
Шахтная печь электрическая схема
Обновлено: 17.04.2024
Схема устройства электрических муфельных печей
Схема электрических печей, используемой в лабораториях, цехах и на производстве для проведения исследований, нагрева и плавки, схожа у разных производителей. Оборудование может быть разработано с камерой из керамики или волокнистых материалов. В зависимости от мощности и габаритов муфельная печь применяется для различных задач.
Функционирование муфельной печи зависит от скорости и уровня разогрева муфеля до определенной температурной отметки
Стандартная схема электрической муфельной печи
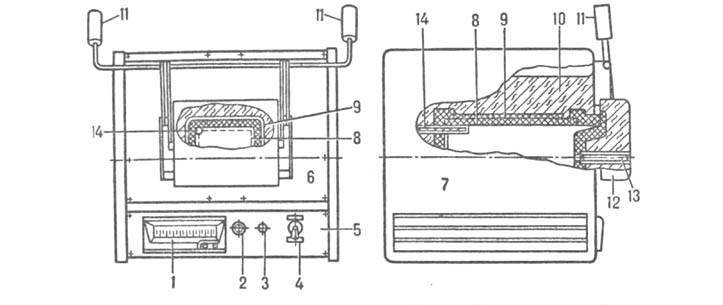
Как вы можете видеть на фото ниже, схема электрической муфельной печи предусматривает как нагнетание высоких температур, так и их поддержание. Для безопасной работы теплового прибора происходит отвод лишней влаги и пара. Также выполнена изоляция рабочих элементов. Состоит оборудование из:
- Регулирующего милливольтметра(№1).
- Индикаторов(№2).
- Предохранителя(№3).
- Выключателя(№4).
- Управляющего блока(№5).
- Нагревательного бокса(№6).
- Корпуса(№7).
- Керамического муфеля(№8).
- Нагревательного элемента(№9).
- Теплоизоляционного слоя(№10).
- Противовеса(№11).
- Двери(№12).
- Отсека для контрольной термопары(№13).
- Проема для терморегулятора(№14).
Подробная схема электропечи с муфелем прямоугольной формы
Особенности электрической схемы печи сопротивления
Рассматривая электрические схемы печей сопротивления можно выделить оборудование двух типов. Основным отличием является способ воздействия на обрабатываемые образцы:
1. Косвенный нагрев. Приборы подходят для плавки металлов и прочего. Конструкция состоит из:
- Деталей нагрева(№1).
- Футеровки(№2).
- Теплоизолирующего слоя(№3).
- Жароустойчивого пода(№4).
Конструкция печи сопротивления с косвенным нагревом

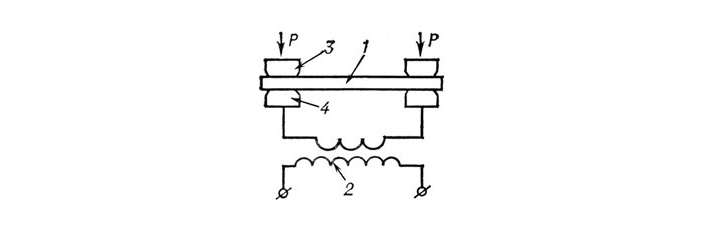
2. Прямой нагрев. Электроэнергия преобразуется в тепло непосредственно в нагреваемом изделии. Это позволяет достигать нужной температуры за короткое время. Конструкцию такого оборудования вы можете видеть ниже, где:
- Обрабатываемый образец (№1).
- Понижающий трансформатор (№2).
- Контакты (№3 и №4).
Конструкция печи сопротивления прямого нагрева
Муфельные печи для обжига керамики, ювелирные, мини и прочие модели с муфелем применяются для:
- Переплавки ценных металлов.
- Старения поверхностей.
- Обжига стекла и керамики.
- Сушки материалов, отличающихся высокой теплопроводностью.
Электрическая схема индукционной печи
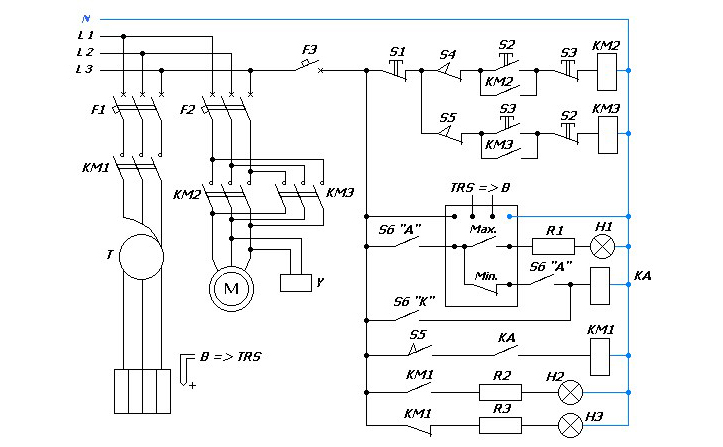
Электрическая схема индукционной печи представляет собой сложный механизм, обеспечивающий надежность прибора при выполнении различных задач. Она состоит из:
- Автовыключателя элементов нагрева (F1), электропривода дверцы (F2) и цепей управления техникой (F3).
- Промежуточного реле контактора нагревательных элементов (КА).
- Контактора элементов нагрева (KM1), электропривода открывания (KM2) и закрывания двери (KM3).
- Печного автотрансформатора (Т).
- Термодатчика (В).
- Электромагнитного тормоза (Y).
- Кнопки стоп (S1), открывания (S2), закрывания (S3), выключателей (S4) и (S5), переключения режимов работы (S6) дверцы.
- Двигателя привода печной двери (М).
- Терморегулятора (TRS).
- Сигнальной лампы превышения допустимой температуры (Н1), включения (Н2) и выключения нагревателя (Н3).
- Добавочных резисторов сигнальных ламп R1, R2 и R3.
Электрическая схема индукционной печи
Если вы хотите приобрести печь с камерой из волокна, обязательно обращайте внимание на электросхему прибора.
Ремонт и обслуживание муфельных печей могут проводить мастера, прошедшие специальные курсы, с изучением устройства и электросхем оборудования
Изучив схему электрической муфельной печи легко подобрать оптимальный вариант теплоприбора. Подробнее об особенностях техники можно узнать у специалистов компании Labor. Для консультации звоните по указанным на странице номерам!
Типы и конструкции электрических печей сопротивления косвенного действия


Способы загрузки и выгрузки нагреваемых изделий, а также способы их перемещения в электрических печах сопротивления в значительной степени определяют как их конструкцию, так и эксплуатационные свойства. На рис. 1 показаны основные типы электрических печей сопротивления, как периодического действия (садочных), так и непрерывного действия (методических), иллюстрирующие развитие путей их механизации.
Цифра I показывает типы печей периодического действия, в которых изделие в процессе нагрева неподвижно и механизируются лишь загрузка и выгрузка.
Индекс 1 относится к камерной печи с боковой дверкой, через которую в камеру загружаются вручную обычно небольшие изделия. Это универсальная печь, в которой механизация отсутствует.
Индекс 2 - шахтная печь с открывающейся крышкой. Здесь загрузка и выгрузка изделий осуществляется через верхнее отверстие печи, и поэтому они могут быть механизированы с помощью цехового крана или расположенного над печью тельфера. Подъем и отвод крышки в сторону могут осуществляться вручную (рычагом), либо с использованием крана или тельфера, либо, наконец, с помощью специального гидравлического или электромеханического механизма.
Индекс 3 соответствует колпаковой печи. В ее комплект входят несколько футерованных стендов, на которые может устанавливаться с помощью крана колпак (колокол) с нагревателями. Загрузка и выгрузка осуществляются с помощью мостового крана при снятом (установленном на другом стенде) колпаке. Перемещение колпака с одного стенда на другой также осуществляется с помощью мостового кра на.
Индекс 4 - камерная печь с выдвижным подом. Эти печи предназначены для нагрева крупных изделий, которые невозможно загружать вручную. Сама камера печи стоит на колоннах (или фундаменте), а днище ее представляет собой футерованную тележку, которая с помощью лебедки или расположенного на ней привода (самоходная) может выезжать по рельсам из-под печи. Загрузка и выгрузка тележки осуществляются с помощью мостового крана.
Индексом 5 отмечена элеваторная печь. Камера печи стоит на высоких колоннах, днище ее с загрузкой может подниматься в печь или опускаться вниз с помощью гидравлического подъемника. В нижнем положении днище печи становится своими катками на рельсы и может для загрузки и выгрузки выезжать из-под печи в цех под мостовой кран. Конструкции печей 2, 3 и 5 могут быть герметизированы и работать со специальной атмосферой или под вакуумом.
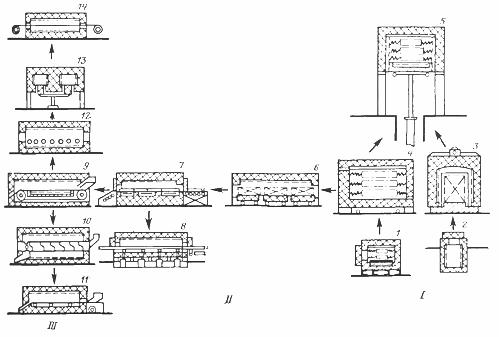
Рис. 1. Основные типы садочных и методических печей
Цифрами II и III обозначены печи непрерывного действия, в которых нагреваемые изделия перемещаются от одного конца печи к другому, причем цифрой II указаны печи, в которых перемещение изделий осуществляется периодически, толчками, а цифра III указывает печи, в которых это перемещение осуществляется непрерывно.
Индекс 6 - туннельная печь, в которой изделия помещаются на футерованных тележках, пропускаемых через камеру печи, имеющую форму туннеля. Через определенный промежуток времени все тележки продвигаются на длину, равную длине одной тележки, при этом одна из них выходит из печи для выгрузки, в то время как с противоположного конца печи в ее камеру входит очередная загруженная тележка.
Индекс 7 показывает толкательную печь. На загрузочный стол (справа) устанавливается жароупорный поддон с изделиями. Периодически открываются дверцы у торцов печи и толкатель (гидравлический или электромеханический) вдвигает поддон в печь, заставляя передвинуться весь ряд находящихся в печи на ее подовых жароупорных рельсах поддонов. При этом крайний левый поддон выходит из печи, после чего дверцы закрываются.
Индексом 8 отмечена печь с шагающим подом. В днище печи по ее длине вмонтированы жароупорные балки, которые с помощью привода получают возвратно-поступательное движение. При этом балки перед движением от загрузочного конца печи приподнимаются из пазов днища, приподнимают лежащие на подине печи изделия и перемещают их вдоль печи. Перед обратным движением балки опускаются в пазы днища, изделия садятся на подину и не участвуют в возвратном движении балок. Тем самым изделия периодически, шагами, перемещаются вдоль печи от загрузочного конца к выгрузке.
Индекс 9 у конвейерной печи. В камере печи на двух валах натянут цепной конвейер, полотно которого состоит из плетеной сетки или штампованных или литых цепных звеньев. При вращении ведущего (у стороны выгрузки) вала конвейер плавно перемещается, увлекая с собой загружаемые на него у загрузочного (справа) конца печи изделия. Конструкция конвейера может быть весьма различной.
Индекс 10 относится к барабанной печи. В камере печи расположен шнек - жароупорный барабан с архимедовой спиралью. При вращении барабана изделия перекатываются в барабане, перемещаясь постепенно от его загрузочного конца к разгрузочному.
Индекс 11 показывает печь с пульсирующим подом. На дне камеры печи находится на роликах жароупорный под в виде желоба, на который у загрузочного конца печи (справа) укладываются нагревавмые детали. Под с помощью привода с эксцентриком получает возвратно-поступательное движение, причем его движение назад (в сторону загрузки) плавное, а в сторону разгрузки - резкое, под действием пружины с ударом об амортизаторы. Благодаря этому изделия при ходе назад проходят тот же путь, что и под, в то время как при ходе вперед они по инерции при ударе проскакивают вперед относительно пода. В результате изделия импульсами постепенно перемещаются от загрузочного конца печи к выгрузке.
Под индексом 12 показана рольганговая печь. В поду ее камеры установлены жароупорные ролики, медленно вращающиеся против часовой стрелки. Благодаря этому уложенное на ролики справа изделие (в отличие от предыдущих трех типов печей эта печь предназначена для нагрева крупных изделий) постепенно транспортируется вдоль печи к ее разгрузочному концу.
Индекс 13 относится к карусельной печи. Это по существу конвейерная печь, свернутая в кольцо. Кольцеобразный вращающийся под заставляет уложенное на него через загрузочную дверку (в боковой стенке, не показана на рисунке) изделие совершить полный круг в печи к разгрузочной дверке, расположенной рядом с загрузочной.
Индекс 14 у протяжной печи, используемой для нагрева проволок или ленты. У торцов печи имеются барабаны, между которыми натянута проволока или лента. При вращении барабанов с одного из них лента (или проволока) сматывается, а на другой наматывается.

Конструкции низкотемпературных печей сопротивления
Низкотемпературные печи сопротивления не могут быть высокопроизводительными, так как коэффициенты теплопередачи при естественной конвекции невелики. Процесс можно интенсифицировать введением искусственной циркуляции, установив на своде печи или шкафа засасывающий вентилятор, а для того чтобы уменьшить расход тепла на нагрев воздуха, можно организовать его круговую циркуляцию. В этом случае вентилятор, засасывая воздух в верхней части печи, гонит его вниз по боковому теплоизолированному каналу и нагнетает в нижнюю часть печи.
Если же требуется производить сушку изделий и, следовательно, удалять испаряющуюся из нагреваемых деталей влагу, то устраивается смешанная циркуляция, при которой часть воздуха засасывается вентилятором из шкафа, а часть из помещения (рис. 2). Максимальная температура нагрева изделий в такого рода печах и сушилках обычно не превосходит 200 - 300 °С.
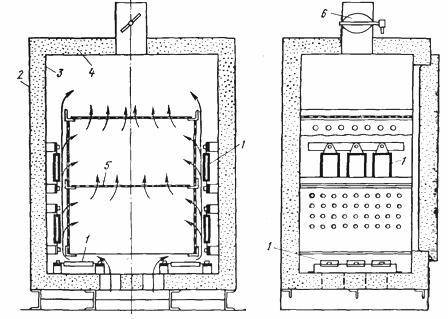
Рис. 2. Сушильный шкаф с естественной циркуляцией: 1 - нагревательные элементы, 2 - наружный каркас, 3 - внутренний каркас, 4 - теплоизоляция, 5 - этажерка для деталей, 6 - заслонка для регулирования воздуха.
Конструкция печи с замкнутым циклом циркуляции для нагрева мелких металлических изделий в слое или длинномерных изделий показана на рис. 3.
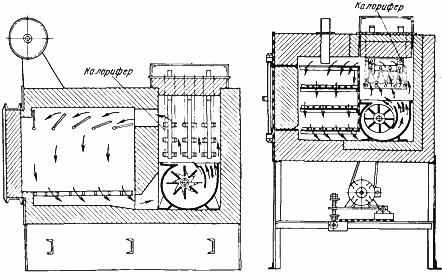
Рис. 3. Камерные печи с принудительной циркуляцией атмосферы и электрокалорифером
Это - шахтная печь, предназначенная для отпуска стальных изделий, в которую вставляются выполненные из жароупорного материала корзины с решетчатым или перфорированным дном, заполняемые изделиями, подлежащими нагреву.
Нагреватели расположены по бокам печи, вокруг корзины, но они отделены от нее жароупорным экраном с тем, чтобы предупредить прямое излучение и связанный с ним перегрев прилегающих к стенкам корзины изделий. Внизу печи расположен вентилятор, прогоняющий нагретый воздух через корзины. Затем этот воздух расходится по радиусам в кольцевое пространство между корзиной и стенками печи и подогревается, омывая нагреватели.
На рис. 4 показана толкательная печь для сушки сварочных электродов на температуру 400°С. Мощность печи 210 кВт, электроды укладываются на расположенные на тележках рамки и с помощью гидравлического толкателя и таскателя проводятся через печь. В печи имеется внутренний вентилятор 6, а также вынесенные вентиляторы 10.
Нагреватели расположены на боковых стенках печи. Таким образом, в этой печи потоки воздуха направляются перпендикулярно линии движения изделий. Такие печи можно строить многозонными.
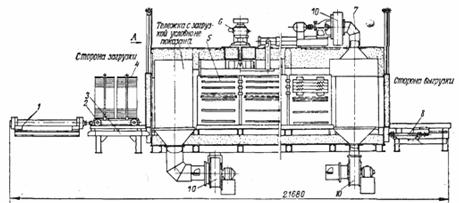
Рис. 4. Толкательная сушильная электропечь: 1 - толкатель, 2 - тележка, 3 - стол, 4 - рамки для укладки электродов, 5 - нагревательная камера, 6 - печной вентилятор, 7 - воздухопровод, 8 - тоскатель, 9 - гидропривод подъема дверцы, 10 - вынесенный вентилятор
Конструкции среднетемпературных печей сопротивления
Среднетемпературные термические печи чрезвычайно разнообразны. Простейшей и в то же время универсальной печью является камерная печь (рис. 5). Она состоит из прямоугольной камеры с огнеупорной футеровкой и теплоизоляцией, перекрытой сводом и помещенной в металлический кожух.
Печь загружается и выгружается через отверстие в передней стенке, прикрываемое дверцей. Нагреватели располагаются в поду и на боковых стенках печи, реже также и на своде. У очень крупных печей нагреватели располагаются и на задней стенке печи и на дверцах для обеспечения большей равномерности распределения температур в камере печи. Подовые нагреватели перекрываются обычно жароупорными плитами, на которые и укладываются нагреваемые изделия.
Дверки камерных печей, как правило, выполняются подъемными, у небольших печей с ручным или ножным приводом (при ножном приводе руки рабочего остаются свободными), у более крупных - с электромеханическим. В последнем случае устанавливаются у верхнего и нижнего положений дверки конечные выключатели, отключающие электродвигатель в крайних положениях.
Для отжига или иной термической обработки крупных деталей, которые невозможно загрузить в печь вручную, применяются камерные печи с выдвижным подом. Они представляют собой камеру без дна и обычно без передней стенки, стоящую на колоннах (рис. 6), и тележку на катках, на которой смонтированы подина и передняя стенка печи, передвигающуюся на рельсах с помощью электропривода или электромеханической лебедки. Тележка выезжает из-под печи, на нее краном загружают детали, после чего она подъезжает под камеру, и печь включается на нагрев.
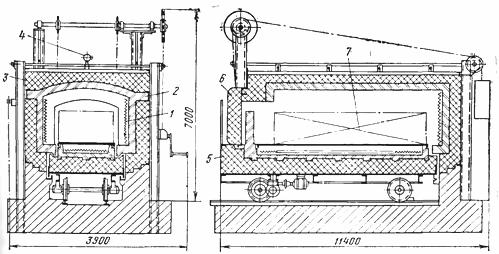
Рис. 6. Камерная печь с выдвижным подом: 1 - нагреватели, 2 - огнеупорная кладка, 3 - теплоизоляция, 4 - термопара, 5 - выдвижной под, 6 - дверца, 7 - садка
После окончания цикла отжига тележка вновь выезжает из под печи и разгружается. Нагреватели печи обычно располагаются на ее боковых, задней и передней стенках и в поду, а иногда для обеспечения более равномерного нагрева и на своде. Питание нагревателей пода и передней стенки осуществляется при помощи гибких кабелей или ножевых контактов. Такие печи экономичны лишь при крупной садке, они достигают емкости до 100 т и больше и мощности до 3000 - 5000 кВт.
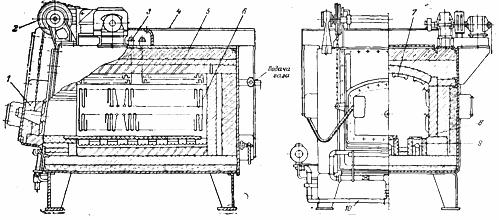
Второй распространенной группой печей периодического действия являются шахтные печи. Они выполняются в виде круглых, квадратных или прямоугольных шахт, открытых сверху и перекрываемых крышкой (рис. 7).
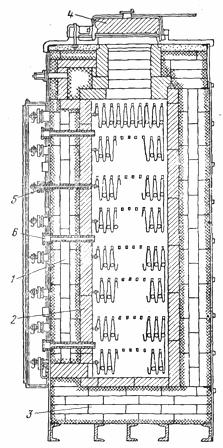
Рис. 7. Шахтная электропечь: 1 - нагреватели, 2 - огнеупорная кладка, 3 - теплоизоляция, 4 - крышка печи, 5 - вывод нагревателя, 6 - термопара.
Нагреватели в шахтных печах устанавливаются обычно по боковым стенкам (донные нагреватели устанавливаются редко, больше в плоских прямоугольных печах). Иногда в круглых печах, предназначенных для нагрева пустотелой цилиндрической загрузки (бунты проволоки, рулоны жести), кроме того, по оси устраивается вертикальный центральный нагреватель. Специальные жароупорные направляющие защищают нагреватели от повреждения опускаемыми в печь или вынимаемыми изделиями или корзинами с изделиями.
Шахтные печи выполняются иногда очень глубокими для термической обработки валов и труб (глубиной в 10 м и более) с несколькими тепловыми зонами для обеспечения равномерного нагрева по высоте. Партия труб собирается при этом вне печи, закрепляется в специальной подвеске и краном опускается в печь.
Эти печи являются менее универсальными по сравнению с камерными, но в некоторых случаях они имеют существенные преимущества. Загрузка тяжелых изделий в печь и их выгрузка могут быть легко осуществлены обычным мостовым краном цеха, а если его нет, то тельфером или блоком. Они занимают меньше места, так как обычно заглубляются в землю для облегчения их обслуживания. Их легко герметизировать и тем самым уменьшить окисление изделий путем создания песочного, масляного или водяного затвора для крышки.
Благодаря их большей компактности и лучшему уплотнению крышек по сравнению с дверцами потери этих печей меньше, чем камерных, и составляют от 15 до 25% номинальной мощности.
Конструкции методических печей различаются в основном в зависимости от применения того или иного механизма для перемещения нагреваемых изделий внутри печи. Так, конвейерные печи имеют конвейер - бесконечное полотно, натянутое между двумя валами, один из которых является ведущим и приводится во вращение специальным двигателем. Детали укладываются на конвейер вручную или специальным питателем и продвигаются на нем от загрузочного конца печи к разгрузочному.
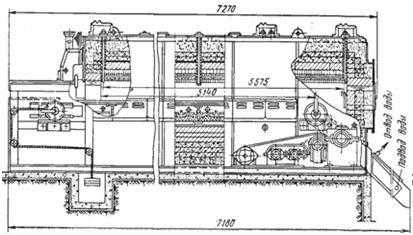
Рис. 8. Конвейерная закалочная электропечь
Полотно конвейера выполняется плетеным из нихромой сетки (для самых легких деталей) либо из штампованных пластин и соединяющих их прутков, а для тяжелых деталей - из штампованных или литых цепных звеньев. В последнем случае ведущий вал конвейера выполняется зубчатым и играет роль звездочек, зубья которых заходят между звеньями цепи.
Конвейер может быть размещен в камере печи целиком, вместе с обоими валами, в этом случае он все время нагрет и поэтому аккумулированное в нем тепло сохраняется.
Недостатками этой конструкции являются: весьма тяжелые условия для работы обоих валов конвейера, находящихся в зоне высокой температуры, трудность их ремонта (малая доступность) и неудобство в загрузке деталей на раскаленную поверхность конвейера. этом приходится охлаждать валы водой, что приводит к довольно значительным тепловым потерям. Поэтому часто концы конвейера и его нижнюю ветвь выносят за пределы футеровки. Естественно, что в этом случае конвейер подходит к загрузочному концу печи остывшим и, следовательно, накопленное им тепло пропадает. Эти потери тепла больше, чем потери с охлаждающей водой у печей с закрытым конвейером.
Нагреватели в конвейерной печи размещаются большей частью на своде и в поду, под верхней ветвью конвейера, реже на боковых стенках камеры. Конвейерные печи применяются для нагрева лишь сравнительно мелких деталей до 900°С, так как при более высокой температуре работа механически нагруженных частей конвейера становится ненадежной.
Особую группу составляют так называемые протяжные печи, служащие для нагрева проволок или лент из стали и цветных металлов. Они представляют собой камеру с нагревателями, через которую с большой скоростью (до 0,5 м/с) пропускается лента или пучок проволок (рис. 9). В протяжных же печах получается очень равномерный прогрев и брак по термообработке может быть сведен к нулю.
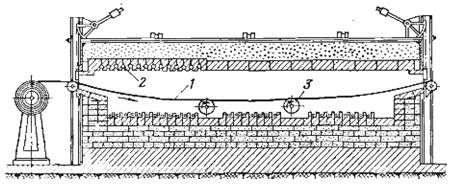
Рис. 9. Протяжная печь для ленты: 1 - нагреваемая лента, 2 - нагреватели печи, 3 - поддерживающие ролики.
Конструкции высокотемпературных печей сопротивления
Наиболее распространенной является группа печей с карборундовыми нагревателями. Карборундовые нагреватели могут работать до 1450°С, следовательно, печи с карборундовыми нагревателями, перекрывают диапазон 1200 - 1400°С. Они отличаются от среднетемпературных печей более толстой футеровкой, состоящей по крайней мере из трех слоев.
Так как сопротивление стержней существенно меняется за время разогрева и, кроме того, требуется во избежание их выхода из строя сравнительно медленный разогрев до 850 °С на пониженном напряжении, то высокотемпературные печи с карборундовыми нагревателями снабжаются регулировочными трансформаторами, позволяющими менять питающее напряжение небольшими ступенями по крайней мере в отношении 2:1.
Это необходимо еще и потому, что в эксплуатации стержни стареют, увеличивая свое сопротивление, вследствие чего необходимо для поддержания прежней мощности печи повышать подаваемое на нее напряжение.
Из-за старения, которое происходит с различной интенсивностью у отдельных стержней, не рекомендуется включать их последовательно из-за возможного различного изменения их сопротивления при нагреве. С другой стороны, при выходе из строя одного из параллельно включенных стержней его нельзя заменить новым, так как сопротивление остальных стержней уже увеличилось, надо их все заменить новыми или подобрать из старых, уже работавших стержней какой-либо с подходящим к данным условиям сопротивлением.
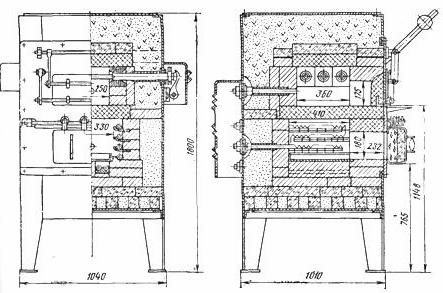
Рис. 10. Камерная высокотемпературная печь. Нижняя камера с металлическими нагревателями служит для подогрева, верхняя - высокотемпературная с карборундовыми нагревателями.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Электрические печи нагрева сопротивлением
Печь сопротивления представляет собой футерованную камеру. Тепло выделяется в нагревателе, после чего отдается нагреваемому изделию.
Электрические печи сопротивления по способу превращения электрической энергии в тепловую разделяются на печи косвенного действия и установки прямого нагрева.
Классификация печей нагрева сопротивлением по технологическому назначению
По технологическому назначению печи сопротивления косвенного нагрева можно разделить на три группы:
1) термические печи для различных видов термической и термохимической обработки черных и цветных металлов, стекла, керамики, металлокерамики, пластмасс и других материалов;
2) плавильные печи для плавки легкоплавких цветных металлов и химически активных тугоплавких металлов и сплавов;
3) сушильные печи для сушки лакокрасочных покрытий, литейных форм, обмазок сварочных электродов, металлокерамических изделий, эмалей и т. п.
Классификация электрических печей нагрева сопротивления по характеру работы

Электрические печи сопротивления обычно используют для термической обработки изделий, которые должны изменять свою температуру в соответствие с заданным режимом обработки. По первому способу изделие помещается в камеру печи и изменяют температуру внутри камеры в соответствии с графиком обработки, потом изделие выпускают, загружают новое, цикл повторяется. Такой способ принят в печах периодического действия (садочные печи). Есть два вида садочных печей – камерные и шахтные.
Для печи периодического действия (садочной) характерно неизменное положение нагреваемого тела (садки) в течение всего времени пребывания в печи. Цикл работы печи включает загрузку, тепловую обработку по заданному режиму и выгрузку. Печь может работать круглосуточно (тогда циклы непрерывно следуют друг за другом) или с перерывами – в одну или две смены.
По второму способу камерные печи сопротивления создают несколько температурных зон в соответствии с требуемым графиком обработки изделия. Обрабатываемое изделие перемещается с заданной скоростью от загрузочного окна к разгрузочному. При такой организации процесса возможно движение изделий непрерывным потоком. Это печи непрерывного действия (методические).
Эти печи используют в условиях серийного производства, автоматизация технологического процесса предполагает обеспечение:
1. Автоматического перемещения изделия с заданной скоростью внутри печи.
2. Автоматическую подачу необработанных изделий и уборки обработанных.
3. Автоматическая стабилизация t° в температурных зонах печи.
Печи непрерывного действия особенно удобны для работы в поточных технологических линиях с металлообрабатывающими станками и другими агрегатами и устройствами.
Классификация электрических печей нагрева сопротивлением по температурному режиму
Печи сопротивления косвенного нагрева разделяются по температурному режиму на низко-, средне- и высокотемпературные.
У первых верхняя температурная граница лежит в пределах 600–650°С и процессы теплообмена идут с значительной или даже преобладающей ролью конвекции. Низкотемпературные печи часто называют конвекционными печами.
В средне- и высокотемпературных печах теплообмен внутри печи осуществляется в основном излучением, а доля конвективного теплообмена незначительна. Печи с преобладающим лучистым теплообменом иногда называют радиационными.

Среднетемпературные печи имеют верхнюю температурную границу 1200–1250 °С, определяемую возможностью применения для нагревательных элементов специальных сплавов сопротивления. Технологические применения этих печей весьма обширны: процессы закалки, нормализации, отжига, термохимическая обработка черных металлов, нагрев под обработку давлением черных и цветных металлов и т. п.
Названные группы печей отличаются как конструктивно, так и механизмом передачи тепла от нагревателя к изделию. Таким образом, в низкотемпературных печах основным механизмом передачи тепла является конвекция, т.е. в таких печах тепло передается потоком циркулирующего воздуха. Для интенсификации процесса теплопередачи низкотемпературные печи обычно снабжают вентилятором и нагреватель иногда размещается в отдельной камере. Эта камера связана с основной камерой каналами для циркуляции воздуха. В средне и высоко температурных печах основное тепло от нагревателя к изделию передается излучением. Т.о., в данных печах установка вентилятора не нужна, но необходимо наличие оптической связи между нагревателем и изделием, т.е. они должны быть размещены в общей камере.

Другие конструктивные отличия связаны с устройством футеровки и материалом нагревательных элементов. В низкотемпературных печах футеровка содержит только теплоизоляционный слой, а жесткость футеровки обеспечивается двумя связанными между собой внешними и внутренними каркасами.
В среднетемпературных печах в футеровке появляется огнеупорный слой, выполненный их легковеса. Этот слой имеет механическую связь с внешним каркасом печи, в связи с чем надобность во внутреннем каркасе отпадает.
В высокотемпературных печах огнеупорный слой выполнен из шамота. Между огнеупорным слоем и слоем теплоизоляции вводится дополнительный слой легковеса для снижения температуры теплоизоляции до допустимой.
В низко и средне температурных печах используются металлические нагреватели их фехраля и константана при t° до 800 °С и нихрома до 100 °С.

В высокотемпературных печах обычно используют неметаллические нагреватели (карборундовые, графитовые, угольные). Такие нагреватели могут значительно изменять свое сопротивление при нагреве и в процессе эксплуатации. Кроме того, для надежной работы такие нагреватели должны разогреваться постепенно при малой мощности (иначе они растрескаются).
Учет этих специфических особенностей приводит к необходимости применять в высокотемпературных печах те или иные средства регулирования подводимого напряжения (автотрансформатор, регулируемый трансформатор).
Для многих технологических процессов требуются вакуум или инертные газы в рабочем пространстве печи, поэтому в ряде случаев печи сопротивления выполняют вакуумными, газонаполненными или вакуумно-компрессионными.
Типы и конструкции печей сопротивления косвенного нагрева
Электрические печи сопротивления периодического действия
Электропечи сопротивления периодического действия разнообразны по конструкции, их применяют в индивидуальном или мелкосерийном производстве. Из них наиболее широко распространены колпаковые, элеваторные, камерные и шахтные печи.
Колпаковая печь – печь периодического действия с открытым снизу подъемным нагревательным колпаком и неподвижным стендом. Нагреваемые детали (садка) 5 с помощью подъемно-транспортных устройств помещаются на стенд 1. Поверх них сначала устанавливается жаропрочный колпак – муфель 3, а затем основной колпак 2 камеры печи, выполненной из металлического каркаса с огнеупорной футеровкой. Нагревательные элементы 4 расположены по боковым стенкам колпака и в кладке стенда. Питание нагревательных элементов осуществляется с помощью гибких кабелей и штепсельных разъемов.
Печи сопротивления периодического действия: а – колпаковая; б – элеваторная; в – камерная; г – шахтная; 1 – стенд; 2 – камера печи; 3 – жаропрочный муфель; 4 – нагревательные элементы; 5 – нагреваемое изделие (садка); 6 – опускающийся под; 7 – подъемное устройство; 8 – свод; 9 – механизм подъема свода

По окончании нагрева электропитание колпака отключается и он переносится на соседний стенд, где уже установлена очередная загрузка для нагрева. Остывание садки происходит на стенде под жароупорным муфелем, что обеспечивает необходимую скорость остывания.
В колпаковых печах при каждом цикле теряется лишь теплота, запасенная в муфеле и кладке стенда, что составляет 10–15 % от теплоты, запасенной в кладке колпака.
Мощность колпаковых печей достигает нескольких сотен киловатт. Благодаря тому что колпак и муфель могут быть герметизированы, нагрев и остывание садки можно проводить в защитной атмосфере.

Элеваторная электропечь – печь периодического действия с открытой снизу неподвижной камерой нагрева 2 и с опускающимся подом 6. Она представляет собой цилиндрическую или прямоугольную камеру, установленную на колоннах на высоте 3–4 м над уровнем пола цеха.
Под печи поднимается и опускается гидравлическим или электромеханическим подъемником, который установлен под камерой нагрева. Нагреваемые изделия – садку 5 нагружают на тележку, затем с помощью лебедки продвигают под печь и поднимают подъемником 7, вдвигая в камеру. По окончании технологического процесса под опускается и изделие снимается.
В низкотемпературных печах нагреватели 4 расположены на стенках. В высокотемпературных печах нагреватели расположены на стенках и в поду.
Элеваторные печи служат для отжига, эмалирования, цементации, обжига керамических изделий, спекания и металлизации деталей.
Печи комплектуются многоступенчатыми трансформаторами.

Камерная электропечь – печь периодического действия с камерой нагрева, загрузка и разгрузка садки которой производятся в горизонтальном направлении. Камерная печь состоит из прямоугольной камеры 2 с огнеупорной футеровкой и теплоизоляцией, перекрытой сводом 8 и помещенной в металлический кожух. Печь загружается и выгружается через закрываемое дверцей отверстие в передней части.
В поду камерной печи обычно имеется жароупорная плита, на которой расположены нагреватели 4. В печах до 1000 К теплообмен обеспечивается за счет излучения или вынужденной конвекции, обеспечиваемой замкнутой циркуляцией печной атмосферы.

Электропечи сопротивления непрерывного действия (методические печи)

При установившемся технологическом процессе термообработки для увеличения производительности предпочтительно применять непрерывнодействующие печи. В зависимости от требований технологического процесса в таких печах кроме нагрева изделий до заданных температур можно производить выдержку при этой температуре, а также их охлаждение. В таком случае печи выполняют состоящими из нескольких зон, протяженность которых зависит от конкретных условий проведения технологического процесса.
Часто печи непрерывного действия объединяют в один полностью механизированный и автоматизированный агрегат, состоящий из нескольких печей. В частности, такая линия может включать в себя закалочную и отпускную печи, закалочный бак, моечную машину и сушилку.
Конструкции печей непрерывного действия различаются в основном механизмами перемещения нагреваемых изделий в рабочем пространстве печи.
Конвейерная печь – печь непрерывного действия с перемещением садки на горизонтальном конвейере.
Схема конвейерной электропечи: 1 – теплоизолированный корпус; 2 – загрузочное окно; 3 – нагреваемое изделие; 4 – нагревательные элементы; 5 – конвейер
Под печи представляет собой конвейер – полотно, натянутое между двумя валами, которые приводятся в движение специальными двигателями. Нагреваемые изделия укладываются на конвейер и передвигаются на нем через рабочее пространство печи. Конвейерная лента может быть выполнена плетеной из нихромовой сетки, штампованных пластин и соединяющих их прутков, а также для тяжелых нагреваемых изделий – из штампованных или литых цепных звеньев.

Конвейер размещается целиком в камере печи и не остывает. Однако валы конвейера находятся в очень тяжелых условиях и требуют водяного охлаждения. Поэтому часто концы конвейера выносят за пределы печи. В этом случае значительно облегчаются условия работы валов, но возрастают потери теплоты в связи с остыванием конвейера у разгрузочных и загрузочных концов. Нагреватели в конвейерных печах чаще всего размещаются на своде или в поду под верхней частью ленты конвейера, реже – на боковых стенках.
Конвейерные нагревательные печи в основном применяются для нагрева сравнительно мелких деталей до температуры около 1200 К.
Схема толкательной печи: 1 – толкатель с приводным механизмом; 2 – нагреваемые изделия; 3 – теплоизолированный корпус; 4 – нагревательные элементы; 5 – подина печи; 6 – закалочная ванна
Для высоких температур (выше 1400 К) применяются печи непрерывного действия с перемещением садки путем проталкивания вдоль рабочего пространства – толкательные печи. Они применяются для нагрева как мелких, так и крупных деталей. На поду таких печей устанавливаются направляющие в виде труб, рельсов или роликового пода, изготовленных из жароупорного материала, и по ним в сварных или литых специальных поддонах перемещаются нагреваемые изделия.
Перемещение поддонов обеспечивается электромеханическими или гидравлическими толкающими устройствами. Основное преимущество таких печей перед другими типами – их относительная простота, отсутствие сложных деталей из жароупорных материалов. Их недостатки – наличие поддонов, применение которых ведет к увеличению тепловых потерь и к повышенному расходу электрической энергии, ограниченный срок службы поддонов.
Толкательные печи , предназначенные для нагрева крупных заготовок правильной формы, выполняют без поддонов. При этом нагреваемые изделия укладывают в печь вплотную непосредственно на направляющие.

Толкательные водородные печи предназначены для различных технологических процессов, требующих нагрева в водороде или диссоциированном аммиаке. Они широко применяются в электроламповом производстве, при производстве металлокерамических деталей и твердых сплавов, для обжига и спекания керамики, для отжига и пайки металлических деталей и т. д.

При использовании в качестве защитного газа водорода или диссоциированного аммиака на загрузочных и разгрузочных камерах печи предусмотрены «свечи» для контроля заполнения ее рабочим газом. Состав рабочего газа каждой печи регулируется самостоятельно и расход его контролируется с помощью расходомеров для водорода и азота. Разгрузочные камеры печей имеют предохранительные клапаны для защиты от разрушения в случае образования в них взрывоопасной смеси.
Протяжная электропечь – печь непрерывного действия для нагрева проволоки, прутков или ленты путем непрерывной протяжки через камеру нагрева. Она представляет собой муфель с нагревателями, через который пропускается нагреваемое изделие.
Протяжная электропечь: 1 – теплоизолирующий корпус; 2 – нагреватель; 3 – муфель; 4 – нагреваемое изделие
В протяжных печах применяется также смешанный способ нагрева; прямой – с помощью контактных приводных роликов и косвенный – с помощью нагревателя. Косвенный нагрев обеспечивает термообработку концов прутка в начале и в конце процесса, когда прямой нагрев не может быть осуществлен.
Расчет параметров и разработка конструкции шахтной электропечи для газовой цементации
Карагандинский государственный технический университет
Кафедра Металлургия, материаловедение и нанотехнологии
Курсовой проект по дисциплине: «Оборудование литейных цехов»
Тема: «Расчет параметров и разработка конструкции шахтной электропечи для газовой цементации»
Караганда 2006
Исходные данные:
• Назначение печи: цементация
• Вид металла: низкоуглеродистая легированная сталь
• Масса детали: 3,3кг=0,0033т
• Исходная температура металла tн = 200С (холодный посад)
• Режим термообработки: нагрев хвостовиков до температуры 900-920 С и выдержка в науглероживающей среде.
Графическая часть содержит общий вид печи, нагревательная схема, крышка печи сборочный чертеж и спецификаций. Курсовой проект содержит 3 листа формата А1 графическая часть, 74 страниц пояснительной записки, спецификация формат А4 в Word.
Состав: Электропечь шахтная Ц-105 (ВО), Крышка (СБ), Нагревательная схема (ТС), ПЗ
Автоматизация основных производственных процессов шахтной печи
Белорусский государственный университет транспорта
Кафедра "Автоматика и автоматизация"
Курсовой проект по дисциплине "Основы автоматики и автоматизации производственных процессов"
На тему "Автоматизация основных производственных процессов шахтной печи"
Гомель 2015
В данной работе рассматривается автоматизация основных производственных процессов шахтной печи, с использованием нормативной литературы, функциональные схемы управления электроприводами загрузки шахтной печи, расчет ленточных конвейеров и др.
Содержание
Нормативные ссылки…………………………………………………………….4
Определения………………………………………………………………………4
Обозначения и сокращения……………………………………………………. 4
Введение………………………………………………………………………….5
1. ФУНКЦИОНАЛЬНАЯ СХЕМА УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДАМИ ЗАГРУЗКИ ШАХТНОЙ ПЕЧИ…………………………………………………6
2. ПРИНЦИПИАЛЬНАЯ СХЕМА УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДАМИ
ЗАГРУЗКИ ШАХТНОЙ ПЕЧИ ……………………………………………….7
Шахтная печь……………………………………………………………………….8
Скиповое загрузочное устройство……………………………………………..10
Командно-электропневматический прибор………………………………….11
Пускатель магнитный……………………………………………………………11
Температурное реле……………………………………………………………….12
Сигнализация……………………………………………………………………….13
3. РАСЧЕТ ПРИВОДА К ЛЕНТОЧНОМУ КОНВЕЙЕРУ……………………13
Заключение……………………………………………………………………….17
Список литературы………………………………………………………………18
Состав: Технологическая, элементарная, кинематическая схемы и схема разгрузки воды
Чертежи, проекты, 3D модели.

Состав: Аппарат выпарной с ректификационной колонной (СБ), Теплообменник (СБ), Камера греющая (СБ), Трубная решетка, Спецификации, Пояснительная записка.
Аппарат выпарной с укрепляющей ректификационной колоннойСофт: AutoCAD 2018
Состав: Пояснительная записка. Спецификация 3 листов формата А1 графической части. 1-ый лист графической части Фасад 1-20 М1:400, Фасад В-И М1:400, Фасад А-И М1:400, Совмещенный план кровли и фундаментов М1:400, план раскладки ферм, плит покрытия, прогонов и связей по нижнему поясу М1:400, узлы 1-6 М1:50. 2-ой лист графической части Разрез 4-4 М 1:50, разрез 5-5 М 1:50, разрез 3-3 М 1:200, генплан участка застройки, экспликация к генплану, узлы 7-9. 3-ий лист графической части Разрез 1-1 М 1:200,разрез 2-2 М 1:200,разрез 6-6 М 1:100,фасад 13-6 М 1:200, план 1-ого и 2-ого этажа АБК М 1:200,план фундаментов АБК М 1:200, план перекрытия и кровли АБК М 1:200, экспликация помещений.
Проект одноэтажного промышленного здания в г. МоскваСофт: STEP / IGES
Состав: 3D Сборка без истории построения + узлы 3D
Транспортер подачи тестаСофт: STEP / IGES 2014
Состав: 3D Сборка
3D Модель культиватор модели 25.00.000Софт: SketchUp 21.1.279
Состав: 3D Модели
Брусья настенныеСофт: КОМПАС-3D 18.1
Состав: 3D сборка
Подставка под мотоциклСофт: КОМПАС-3D 17.1
Состав: Записка, Аппаратно-технологическая схема
Производство помадных конфет "Черемушки"Софт: КОМПАС-3D 17
Состав: Двухшнековый смеситель СБ (СБ), Шнек сборочный чертёж(СБ), Труба, Цапфа левая, Цапфа правая, Кинематическая схема установки, Спецификации, ПЗ.
Двухшнековый смеситель для производства хлеба производительностью 5000 кг/чСофт: КОМПАС-3D 17.1
Состав: Вал ведомый, Колесо зубчатое, Крышка подшипника глухая, Крышка подшипника сквозная, Редуктор (сборочный чертеж), Спецификация.
Расчет и проектирование редуктора привода к роликовому конвейеруСофт: КОМПАС-3D 19.04
Состав: раскрой dxf
Мангал ВАЗ 2109Софт: КОМПАС-3D 19
Состав: Модель одной деталью
Анкерные столбикиСофт: КОМПАС-3D 16,1
Состав: Габаритная 3D сборка
Редукторы РК-500 и РК-600Софт: КОМПАС-3D 18.1
Утилита для создания переменного угла штриховки в соприкасающихся контурахСофт: КОМПАС-3D 18.1
Утилита для задания неуказанной шероховатостиСофт: КОМПАС-3D 15
Состав: Модель детали
Накладки на раму ГазСофт: КОМПАС-3D 16
Состав: чертежи, ПЗ
Технологический процесс восстановления детали «Вал»Софт: КОМПАС-3D 19.1
Состав: 3D Сборка
Чаша для огня- мангал "Кубок крестоносца"Софт: КОМПАС-3D 19.1
Состав: 3D Сборка
Пилон для полденса
Открытое бета-тестирование КОМПАС-3D v20. Приглашаем всех желающих испытать новинки!
В этом году старт бета-тестирования будущей версии приурочен ко Дню рождения компании АСКОН – 1 апреля нам исполнилось 32 года! [. ]Библиотека электромонтажных изделий КОМПАС-3D
Библиотека электромонтажных изделий БибЭлИй v0.1 для CAD системы КОМПАС-3D. Данная библиотека содержит электромонтажные изделия, создана специально для вашего удобства при [. ]Использование новых возможностей КОМПАС-3D v19 для проектирования
В июле 2020 года компания АСКОН выпустила новую версию системы проектирования КОМПАС-3D. Разработчики продолжают улучшать КОМПАС, подвергать его новым испытаниям [. ]Консорциум «РазвИТие» представил на ИТОПК план перевода PLM-комплекса на Linux
15 сентября в Москве открылся Десятый форум «Информационные технологии на службе оборонно-промышленного комплекса» (ИТОП [. ]Итоги Национального чемпионата WorldSkills: «золото» у пользователей Renga + интервью с главными экспертами CAD и BIM
С 25 по 29 августа в Уфе прошел финал Национального чемпионата «Молодые профессионалы» (WorldSkills Russia). Более 1700 [. ]Консорциум «РазвИТие» представит на «ИТОПК-2021» решения для цифрового проектирования на отечественных процессорах, ОС и СУБД
Консорциум «РазвИТие», объединяющий компании АСКОН, НТЦ «АПМ», ТЕСИС, Эремекс и ADEM, покажет на Форуме по цифровизации [. ]Наши партнеры:
Портал «В масштабе.ру» работает при поддержке крупнейшего российского разработчика комплексных решений для автоматизации инженерной деятельности и управления производством — компании АСКОН
Приглашаем отраслевые CAD компании, журналы, обучающие центры, высшие учебные заведения к сотрудничеству и информационному партнерству.
Читайте также: