ли он передвижным или стационарным, будет он на колесах или же с ручками для переноски. Сегодня на рынке представлены различные модели и выбрать есть из чего. Но необходимо сразу оговориться, что высокомощные и производительные сварочные трансформаторы будут весьма громоздкими и тяжелыми, созданными для промышленных условий. В тоже время более компактные и легкие предназначены для простого обывателя. На сегодняшний день развитие технологий в сфере электротехники позволили создать сварочные аппараты с прекрасными рабочими характеристиками с относительно малым весом и с довольно скромными габаритами.
Выбор сварочного трансформатора для новичка в сварочном деле может показаться настоящим кошмаром. Особенно если нет понимания, за что отвечает та или иная характеристика. Чтобы принять правильное решение, следует пригласить на помощь специалиста, который сможет помочь в выборе. Но если заранее подготовиться, изучив все необходимые материалы о сварочных трансформаторах, выбор будет не таким уж и сложным делом.
Сварочные трансформаторы
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 В. При сварке на малых токах (60—100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 — 80 В.
Трансформаторы с нормальным магнитным рассеянием. На рис. 1 приводится принципиальная схема трансформатора с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора реактивной катушки).
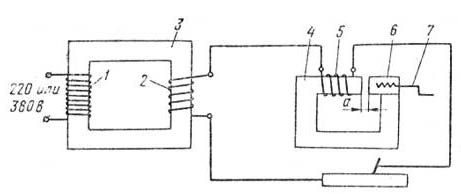
Рис. 1. Принципиальная схема трансформатора с отдельным дросселем (сварочный ток регулируется изменением воздушного зазора)
Понижающий трансформатор, основой которого является магнитопровод 3 (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе 3 имеются первичная 1 и вторичная 2 (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода 4, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода 5, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе 4 имеется подвижная часть б, которую можно перемещать с помощью винта, вращаемого рукояткой 7.
Первичная обмотка 1 трансформатора подключается в сеть переменного тока напряжением 220 или 380 В. Переменный ток высокого напряжения, проходя по обмотке 1, создаст действующее вдоль магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке 2 индуктируется переменный ток низкого напряжения. Обмотку дросселя 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора а между подвижной и неподвижной частями магнитопровода 4 (рис. 1). При увеличении воздушного зазора а магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора а дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока — зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
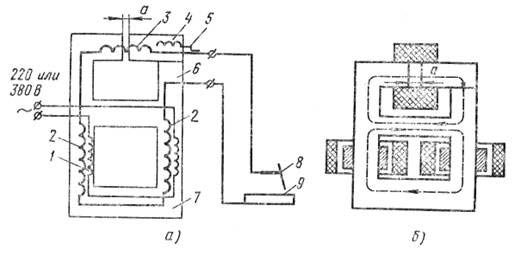
Рис. 2. Принципиальная электрическая и конструктивная схема трансформатора типа СТН в однокорпусном исполнении (а) и его магнитная схема (б). 1 — первичная обмотка; 2 — вторичная обмотка; 3 — реактивная обмотка; 4 — подвижной пакет магнитопровода; 5 — винтовой механизм с рукояткой; 6 — магнитопровод регулятора; 7 — магнитопровод трансформатора; 8 — электродержатель; 9 — свариваемое изделие
В 1924 г. академиком В. П. Никитиным была предложена система сварочных трансформаторов типа СТН, состоящих из трансформатора и встроенного дросселя. Принципиальная электрическая и конструктивная схема трансформаторов типа СТН в однокорпусном исполнении, а также магнитная система показаны на рис. 2. Сердечник такого трансформатора, изготовленный из тонколистовой трансформаторной стали, состоит из двух, связанных общим ярмом сердечников,— основного и вспомогательного. Обмотки трансформатора изготовлены в виде двух катушек, каждая из которых состоит из двух слоев первичной обмотки 1, выполненных из изолированного провода, и двух наружных слоев вторичной обмотки 2, выполненных из неизолированной шинной меди. Катушки дросселя пропитаны теплостойким лаком и имеют асбестовые прокладки.
Обмотки трансформаторов типа СТН изготовляют из медного или алюминиевого проводов с выводами, армированными медью. Величину сварочного тока регулируют с помощью подвижного пакета магнитопровода 4, путем изменения воздушного зазора а винтовым механизмом с рукояткой 5. Увеличение воздушного зазора при вращении рукоятки 5 по часовой стрелке вызывает, как и в трансформаторах типа СТЭ с отдельным дросселем, уменьшение магнитного потока в магнитопроводе 6 и увеличение сварочного тока. При уменьшении воздушного зазора повышается индуктивное сопротивление реактивной обмотки дросселя, а величина сварочного тока уменьшается.
ВНИИЭСО разработаны трансформаторы этой системы СТН-500-П и СТН-700-И с алюминиевыми обмотками. Кроме того, на базе этих трансформаторов разработаны трансформаторы ТСОК-500 и ТСОК-700 со встроенными конденсаторами, подключенными к первичной обмотке трансформатора. Конденсаторы компенсируют реактивную мощность и обеспечивают повышение коэффициента мощности сварочного трансформатора до 0,87.
Однокорпусные трансформаторы СТН более компактны, масса их меньше, чем у трансформаторов типа СТЭ с отдельным дросселем, а мощность одинакова.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока. Точность показаний шкалы составляет 7,5 % от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
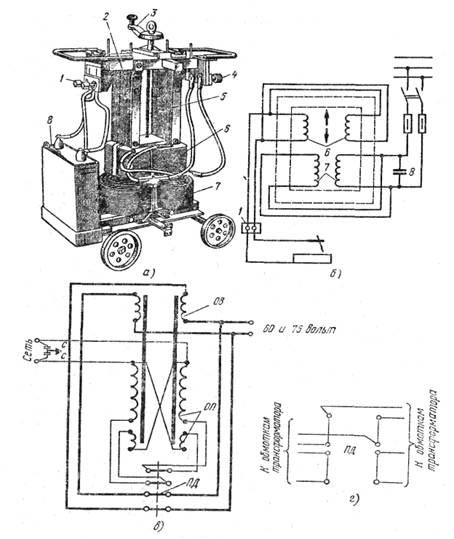 | |
| Рис. 3. Сварочные трансформаторы: а — конструктивная схема трансформатора ТСК-500; б — электрическая схема трансформатора ТСК-500: 1 — сетевые зажимы для проводов; 2 — сердечник (магнитопровод); 3 — рукоятка регулирования тока; 4 — зажимы для подсоединения сварочных проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор; в — параллельное; г — последовательное соединение обмоток трансформатора ТД-500; ОП — первичная обмотка; ОВ — вторичная обмотка; ПД — переключатель диапазона токов; С — защитный фильтр от радиопомех. | Рис.4 Портативный сварочный аппарат |
На рис. 3-а,б показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмоток 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности (соs φ). На рис. 3, в показана принципиальная электрическая схема трансформатора ТД-500.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов.
Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при . увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 или 380 В.
однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижно закреплены у нижнего ярма, а вторичной обмотки — подвижные. Переключение диапазонов тока производят переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора. Величину отсчета тока производят по шкале, отградуированной соответственно на два диапазона токов при номинальном напряжении питающей сети.
Емкостной фильтр, состоящий из двух конденсаторов, служит для снижения помех радиоприемным устройствам.
Правила техники безопасности при эксплуатации сварочных трансформаторов. В процессе работы электросварщик постоянно обращается с электрическим током, поэтому все токоведущие части сварочной цепи должны быть надежно изолированы. Ток величиной 0,1 А и выше опасен для жизни и может привести к трагическому исходу. Опасность поражения электрическим током зависит от многих факторов и в первую очередь от сопротивления цепи, состояния организма человека, влажности и температуры окружающей атмосферы, напряжения между точками соприкосновения и от материала пола, на котором стоит человек.
Сварщик должен помнить, что первичная обмотка трансформатора соединена с силовой сетью высокого напряжения, поэтому в случае пробоя изоляции это напряжение может быть и во вторичной цепи трансформатора, т. е. на электрододержателе.
Напряжение считается безопасным: в сухих помещениях до 36 В и в сырых до 12 В.
При сварке в закрытых сосудах, где повышается опасность поражения электрическим током, необходимо применять ограничители холостого хода трансформатора, специальную обувь, резиновые подстилки; сварка в таких случаях ведется под непрерывным контролем специального дежурного. Для снижения напряжения холостого хода существуют различные специальные устройства — ограничители холостого хода.
Сварочные трансформаторы промышленного использования, как правило, подключают к трехфазной сети 380 В, что в бытовых условиях не всегда удобно. Как правило, подключение индивидуального участка к трехфазной сети хлопотно и дорого, и без особой нужды это не делают. Для таких потребителей промышленность выпускает сварочные трансформаторы, рассчитанные на работу от однофазной сети с напряжением 220 — 240 В. Пример такого портативного сварочного аппарата приведен на рис.4. Этот аппарат, обеспечивающий разогрев дуги до 4000°С, уменьшает обычное сетевое напряжение, одновременно повышая сварочный ток. Ток в установленном диапазоне регулируется с помощью ручки, смонтированной на передней панели аппарата. В комплект аппарата входит сетевой кабель и два сварочных провода, один из которых соединен с электрододержателем, а второй - с заземляющим зажимом.
Обычно для домашних работ вполне подходят аппараты, вырабатывающие сварочный ток в 140 ампер при 20-процентном рабочем цикле. При выборе аппарата следует обращать внимание на то, чтобы регулировка сварочного тока была плавной.
Читайте также: