
Если уменьшить расстояние между обмотками сварочного трансформатора то сварочный ток
Обновлено: 01.05.2024
Как считаете будет работать сварочный или нет
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Если уменьшить расстояние между обмотками сварочного трансформатора то сварочный ток
Загрузка. Пожалуйста, подождите.
Тестовые задания - специальный блок
Тестовые задания по профессии
"Электросварщик ручной сварки"
для сертификации профессиональной квалификации
выпускников учреждений НПО
Специальный блок
профессия "Электросварщик ручной сварки"
II уровень
Уважаемый посетитель, Вы прочитали статью "Тестовые задания - специальный блок", которая опубликована в категории "Методические материалы". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Если уменьшить расстояние между обмотками сварочного трансформатора то сварочный ток
Вопрос 1. Устройство и назначение сварочного трансформатора.
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного - сварочные выпрямители и сварочные преобразователи.
Источник питания сварочной дуги – сварочный трансформатор - обозначается следующим образом:
ТДМ-317, где:
Т - трансформатор;
Д - для дуговой сварки;
М - механическое регулирование;
31 - номинальный ток 310 А;
7 - модель.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока.
Трансформатор (рис. 22) имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, - вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.
8 нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка - подвижная и может перемещаться по сердечнику при помощи винта 4, с которым она связана, и рукоятки 5, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока - 65-460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40-180 А. Диапазоны тока переключают выведенной на крышку рукояткой.
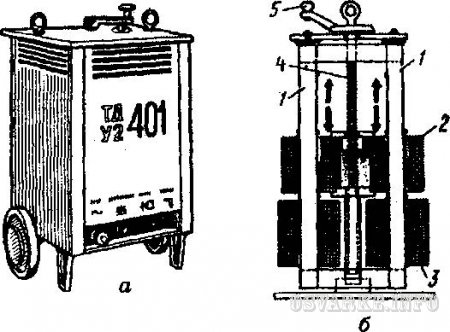
Рис. 22. Сварочный трансформатор:
а - внешний вид; б - схема регулирования сварочного тока
Свойства источника питания определяются его внешней характеристикой, представляющей кривую зависимости между током (I) в цепи и напряжением (U) на зажимах источника питания.
Источник питания может иметь внешнюю характеристику: возрастающую, жесткую, падающую.
Источник питания для ручной дуговой сварки имеет падающую вольт-амперную характеристику.
Напряжение холостого хода источника питания - напряжение на выходных клеммах при разомкнутой сварочной цепи.
Номинальный сварочный ток и напряжение – ток и напряжение, на которые рассчитан нормально работающий источник.
Вопрос 2. Способы заполнения шва по сечению.
По способу заполнения по сечению швы:
• однопроходные, однослойные (рис. 23, а);
• многопроходные многослойные (рис. 23, б);
• многослойные (рис. 23, в).

Рис. 23. Сварные швы по заполнению сечения шва
Если число слоев равно числу проходов дугой, то такой шов называют многослойным.
Если некоторые из слоев выполняют за несколько проходов, то шов многопроходный.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные - в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняют:
• двойным слоем;
• каскадом;
• блоками;
• горкой.
В основу всех этих способов положен принцип обратно-ступенчатой сварки.
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака: сварка на длине 200-400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15-20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20-25 мм и более для предотвращения трещин применяют сварку:
• каскадом;
• блоками;
• поперечной горкой.
Заполнение многослойного шва для сварки горкой и каскадом производится по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью, и трещин не образуется. Длина ступени при каскадной сварке равна 200-400 мм (рис. 24, а).
При сварке блоками многослойный шов сваривают отдельными ступенями, промежутки между ними заполняют по всей толщине слоями (рис. 24, б).
При соединении деталей из закаливающихся при сварке сталей рекомендуется применять сварку блоками. Из незакаливающихся (низкоуглеродистых) сталей - лучше выполнить сварку каскадом.
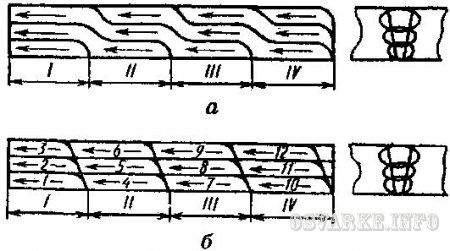
Рис. 24. Заполнение шва по сечению:
а - каскадом; б – блоками
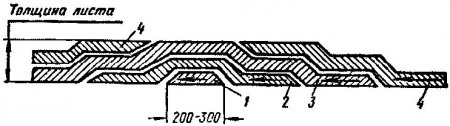
Рис. 25. Сварка горкой
Таким образом, выполняют сварку (заполнение разделки) в обе стороны от центральной горки короткими швами. Каскадный метод является разновидностью метода горки.
При сварке методом горки (рис. 25) на участке 200-300 мм накладывают первый слой, после очистки его от шлака на него накладывают второй слой, по длине в 2 раза больший, чем первый. Затем, отступив от начала второго слоя на 200-300 мм, производят наплавку третьего слоя и т. д.
3. Задача. Объясните влияние серы и фосфора на качество сварного шва.
Сера и фосфор являются вредными примесями стали и чугуна. Их избыточное количество вызывает образование трещин в сварном шве. Сера вызывает трещины в горячем состоянии шва (явление красноломкости), фосфор - в холодном (явление хладноломкости).
Технология сварочных работ тестовые задания
1. Выбор силы сварочного тока зависит от:
а) марки стали и положения сварки в пространстве
б) толщины металла, диаметра электрода, марки стали и положения в пространстве
в) диаметра электрода, марки стали детали и положения сварки в пространстве
2. Существуют способы уменьшения, предупреждения деформаций при сварке. Один из них - обратный выгиб детали - это:
а) когда деформированное соединение обрабатывают на прессе или кувалдой
б) перед сваркой детали предварительно изгибают на определенную величину в обратную сторону по сравнению с изгибом, вызываемым сваркой
в) перед сваркой детали очень жестко закрепляют и оставляют в таком виде до полного охлаждения после сварки
3. Обратноступенчатый шов выполняется следующим образом:
а) от центра (середины) детали к краям
б) участками (ступенями), длина которых равна длине при полном использовании одного электрода
в) длину шва разбивают на ступени и сварка каждой ступени производится в направлении, обратном общему направлению сварки
4. К каким дефектам относятся трещины, поры?
а) к наружным
б) к внутренним
в) к наружным и внутренним
5. При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнении со сваркой в нижнем положении должна быть
а) увеличена на 5-10%
б) уменьшена на 5-10%
в) не изменяться
6. Что не входит в дополнительные показатели режима сварки?
а) угол наклона электрода
б) тип и марка электрода
в) напряжение
7. Как влияет увеличение напряжения на размеры и форму шва?
а) увеличивает глубину проплавления
б) увеличивает ширину шва
в) уменьшает ширину шва
8. Сварочная электрическая дуга представляет собой:
а) столб газа, находящего в состоянии плазмы
б) струю расплавленного металла
в) столб паров материала электродной проволоки
9. Причина возникновения деформаций при сварке - это:
а) неравномерный нагрев и охлаждение свариваемой детали
б) нерациональная сборка детали под сварку
в) неправильно проведенная термообработка детали после сварки
10. Заварка кратера производится следующим образом:
а) резким обрывом дуги
б) плавным обрывом дуги
11. Выбрать правильный ответ:
а) при недостаточном токе дуга горит более устойчиво, электрод плавится быстро
бб) при недостаточном токе дуга горит не устойчиво, электрод плавится медленнее
12. Сварочные деформации при сварке плавлением возникают:
а) всегда
6) очень редко
в) никогда
13. Как изменяется величина сварочного тока при увеличении длины дуги?
а) увеличивается
б) уменьшается
в) не изменяется
14. В дополнительные показатели режима сварки не входит:
а) угол наклона электрода
б) тип и марка электрода
в) скорость сварки
15. Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то соединение называется
а) угловым
б) стыковым
в) тавровым
г) нахлесточным
16. Статическая вольт-амперная характеристика сварочной дуги это:
а) зависимость силы тока сварочной дуги от ее сопротивления
б) зависимость сопротивления сварочной дуги от силы тока источника питания
в) зависимость напряжения сварочной дуги от силы сварочного тока
17. Ионизация столба сварочной дуги необходима для:
а) усиления переноса металла через дугу
б) стабилизации горения дуги
в) возникновения капельного переноса металла
18. К сварочным швам средней длины относятся швы длиной:
а) 250-500мм
б) 250-1000мм
в) 100-300мм
19. Что нужно сделать с силой тока для сварки в горизонтальном положении?
а) увеличить
б) уменьшить
в) оставить прежним
20. Выбрать основные параметры режима сварки:
а) сила тока
б) катет шва
в) диаметр электрода
г) притупление кромок
д) скорость сварки
е) положение в пространстве
ж) напряжение на дуге
21. Какой способ сварки труб применяется при неповоротном, недоступном положении
а) способ "в лодочку"
б) способ "с козырьком"
в) с глубоким проваром
г) погруженной дугой
22. При ручной сварке повышение напряжения дуги приводит:
а) к снижению сварочного тока
б) к повышению сварочного тока
в) ток не изменяется
23. Как называется дефект, представляющий собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва?
а) непровары
б) прожоги
в) подрезы
24. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет:
а) 15-20гр.
б) 30-45гр.
в) 60гр.
26. Стабильность горения дуги зависит от
а) напряжения сети
б) силы сварочного тока
в) наличия ионизации в столбе дуги
27. Зона термического влияния – это:
а) участок основного металла, подвергшийся расплавлению
б) участок основного металла, не подвергшийся расплавлению, структура которого изменяется
в) участок основного металла, не подвергшийся расплавлению, структура которого не меняется
28. Электроды с тонким покрытием обозначаются буквой
а) С
б) Д
в) М
г) Г
29. Горячие трещины в металле шва возникают из-за
а) повышенного содержания фтора
б) повышенного содержания водорода
в) повышенного содержания серы
30. Водород образует в металле шва при сварке
а) поры
б) непровары
в) кратеры
31. Покрытые электроды предназначены для
а)а) ручной дуговой сварки
б) сварки в защитных газах
в) сварки под флюсом
32. Основное покрытие электрода обозначается буквой
а) А
б) Р
в) Б
33. Основной вид переноса металла при ручной дуговой сварке покрытым электродом
а) мелкокапельный
б) крупнокапельный
в) струйный
34. При ручной дуговой сварке наибольшая температура наблюдается
а) в катодной зоне
б) в столбе дуги
в) в анодной зоне
35. Шов на "проход" выполняется следующим образом
а) деталь проваривается от одного края до другого без остановок
б) деталь проваривается от середины к краям
в) деталь проваривается участками (ступенями, длина которых равна длине при полном использовании одного электрода)
36. Сварка сталей, относящихся к первой группе свариваемости, выполняется:
а) с соответствующими ограничениями, в узком интервале тепловых режимов и ограниченной температурой окружающего воздуха
б) без особых ограничений, в широком интервале тепловых режимов, независимо от температуры окружающего воздуха
в) с предварительным или сопутствующим подогревом изделия
37. Правильной подготовкой стыка изделий толщиной более 15 мм является
а) V–образная разделка кромок
б) без разделки кромок
в) Х–образная разделка кромок
38. Диаметр электрода равен
а) диаметру покрытия
б) радиусу покрытия
в) диаметру стержня
39. Знаменатель полного обозначения электрода марки АНО-4 выглядит так:
Е43 1-РБ21
Что обозначает цифра 2?
а) для сварки во всех пространственных положениях, кроме вертикального сверху вниз
б) для сварки нижнего, горизонтального и вертикального снизу вверх
в) во всех пространственных положениях
40. Катет шва наиболее точно можно измерить с помощью
а) металлической линейки
б) угольника
в) штангенциркуля
г) шаблона
41. Знаменатель полного обозначения электрода марки УОНИИ-13/45 пишется так:
Е432(5)-Б10
Что обозначает цифра 0?
а) для сварки на постоянном токе любой полярности и на переменном токе с напряжением холостого хода источника переменного тока 50В
б) для сварки на постоянном токе любой полярности
в) для сварки на постоянном токе обратной полярности
42. Покрытые электроды перед работой надо:
а) просушить на батареях отопления
б) просушить в сушильных шкафах
в) прокалить в электропечах
43. Расшифровать тип электрода Э46А, где Э - электрод, 46-А - это:
а) предел текучести, легированный азотом
б) предел текучести, уменьшенное содержание серы и фосфора
в) временное сопротивление разрыву
44. Что указывается в типе электрода для сварки легированных сталей?
а) временное сопротивление на разрыв
б) химический состав стержня
в) химический состав покрытия
45. Что означает цифра 2 в обозначении марки электрода
Э46-АНО4—УД
Е 430-Р21
а) пространственное положение сварки
б) род тока
в) полярность тока
г) вид электродного покрытия
46. Подставить недостающую цифру вместо звездочки в условное обозначение электрода:
Э42А-УОНИ-13/45-3,0-УД
Е432(5) Б*0
а) 1
б) 2
в) 3
47. К какому полюсу источника питания подключается электрод при сварке на обратной полярности?
а) к положительному полюсу
б) к отрицательному полюсу
в) не имеет значения
48. Номинальный сварочный ток и напряжение источника питания – это:
а) максимальный ток и напряжение, которые может обеспечить источник
б) напряжение и ток сети, к которой подключен источник питания
в) ток и напряжение, на которые рассчитан нормально работающий источник
49. Для чего используется обратный провод?
а) для соединения электрода с источником питания
б) для соединения изделия с источником питания
в) для соединения электрода и изделия с источником питания
50. Выберите тип электрода для сварки углеродистых сталей
а) Э-150
б)Э-80
в)Э-46
51. Выбор типа, марки электрода зависит от
а) диаметра электрода
б) толщины покрытия
в) марки свариваемого металла
52. Для чего в разделке заготовок делают притупление кромок?
а) для лучшего провара корня шва
б) исключить прожог
в) для получения качественного сварного изделия
53. Укажите газ, не оказывающий отрицательного влияния на качество сварного шва
а) азот
б) кислород
в) гелий
г) водород
54. Непосредственно к сварному шву прилегает участок
а) перегрева
б) неполного расплавления
в) нормализации
55. Разрушение при горячей пластической деформации (красноломкость) в стали вызывает
а) высокое содержание углерода
б) повышенное содержание серы
56. Усадка металла сварного шва наблюдается
а) при малой массе металла в сварочной ванне
б) при большой массе металла в сварочной ванне
57. Возбуждение сварочной дуги производится
а) твердым соприкосновением электрода с поверхностью заготовки
б) резким толчком заготовки электродом
в) постукиванием или легким касанием электрода по заготовке
58. Как влияет уровень легирования стали на ее свариваемость?
а) улучшается
б) ухудшается
в) остается без изменений
Оборудование
59. Выпрямители имеют маркировку
а) ВД
б) ТД
в) ТДМ
60. Если переключить соединение обмоток 3-х фазного трансформатора со звезды на треугольник, то сварочный ток
а) увеличится
б) не изменится
в) уменьшится
61. Как регулируется сила сварочного тока в балластном реостате РБ-201?
а) плавно
б) через каждые 15А, т.е. ступенчато
в) через каждые 10А, т.е. ступенчато
62. Как включаются обмотки трехфазного трансформатора при малых токах?
а) треугольником
б) звездой
в) параллельно
г) последовательно
63. Напряжение холостого хода источника питания – это:
а) напряжение на выходных клеммах при разомкнутой сварочной цепи
б) напряжение на выходных клеммах при горении сварочной дуги
в) напряжение сети, к которой подключен источник питания
64. Сварочный выпрямитель относится к:
а) оборудованию для сварки
б) сварочной оснастке
в) приспособлениям для сварки
65. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
a) путем изменения расстояния между обмотками
б) путем изменения соединений между катушками обмоток
в) не регулируется
66. Обмотки трехфазного трансформатора при больших токах включаются
а) треугольником
б) звездой
в) параллельно
г) последовательно
67. ВД–306 обозначает:
а) выпрямитель диодный, напряжение 306в
б) выпрямитель для РДС, номинальный сварочный ток 300А
в) возбудитель дуги, сила тока 306А
68. Сварочный трансформатор является
а) источником переменного тока
б) источником постоянного тока
69. Температура плавления стали находится в промежутке
а) 900–1000 градусов
б) 1200–1600 градусов
в) 1600–1700 градусов
1. Поставьте операции по порядку (цифры 1-6)
1. зажигание дуги;
2. перемещение электрода;
3. удержание дуги;
4. подготовка кромок;
5. отбитие шлака;
6. сборка изделия.
2. Соотнесите виды покрытий с их обозначениями:
1) рутиловое 2) кислое 3) основное 4) целлюлозное
а) А б) Б в) Ц г) Р д) П
3. Вставьте пропущенное слово: "Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора,_______________"
4. От каких параметров зависит выбор силы сварочного тока?
Диаметра электрода, марки стали детали, положения сварки в пространстве
5. Что не входит в дополнительные параметры режима сварки?
Напряжение на дуге, скорость сварки
6. Дополните предложение: "Сварочная электрическая дуга – это_____________________"
Столб газа, находящийся в состоянии плазмы
7. Как изменяется величина сварочного тока при увеличении длины дуги?
8. Дополните предложение: "Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то это соединение называется _______________"
9. Сварочные швы средней длины – это швы длиной________мм
10. Перечислите основные параметры режима сварки
Сила тока, диаметр электрода, скорость сварки
11. Как называется дефект, представляющий собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва?
12. Что нужно сделать с силой тока для сварки в горизонтальном положении?
13. Какой способ сварки труб применяется при неповоротном, недоступном положении?
14. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет______градусов
15. Дополните предложение: "Зона термического влияния – это____________________________"
Участок основного металла, не подвергшийся расплавлению, структура которого изменяется
16. Электроды с тонким покрытием обозначается буквой________
17. Основное покрытие электрода обозначается буквой______
18. Катет шва наиболее точно можно измерить с помощью_________
19. Расшифровать тип электрода Э46А, где Э – электрод, 46-А – это______________
Временное сопротивление разрыву, пластичность и вязкость металла шва
20. К какому полюсу источника питания подключается электрод при сварке на обратной полярности?
К положительному полюсу
21. Для чего используется обратный провод?
Для соединения изделия с источником питания
22. Для чего в разделке заготовок делают притупление кромок?
Оборудование
23. Как регулируется сила сварочного тока в балластном реостате РБ-201?
Через каждые 10А, т.е. ступенчато
24. Как включаются обмотки трехфазного трансформатора при малых токах?
25. Как осуществляется плавное регулирование силы тока сварочном трансформаторе?
Путем изменения расстояния между обмотками
26. Вставьте пропущенное слово: "Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора,______________"
Как настроить сварочный ток начинающему сварщику

Сварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла. Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.

Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:
- Электродом 2 мм можно сваривать металл толщиной от 1 до 2 мм. Сварочный ток при этом должен быть от 20 до 50 ампер;
- Электродом 2,5 мм сваривается металл толщиной от 2-3 мм. Значения тока на инверторе выставляются в пределах от 40 до 80 ампер;
- Электродом 3 мм рекомендуется варить металл, толщина которого составляет 3-5 мм. Значения тока при этом должно быть около 100-120 ампер.

Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Практическое руководство по подбору сварочного тока
Рассмотрим на конкретном примере, как правильно подобрать значения тока для сварки начинающим сварщикам. Итак, сначала выставляем рекомендуемое значение сварочного тока из таблицы выше. При этом учитываем толщину свариваемого металла и диаметр используемых электродов.

Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.

В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки. Наиболее всего тока необходимо для сварки угловых соединений.
Как правильно регулировать ток трансформатора в сварочном полуавтомате

Несмотря на распространение новых, инверторных, аппаратов, у многих людей в гаражах и сараях остались старые устройства, которые нуждаются в ручной регулировке. Ее нельзя производить так же, как регулировать ток трансформатора в сварочном полуавтомате или инверторе, в которых эту работу выполняет электроника.
СодержаниеУстройство и принцип действия сварочного трансформатора
Трансформатор для электросварки, как и любой другой, состоит из трех основных элементов:
- Первичной обмотки. На нее подается напряжение. В домашних аппаратах катушка подключается к сети 220В, на производстве для уменьшения потребляемого тока на нее подается 380В.
- Вторичная обмотка с напряжением 45-110В. К ней подключается электрод и масса, а в сварочных выпрямителях диоды или диодный мост.
- Магнитопровод. Это сердечник, на котором наматываются катушки. Состоит из большого количества пластин трансформаторного железа и может быть тороидальной, прямоугольной и Ш-образной формы.
Устройства большой мощности дополнительно оснащаются пусковой и защитной аппаратурой, а также вентиляторами.
Есть три режима работы трансформаторов:
- Режим холостого хода. В нем аппарат работает при перерыве в процессе сварки.
- Рабочий режим. Это сварка или резка металла.
- Режим короткого замыкания. Появляется при залипании электрода.
Регулировка тока сварочного трансформатора производится в рабочем режиме.
Основным недостатком такого аппарата является переменное выходное напряжение. Это дает возможность использовать только углеродистые электроды и сваривать только обычный металл. Для сварки нержавеющих и высоколегированных сталей необходимы специальные электроды и использование сварочного выпрямителя.
Информация! В отличие от обычных трансформаторов, у сварочных аппаратов рабочий режим похож на режим короткого замыкания. Поэтому для уменьшения нагрева они мотаются проводом большего сечения.
Сварочный выпрямитель
Использование постоянного напряжения дает более качественный шов. Она позволяет кроме обычных видов обработки выполнять аргонно-дуговую сварку и другие виды работ.
Сварочные выпрямители различают по типу установленных выпрямительных блоков:
Эти трансформаторы изготавливаются разной мощности и предназначенные для подключения различного количества постов:
- Однопостовые. Используются только одним сварщиком. Регулировка осуществляется как на рабочем месте, так и внутри аппарата. Вольтамперная характеристика может быть крутопадающей (мягкой), пологопадающей (жесткой), а также переключаемой.
- Многопостовые. Имеют достаточную мощность для подключения нескольких (до 9) постов. Характеристика только жесткая, регулировать процесс сварки можно только на рабочем месте при помощи балластных сопротивлений.
Сварочный полуавтомат
Полуавтомат состоит из двух основных узлов:
- Блок подачи проволоки. Подает проволоку в зону сварки, дополнительно оснащается устройством подачи защитного газа.
- Устройство питания дуги. В качестве него используются сварочный выпрямитель или инвертор.
Справка! Ток полуавтомата регулируется в устройстве, питающем дугу.
Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.
Динамическая характеристика
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.
Регулировка сварочного аппарата
Есть разные способы управления током сварочного аппарата.
С подвижными обмотками и сердечником
Жесткость характеристики зависит от магнитной связи между первичной и вторичной катушками. Для ее изменения необходимо поменять расстояние между первичной и вторичной обмотками или величину воздушного зазора в магнитопроводе. Для этого сердечник или катушку крепят на специальной гайке, а винт оснащается рукояткой. При ее вращении гайка накручивается и подвижная часть меняет свое положение, что приводит к изменению тока.
Этот способ применяется в аппаратах переменного напряжения, а также дополнительно оснащенных диодными мостами.
Подмагничивание сердечника постоянным напряжением
Еще одним способом управления является подмагничивание сердечника постоянным напряжением. Намагниченный сердечник увеличивает сопротивление магнитному потоку, созданному первичной обмоткой. Это уменьшает ток дуги.
Интересно! На аналогичном принципе основана работа магнитного усилителя. Это устройство применялось в системах управления электроприводом до появления тиристорных преобразователей.
Балластные сопротивления
Одним из самых распространенных и простых способов регулировки является использование балластного сопротивления:
- Активный балластник. Представляет из себя несколько проволочных или ленточных сопротивлений, которые переключаются при необходимости изменить ток электросварки. Используются с аппаратами всех типов. В самодельных устройствах малой мощности вместо комплекта сопротивлений используется спираль или змейка из нихрома.
- Индуктивный балластник. Это дроссель, индуктивность которого может меняться при необходимости изменением числа витков или величиной воздушного зазора в магнитопроводе. Устанавливается последовательно со вторичной обмоткой до диодного моста.
Тиристорное управление
Эта регулировка применяется в выпрямителях, в которых часть или все диоды заменены тиристорами. При изменении угла открывания меняется действующее значение напряжения и ток устройства. Управление углом осуществляется переменными резисторами или более сложными схемами.
Недостатком этой схемы является превращение постоянного напряжения в пульсирующее, что ухудшает качество шва.
Важно! При угле открытия более 90° падает амплитудное значение, что ухудшает процесс зажигания дуги.
Регулировка первичной обмотки
Регулировка тиристорным ключом первичек позволяет управлять аппаратами переменного напряжения.
Все эти способы регулировки теряют свое значение вместе со старыми аппаратами и распространением новых, инверторных. Они экономичнее, легче, а некоторые магазины предлагают обменять старый катушечный сварочник на новый. Но пока старые устройства находятся в эксплуатации знание того, как же регулируется сварочный ток в трансформаторе позволит выполнять сварочные работы более качественно.
Как правильно уменьшить сварочный ток?
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0Последние посетители 0 пользователей онлайн
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Если уменьшить расстояние между обмотками сварочного трансформатора то сварочный ток
Уменьшение колебаний питающей сети при проведении сварочных работ
Уменьшение колебаний питающей сети при проведении сварочных работ
Бытовые сварочные трансформаторы мощностью 2,2-3,3 кВт, изготовленные самостоятельно, при проведении сварочных работ вызывают уменьшение напряжения сети по нагрузке на несколько Вольт (сеть "садится"). Это приводит к пригасанию осветительных ламп и отражается на работе радиоаппаратуры, что вызывает нарекания со стороны соседей, напряжение в дома которых подается по одной линии.
Уменьшить колебания напряжения питающей сети можно с помощью конденсатора, подключенного к первичной обмотке сварочного трансформатора (рис.1), емкость которого зависит от мощности сварочного трансформатора, При выборе величины емкости конденсатора, необходимо воспользоваться графиком, приведенным на рис.2

Если менять величину емкости, меняется ток первичной обмотки трансформатора. Этот ток имеет минимальную величину при определенной емкости конденсатора С1 (случай параллельного резонанса первичной обмотки I и емкости конденсатора С1).
Кривая 1 соответствует току холостого хода, а кривая 2 - проведению сварки. При сварке потребляемый ток возрастает, что на том же самом напряжении сети и неизменной частоте говорит об уменьшении индуктивности первичной обмотки. Кривая 2 более полога - добротность контура тем меньше, чем меньше индуктивность. Точка "а" пересечения двух кривых тока дает оптимальное значение емкости. Ток, потребляемый от сети при сварке будет практически равен току при разрыве сварочной дуги. Практически оптимальная емкость определяется так: к первичной обмотке подключается емкость и измеряется ток в общей цепи. Если при зажигании дуги потребляемый ток увеличивается, то емкость следует увеличить.
При точном подборе емкости можно добиться постоянства потребляемого тока при сварочной дуге и ее отсутствию. Конденсаторы следует применять типа МБГО, МБГВ, К75-11 на рабочее напряжение не ниже 600 В при напряжении сети 220 В. Величина емкости порядка 50-100 мкФ (в зависимости от мощности сварочного трансформатора).
Читайте также: